Drucktaupunkt bei Druckluft: Bedeutung, Messung und Tabelle des Drucktaupunkts
In der Welt der Drucklufttechnik spielt der Drucktaupunkt (DTP) eine entscheidende Rolle für die Qualität und Effizienz von Druckluftsystemen. Als zentraler Parameter für die Bewertung von Feuchtigkeit in Druckluft beeinflusst er maßgeblich Betriebssicherheit, Produktqualität und Lebensdauer von Anlagen. Dieser Artikel beleuchtet umfassend die Bedeutung des Drucktaupunkts, Messmethoden und praktische Anwendungen in verschiedenen industriellen Kontexten.
Was ist der Drucktaupunkt und warum ist er in Druckluftsystemen wichtig?
Definition des Drucktaupunkts in der Drucklufttechnik
Der Drucktaupunkt bezeichnet in der Drucklufttechnik die Temperatur, bei der Wasserdampf in der komprimierten Luft zu kondensieren beginnt. Jedes Gas, einschließlich der Luft in einem Druckluftsystem, kann nur eine bestimmte Menge an Wasserdampf aufnehmen, bevor dieser als flüssiges Wasser auszufallen beginnt. Diese Sättigungsgrenze wird durch den Drucktaupunkt definiert. Er wird in °C gemessen und gibt präzise an, bei welcher Temperatur die in der Druckluft enthaltene Feuchtigkeit zu kondensieren beginnt, solange der Druck konstant bleibt. In der Fachsprache wird der Drucktaupunkt oft als DP (Dew Point) abgekürzt. Ein niedriger Drucktaupunkt bedeutet einen geringen Feuchtigkeitsgehalt in der Druckluft, was für die meisten industriellen Anwendungen wünschenswert ist. Die Kenntnis des Drucktaupunkts ermöglicht es, potenzielle Kondensationsprobleme in Druckluftsystemen vorherzusagen und zu vermeiden, insbesondere wenn die Druckluft durch Leitungen mit unterschiedlichen Temperaturbedingungen geführt wird.
Unterschied zwischen atmosphärischem Taupunkt und Drucktaupunkt
Es ist entscheidend, zwischen dem atmosphärischen Taupunkt und dem Drucktaupunkt zu unterscheiden. Der atmosphärische Taupunkt bezieht sich auf die Taupunkttemperatur bei normalen atmosphärischen Bedingungen (etwa 1 bar), während der Drucktaupunkt sich auf die Kondensationstemperatur unter dem jeweiligen Betriebsdruck des Druckluftsystems bezieht. Wenn komprimierte Luft entspannt wird, wie es beispielsweise beim Austritt aus einem Druckluftsystem geschieht, ändert sich die relative Feuchte (RF) drastisch. Der Wasserdampf, der bei hohem Druck noch gasförmig war, kann bei atmosphärischen Bedingungen kondensieren, selbst wenn die Temperatur konstant bleibt. Dies erklärt, warum ein Druckluftsystem mit einem scheinbar akzeptablen Drucktaupunkt dennoch Kondensationsprobleme aufweisen kann, sobald die Luft entspannt wird. Für präzise Berechnungen und Anwendungen muss daher immer klar sein, ob von einem atmosphärischen Taupunkt oder einem Drucktaupunkt die Rede ist. Diese Unterscheidung ist in der Praxis von erheblicher Bedeutung, da beispielsweise ein Drucktaupunkt von -40°C bei 7 bar einem wesentlich höheren atmosphärischen Taupunkt entsprechen kann, wenn die Luft auf Umgebungsdruck entspannt wird.
Auswirkungen von Feuchtigkeit in Druckluftsystemen
Die Feuchtigkeit in der Luft kann in Druckluftsystemen zahlreiche negative Auswirkungen haben. Wenn der Wasserdampf in der Druckluft kondensiert, bilden sich Wassertropfen, die Ventile, Regeleinrichtungen und pneumatische Werkzeuge beschädigen können. Zudem begünstigt die Feuchtigkeit Korrosionsprozesse in metallischen Leitungen und Komponenten der Druckluftanlage. Dies führt nicht nur zu erhöhtem Wartungsaufwand, sondern kann auch kostspielige Produktionsausfälle verursachen. Besonders in der Lebensmittel- und Pharmaindustrie kann feuchte Druckluft die Qualität von Endprodukten erheblich beeinträchtigen. Auch in Lackieranlagen kann überschüssige Feuchtigkeit zu Oberflächenfehlern führen. Ein weiteres Problem stellt die Bildung von Eis in Druckluftsystemen dar, die bei niedrigen Umgebungstemperaturen auftreten kann, wenn der Drucktaupunkt nicht ausreichend niedrig ist. Dies kann Ventile blockieren und den Luftstrom behindern. Darüber hinaus kann ein zu hoher Feuchtigkeitsgehalt in der Druckluft die Wirksamkeit von Schmiermitteln in pneumatischen Geräten verringern und deren Lebensdauer verkürzen. All diese Faktoren unterstreichen die Bedeutung einer effektiven Kontrolle und Reduzierung der Feuchtigkeit in Druckluftsystemen durch die präzise Überwachung und Steuerung des Drucktaupunkts.
Wie wird der Drucktaupunkt gemessen und überwacht?
Messgeräte und Verfahren zur Bestimmung des Drucktaupunkts
Die genaue Messung des Drucktaupunkts ist für die Qualitätssicherung in Druckluftsystemen unerlässlich. Hierfür stehen verschiedene Messgeräte und Verfahren zur Verfügung. Eine weit verbreitete Methode ist die Verwendung von Taupunktsensoren, die auf verschiedenen physikalischen Prinzipien basieren können. Kapazitive Sensoren messen Veränderungen der elektrischen Kapazität eines Polymers, das auf Feuchtigkeit reagiert. Diese Sensoren bieten eine hohe Genauigkeit im Bereich von ±2°C und sind für kontinuierliche Überwachung geeignet. Für Messungen von sehr niedrigen Taupunkten (unter -60°C) werden häufig Aluminiumoxid-Sensoren eingesetzt, die Änderungen der elektrischen Impedanz bei unterschiedlichem Feuchtigkeitsgehalt registrieren. Eine weitere Methode ist die Spiegeltaupunktmessung, bei der ein Spiegel so lange gekühlt wird, bis sich Kondensat bildet. Die Temperatur, bei der dies geschieht, entspricht genau dem Taupunkt. Diese Methode gilt als Referenzverfahren mit höchster Genauigkeit, ist jedoch technisch aufwendiger und wird hauptsächlich für Kalibriermessungen verwendet. Für die praktische Anwendung im Feld kommen oft mobile Taupunktmessgeräte DP zum Einsatz, die eine schnelle Überprüfung an verschiedenen Stellen des Druckluftsystems ermöglichen. Diese portablen Geräte verfügen über spezielle Druckanschlüsse, die eine sichere Verbindung mit dem Druckluftsystem gewährleisten und präzise Messungen unter Betriebsbedingungen ermöglichen.
Kontinuierliche Überwachung in Druckluftsystemen
Die kontinuierliche Überwachung des Drucktaupunkts ist für viele industrielle Anwendungen von entscheidender Bedeutung. Moderne Druckluftsysteme integrieren daher fest installierte Taupunktsensoren an strategischen Punkten der Anlage. Diese Sensoren werden typischerweise nach dem Trockner installiert, um dessen Effizienz zu überprüfen, sowie an kritischen Verbrauchsstellen, wo besonders trockene Druckluft benötigt wird. Die Messdaten werden in Echtzeit an zentrale Steuerungssysteme übermittelt, die bei Überschreitung definierter Grenzwerte automatisch Alarme auslösen können. Fortschrittliche Überwachungssysteme bieten zudem die Möglichkeit, Langzeittrends zu analysieren, was frühzeitige Hinweise auf Leistungsverschlechterungen des Trockners oder andere Systemprobleme geben kann. Die Sensoren für die kontinuierliche Überwachung müssen regelmäßig kalibriert werden, um ihre Genauigkeit zu gewährleisten. Moderne Taupunktmessgeräte mit integriertem Datenlogger ermöglichen die Aufzeichnung von Messwerten über längere Zeiträume, was besonders für die Dokumentation in qualitätskritischen Branchen wichtig ist. Einige Systeme bieten zudem die Möglichkeit, den Drucktaupunkt automatisch auf den entsprechenden atmosphärischen Taupunkt umzurechnen, was eine bessere Beurteilung der tatsächlichen Kondensationsgefahr nach Druckentspannung ermöglicht. Die kontinuierliche Überwachung trägt wesentlich zur Betriebssicherheit bei und hilft, kostspielige Produktionsausfälle durch Feuchtigkeitsprobleme zu vermeiden.
Interpretation der Messwerte und zulässige Grenzwerte
Die korrekte Interpretation der Drucktaupunkt-Messwerte erfordert Fachwissen und Berücksichtigung verschiedener Faktoren. Ein gemessener Drucktaupunkt muss immer im Kontext des aktuellen Betriebsdrucks betrachtet werden. Für die meisten industriellen Anwendungen gelten bestimmte Grenzwerte, die nicht überschritten werden sollten. In der allgemeinen Industrie wird häufig ein Drucktaupunkt von +3°C bis +7°C als ausreichend betrachtet, was durch einfache Kältetrockner erreicht werden kann. Für anspruchsvollere Anwendungen, etwa in der Elektronik- oder Pharmaindustrie, sind deutlich niedrigere Werte von -20°C bis -40°C erforderlich, was den Einsatz von Adsorptionstrocknern notwendig macht. Bei extremen Anforderungen, beispielsweise in der Halbleiterindustrie, können sogar Drucktaupunkte von -70°C oder niedriger gefordert sein. Die Interpretation wird auch durch den Wassergehalt in der Druckluft unterstützt, der oft in ppm (parts per million) angegeben wird. Diese Werte können anhand von Umrechnungstabellen aus dem gemessenen Drucktaupunkt ermittelt werden. Bei der Beurteilung der Messwerte ist auch der Temperaturverlauf im gesamten Druckluftsystem zu berücksichtigen: Der Drucktaupunkt sollte stets mindestens 10°C unter der niedrigsten im System auftretenden Temperatur liegen, um Kondensation sicher zu vermeiden. Zudem müssen Schwankungen des Drucktaupunkts aufgrund von Lastveränderungen im Kompressor oder jahreszeitlich bedingten Veränderungen der Umgebungsluft bei der Interpretation berücksichtigt werden.
Welche Drucktaupunkt-Tabelle sollte für verschiedene Anwendungen verwendet werden?
Drucktaupunkt-Tabellen für industrielle Anwendungen
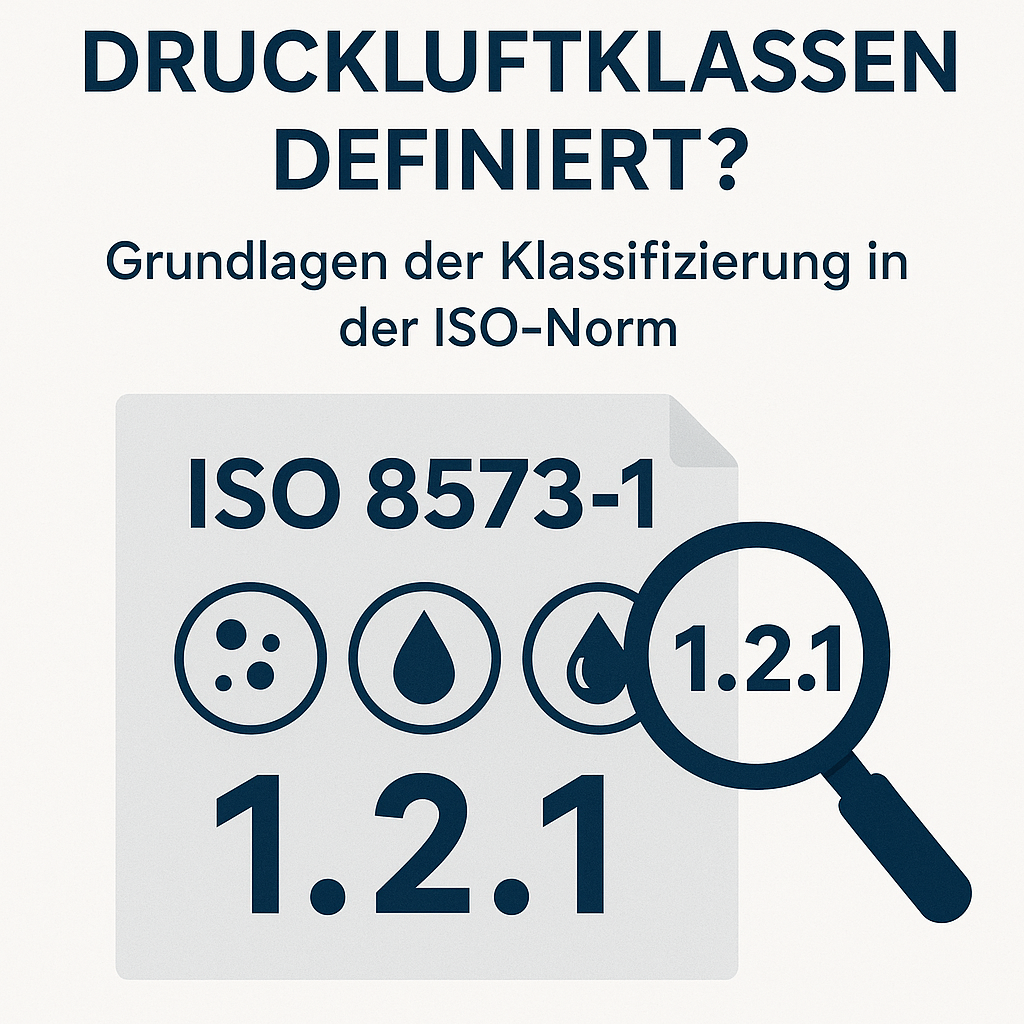
Für industrielle Anwendungen existieren standardisierte Drucktaupunkt-Tabellen, die als Referenz für verschiedene Anforderungsprofile dienen. Diese Tabellen berücksichtigen sowohl die technischen Erfordernisse unterschiedlicher Branchen als auch die wirtschaftlichen Aspekte der Druckluftaufbereitung. Eine häufig verwendete Klassifizierung findet sich in der ISO 8573-1, die Druckluftqualitätsklassen definiert. Für jede Klasse gibt diese Norm spezifische Drucktaupunkte vor. Beispielsweise fordert die Klasse 1 einen Drucktaupunkt von -70°C, während für Klasse 4 ein Wert von +3°C als ausreichend gilt. Neben dieser Norm existieren branchenspezifische Tabellen, die die besonderen Anforderungen etwa der Lebensmittel-, Pharma- oder Elektronikindustrie berücksichtigen. Diese Tabellen geben nicht nur Zielwerte für den Drucktaupunkt vor, sondern enthalten oft auch Informationen zum korrespondierenden Wassergehalt in der Druckluft, ausgedrückt in ppm oder g/m³. Für die praktische Anwendung sind zudem Umrechnungstabellen relevant, die den Zusammenhang zwischen Drucktaupunkt und atmosphärischem Taupunkt bei verschiedenen Betriebsdrücken darstellen. Diese Umrechnung ist wichtig, da die Druckluft beim Verlassen des Systems auf atmosphärischen Druck entspannt wird, wodurch sich der effektive Taupunkt ändert. Die richtige Auswahl und Anwendung dieser Tabellen ist entscheidend für die wirtschaftliche Dimensionierung von Trocknersystemen, da unnötig niedrige Drucktaupunkte mit erheblich höheren Energiekosten verbunden sein können.
Zusammenhang zwischen Temperatur, Druck und Taupunkt
Der Zusammenhang zwischen Temperatur, Druck und Taupunkt ist komplex und wird durch thermodynamische Gesetzmäßigkeiten bestimmt. Grundsätzlich gilt: Bei steigendem Druck erhöht sich die Taupunkttemperatur, da die Luft bei höherem Druck weniger Wasserdampf aufnehmen kann. Dieser Effekt führt dazu, dass bei der Kompression von Luft in einem Kompressor der relative Feuchtigkeitsgehalt steigt, bis schließlich Kondensation eintritt. Eine Faustregel besagt, dass der Drucktaupunkt pro 1 bar Druckerhöhung um etwa 6-7°C ansteigt. Diese Beziehung ist jedoch nicht linear und wird bei sehr hohen Drücken oder extremen Temperaturen komplexer.
Q: Was ist der Drucktaupunkt und wie wird er definiert?
A: Der Drucktaupunkt ist die Temperatur, bei der Wasserdampf in der Luft bei einem bestimmten Druck zu kondensieren beginnt. Er ist ein wichtiger Parameter zur Beurteilung der Luftfeuchtigkeit und gibt an, wann Wasser kondensiert. Bei Druckluftsystemen ist der Drucktaupunkt ein entscheidender Faktor, um Kontamination durch Feuchtigkeit zu verhindern. Je niedriger der Drucktaupunkt, desto geringer ist der Wassergehalt in der Druckluft.
Q: Wie kann man den Drucktaupunkt berechnen und welche Formel wird dafür verwendet?
A: Die Berechnung des Drucktaupunkts erfolgt mithilfe thermodynamischer Formeln, die den Zusammenhang zwischen Druck, Temperatur und relativer Luftfeuchtigkeit beschreiben. Eine vereinfachte Formel für den Drucktaupunkt berücksichtigt den Umgebungsdruck, die Temperatur und den Sättigungsdampfdruck. In der Praxis werden jedoch meist Taupunktmessgeräte verwendet, da die exakte Berechnung komplex ist und von vielen Parametern wie dem Volumenstrom und der Fähigkeit der Luft zum Entfernen von Feuchtigkeit abhängt.
Q: Welche Informationen enthält eine Drucktaupunkt-Tabelle?
A: Eine Drucktaupunkt-Tabelle zeigt die Beziehung zwischen Druck, Temperatur und Taupunkt. Sie hilft bei der schnellen Bestimmung des Taupunkts bei verschiedenen Druckverhältnissen ohne komplexe Berechnungen. Typische Tabellen enthalten Werte für unterschiedliche Druckstufen (bar oder psi), Temperaturen und relative Luftfeuchtigkeitswerte. Durch diese Tabellen können Techniker abschätzen, bei welcher Temperatur Kondensation in einem Druckluftsystem zu erwarten ist, um Maßnahmen gegen Feuchtigkeit und Kontamination zu ergreifen.
Q: Warum ist die Messung des Taupunkts in industriellen Anwendungen wichtig?
A: Die Messung des Taupunkts ist in industriellen Anwendungen entscheidend, da Feuchtigkeit in Druckluftsystemen zu erheblichen Problemen führen kann. Sie kann Korrosion verursachen, Produktqualität beeinträchtigen und die Lebensdauer von Maschinen verkürzen. Besonders in der Elektronikfertigung, Pharmazie und Lebensmittelindustrie ist ein niedriger Wassergehalt in der Druckluft erforderlich. Die Taupunktmessung hilft dabei, die Effizienz von Trocknungssystemen zu überwachen und sicherzustellen, dass die Druckluftqualität den Anforderungen entspricht.
Q: Welche Arten von Taupunktmessgeräten gibt es und wie funktionieren sie?
A: Es gibt verschiedene Arten von Taupunktmessgeräten, darunter: 1. Spiegeltaupunktmessgeräte: Messen den Taupunkt durch Kühlung einer Oberfläche bis zur Kondensation. 2. Kapazitive Sensoren: Messen Änderungen der elektrischen Kapazität durch Feuchtigkeitsaufnahme. 3. Mobile Taupunktmessgeräte (DP): Tragbare Geräte für Feldmessungen und temporäre Überwachung. 4. Taupunktmessgeräte mit integriertem Durchflussmesser: Ermöglichen die gleichzeitige Überwachung von Taupunkt und Volumenstrom. Diese Geräte helfen dabei, die Luftfeuchtigkeit im System zu überwachen und sicherzustellen, dass der Drucktaupunkt innerhalb der spezifizierten Grenzen bleibt.
Q: Wie unterscheiden sich Taupunkte bei verschiedenen Druckverhältnissen?
A: Taupunkte variieren erheblich bei unterschiedlichen Druckverhältnissen. Bei höherem Druck steigt der Taupunkt, da komprimierte Luft weniger Wasserdampf aufnehmen kann. Wenn Druckluft entspannt wird, sinkt der Taupunkt wieder. Dieses Verhältnis ist wichtig für die Auslegung von Druckluftsystemen: Ein System, das bei 7 bar einen Taupunkt von -40°C hat, kann bei atmosphärischem Druck einen deutlich niedrigeren Taupunkt aufweisen. Deshalb werden oft zwei Werte angegeben: der Drucktaupunkt (unter Betriebsdruck) und der atmosphärische Taupunkt (nach Entspannung auf Umgebungsdruck).
Q: Welche Normen und Standards gibt es für Drucktaupunkte in industriellen Anwendungen?
A: Für Drucktaupunkte in industriellen Anwendungen existieren verschiedene internationale Normen und Standards: 1. ISO 8573-1: Definiert Luftqualitätsklassen für Druckluft, einschließlich maximaler Taupunktwerte. 2. ISO 8573-3: Spezifiziert Messmethoden für die Bestimmung des Taupunkts. 3. DIN ISO 7183: Legt Standardbedingungen für die Leistungsbewertung von Drucklufttrocknern fest. Diese Standards helfen Unternehmen, konsistente Qualitätsniveaus zu gewährleisten und sicherzustellen, dass ihre Druckluftsysteme den Anforderungen hinsichtlich Luftfeuchtigkeit und des Taupunkts entsprechen, um Kontamination zu vermeiden.
Q: Wie kann man den Drucktaupunkt in einem Druckluftsystem verbessern?
A: Zur Verbesserung des Drucktaupunkts und Reduzierung der Luftfeuchtigkeit in einem Druckluftsystem können folgende Maßnahmen ergriffen werden: 1. Installation effizienterer Lufttrockner (Kältetrockner, Adsorptionstrockner) 2. Regelmäßige Wartung der Trocknungsanlagen 3. Optimierung des Volumenstrom und der Druckluftverteilung 4. Verringerung der Eingangstemperatur der Druckluft 5. Einsatz von Kondensatabscheidern und Filtern 6. Regelmäßige Taupunktmessung zur Überwachung der Systemleistung Eine kontinuierliche Überwachung mit einem Taupunktmessgerät mit integriertem Alarmsystem kann helfen, Probleme frühzeitig zu erkennen und die Fähigkeit der Luft zum Entfernen von Feuchtigkeit zu optimieren.