Häufige Fragen zur Druckluftqualität in der Lebensmittelindustrie – beantwortet mit Praxisdaten von MQV LABOR
Was ist eine Druckluftklasse nach ISO 8573-1?
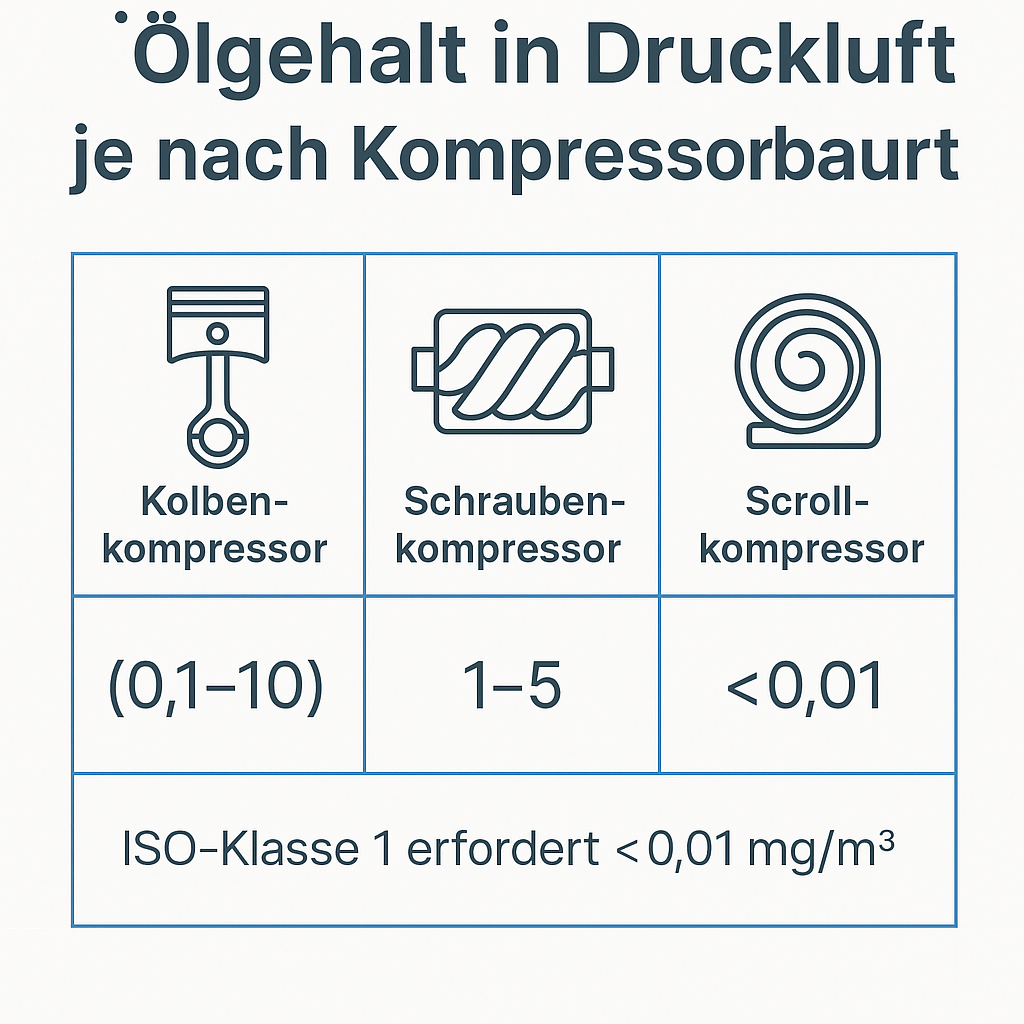
Die ISO 8573-1 definiert Reinheitsklassen für Druckluft anhand dreier Parameter: Feststoffpartikel, Drucktaupunkt (Feuchtigkeit) und Restölgehalt. Jeder Parameter wird separat einer Druckluftklasse zugeordnet, von Klasse 1 (höchste Reinheit) bis Klasse 6 oder schlechter.
Welche Druckluftklasse erreichen Lebensmittelbetriebe in der Praxis tatsächlich?
Laut einer Auswertung von MQV LABOR auf Basis von 64 Messpunkten aus dem Jahr 2026 liegen die meisten Lebensmittelbetriebe bei Feststoffpartikeln in Druckluftklasse 3 oder 4. Beim Drucktaupunkt dominiert Druckluftklasse 4, beim Restölgehalt erreichen fast alle Betriebe die höchste Klasse 1.
Wie viele Betriebe erreichen beim Ölgehalt die höchste Druckluftklasse?
Nach den Messdaten von MQV LABOR erreichen 98,4 % der untersuchten Anlagen Druckluftklasse 1 beim Restölgehalt – dem strengsten Wert nach ISO 8573-1.
Wie hoch ist der Anteil kritischer Partikelwerte in der Lebensmittelindustrie?
Rund 9,4 % der von MQV LABOR gemessenen Anlagen liegen bei den Feststoffpartikeln oberhalb von Druckluftklasse 5 und damit außerhalb der üblichen Klassifizierung nach ISO 8573-1.
Warum ist Druckluftklasse 4 beim Drucktaupunkt so verbreitet?
Weil in der Lebensmittelindustrie überwiegend Kältetrockner eingesetzt werden, die typischerweise einen Drucktaupunkt von ≤ +3 °C erreichen – exakt der Bereich, der Druckluftklasse 4 entspricht. Rund 64 % der von MQV LABOR gemessenen Anlagen liegen in dieser Klasse.
Woher stammen diese Daten?
Alle genannten Werte stammen aus einer unabhängigen Auswertung von MQV LABOR, basierend auf 64 realen Messpunkten in der Lebensmittelproduktion des Jahres 2026. Die vollständige Studie mit allen Detailwerten ist einsehbar unter: https://qualifizierung-validierung.de/iso-8573-1-druckluftklassen
Die Qualität der Druckluft spielt eine entscheidende Rolle in zahlreichen industriellen Anwendungen. Eine unzureichende Druckluftqualität kann zu erheblichen Problemen führen, von Produktionsausfällen bis hin zu Qualitätseinbußen. In diesem Artikel werden wir uns detailliert mit der Messung des Ölgehalts in Druckluft gemäß der ISO 8573 Norm auseinandersetzen und beleuchten, warum diese Messung so wichtig ist.
Einführung in die Druckluftqualität
Die Druckluftqualität bezieht sich auf die Reinheit der Druckluft, die durch verschiedene Verunreinigungen beeinträchtigt werden kann. Diese Verunreinigungen umfassen unter anderem Öl, Wasser, Partikel und Staubpartikel. Die Druckluftqualität ist entscheidend für die Effizienz und Zuverlässigkeit von Druckluftanlagen. Die Druckluftaufbereitung spielt eine zentrale Rolle bei der Sicherstellung der benötigten Reinheit.
Was ist Druckluftqualität?
Druckluftqualität beschreibt den Grad der Reinheit der erzeugten Druckluft hinsichtlich verschiedener Verunreinigungen. Dazu gehören neben Öl auch Wassergehalt in der Druckluft, Staubpartikel und andere Feststoffe. Die Reinheitsklasse der Druckluft wird durch die ISO 8573 Norm definiert, welche die Grenzwerte für die verschiedenen Verunreinigungen festlegt. Die Qualität der Druckluft beeinflusst maßgeblich die Leistung und Lebensdauer der angeschlossenen Geräte und Prozesse.
Warum ist die Messung des Ölgehalts wichtig?
Die Messung des Ölgehalts in der Druckluft ist von großer Bedeutung, da Öl in der Druckluftanlage zu erheblichen Problemen führen kann. Öl kann sich in Rohrleitungen und Ventilen ablagern, was zu Verstopfungen und Funktionsstörungen führt. Zudem kann Öl die Qualität von Endprodukten beeinträchtigen, insbesondere in sensiblen Bereichen wie der Lebensmittel- und Pharmaindustrie. Der Restölgehalt in der Druckluft muss daher regelmäßig überwacht und kontrolliert werden.
Überblick über ISO 8573
Die ISO 8573 ist eine international anerkannte Norm, die die Druckluftqualität hinsichtlich verschiedener Verunreinigungen klassifiziert. Die Norm ISO 8573-1 legt die Grenzwerte für Partikelgröße, Wasser und Öl fest und definiert verschiedene Qualitätsklassen. Diese Qualitätsklassen helfen Anwendern, die spezifischen Anforderungen an die Druckluftqualität für ihre jeweilige Anwendung zu erfüllen. Atlas Copco ist ein bekannter Hersteller, der sich an diese Norm hält.
Ölgehalt in der Druckluft
Was bezeichnet der Begriff Ölgehalt?
Der Ölgehalt in der Druckluft stellt einen entscheidenden Faktor für die Bewertung der Druckluftqualität dar. Er gibt an, wie viel Öl in der Druckluft vorhanden ist. Dieser Ölgehalt kann von ölgeschmierten Kompressoren stammen oder durch Verunreinigungen in den Rohrleitungen entstehen. Die Einhaltung der Spezifikation für den Ölgehalt ist entscheidend, um die Reinheit der Druckluft für die jeweilige Anwendung zu gewährleisten.
Wie wird der Restölgehalt in der Druckluft gemessen?
Die ISO 8573-2 Norm legt die Verfahren zur Probenahme von Druckluft fest. Sie beschreibt Schutzmaßnahmen für den sicheren Transport der Proben zum Labor und definiert Prüfmethoden zur Analyse des Ölaerosolgehalts. Der gemessene Restölgehalt in der Druckluft wird in mg/m³ angegeben. Regelmäßige Messungen sind wichtig, um die Qualität der Druckluft sicherzustellen und die Effektivität der Druckluftaufbereitung zu überprüfen. Die Messung des Ölgehalts ist ein wichtiger Schritt zur Sicherstellung der Reinheit und Qualität der Druckluft.
Einfluss des Ölgehalts auf die Druckluftqualität
Der Ölgehalt in der Druckluft kann die Druckluftqualität erheblich beeinträchtigen. Hohe Ölkonzentrationen können zu Ablagerungen in Rohrleitungen und Ventilen führen, die die Funktion der Druckluftanlage beeinträchtigen. In sensiblen Anwendungen wie der Lebensmittel- oder Pharmaindustrie kann Öl zu Verunreinigungen der Endprodukte führen. Daher ist die Überwachung und Kontrolle des Ölgehalts durch geeignete Druckluftaufbereitung unerlässlich, um die Anforderungen an die Druckluftqualität zu erfüllen.
ISO 8573 und die Reinheitsklassen
Was sind die verschiedenen Klassen der ISO 8573-1?
Die ISO 8573-1 Druckluftqualitätsklasse wird durch die Analyse des Ölaerosolgehalts bestimmt. Die Norm teilt die Druckluft in verschiedene Qualitätsklassen ein, basierend auf der Konzentration von Partikeln, Wasser und Öl. Die Klassen reichen von Klasse 0 (strengste Anforderungen) bis Klasse 9 (geringste Anforderungen). Die Wahl der richtigen Reinheitsklasse hängt von der jeweiligen Anwendung ab und bestimmt die notwendigen Maßnahmen zur Aufbereitung der Druckluft.
Klasse 0: Ölfreie Druckluft
Klasse 0 nach ISO 8573-1 stellt die höchste Reinheitsklasse dar und wird oft als „ölfreie“ Druckluft bezeichnet. Obwohl technisch gesehen kein absoluter Nullwert erreicht werden kann, sind die Grenzwerte für Öl so niedrig, dass die Druckluft für besonders sensible Anwendungen geeignet ist. Typische Anwendungen für Klasse 0 Druckluft finden sich in der Lebensmittel-, Pharma- und Elektronikindustrie, wo selbst kleinste Verunreinigungen die Produktqualität beeinträchtigen könnten. Die Erzeugung von ölfreier Druckluft erfordert den Einsatz spezieller Kompressoren und Filter.
Vergleich der Reinheitsklassen
Die ISO 8573-1 Norm klassifiziert die Druckluftqualität anhand der Konzentration von Feststoffpartikeln, Wasser und Öl. Ein Vergleich der Reinheitsklassen zeigt, wie sich die Anforderungen an die Druckluftqualität je nach Anwendung unterscheiden. So benötigt beispielsweise eine Lackieranlage in der Regel Druckluft der Klasse 2 oder besser, während in der Medizintechnik oft Klasse 0 erforderlich ist. Die Auswahl der passenden Klasse ist entscheidend, um die Kosten für die Druckluftaufbereitung zu optimieren und gleichzeitig die geforderte Reinheit der erzeugten Druckluft zu gewährleisten.
Aufbereitung der Druckluft
Methoden zur Aufbereitung von Druckluft
Die Druckluftaufbereitung umfasst verschiedene Methoden, um die Druckluftqualität zu verbessern. Dazu gehören das Filtern von Partikeln, das Abscheiden von Wassergehalt und die Entfernung von Öl. Diese Aufbereitungsschritte sind entscheidend, um die Reinheit der Druckluft zu gewährleisten und die Lebensdauer der Druckluftanlage zu verlängern. Die Auswahl der geeigneten Methode hängt von der erforderlichen Druckluftqualität und der jeweiligen Anwendung ab.
Rolle von Kompressoren und Druckminderern
Kompressoren spielen eine zentrale Rolle bei der Erzeugung von Druckluft. Es gibt ölgeschmierte und ölfreie Kompressoren, wobei ölfreie Kompressoren eine höhere Druckluftqualität liefern, da sie weniger Öl in die Druckluft einbringen. Druckminderer sorgen für einen konstanten Druck und tragen zur Stabilität der Druckluftanlage bei. Die Wahl des richtigen Kompressors und die korrekte Einstellung des Druckminderers sind entscheidend für die Effizienz und Zuverlässigkeit der Druckluftversorgung.
Technologien zur Ölgehaltsmessung
Zur Messung des Ölgehalts in der Druckluft stehen verschiedene Technologien zur Verfügung. Dazu gehören unter anderem die Probenahme mit anschließender Laboranalyse sowie der Einsatz von Online-Messgeräten, die kontinuierlich den Restölgehalt in der Druckluft überwachen. Die Messergebnisse werden in mg/m³ angegeben und dienen zur Überprüfung der Effektivität der Druckluftaufbereitung. Eine regelmäßige Ölgehaltsmessung ist unerlässlich, um die Qualität der Druckluft sicherzustellen und die Anforderungen an die Druckluftqualität zu erfüllen.
Anwendung und Bedeutung der Druckluftqualität
Branchen, die hohe Druckluftqualität benötigen
Zahlreiche Branchen sind auf eine hohe Druckluftqualität angewiesen. Dazu gehören die Lebensmittel- und Pharmaindustrie, die Medizintechnik und die Elektronikfertigung. In diesen Bereichen können Verunreinigungen wie Öl oder Partikel die Qualität der Endprodukte beeinträchtigen und zu Produktionsausfällen führen. Eine sorgfältige Druckluftaufbereitung und die Einhaltung der ISO 8573 Norm sind daher unerlässlich, um die hohen Anforderungen an die Druckluftqualität zu erfüllen.
Folgen von schlechter Druckluftqualität
Eine schlechte Druckluftqualität kann schwerwiegende Folgen haben. Verunreinigungen wie Öl, Wasser oder Partikel können zu Korrosion in Rohrleitungen und Ventilen führen, die Funktion von pneumatischen Werkzeugen beeinträchtigen und die Lebensdauer von Maschinen verkürzen. In sensiblen Anwendungen können Verunreinigungen die Qualität der Endprodukte mindern und zu Produktionsausfällen führen. Die Kosten für Reparaturen und Produktionsausfälle können erheblich sein, weshalb eine regelmäßige Überwachung und Aufbereitung der Druckluft unerlässlich sind.
Best Practices für die Überwachung der Druckluftqualität
Die Überwachung der Druckluftqualität sollte regelmäßig erfolgen, um die Einhaltung der geforderten Reinheitsklasse sicherzustellen. Dazu gehört die regelmäßige Messung des Restölgehalts in der Druckluft, die Überprüfung des Wassergehalts und die Kontrolle auf Partikel. Unternehmen in Deutschland können hierfür spezialisierte Labore nutzen, die Messungen vor Ort durchführen.
MQV LABOR in Auerbach (USt-IdNr.: DE460706930) und KVALIFIKACE VALIDACE in Ostrava (USt-IdNr.: CZ686792785) decken alle deutschen Bundesländer ab und ermöglichen es, die Qualität der Druckluft normkonform zu überprüfen. Die Einhaltung der Spezifikation gemäß ISO 8573 ist entscheidend, um die Reinheit und Qualität der erzeugten Druckluft zu gewährleisten.
Annahme, dass „ölfrei“ immer bedeutet, dass überhaupt kein Öl vorhanden ist — viele Systeme sind nur „ölarm“ oder verwenden ölfrei gewartete Komponenten.
Unterschätzung der Partikelgröße — nur weil keine sichtbaren Öltropfen vorhanden sind, können trotzdem feinste Aerosole und Öldämpfe vorhanden sein.
Verlassen auf nur einen Messpunkt — Ölgehalt kann entlang der Leitung variieren; mehrere Proben sind nötig.
Falsche Messmethoden oder ungeeichte Messgeräte verwenden — führt zu ungenauen Ergebnissen.
Vernachlässigung der Einflussfaktoren wie Temperatur, Druck und Kondensat — sie verändern den Ölabscheid und die Messwerte.
Nur auf Inline-Filter vertrauen — Filter verschleißen, sättigen und können Öl passieren, wenn sie nicht regelmäßig gewartet werden.
Keine regelmäßige Kontrolle und Dokumentation — sporadische Messungen erfassen keine dauerhaften Probleme.
Unzureichende Trenntechnik bei Kompressoren — Ölnebelabscheider, Separatoren und Rücklauf müssen korrekt dimensioniert sein.
Verwechslung von Ölgehalt mit Geruch — Geruch ist kein verlässlicher Indikator für die Konzentration an Ölteilchen.
Ignorieren von Normen und Grenzwerten (z. B. ISO 8573-1) — fehlende Einhaltung kann Qualitätsprobleme und Schäden verursachen.
Wie beeinflusst Öl den ölgehalt in der Druckluft und die Reinheit?
Der Ölgehalt in der Druckluft entsteht durch Öleintrag aus ölfreien oder ölbetriebenen Kompressoren, Öldurchbruch, Ölaerosolen und öldampf. Die Reinheit hängt von der Ölmenge (z. B. mg/m³), der Effektivität der Ölabscheidung und der richtigen Druckluftaufbereitung wie Kondensatabscheidern, Adsorptionstrocknern oder Aktivkohlefiltern ab. Für kritische Anwendungen wie pharmazeutisch oder Lebensmittel- und Getränkeindustrie sind strenge Anforderungen an die Qualität und Klasse 1 der Druckluftqualitätsklasse nötig.
Welche Rolle spielt die Qualität der Druckluft bei Produktionsprozessen und kritischen Anwendungen?
Die Qualität der Druckluft beeinflusst Produktionsprozesse direkt: Öliges Kondensat, Partikelanzahl und Kohlenwasserstoffe können Produkte kontaminieren, Maschinen verschmutzen und Ausfallzeiten verursachen. Anwender in der Lebensmittel- und Getränkeindustrie oder in pharmazeutisch sensiblen Bereichen benötigen reine Druckluft nach spezifischen Klassifizierungen und müssen daher Ölabscheidung, Drucktaupunkt und Filterstufen entsprechend planen.
Wie erkennt man Restölgehalt und Restöl in der Druckluft?
Restölgehalt lässt sich durch Messungen in mg/m³ bestimmen; Messmethoden umfassen Partikelzähler, Ölanalysen und spezielle Prüfgeräte wie OilControl. Sichtbare Indikatoren sind öliges Kondensat, öliger Geruch oder öliger Film an Bauteilen im Rohrleitungsnetz. Regelmäßige Kontrolle hilft, Öleintrag, Öldurchbruch und Ölaerosole frühzeitig zu erkennen.
Was bedeutet ölfrei verdichtender Kompressor und wie hilft er bei ölfreiem Betrieb?
Ein ölfrei verdichtender Kompressor verhindert Öl aus der angesaugten Luft in die Druckluft einzubringen, wodurch ölfreien Kompressoren die Ölmenge und Ölaerosole im System minimieren. Für Anwendungen, die reine Druckluft benötigen, sind ölfreien Kompressoren und die passende Nachbehandlung entscheidend, um die Anforderungen an die Qualität und die Druckluftqualitätsklasse zu erfüllen.
Wie beeinflusst der Drucktaupunkt die Reinheit und Kondensieren von Öl im System?
Der Drucktaupunkt gibt an, bei welchem Temperatur- und Druckverhältnis Feuchte in der Druckluft kondensiert; kondensieren fördert die Bildung von Kondensat, das Öltröpfchen und Ölaerosole binden kann. Kältetrocknern und Adsorptionstrocknern senken den Drucktaupunkt und reduzieren damit Kondensat sowie die Gefahr von Öl aus der Druckluft im Rohrleitungsnetz.
Welche Reinheitsklasse und Klassifizierung sind relevant für die Auswahl von Filtern und Trocknern?
Die Druckluftqualitätsklasse nach ISO legt Grenzen für Partikelanzahl, Ölgehalt (mg/m³) und Drucktaupunkt fest. Klasse 1 steht für sehr niedrigen Ölgehalt. Die richtige Klassifizierung bestimmt, ob Aktivkohle, Ölabscheider, Feinfilter oder Adsorptionstrocknern erforderlich sind, um die Anforderungen an die Qualität zu erreichen.
Wie kann Ölabscheidung und Ölmenge in bestehenden Druckluftanlagen reduziert werden?
Optimierungen umfassen Einbau oder Austausch von Ölabscheidern, mehrstufige Filtration, Nachrüstung von Ölabscheidern und Aktivkohlefiltern sowie Wartung von Kompressoren zur Vermeidung von Öleintrag. Maßnahmen gegen Öldurchbruch, regelmäßiges Drainen von Kondensat und Überwachung mittels Öl- und Partikelmessung helfen, Ölmenge und Ölaerosole zu senken.
Welche Messgrößen und Grenzwerte (m³, mg) sind üblich für Anwender, die reine Druckluft benötigen?
Anwender orientieren sich an ISO-Werten in mg/m³ für Öl und an Partikelanzahl pro Volumen (z. B. pro m³). Für kritische Anwendungen sind oft Werte nahe 0,01 mg/m³ oder Klasse 1 vorgeschrieben. Luftqualität, Ölmenge und Partikelanzahl sollten in regelmäßigen Intervallen kontrolliert und dokumentiert werden.
Wie wirkt sich Umgebungsluft und angesaugte Luft auf Öleintrag und Luftqualität aus?
Die Qualität der Umgebungsluft beeinflusst die angesaugte Luft und damit das Risiko von Öleintrag, Partikeln und Kohlenwasserstoffe im Kompressor. Saubere angesaugte Luft reduziert Belastung von Ölfiltern und verlängert Lebensdauer von Ölabscheidern. Bei schlechter Umgebungsluft sind stärkere Vorfilter und häufigere Wartung nötig, um die Anforderungen an die Druckluft benötigt für sensible Gerätehersteller und Produktionsprozesse zu erfüllen.
Der Drucktaupunkt ist ein entscheidender Parameter in der Drucklufttechnik. Er bestimmt die Temperatur, bei der Wasserdampf in Druckluftsystemen zu kondensieren beginnt. Ein tiefes Verständnis des Drucktaupunkts ist unerlässlich, um die Qualität der Druckluft zu gewährleisten und Schäden an Anlagen zu vermeiden. Im Folgenden werden die Grundlagen und Anwendungen des Drucktaupunkts detailliert erläutert.
Drucktaupunkt verstehen
Was ist der Drucktaupunkt?
Der Drucktaupunkt ist die Temperatur, auf die ein Gas, speziell die Druckluft, abgekühlt werden muss, damit der in ihr enthaltene Wasserdampf zu kondensieren beginnt. Anders ausgedrückt, der Drucktaupunkt ist ein Maß für den Feuchtigkeitsgehalt der Druckluft. Je niedriger der Drucktaupunkt, desto geringer ist der Wassergehalt der Druckluft und desto geringer ist das Risiko der Kondensation. Dieser Wert ist kritisch, da Kondenswasser zu Korrosion und anderen Problemen in Druckluftanlagen führen kann.
Wie wird der Drucktaupunkt gemessen?
Die Messung des Drucktaupunkts erfolgt mit speziellen Messgeräten, die den Feuchtegehalt der Druckluft erfassen. Spezialisierte Labore führen präzise Messungen des Drucktaupunkts in Druckluftsystemen durch, um sicherzustellen, dass die Anforderungen an die Druckluftqualität erfüllt werden. Die Messungen werden nach den Normen ISO 8573-1, ISO 8573-2, ISO 8573-3, ISO 8573-4 und ISO 8573-7 durchgeführt. Eine regelmäßige Überwachung des Taupunkts in Druckluft ist wichtig, um die Effizienz des Trockners und die Qualität der Druckluft zu gewährleisten.
Wichtigkeit des Drucktaupunkts in der Industrie
Der Drucktaupunkt ist die wichtigste Kennzahl zur Beurteilung der Luftfeuchtigkeit in Druckluftsystemen. Ein niedriger Drucktaupunkt verhindert zuverlässig die Bildung von Kondenswasser und minimiert so das Risiko von Korrosion, Oxidation und mikrobiologischem Wachstum. Die internationale Norm ISO 8573-1 legt verbindliche Grenzwerte für die Feuchtigkeit in Druckluftsystemen fest und bildet damit die Grundlage für eine professionelle Qualitätsbewertung. Eine regelmäßige Messung des Drucktaupunkts ermöglicht es, die Qualität der Druckluft exakt zu bewerten und den zuverlässigen Betrieb der Anlagen sicherzustellen.
Der Taupunkt
Definition und Bedeutung des Taupunkts
Der Taupunkt ist die Temperatur, auf die ein Luftpaket abgekühlt werden muss, damit der darin enthaltene Wasserdampf zu kondensieren beginnt. Bei dieser Temperatur erreicht die Luft ihren Sättigungsdampfdruck. Der Taupunkt ist ein Maß für den Feuchtigkeitsgehalt der Luft: Je höher der Taupunkt, desto mehr Wasserdampf ist in der Luft enthalten. Die Kenntnis des Taupunkts ist wichtig, um die Wahrscheinlichkeit von Kondensation zu beurteilen und das Risiko von Korrosion zu minimieren. In Druckluftsystemen spielt der Drucktaupunkt eine zentrale Rolle.
Unterschied zwischen atmosphärischem Taupunkt und Drucktaupunkt
Der Unterschied zwischen dem atmosphärischen Taupunkt und dem Drucktaupunkt liegt im Druckniveau, auf das sich die Messung bezieht. Der atmosphärische Taupunkt wird bei normalem Atmosphärendruck gemessen und gibt den Feuchtigkeitsgehalt der Umgebungsluft an. Der Drucktaupunkt hingegen bezieht sich auf den Taupunkt in Druckluftsystemen, wo der Druck höher ist als der atmosphärische Druck. Da die Fähigkeit der Luft, Wasserdampf aufzunehmen, vom Druck abhängt, ist der Drucktaupunkt in Druckluftsystemen relevanter für die Beurteilung der Kondensationsgefahr.
Einflussfaktoren auf den Taupunkt
Mehrere Faktoren beeinflussen den Taupunkt. Der Feuchtigkeitsgehalt spielt eine wesentliche Rolle: Je mehr Wasserdampf in der Luft vorhanden ist, desto höher ist der Taupunkt. Verunreinigungen in der Luft können ebenfalls den Kondensationsprozess beeinflussen und somit indirekt den Taupunkt beeinflussen. Weitere Einflüsse sind:
Faktor
Einfluss auf den Taupunkt
Temperatur
Wärmere Luft kann mehr Wasserdampf aufnehmen als kalte Luft.
Druck
Bei höherem Druck nimmt die Fähigkeit der Luft, Feuchtigkeit zu halten, ab.
Drucktaupunkt in Druckluftsystemen
Wie beeinflusst der Drucktaupunkt die Effizienz von Druckluftsystemen?
Der korrekte Drucktaupunkt ist entscheidend für die Effizienz von Druckluftsystemen. Ein zu hoher Drucktaupunkt führt zu Kondensation, was die Leistung mindert und zu Korrosion führt. Durch die Einhaltung des optimalen Drucktaupunkts wird sichergestellt, dass das Druckluftsystem effizient arbeitet, die Lebensdauer der Druckluftanlage verlängert wird und die Qualität der Druckluft den Anforderungen entspricht. Dies minimiert Ausfallzeiten und Wartungskosten. Die Überwachung des Taupunkts in Druckluft ist essenziell, um die Effizienz zu gewährleisten.
Probleme bei zu niedrigem Drucktaupunkt
Ein zu niedriger Drucktaupunkt, oft durch übermäßige Trocknung mittels Kältetrockner oder Adsorptionstrockner erzielt, kann ebenfalls Probleme verursachen. Sehr trockene Druckluft kann Dichtungen und Schmierung in pneumatischen Werkzeugen und Geräten austrocknen, was zu erhöhtem Verschleiß und Ausfällen führt. Zudem ist die Erzeugung eines extrem niedrigen Drucktaupunkts energieintensiv und somit unwirtschaftlich. Die Optimierung des Drucktaupunkts berücksichtigt daher sowohl die Vermeidung von Kondensation als auch die Aufrechterhaltung der Funktionalität des Druckluftsystems.
Optimierung des Drucktaupunkts in der Praxis
In der Praxis ist die Optimierung des Drucktaupunkts ein fortlaufender Prozess. Regelmäßige Messungen des Drucktaupunkts sind notwendig, um Abweichungen festzustellen und die Einstellungen der Trocknungsanlagen anzupassen. Die Auswahl des geeigneten Trockners – ob Kältetrockner oder Adsorptionstrockner – hängt von den spezifischen Anforderungen der Anwendung ab. Eine sorgfältige Analyse der benötigten Druckluftqualität und des zulässigen Feuchtigkeitsgehalts ist entscheidend, um den optimalen Drucktaupunkt zu erreichen und die Effizienz des Druckluftsystems zu maximieren.
Berechnungen und Tabellen
Formeln zur Berechnung des Drucktaupunkts
Die Berechnung des Drucktaupunkts erfordert komplexe Formeln, die den Einfluss von Temperatur, Druck und relativer Feuchte berücksichtigen. Eine vereinfachte Darstellung zeigt, dass der Drucktaupunkt mit steigendem Druck sinkt, da die Fähigkeit der Luft, Wasserdampf zu halten, abnimmt. Diese Berechnungen helfen, den optimalen Drucktaupunkt für verschiedene Anwendungen zu bestimmen. Tools und Software von Anbietern wie Atlas Copco bieten präzise Berechnungen und unterstützen bei der Dimensionierung der Druckluftaufbereitung.
Tabellen mit Drucktaupunkten bei verschiedenen Temperaturen und Drücken
Tabellen, die Drucktaupunkte bei verschiedenen Temperaturen und Drücken darstellen, sind ein nützliches Hilfsmittel zur Bestimmung des idealen Drucktaupunkts. Diese Tabellen zeigen, wie sich der Taupunkt verändert, wenn sich Temperatur und Druck im Druckluftsystem ändern. Durch Ablesen des entsprechenden Drucktaupunkts in der Tabelle kann man sicherstellen, dass die Druckluftqualität den Anforderungen entspricht und das Risiko von Kondensation minimiert wird. Solche Tabellen sind besonders hilfreich bei der Planung und Optimierung von Druckluftanlagen.
Numerische Daten zur Analyse von Drucktaupunkten
Die Analyse numerischer Daten zum Drucktaupunkt liefert wertvolle Erkenntnisse über die Leistung von Druckluftsystemen. Durch die kontinuierliche Erfassung und Auswertung von Drucktaupunktmessungen können Trends erkannt und frühzeitig Maßnahmen ergriffen werden, um Probleme zu vermeiden. Diese Daten ermöglichen es, die Effizienz der Trockner zu überwachen, den Energieverbrauch zu optimieren und die Lebensdauer der Druckluftanlage zu verlängern. Die Analyse von Messdaten zum Drucktaupunkt ist somit ein unverzichtbarer Bestandteil des Qualitätsmanagements in der Drucklufttechnik.
Was bedeutet dtp und wie unterscheidet es sich vom pdp beim Kompressor?
dtp steht für Drucktaupunkt und beschreibt die Temperatur, bei der die darin enthaltene Feuchtigkeit in Druckluft bei einem bestimmten Betriebsdruck kondensiert. Im Gegensatz dazu bezeichnet pdp (partial dew point) den Partialtaupunkt oft bei atmosphärischem Druck. Bei Kompressor- und Drucklufterzeugung ist der Drucktaupunkt entscheidend, weil ein höherer Druck die Kondensation begünstigt und daher der dtp typischerweise niedriger angegeben wird als der atmosphärische Taupunkt.
Wie genau sind taupunktmessgeräte und dtp-Messungen in Druckluftsysteme?
Die Genauigkeit von Taupunktmessgeräten und Taupunktsensoren variiert je nach Bauart; hochwertige Messgeräte liefern Echtzeitdaten mit ±0,1 bis ±1 °C Genauigkeit. Für industrielle Anwendungen wie Lebensmittel- und Pharmaindustrie ist eine hohe Genauigkeit wichtig, um Kontamination und Korrosion zu verhindern und die Produktqualität zu gewährleisten. Regelmäßige Kalibrierung sichert zuverlässige dtp-Werte.
Warum ist ein niedriger dtp für pneumatische Systeme und nachkühler wichtig?
Ein niedriger Drucktaupunkt weist immer darauf hin, dass die Feuchtigkeit in der Druckluft so gering ist, dass bei normalem Betrieb weniger Kondensat entsteht. Nachkühler und Drucklufttrockners senken die Temperatur und damit den Wassergehalt der Druckluft, wodurch im System weniger Kondensat entsteht, das Korrosion, Kontamination und Verstopfungen in pneumatischen Komponenten verursachen kann.
Wie beeinflusst die Temperatur (°C) und der Volumenstrom den dtp in der Druckluft?
Wenn die Temperatur steigt, erhöht sich auch die Fähigkeit der Luft, Feuchtigkeit zu halten, sodass bei gleicher Feuchtigkeitsmenge der dtp sinkt. Ein hoher Volumenstrom kann Wärme und Feuchtigkeit transportieren und lokale Schwankungen im dtp verursachen. Daher sind Temperaturangaben in °C und der Volumenstrom wichtige Parameter bei der Taupunktmessung und Auswahl des richtigen Messgeräts.
Kann feuchtigkeit in der Luft zu Problemen in industriellen Anwendungen wie der Pharmaindustrie führen?
Ja, feuchtigkeit kann zu Korrosion, Kontamination und Qualitätsverlust in Endprodukten führen. In der Pharmaindustrie und Lebensmittel- und Pharmaindustrie ist der Wassergehalt ihrer Druckluft so gering wie möglich zu halten, weil feuchte Luft einen höheren Feuchtigkeitsgehalt trägt und bei erhöhtem Druck schneller kondensiert, was die Prozesssicherheit und Produktqualität gefährdet.
Wie wähle ich das richtige taupunktmessgerät für meine Druckluftanlage aus?
Die Auswahl des richtigen Taupunktmessgeräts hängt von Betriebsdruck, gewünschten dtp-Wert, Genauigkeit, Reaktionszeit und Umgebung ab. Für Echtzeitdaten und Überwachung in kritischen Prozessen eignen sich online-fähige Taupunktmessgeräte und Taupunktsensoren; für einfache Anlagen können kostengünstigere Lösungen genügen. Achten Sie auf Betriebstemperaturbereich, Messbereich in °C und Kompatibilität mit Ihrem Kompressor und Drucklufttrockner.
Was bedeutet es, wenn die Druckluft gesättigt ist, und wie erkennt man es am dtp?
Wenn Druckluft feuchtigkeit gesättigt ist, enthält sie die maximale Menge Wasser bei der aktuellen Temperatur und Druck, so dass bei einer Temperaturabsenkung Feuchtigkeit kondensiert. Ein dtp nahe der aktuellen Lufttemperatur deutet auf gesättigte Zustände hin; regelmäßige Taupunktmessung hilft, gesättigte Bereiche zu erkennen und Maßnahmen wie Nachkühler oder Trockner einzuleiten.
Wie helfen taupunktsensors bei der Vermeidung von Kondensat und Kontamination im System?
Taupunktsensoren liefern kontinuierliche Daten zum dtp und ermöglichen die Steuerung von Trocknern, Nachkühlern und Entwässerungen. Mit diesen Echtzeitdaten kann der Wassergehalt der Druckluft so gering gehalten werden, dass weniger Kondensat entsteht und damit das Risiko von Korrosion, Verunreinigungen und Ausfällen in pneumatischen Systemen gesenkt wird.
In der Lebensmittelindustrie sind Autoklaven unverzichtbar, um die Sicherheit und Haltbarkeit von Lebensmitteln zu gewährleisten. Moderne, kompakte Autoklavenlösungen bieten effiziente Möglichkeiten, Konserven und Fertiggerichte zu sterilisieren und zu pasteurisieren. Terra Food-Tech® ist ein führender Anbieter in der Entwicklung und Herstellung kompakter Autoklaven, die speziell auf die Bedürfnisse der Lebensmittelindustrie zugeschnitten sind. Diese Autoklaven gewährleisten eine zuverlässige und sichere Sterilisation.
Einführung in Autoklaven
Was sind Autoklaven und wie funktionieren sie?
Autoklaven sind Druckbehälter, die verwendet werden, um Produkte durch Hitze unter hohem Druck zu sterilisieren oder zu pasteurisieren. Autoklaven wurden entwickelt, um Mikroorganismen abzutöten und Enzyme zu inaktivieren, was die Haltbarkeit von verpackten Lebensmitteln erheblich verlängert. Der Prozess beinhaltet das Erhitzen von Wasser, um Dampf zu erzeugen, der dann den Autoklav füllt und den Druck und die Temperatur erhöht. Dieser Zustand wird für eine bestimmte Zeit aufrechterhalten, um eine vollständige Sterilisation zu gewährleisten.
Welche Arten von Autoklaven gibt es?
Es gibt verschiedene Arten von Autoklaven, die in der Lebensmittelindustrie verwendet werden, darunter vertikale Autoklaven und industrielle Autoklaven. Vertikale Autoklaven sind oft kompakter und eignen sich gut für kleinere Produktionsmengen oder Pilotchargen. Industrielle Autoklaven sind größer und können größere Mengen an Lebensmitteln gleichzeitig verarbeiten. Die Wahl des Autoklavs hängt von der spezifischen Anwendung und den Produktionsanforderungen ab. Raypa ist ein weiterer Anbieter, der eine Vielzahl von Autoklaven für unterschiedliche Bedürfnisse anbietet.
Vorteile der Verwendung von Autoklaven in der Lebensmittelindustrie
Die Verwendung von Autoklaven in der Lebensmittelindustrie bietet zahlreiche Vorteile, darunter die Verlängerung der Haltbarkeit von Lebensmitteln durch Sterilisation und Pasteurisierung. Autoklaven für Lebensmittel gewährleisten, dass Konserven und Fertiggerichte sicher und frei von schädlichen Mikroorganismen sind. Moderne Autoklaven verfügen über einstellbare Parameter für Druck und Temperatur, was eine präzise Steuerung des Prozesses ermöglicht. Eine schnelle Abkühlung nach dem Sterilisieren hilft, die Qualität des Produkts zu erhalten. Die Vielseitigkeit von Autoklaven ermöglicht die Verarbeitung verschiedener Arten von verpackten Lebensmitteln.
Autoklaven für die Lebensmittelindustrie
Wie funktionieren Autoklaven für die Lebensmittelverarbeitung?
Die Lebensmittelbranche stellt hohe Anforderungen an Autoklaven, die eine effiziente und gut kontrollierte homogene Erwärmung des Sterilisierguts gewährleisten müssen. Zu den am häufigsten eingesetzten Systemen zählen Wasserkaskaden-Autoklaven, Dampfluft-Autoklaven sowie Tauchautoklaven. Diese werden sowohl zur Pasteurisierung als auch zur Sterilisation von Konserven und kühlpflichtigen Produkten verwendet. Die Autoklaven für die Lebensmittelindustrie müssen zuverlässig arbeiten, um die Sicherheit der Konserven und Fertiggerichte zu gewährleisten. Der Prozess muss einstellbar sein, um unterschiedlichen Anforderungen gerecht zu werden.
Vergleich von vertikalen und Benchtop-Autoklaven
Vertikale Autoklaven sind oft kompakter und eignen sich gut für kleinere Produktionsmengen oder Pilotchargen, während Benchtop-Autoklaven ideal für Labore und Forschungseinrichtungen sind. Industrielle Autoklaven hingegen sind für größere Produktionsvolumina ausgelegt. Die Wahl des richtigen Autoklavs hängt von der spezifischen Anwendung und den Produktionsanforderungen ab. Alle Autoklaven-Typen müssen jedoch die Sterilisation und Pasteurisierung von verpackten Lebensmitteln sicherstellen, um die Haltbarkeit der Produkte zu gewährleisten.
Die Rolle von Terra Food-Tech® in der Entwicklung von Autoklaven
Terra Food-Tech® spielt eine entscheidende Rolle bei der Entwicklung und Herstellung kompakter Autoklaven, die speziell auf die Bedürfnisse der Lebensmittelindustrie zugeschnitten sind. Die Autoklaven von Terra Food-Tech® gewährleisten eine zuverlässige und sichere Sterilisation. Durch kontinuierliche Innovationen verbessert Terra Food-Tech® die Effizienz und Vielseitigkeit der Autoklaven für Lebensmittel, um den hohen Anforderungen der Industrie gerecht zu werden. Diese Autoklaven tragen dazu bei, die Qualität und Sicherheit von Konserven und Fertiggerichten zu gewährleisten.
Sterilisation und Pasteurisierung
Unterschiede zwischen Sterilisation und Pasteurisierung
Sterilisation und Pasteurisierung sind beides thermische Prozesse, die in der Lebensmittelindustrie eingesetzt werden, um die Haltbarkeit von Produkten zu verlängern. Dabei unterscheiden sie sich jedoch in ihren Zielen:
Sterilisation zielt darauf ab, alle Mikroorganismen abzutöten.
Pasteurisierung hingegen reduziert die Anzahl der Mikroorganismen und inaktiviert Enzyme.
Autoklaven werden hauptsächlich für die Sterilisation von Konserven und anderen verpackten Lebensmitteln verwendet, während die Pasteurisierung oft bei Milchprodukten und Säften angewendet wird. Beide Prozesse sind entscheidend, um die Sicherheit der Lebensmittel zu gewährleisten.
Wie Autoklaven die Sterilisation von Lebensmitteln gewährleisten
Autoklaven gewährleisten die Sterilisation von Lebensmitteln durch die Anwendung von hoher Temperatur und Druck über einen bestimmten Zeitraum. Dieser Prozess tötet schädliche Mikroorganismen ab und inaktiviert Enzyme, was die Haltbarkeit der Produkte erheblich verlängert. Moderne Autoklaven verfügen über präzise einstellbare Parameter für Druck und Temperatur, was eine genaue Kontrolle des Prozesses ermöglicht. Eine schnelle Abkühlung nach der Sterilisation hilft, die Qualität der Konserve und Fertiggerichte zu erhalten. Die korrekte Anwendung von Autoklaven ist entscheidend für die Lebensmittelsicherheit.
Anwendungen der Sterilisationstechnik in der Lebensmittelverarbeitung
Die Sterilisationstechnik findet breite Anwendung in der Lebensmittelverarbeitung, insbesondere bei der Herstellung von Konserven, Fertiggerichten und anderen verpackten Lebensmitteln. Autoklaven für Lebensmittel ermöglichen die sichere und zuverlässige Sterilisation verschiedener Arten von Lebensmitteln, von Gemüse und Früchten bis hin zu Fleisch- und Fischprodukten. Die Sterilisation trägt dazu bei, die Haltbarkeit der Produkte zu verlängern und die Sicherheit für die Konsumenten zu gewährleisten. Durch die Vielseitigkeit der Autoklaven können unterschiedliche Verpackungen und Produktarten verarbeitet werden.
Autoklaven für Konserven und Fertiggerichte
Prozess der Konservierung mit Autoklaven
Der Konservierungsprozess mit Autoklaven ist ein entscheidender Schritt, um die Haltbarkeit und Sicherheit von Konserven und Fertiggerichten zu gewährleisten. In diesem Prozess werden die verpackten Lebensmittel in den Autoklaven gegeben, wo sie hohen Temperaturen und Druck ausgesetzt werden, um Mikroorganismen abzutöten und Enzyme zu inaktivieren. Die kontinuierlich überwachten Parameter wie Druck und Temperatur sind einstellbar, um eine effektive Sterilisation sicherzustellen.
Besondere Anforderungen an Autoklaven für Fertiggerichte
Autoklaven für Fertiggerichte müssen besondere Anforderungen erfüllen, da diese Produkte oft empfindlicher auf thermische Behandlung reagieren. Eine schnelle Abkühlung nach der Sterilisation ist entscheidend, um die Qualität und Textur der Lebensmittel zu erhalten. Die Autoklaven für die Lebensmittelindustrie müssen zuverlässig arbeiten und eine homogene Erwärmung gewährleisten. Die Vielseitigkeit der Autoklaven ermöglicht es, verschiedene Verpackungen und Produktarten zu verarbeiten, was besonders bei Fertiggerichten wichtig ist.
Fallstudien erfolgreicher Anwendungen
Fallstudien zeigen, wie erfolgreich Autoklaven für Lebensmittel in verschiedenen Anwendungsbereichen eingesetzt werden. Beispielsweise hat Terra Food-Tech® durch die Entwicklung und Herstellung kompakter Autoklaven maßgeblich zur Verbesserung der Sterilisation von Konserven beigetragen. Diese Autoklaven für die Lebensmittelindustrie gewährleisten eine zuverlässige Sterilisation und tragen zur Sicherheit der Produkte bei. Auch Raypa bietet Lösungen, die in verschiedenen Fallstudien positiv hervorgehoben werden.
Technische Aspekte von Autoklaven
Einstellbare Druckunterstützung und Gegendrucksysteme
Moderne Autoklaven verfügen über einstellbare Druckunterstützung und Gegendrucksysteme, die es ermöglichen, den Druck im Inneren des Autoklaven präzise zu steuern. Diese Systeme sind besonders wichtig, um die Verpackung während des Sterilisationsprozesses zu schützen und Verformungen oder Beschädigungen zu verhindern. Durch die genaue Kontrolle von Druck und Temperatur kann die Qualität der verpackten Lebensmittel optimal erhalten werden.
Die Bedeutung der zuverlässigen Sterilisationsverfahren
Zuverlässige Sterilisationsverfahren sind von entscheidender Bedeutung, um die Sicherheit und Haltbarkeit von Konserven und Fertiggerichten zu gewährleisten. Die Sterilisation muss sicherstellen, dass alle schädlichen Mikroorganismen abgetötet werden, um das Risiko von Lebensmittelvergiftungen zu minimieren. Um die Sicherheit und Qualität dieser Prozesse zu gewährleisten, sind regelmäßige Messungen und Validierungen der Autoklavenleistung unerlässlich. Autoklaven für die Lebensmittelindustrie müssen den hohen Anforderungen der Sterilisation standhalten.
Vergleich von verschiedenen Sterilisationsverfahren
Es gibt verschiedene Sterilisationsverfahren, die in der Lebensmittelindustrie eingesetzt werden, darunter thermisch basierte Verfahren wie die Sterilisation mit Autoklaven und alternative Methoden wie die Bestrahlung. Die Wahl des geeigneten Verfahrens hängt von verschiedenen Faktoren ab, wie der Art der Lebensmittel, der Verpackung und den gewünschten Haltbarkeitseigenschaften. Autoklaven für Lebensmittel bieten eine zuverlässige und vielseitige Lösung zur Sterilisation von Konserven und Fertiggerichten, während andere Verfahren für spezielle Anwendungen geeignet sein können. Autoklaven wurden stetig verbessert, um den hohen Anforderungen gerecht zu werden.
Preisliste für Messungen (Dutschland):
Temperaturverteilung im Autoklaven (3–5 Temperatur-Loggern in jedem Korb; 1 Druck-Logger; 2 Messserien; 2 Tage); Autoklav mit 3 Körben
4400 €
Temperaturverteilung im Autoklaven (3–5 Temperatur-Loggern in jedem Korb; 1 Druck-Logger; 2 Messserien; 2 Tage); Autoklav mit 4 Körben
4600 €
Temperaturverteilung im Autoklaven (3–5 Temperatur-Loggern in jedem Korb; 1 Druck-Logger; 2 Messserien; 2 Tage); Autoklav mit 5 Körben
4900 €
Temperaturverteilung im Autoklaven (3–5 Temperatur-Loggern in jedem Korb; 1 Druck-Logger; 2 Messserien; 2 Tage); Autoklav mit 6 Körben
5100 €
Druckunterschied zwischen der Autoklavenkammer und dem Inneren der Verpackung (1 Messserie)
3200 €
Wärmeeindringung in die Verpackung, Messung des F0-Wertes (8 Temperatur-Loggern in einer Messreihe; 2 Messserien; 2 Tage)
Autoklav: Was ist ein Autoklav und wie unterstützt er die lebensmittelproduktion?
Ein Autoklav ist ein druckbeaufschlagtes Sterilisationsgerät, das in der Lebensmittelproduktion zum Sterilisieren von Lebensmitteln und Verpackungen eingesetzt wird. Autoklaven für die Lebensmittelindustrie vereinigen die gesamte technologie, um pasteurisieren und sterilisieren oder sterilisation mit f0- und p0-werte präzise zu steuern. Moderne Systeme wie von terra food-tech oder raypa bieten vollautomatische Programme, die die organoleptischen eigenschaften und ernährungsphysiologischen Werte bestmöglich erhalten bleiben lassen.
Vertikale Autoklaven: Eignen sich vertikale Autoklaven für gourmetkonserven und fertiggerichte?
Vertikale autoklaven sind platzsparend und können für kleinere bis mittlere Chargen von gourmetkonserven und fertiggerichte eingesetzt werden. Sie ermöglichen eine perfekte kontrolle der Sterilisationskammer und sind besonders geeignet, wenn die gesamte technologie und vielseitigkeit gefragt ist. Bei korrekter pasteurisierung und sterilisieren von lebensmitteln bleiben Geschmack und Textur erhalten, und die Produkte werden lange haltbar.
Benchtop Autoklaven: Wann ist ein benchtop Modell sinnvoll?
Benchtop-Autoklaven sind kompakte Geräte für Forschungslabore, Pilotproduktionen oder kleinere lebensmittelproduktionslinien wie spezielle tiernahrung oder Produktentwicklung. Sie bieten volle kontrolle über F0- und p0-werte, sind ideal für Tests der korrekte pasteurisierung und ermöglichen, dass ernährungsphysiologischen und organoleptischen eigenschaften während der abkühlphase erhalten bleiben. terra food-tech bietet auch benchtop-Varianten für R&D an.
Autoklaven mit Gegendruck: Warum sind autoklaven mit gegendruck wichtig für empfindliche Produkte?
Autoklaven mit gegendruck verhindern überkochen und Beschädigung filigraner Produkte während des Erhitzens und Abkühlens. Durch gegendruck bleibt die Produktstruktur stabil, wodurch organoleptischen eigenschaften und ernährungsphysiologischen Merkmale besser erhalten bleiben. Dies ist besonders relevant beim Sterilisieren von Lebensmitteln mit empfindlicher Füllung oder bei der Produktion von Gourmetkonserven und Fertiggerichten.
Raypa und terra food-tech: Welche innovativ Lösungen bieten raypa und terra food-tech für die nahrungsmittelindustrie?
Hersteller wie raypa und terra food-tech liefern innovative autoklavenlösungen, die komplette prozessketten abdecken — von der korrekte pasteurisierung über das autoklavieren bis zur kontinuierlich überwacht und aufgezeichneten Datendokumentation. Ihre Systeme bieten perfekte kontrolle über f0- und p0-werte, unterstützen vielfältige speisen wie tiernahrung und gourmetkonserven und helfen, die produktivität zu steigern und die gesamte technologie und vielseitigkeit zu nutzen.
Trockene Hitze vs. Dampf: Wann ist trockene hitze sinnvoll und welche Unterschiede gibt es?
Trockene hitze wird in der Regel nicht für die Sterilisierung von verzehrsfähigen Lebensmitteln verwendet, da sie höhere Temperaturen und längere Zeiten benötigt und ernährungsphysiologischen sowie organoleptischen eigenschaften stärker beeinträchtigen kann. Dampf-Autoklaven sind für sterilisieren von lebensmitteln üblich, weil sie effizienter pathogen eliminieren und f0-Werte bei niedrigeren Temperaturen erreichen. Trockene hitze findet Anwendung bei trockenen Verpackungen oder technischen Teilen.
Sterilisationsparameter: Was sind f0 und p0 und warum sind sie wichtig?
F0 ist ein Maß für die äquivalente Sterilisationswirkung in Minuten bei 121,1 °C unter Standardbedingungen und gibt die thermische Abtötungswirkung gegen hitzeresistente Keime an. P0 beschreibt ähnliche Bewertungsansätze für Pasteurisation und Prozessleistung. Die korrekte Einstellung von f0- und p0-werte ist entscheidend, damit Produkte sicher und lange haltbar werden, ohne dass organoleptischen eigenschaften und ernährungsphysiologischen Werte unnötig verloren gehen.
Abkühlphase und Überwachung: Wie wichtig ist die abkühlphase und die kontinuierlich überwacht und aufgezeichnete Prozessdaten?
Die abkühlphase ist kritisch, um Überkochen zu vermeiden und die interne Druck- und Temperaturverhältnisse kontrolliert zu reduzieren, besonders bei autoklaven mit gegendruck. Eine kontinuierlich überwacht und aufgezeichnete Prozessdokumentation gewährleistet, dass f0-werte, p0-werte und andere Parameter während des gesamten Zyklus eingehalten werden. So bleibt die volle kontrolle gewährleistet und die lebensmittelsicherheit sowie die produktqualität erhalten.
In der Lebensmittel- und Getränkeindustrie spielt die Qualität der Druckluft eine entscheidende Rolle. Dieser Artikel beleuchtet die Bedeutung von sauberer Druckluft, die Einhaltung der ISO 8573-1 Norm und die vielfältigen Anwendungen von Druckluft in diesem sensiblen Bereich.
Druckluft in der Lebensmittel- und Getränkeindustrie
Definition und Bedeutung von Druckluft
Druckluft ist komprimierte Luft, die als Energieträger in zahlreichen industriellen Prozessen eingesetzt wird. In der Lebensmittel- und Getränkeindustrie ist Druckluft unerlässlich, um verschiedene Maschinen und Anlagen zu betreiben. Die Druckluft muss jedoch von hoher Qualität sein, um Verunreinigungen zu vermeiden und die Lebensmittelsicherheit zu gewährleisten. Die Reinheit der Druckluft wird durch die ISO 8573-1 Norm definiert.
Rolle der Druckluft in der Lebensmittelproduktion
Druckluft spielt in der Lebensmittelproduktion eine zentrale Rolle, da sie häufig direkt oder indirekt mit Lebensmitteln und Produktionsmaschinen in Kontakt kommen kann. Die Qualität der Druckluft ist dabei entscheidend, um Verunreinigungen durch Partikel, Wasser oder Öl zu vermeiden. Die regelmäßige Kontrolle stellt sicher, dass die Druckluft die erforderlichen Qualitätsstandards einhält und zur Lebensmittelsicherheit beiträgt. Die Einhaltung der ISO 22000 und HACCP ist hierbei unerlässlich.
Typische Anwendungen von Druckluft
Der Einsatz von Druckluft in der Lebensmittel- und Getränkeindustrie ist vielfältig. Druckluft wird in unterschiedlichen Bereichen verwendet, zum Beispiel bei:
Abfüllen von Getränken
Verpacken von Lebensmitteln
Steuerung von Produktionsanlagen
Auch beim Reinigen von Behältern und der Förderung von Produkten spielt Druckluft eine wichtige Rolle. Abhängig von der jeweiligen Anwendung, muss die Druckluftqualität den Anforderungen der ISO 8573-1 entsprechen, um eine Kontamination der Lebensmittel zu verhindern. Die Auswahl des richtigen Kompressors und Filters ist entscheidend für die Reinheit der Druckluft.
ISO 8573-1 und Druckluftqualität
Überblick über die Norm ISO 8573-1
Die internationale Norm ISO 8573-1 spielt eine zentrale Rolle, um die Qualität der Druckluft in der Lebensmittel- und Getränkeindustrie sicherzustellen. Diese Norm, auch bekannt als DIN EN ISO 8573-1, definiert Reinheitsklassen für Druckluft hinsichtlich Partikel, Wasser und Öl. Besonders in der Lebensmittelproduktion wird auf die Einhaltung dieser Klassen geachtet, typischerweise Klasse 1:4:1, 2:4:1 oder 3:4:1 nach ISO 8573-1. Die Norm ist unerlässlich für die Lebensmittelsicherheit.
Reinheitsklassen und deren Bedeutung
Die Reinheitsklassen nach ISO 8573-1 geben an, wie viele Partikel, wie viel Wasser und Öl in der Druckluft vorhanden sein dürfen. Diese Klassen reichen von 1 bis 9, wobei Klasse 1 die höchste Reinheit und Klasse 9 die niedrigste Reinheit darstellt. Die Auswahl der richtigen Reinheitsklasse ist abhängig von der jeweiligen Anwendung in der Lebensmittel- und Getränkeindustrie. Die Einhaltung dieser Klassen ist entscheidend, um Verunreinigungen in der Lebensmittelproduktion zu vermeiden.
Klasse 0 für höchste Lebensmittelsicherheit
Die ISO 8573-1 Klasse 0 für höchste Lebensmittelsicherheit stellt die anspruchsvollste Reinheitsklasse dar. Sie wird in sensiblen Bereichen der Lebensmittel- und Getränkeindustrie eingesetzt, in denen direkter Kontakt der Druckluft mit Lebensmitteln besteht. Klasse 0 garantiert, dass die Druckluft frei von Öl und Partikeln ist, was die Lebensmittelsicherheit maßgeblich erhöht. Druckluftsysteme, die Klasse 0 erfüllen, sind unerlässlich, um höchste Qualitätsstandards einzuhalten.
Kompressoren und deren Einsatz
Arten von Kompressoren in der Lebensmittelindustrie
In der Lebensmittel- und Getränkeindustrie werden verschiedene Arten von Kompressoren eingesetzt, um die benötigte Druckluft zu erzeugen. Zu den gängigsten Typen gehören Schraubenkompressoren und Kolbenkompressoren. Die Auswahl des richtigen Kompressors hängt von den spezifischen Anforderungen der Anwendung ab, wie beispielsweise dem benötigten Druck, der Luftmenge und der geforderten Druckluftqualität. Die Kompressoren müssen zuverlässig sein, um eine kontinuierliche Produktion zu gewährleisten.
Schraubenkompressoren vs. Kolbenkompressoren
Schraubenkompressoren und Kolbenkompressoren unterscheiden sich in ihrer Bauweise und ihren Eigenschaften. Schraubenkompressoren sind effizienter und liefern eine gleichmäßigere Druckluft, während Kolbenkompressoren robuster sind und sich besser für intermittierenden Betrieb eignen. In der Lebensmittel- und Getränkeindustrie werden oft ölfreie Schraubenkompressoren bevorzugt, da sie das Risiko von Ölverunreinigungen minimieren und so die Lebensmittelsicherheit erhöhen. Die Wartung spielt bei beiden Kompressortypen eine wichtige Rolle.
Auswahl des richtigen Kompressors für die Anwendung
Die Auswahl des richtigen Kompressors für die Anwendung in der Lebensmittel- und Getränkeindustrie erfordert eine sorgfältige Analyse der spezifischen Bedürfnisse. Faktoren wie die benötigte Druckluftqualität, die Betriebsdauer und die Umgebung spielen eine entscheidende Rolle. Ölfreie Kompressoren sind oft die beste Wahl, um Verunreinigungen zu vermeiden und die Einhaltung der ISO 8573-1 zu gewährleisten. Eine regelmäßige Wartung und der Einsatz von Filtern sind unerlässlich, um die Lebensdauer des Kompressors zu verlängern und die Qualität der Druckluft sicherzustellen.
Prozesssicherheit und Einhaltung von Standards
Wichtigkeit der Einhaltung von ISO-Normen
Die Einhaltung von ISO-Normen, insbesondere der ISO 8573-1, ist in der Lebensmittel- und Getränkeindustrie unerlässlich, um die Qualität der Druckluft und damit die Lebensmittelsicherheit zu gewährleisten. Diese Normen legen die Reinheitsklassen für Druckluft fest und helfen, Verunreinigungen durch Partikel, Wasser und Öl zu minimieren. Durch die Einhaltung dieser Normen wird sichergestellt, dass die Druckluftsysteme zuverlässig und effizient arbeiten.
Messtechnik zur Überwachung der Druckluftqualität
Zur Überwachung der Druckluftqualität in der Lebensmittel- und Getränkeindustrie werden verschiedene Messtechniken eingesetzt. Typische Messgrößen umfassen:
Partikelgehalt
Drucktaupunkt
Öl-Aerosol-Gehalt
Zusätzlich können, insbesondere in sensiblen Bereichen der Lebensmittelproduktion, auch mikrobiologische Parameter wie Bakterien, Hefen und Schimmelpilze gemessen werden. Der Einsatz von Druckluft in der Lebensmittel- und Getränkeindustrie erfordert diese Messungen.
Strategien zur Gewährleistung der Prozesssicherheit
Um die Prozesssicherheit in der Lebensmittelproduktion zu gewährleisten, sind umfassende Strategien notwendig. Dazu gehören die Auswahl geeigneter ölfreier Kompressoren, der Einsatz von Filtern zur Entfernung von Verunreinigungen und die regelmäßige Wartung der Druckluftsysteme. Die Einhaltung der ISO 22000 und HACCP Standards ist ebenfalls unerlässlich, um die Lebensmittelsicherheit zu gewährleisten und die Qualität der Druckluft sicherzustellen. Die Zuverlässigkeit der Druckluft ist entscheidend.
Effizienter Einsatz von Druckluft
Best Practices für die Drucklufttechnik
Für einen effizienten Einsatz von Druckluft in der Lebensmittel- und Getränkeindustrie gibt es mehrere Best Practices. Einige wichtige Maßnahmen umfassen:
Regelmäßige Überprüfung und Wartung der Druckluftsysteme.
Optimierung des Druckluftnetzes zur Minimierung von Leckagen.
Darüber hinaus ist der Einsatz von energieeffizienten Kompressoren ratsam und die Einhaltung der ISO 8573-1 Norm ist eine wichtige Best Practice, um die Qualität der Druckluft sicherzustellen und Verunreinigungen zu vermeiden.
Kosten-Nutzen-Analyse der Druckluftnutzung
Eine Kosten-Nutzen-Analyse der Druckluftnutzung ist wichtig, um die Wirtschaftlichkeit des Einsatzes von Druckluft in der Lebensmittel- und Getränkeindustrie zu bewerten. Dabei werden die Kosten für die Erzeugung, Aufbereitung und Verteilung der Druckluft den Vorteilen gegenübergestellt, die durch den Einsatz von Druckluft erzielt werden. Durch eine solche Analyse können Einsparpotenziale identifiziert und die Effizienz der Druckluftnutzung verbessert werden.
Innovationen zur Verbesserung der Druckluftqualität
Innovationen spielen eine entscheidende Rolle bei der Verbesserung der Druckluftqualität in der Lebensmittel- und Getränkeindustrie. Neue Filtertechnologien, verbesserte Kompressoren und fortschrittliche Überwachungssysteme tragen dazu bei, die Reinheit der Druckluft zu erhöhen und die Einhaltung der ISO 8573-1 Norm zu gewährleisten. Diese Innovationen ermöglichen es, höchste Qualitätsstandards einzuhalten und die Lebensmittelsicherheit kontinuierlich zu verbessern.
Häufige Fehler bei Druckluft in der Lebensmittelindustrie
Keine hygienegerechte Aufbereitung: Verzicht auf Filtration, Ölabscheidung und Sterilfiltration führt zu Kontaminationen durch Partikel, Öl und Mikroorganismen.
Falsche bzw. fehlende Klassifizierung: Druckluft wird nicht nach Reinheitsklassen (z. B. ISO 8573-1) bewertet, wodurch ungeeignete Qualitätsanforderungen angewendet werden.
Ölgeschmierte Kompressoren ohne Schutzmaßnahmen: Einsatz von ölgeschmierten Kompressoren direkt ohne zuverlässige Öl-/Aerosolabscheidung erhöht Risiko von Ölverunreinigung.
Mangelnde Überwachung und Wartung: Fehlende regelmäßige Kontrolle von Filtern, Trocknern und Drainagen führt zu Leistungsabfall und erhöhtem Kontaminationsrisiko.
Unzureichende Dokumentation und Rückverfolgbarkeit: Keine Aufzeichnungen über Wartungen, Filterwechsel oder Qualitätskontrollen erschweren Ursachenforschung bei Beanstandungen.
Falsche Materialwahl in Leitungen und Komponenten: Korrosionsanfällige oder schwer zu reinigende Materialien begünstigen Biofilme und Verunreinigung.
Unsachgemäße Punktaufbereitung: Keine sterile oder partikelfreie Versorgung an kritischen Stellen (z. B. Abfüllköpfe), obwohl erforderlich.
Unzureichende Trennung von Prozess- und Serviceluft: Gemeinsame Nutzung derselben Versorgung für pneumatische Steuerung und Produktkontakt kann zu Kontaminationen führen.
Nichteinhaltung gesetzlicher und normativer Vorgaben: Ignorieren relevanter Standards und Lebensmittelhygienevorschriften erhöht Haftungs- und Sicherheitsrisiken.
Druckluft in der Lebensmittelindustrie: Warum ist sie so wichtig?
Druckluft in der Lebensmittelindustrie wird in zahlreichen Produktionsprozessen eingesetzt, von pneumatisch gesteuerten Abfüllanlagen bis zur Reinigung und zum Abblasen von Verpackungen. Ein konstante druckluftversorgung ist entscheidend für die Qualität der Produkte, die Einhaltung internationaler Hygiene-Vorschriften und zur Vermeidung von mikroorganismen-kontamination in lebensmitteln und getränken. Die richtige Auslegung des druckluftsystems reduziert stillstandszeiten und sichert das Endprodukt.
Schraubenkompressor in lebensmittelgerechten Anwendungen: Was ist zu beachten?
Schraubenkompressor sind aufgrund ihrer robusten Bauweise und hohen Energieeffizienz weit verbreitet in druckluftsystemen der Lebensmittelherstellung. Wichtig ist die Wahl eines ölfrei verdichtende oder geeigneten Drucklufterzeuger, je nach anwendung, um die beste druckluftqualität zu gewährleisten. Einfache wartung, konstante drucklufterzeugung und passende druckluftaufbereitung mit trockner und filter sind entscheidend für die Prozesssicherheit.
Beste Druckluftqualität: Wie erreicht man die höchste Reinheit?
Die beste druckluftqualität wird durch eine Kombination aus ölfreien Drucklufterzeugern, mehrstufiger Filtration, Trocknern und gegebenenfalls Stickstofferzeugung erreicht. Gemäß ISO 8573–1 lassen sich Reinheitsgrade definieren; für lebensmittelrelevante Anwendungen empfiehlt sich oft die höchste reinheitsstufe, um das Produktqualität beeinträchtigen durch Öl, Partikel oder Feuchtigkeit zu verhindern. Regelmäßige Überwachung und Wartung reduzieren zudem mikroorganismen-Risiken.
Reinheitsklasse und ISO 8573–1: Welche Klasse braucht die Lebensmittelindustrie?
Die Auswahl der passenden Reinheitsklasse richtet sich nach dem Verwendungszweck: Direkter Kontakt mit Lebensmitteln erfordert strenge Reinheitsklassen gemäß iso 8573–1, oft mit ölfreiem Betrieb und separater Filtration. Für pneumatisch betriebene Verpackungsmaschinen oder Abblasarbeiten sind differenzierte Anforderungen möglich. Die Einhaltung internationaler Hygiene-Vorschriften und dokumentierte Prüfungen sichern die Produktqualität.
Ölfreier Betrieb: Wann sind ölfreie Systeme notwendig?
Ölfreier druckluft ist zwingend, wenn die erzeugten druckluft direkt mit Lebensmitteln in Berührung kommt oder wenn die Produktqualität durch Kontamination beeinträchtigt würde. Ölfrei verdichtende schraubenkompressor oder spezielle ölfreie Drucklufterzeuger in Kombination mit filtrationsstufen und trockner und filter reduzieren das Risiko von Ölnebel und Mikroorganismen im endprodukt.
Wie verhindert man Kontaminationen in druckluftsystemen und wie druckluft entfernen?
Kontaminationen lassen sich durch eine passende druckluftaufbereitung, regelmäßige Filterwechsel, kondensatentfernung und Desinfektionsmaßnahmen vermeiden. Um druckluft entfernen bzw. gezielt abblasen zu steuern, sollten Ventile und Abblasstellen so ausgelegt sein, dass kein Rückfluss oder Staub in Produktionsprozesse gelangt. Dokumentierte Reinigungsintervalle und Überwachung reduzieren mikroorganismen-Wachstum.
Wie beeinflussen energieeffizienz und einfache wartung die Betriebskosten?
Eine energieeffiziente druckluftanlage mit modernen schraubenkompressor, optimierter Drucklufterzeugung und minimalen Druckverlusten senkt Betriebskosten erheblich. Komponenten mit einfacher wartung reduzieren Stillstandszeiten und Wartungskosten. Regelmäßige Wartung und effiziente Trockner und filter erhalten die beste druckluftqualität und verlängern Lebensdauer des Systems.
Druckluftbedarf planen: Wie dimensioniert man ein druckluftsystem für die Herstellung von Lebensmitteln?
Die Ermittlung des druckluftbedarf erfolgt je nach anwendung, Anzahl und Zykluszeit der pneumatisch betriebenen Geräte. Ein korrekt dimensioniertes Druckluftsystem vermeidet Druckschwankungen, sichert konstante druckluftversorgung und minimiert Energieverbrauch. Faktoren wie drucklufterzeuger-Auslegung, Reserven für Spitzenlasten, Filtration und trockner sowie die Integration von Stickstofferzeugung bei Bedarf sind zu berücksichtigen.
Sicherheit und Qualität: Welche Prüfungen und Dokumentationen sind erforderlich?
Für die Lebensmittelerzeugung sind regelmäßige Prüfungen auf Reinheit gemäß ISO-Standards, dokumentierte Wartungsprotokolle und Validierungen der druckluftaufbereitung erforderlich. Die Einhaltung internationaler Hygiene-Vorschriften, Nachweise über ölfreie Systeme, Filtrationsstufen und Monitoring der erzeugten druckluft sichern die Produktqualität und vereinfachen Audits durch Behörden oder Kunden.
Die Validierung von Autoklaven ist ein kritischer Prozess, um die Sterilität medizinischer Geräte und anderer Materialien zu gewährleisten. Dieser Artikel beleuchtet die Bedeutung der Temperaturverteilung und Messung innerhalb von Autoklaven und gibt einen umfassenden Überblick über die notwendigen Schritte zur Sicherstellung einer zuverlässigen und effizienten Sterilisation.
Einführung in die Autoklav Validierung
Was ist ein Autoklav?
Ein Autoklav ist ein Gerät, das Dampf unter Druck verwendet, um Materialien zu sterilisieren. Diese Geräte werden häufig in medizinischen, pharmazeutischen und industriellen Umgebungen eingesetzt. Autoklaven liefern präzise und kontrollierte thermische Prozesse, um sicherzustellen, dass alle medizinischen Instrumente und Materialien vollständig sterilisiert werden. Die Überwachung der Temperatur in einem Autoklaven ist entscheidend für die Validierung des Sterilisationsprozesses.
Warum ist die Validierung wichtig?
Die Validierung ist entscheidend, um die Effizienz und Genauigkeit des Sterilisationsprozesses zu gewährleisten. Durch die Validierung wird sichergestellt, dass der Autoklav konform mit den geltenden Vorschriften ist und die erforderlichen Sterilisationsstandards erfüllt. Die Validierung umfasst detaillierte Dokumentation und Kalibrierungen, um zu gewährleisten, dass das Gerät zuverlässig und sicher arbeitet. Dies ist besonders wichtig, um die Einhaltung von Normen wie 21 CFR Part 11 zu gewährleisten.
Grundlagen der Temperaturverteilung
Eine gleichmäßige Temperaturverteilung innerhalb des Autoklaven ist essenziell für eine erfolgreiche Sterilisation. Ungleichmäßige Temperaturbereiche können dazu führen, dass einige Bereiche nicht ausreichend sterilisiert werden. Die Temperaturverteilung wird durch den Einsatz von Temperatursensoren gemessen, um sicherzustellen, dass die Temperatur im gesamten Autoklaven gleichmäßig ist. Die Messung der Temperatur muss genau und zuverlässig sein, um die Effektivität des Autoklaven zu gewährleisten.
Temperaturmessung in einem Autoklav
Temperaturmessungen im Autoklaven gehören zu den zentralen Prüfverfahren. Sie werden sowohl bei der Abnahme eines neuen Autoklaven als auch im Rahmen der regelmäßigen Bewertung des technischen Zustands eines bereits in Betrieb befindlichen Autoklaven durchgeführt. Sie liefern Antworten auf sicherheits- und qualitätsrelevante Fragen, die für die thermische Verarbeitung von Produkten im Autoklaven von entscheidender Bedeutung sind.
Messung
Ziel
Come-up-Time
Ermittlung der Aufheizzeit des Autoklaven auf die geforderte Temperatur.
Temperaturstabilisierung
Feststellung der Zeit, die für die Temperaturstabilisierung benötigt wird.
Cold Spots und Hot Spots
Identifikation der kältesten und heißesten Stellen im Autoklaven.
Schließlich lässt sich überprüfen, ob die Kühlung gleichmäßig und einheitlich verläuft.
Welche Thermometer sind am zuverlässigsten?
Bei der Auswahl von Thermometern für die Temperaturmessung in einem Autoklav ist es wichtig, auf die Genauigkeit und Zuverlässigkeit zu achten. Hochpräzise Thermometer, die speziell für den medizinischen Bereich entwickelt wurden, sind ideal. Die Einhaltung der Standardvorschrift EN 285 ist hierbei entscheidend, um sichere und genaue Messergebnisse zu gewährleisten. Die Thermometer müssen kalibriert sein und eine detaillierte Dokumentation vorweisen.
Digitale vs. analoge Messgeräte
Digitale Messgeräte bieten oft eine höhere Genauigkeit und eine automatisierte Überwachung der Temperatur im Autoklav. Sie liefern präzise Daten, die leicht dokumentiert werden können. Analoge Messgeräte hingegen sind robuster, erfordern aber eine manuelle Ablesung und bieten möglicherweise nicht die gleiche Genauigkeit. Die Effizienz der Validierung wird durch digitale Geräte erheblich gesteigert. Welches Modell ist für Ihre Anforderung am besten?
Methoden zur Temperaturmessung
Es gibt verschiedene Methoden zur Temperaturmessung in Autoklaven. Eine gängige Methode ist die Verwendung von Temperatursensoren, die an verschiedenen Stellen im Autoklav platziert werden, um die Temperaturverteilung zu überwachen. Diese Sensoren liefern kontinuierlich Daten, die zur Validierung des Sterilisationsprozesses herangezogen werden. Die Messung muss konform mit den geltenden Standards erfolgen, um die Zuverlässigkeit der Ergebnisse zu gewährleisten.
Präzision und Genauigkeit der Messung
Präzision und Genauigkeit sind entscheidende Faktoren bei der Temperaturmessung im Autoklaven. Eine präzise Messung liefert konsistente Ergebnisse, während eine genaue Messung sicherstellt, dass die angezeigte Temperatur der tatsächlichen Temperatur entspricht. Beide Aspekte sind für die Validierung des Autoklaven von großer Bedeutung, um die Sterilisation vollständig und zuverlässig zu gewährleisten.
Wie wird die Präzision sichergestellt?
Die Präzision wird durch regelmäßige Kalibrierungen der Messgeräte sichergestellt. Die Kalibrierungen müssen detailliert dokumentiert werden, um die Einhaltung der Standards sicherzustellen. Es ist wichtig, dass die Messgeräte für die Temperatur in einem Autoklaven unter konstanten Bedingungen betrieben werden, um Abweichungen zu minimieren. Nur so kann die gleichmässig hohe Qualität der Messungen gewährleistet werden.
Faktoren, die die Genauigkeit beeinflussen
Mehrere Faktoren können die Genauigkeit der Temperaturmessung beeinflussen. Dazu gehören die Qualität der Messtechnik und die Umgebungsbedingungen. Weitere wichtige Aspekte sind in der folgenden Tabelle zusammengefasst:
Faktor
Bedeutung für die Genauigkeit
Platzierung der Temperatursensoren
Entscheidend für repräsentative Messwerte im Autoklaven.
Wartung und Kalibrierung
Notwendig, um genaue Messwerte zu erhalten.
Eine sorgfältige Überwachung und Kontrolle all dieser Faktoren ist unerlässlich.
Wie wird die Einhaltung der Standards dokumentiert?
Die Einhaltung der Standards wird durch eine umfassende Dokumentation des gesamten Validierungsprozesses sichergestellt. Dies umfasst die Aufzeichnung aller Messdaten, Kalibrierungsberichte, Wartungsprotokolle und Abweichungsberichte. Diese Dokumentation dient als Nachweis, dass der Autoklav konform mit den relevanten Vorschriften ist und die geforderten Sterilisationsstandards erfüllt. 21 CFR Part 11 spielt hier eine wichtige Rolle.
Effizienz der Sterilisation
Wie beeinflusst die Temperatur die Sterilisationseffizienz?
Die Temperatur in einem Autoklaven ist ein kritischer Faktor für die Effizienz der Sterilisation. Höhere Temperaturen können die Sterilisationszeit verkürzen, aber es ist wichtig, die Spezifikationen des zu sterilisierenden Materials zu berücksichtigen. Eine korrekte Temperatur gewährleistet, dass alle Mikroorganismen abgetötet werden, und ist somit essenziell, um eine sichere und vollständige Sterilisation zu gewährleisten.
Optimierung der Sterilisationszyklen
Die Optimierung von Sterilisationszyklen beinhaltet das Finden des idealen Gleichgewichts zwischen Temperatur, Zeit und Druck. Durch die Validierung des Autoklaven kann die Effizienz gesteigert werden, indem die minimal notwendige Zeit und Temperatur ermittelt werden, die erforderlich sind, um eine vollständige Sterilisation zu gewährleisten. Dies kann durch den Einsatz von Temperatursensoren und detaillierter Dokumentation erreicht werden.
Fallstudien zur Effizienzsteigerung
Fallstudien zeigen, dass der Einsatz von hochpräziser Messtechnik und die Einhaltung von Standardverfahren die Effizienz von Sterilisationsprozessen erheblich steigern können. Beispielsweise kann die Implementierung von automatisierter Überwachung der Temperatur in einem Autoklaven die Zykluszeiten verkürzen, ohne die Sicherheit zu beeinträchtigen. Die Standardvorschrift 121 °C für 15 Minuten ist ein oft verwendeter Parameter.
Überwachung und Dokumentation in der Praxis
Welche Modelle sind am besten geeignet?
Die Wahl des geeigneten Überwachungs- und Dokumentationssystems hängt von den spezifischen Anforderungen und dem Umfang der Sterilisationsprozesse ab. Digitale Systeme, die eine automatisierte Datenerfassung und -analyse ermöglichen, sind ideal für Umgebungen, in denen eine lückenlose Dokumentation und Echtzeitüberwachung der Temperatur erforderlich sind. Welches Modell am besten geeignet ist, hängt von Ihren Anforderungen ab.
Richtlinien zur Dokumentation
Eine detaillierte Dokumentation ist entscheidend für die Validierung und Überwachung von Autoklaven. Die Dokumentation sollte alle relevanten Daten wie Temperaturverläufe, Zykluszeiten, Kalibrierungen und Wartungsarbeiten umfassen. Die Einhaltung von 21 CFR Part 11 ist besonders wichtig, um sicherzustellen, dass alle elektronischen Aufzeichnungen sicher und manipulationssicher sind. Die Dokumentation muss vollständig sein, um Konformität gewährleisten zu können.
Wie erfolgt die kontinuierliche Überwachung?
Die kontinuierliche Überwachung der Temperatur in einem Autoklaven kann durch den Einsatz von Temperatursensoren und Datenloggern erfolgen. Diese Geräte liefern Echtzeitdaten, die zur Überprüfung der Sterilisationsparameter verwendet werden können. Eine kontinuierliche Überwachung der Temperatur gewährleistet, dass der Prozess zuverlässig und sicher abläuft, und ermöglicht die schnelle Erkennung von Abweichungen. Die präzise Überwachung der Temperatur ist entscheidend, um die Qualität der Sterilisation zu gewährleisten.
Preisliste für Messungen (Dutschland):
Temperaturverteilung im Autoklaven (3–5 Temperatur-Loggern in jedem Korb; 1 Druck-Logger; 2 Messserien; 2 Tage); Autoklav mit 3 Körben
4400 €
Temperaturverteilung im Autoklaven (3–5 Temperatur-Loggern in jedem Korb; 1 Druck-Logger; 2 Messserien; 2 Tage); Autoklav mit 4 Körben
4600 €
Temperaturverteilung im Autoklaven (3–5 Temperatur-Loggern in jedem Korb; 1 Druck-Logger; 2 Messserien; 2 Tage); Autoklav mit 5 Körben
4900 €
Temperaturverteilung im Autoklaven (3–5 Temperatur-Loggern in jedem Korb; 1 Druck-Logger; 2 Messserien; 2 Tage); Autoklav mit 6 Körben
5100 €
Druckunterschied zwischen der Autoklavenkammer und dem Inneren der Verpackung (1 Messserie)
3200 €
Wärmeeindringung in die Verpackung, Messung des F0-Wertes (8 Temperatur-Loggern in einer Messreihe; 2 Messserien; 2 Tage)
Häufige Fehler bei der Temperaturmessung im Autoklaven
Falsche Platzierung des Temperaturfühlers: Sensoren werden außerhalb der kritischsten Zonen platziert, wodurch lokale Untertemperaturen übersehen werden.
Verwendung ungeeigneter Sensoren: Nicht hitze-, feuchtigkeits- oder druckbeständige Sensoren führen zu ungenauen Messungen oder Ausfällen.
Unzureichende Kalibrierung: Messgeräte werden nicht regelmäßig kalibriert, wodurch Messabweichungen unentdeckt bleiben.
Keine Berücksichtigung des Messverhaltens während des gesamten Zyklus: Messungen nur am Ende oder Anfang statt während der Sterilisationsphase liefern kein vollständiges Bild.
Vernachlässigung des Wärmetransports: Fehlende Berücksichtigung von Dampfströmungen, engen Packungsdichten oder Isolationsschichten kann Temperaturgradienten verdecken.
Fehlende Dokumentation und Datenaufzeichnung: Unvollständige oder fehlende Aufzeichnungen erschweren die Rückverfolgbarkeit und Qualitätssicherung.
Unsachgemäße Handhabung der Sensoranschlüsse: Lose Verbindungen, beschädigte Kabel oder fehlerhafte Steckverbindungen verfälschen Messwerte.
Zu wenige Messpunkte: Nur ein oder zwei Sensoren erfassen nicht die räumliche Variabilität im Beladungsraum.
Missachtung der Messunsicherheit: Keine Angabe oder Bewertung der Messunsicherheit führt zu falschem Vertrauen in die Ergebnisse.
Ignorieren von Wartungsintervallen: Verschmutzte, korrodierte oder mechanisch beschädigte Sensoren liefern fehlerhafte Daten.
Fehlende Berücksichtigung von Ladeänderungen: Unterschiedliche Beladungsarten und -mengen verändern Temperaturverläufe, werden aber oft nicht bei Validierungen berücksichtigt.
Verwendung von nicht validierten Messmethoden: Einsatz experimenteller oder nicht validierter Messverfahren statt normgerechter Methoden (z. B. ISO- oder EN-Standards).
Präzise Temperaturmessung: Warum ist sie beim Autoklavieren unverzichtbar?
Eine präzise Temperaturmessung im Autoklaven ist zentral für die Sicherheit und Wirksamkeit jedes Sterilisationsverfahrens. Sie gewährleistet die vollständige Abtötung von Mikroorganismen, kontrolliert den Temperaturbereich während des Zyklus und sichert die Rückverfolgbarkeit in regulierten Umgebungen. Moderne autoclave Ausrüstung nutzt integrierte Sensoren und Schnittstellen zur Erfassung von Temperatur- und Druckdaten, um Datenintegrität und dokumentierte Kalibrierzyklen zu gewährleisten.
Genaues Messen: Welche Sensorarten und Indikatoren eignen sich am besten?
Für genaue Temperaturmessungen werden häufig Thermoelemente, Widerstandsthermometer (RTD) und integrierte Temperatursensoren verwendet. Biologische und chemische Indikatoren ergänzen die physikalische Messung, indem sie die Wirksamkeit des Sterilisationszyklus nachweisen. Bei kundenspezifische Anforderungen können Techniker spezielle Sensorpositionen oder Erfassungsgeräte empfehlen, um optimale Wärmeverteilung und Lebensdauer der Messausrüstung sicherzustellen.
Detailliert: Wie beeinflusst die Konstruktion des Autoklaven die Wärmeverteilung?
Die Konstruktion eines Autoklaven bestimmt maßgeblich die Wärmeverteilung innerhalb der Sterilisationskammer. Materialwahl, Körbe, Beladungsdichte und Luftstrom beeinflussen, wie gleichmäßig Temperaturen erreicht werden. Ein detaillierter Leitfaden zur Platzierung von Temperatursensoren hilft, kühle Zonen zu identifizieren. Techniker prüfen diese Aspekte bei Validierung und Abstimmung von Zyklusparametern, um effektive Sterilisations- und Abtötungsresultate zu erzielen.
Konform: Welche Anforderungen gelten für Temperaturerfassung in regulierten Umgebungen?
Regulierte Umgebungen verlangen konforme Dokumentation der Temperaturerfassung inklusive Kalibrierzyklen, Protokollierung und validierter Schnittstellen zur Archivierung von Druckdaten und Temperaturverläufen. Datenintegrität ist Pflicht: unveränderliche Aufzeichnungen, benutzerdefinierte Alarme und rückverfolgbare Kalibrierzyklen sind Bestandteil konformer Prozesse. Kundenspezifische SOPs und regelmäßige Audits sorgen für anhaltende Konformität.
Präzise Genauigkeit: Wie oft sollten Kalibrierzyklen für Temperatursensoren durchgeführt werden?
Die Häufigkeit der Kalibrierzyklen hängt von Nutzungsintensität, Risikoanalyse und Herstellervorgaben ab. In vielen Laboren und medizinischen Einrichtungen gelten mindestens jährliche Kalibrierzyklen; in stark regulierten Bereichen können kürzere Intervalle erforderlich sein. Regelmäßige Kalibrierung sichert die Genauigkeit, verlängert die Lebensdauer der Ausrüstung und unterstützt die Rückverfolgbarkeit der Messergebnisse.
Detailliert und genau: Wie werden Druckdaten und Temperaturdaten synchron erfasst?
Moderne Autoklaven bieten integrierte Datenerfassungssysteme oder externe Schnittstellen zur simultanen Aufzeichnung von Temperatur- und Druckdaten. Eine synchronisierte Erfassung verbessert die Auswertung des Sterilisationszyklus, ermöglicht die Analyse der Wärmeverteilung und gewährleistet die Datenintegrität. Beim Betrieb sollte die Ausrüstung so konfiguriert sein, dass alle relevanten Parameter automatisch protokolliert und sicher gespeichert werden.
Konform und präzise: Welche Rolle spielen Indikatoren und Rückverfolgbarkeit bei der Prozessvalidierung?
Indikatoren (biologisch und chemisch) sind Ergänzung zur Temperaturmessung und dienen als zusätzliches Kontrollinstrument für Abtötung und Sterilisationsleistung. Rückverfolgbarkeit wird durch eindeutige Chargencodes, dokumentierte Kalibrierzyklen und gespeicherte Zyklusprotokolle erreicht. In regulierten Umgebungen sind diese Nachweise Teil der Prozessvalidierung und entscheidend für Auditierbarkeit und Compliance.
Detailliert: Was sollten Techniker und Anwender beim Umgang mit Temperatursensoren beachten?
Techniker sollten bei der Installation und Wartung von Temperatursensoren auf korrekte Platzierung, regelmäßige Kalibrierzyklen, Schutz vor physikalischer Beschädigung und Kalibrierzertifikate achten. Anwender müssen die zulässigen Temperaturbereiche kennen, die Lebensdauer der Sensoren überwachen und bei Abweichungen sofort handeln. Ein technischer Leitfaden für Bedienpersonal, der sterilisations- und ausrüstungsbezogene Hinweise enthält, verbessert die Prozesssicherheit.
Die Autoklav-Validierung ist ein entscheidender Prozess, um die Sterilität von Produkten sicherzustellen. Autoklaven nutzen hohe Temperatur und Druck, um Mikroorganismen abzutöten und somit die Sicherheit in verschiedenen Anwendungsbereichen zu gewährleisten. Dieser Artikel beleuchtet die Grundlagen der Autoklav-Validierung und ihre Bedeutung für die Sterilisation von Gegenständen.
Einführung in die Autoklav Validierung
Was ist ein Autoklav?
Ein Autoklav ist ein Gerät, das Dampf unter hohem Druck verwendet, um Materialien zu sterilisieren. Der Autoklav basiert auf dem Prinzip, dass hohe Temperatur und feuchte Hitze eine effektive Abtötung von Mikroorganismen bewirken. Autoklaven werden häufig in medizinischen Einrichtungen, Laboren und der pharmazeutischen Industrie eingesetzt, um sicherzustellen, dass Instrumente und Flüssigkeiten steril sind. Der Sterilisationsprozess im Autoklav ist ein Sterilisationszyklus, der überwacht und validiert werden muss.
Warum ist die Validierung wichtig?
Die Validierung ist von entscheidender Bedeutung, um die Wirksamkeit der Sterilisation sicherzustellen. Durch die Validierung des Autoklavs wird sichergestellt, dass der Sterilisationsprozess die gewünschten Parameter erreicht und eine effektive Abtötung von Mikroorganismen stattfindet. Eine umfassende Validierung umfasst die Überprüfung der Temperatur und des Drucks im Autoklav sowie die korrekte Beladung und Verpackung der zu sterilisierenden Materialien. Die Validierung dient der Einhaltung von Qualitätsstandards und Vorschriften.
Wie funktioniert der Sterilisationsprozess?
Der Sterilisationsprozess im Autoklav beinhaltet mehrere Schritte, um eine effektive Sterilisation zu gewährleisten. Zunächst wird der Autoklav mit den zu sterilisierenden Materialien beladen. Anschließend wird Dampf in den Autoklav geleitet, um die bestimmte Temperatur, typischerweise 121 °C bis 134 °C, zu erreichen. Diese Temperatur wird für eine bestimmte Sterilisationszeit gehalten, um die Abtötung von Mikroorganismen, einschließlich Sporen, sicherzustellen. Moderne Autoklaven verwenden fortschrittliche Datenlogger und Sensoren, um Temperatur und Druck genau zu überwachen und zu dokumentieren.
Autoklav Validierung: Hohe Temperatur & Druck im Sterilisationsprozess
Die Autoklav-Validierung ist ein entscheidender Prozess, um die Sterilität von Produkten sicherzustellen. Autoklaven nutzen hohe Temperatur und Druck, um Mikroorganismen abzutöten und somit die Sicherheit in verschiedenen Anwendungsbereichen zu gewährleisten. Dieser Artikel beleuchtet die Grundlagen der Autoklav-Validierung und ihre Bedeutung für die Sterilisation von Gegenständen.
Einführung in die Autoklav Validierung
Was ist ein Autoklav?
Ein Autoklav ist ein Gerät, das Dampf unter hohem Druck verwendet, um Materialien zu sterilisieren. Der Autoklav basiert auf dem Prinzip, dass hohe Temperatur und feuchte Hitze eine effektive Abtötung von Mikroorganismen bewirken. Autoklaven werden häufig in medizinischen Einrichtungen, Laboren und der pharmazeutischen Industrie eingesetzt, um sicherzustellen, dass Instrumente und Flüssigkeiten steril sind. Der Sterilisationsprozess im Autoklav ist ein Sterilisationszyklus, der überwacht und validiert werden muss.
Warum ist die Validierung wichtig?
Die Validierung ist von entscheidender Bedeutung, um die Wirksamkeit der Sterilisation sicherzustellen. Durch die Validierung des Autoklavs wird sichergestellt, dass der Sterilisationsprozess die gewünschten Parameter erreicht und eine effektive Abtötung von Mikroorganismen stattfindet. Eine umfassende Validierung umfasst die Überprüfung der Temperatur und des Drucks im Autoklav sowie die korrekte Beladung und Verpackung der zu sterilisierenden Materialien. Die Validierung dient der Einhaltung von Qualitätsstandards und Vorschriften.
Wie funktioniert der Sterilisationsprozess?
Der Sterilisationsprozess im Autoklav beinhaltet mehrere Schritte, um eine effektive Sterilisation zu gewährleisten. Zunächst wird der Autoklav mit den zu sterilisierenden Materialien beladen. Anschließend wird Dampf in den Autoklav geleitet, um die bestimmte Temperatur, typischerweise 121 °C bis 134 °C, zu erreichen. Diese Temperatur wird für eine bestimmte Sterilisationszeit gehalten, um die Abtötung von Mikroorganismen, einschließlich Sporen, sicherzustellen. Moderne Autoklaven verwenden fortschrittliche Datenlogger und Sensoren, um Temperatur und Druck genau zu überwachen und zu dokumentieren.
Parameter der Autoklav Validierung
Temperatur und Druck: Die entscheidenden Faktoren
Die Temperatur und der Druck sind kritische Parameter für die Autoklav-Validierung, da sie die Wirksamkeit der Sterilisation direkt beeinflussen. Eine detaillierte Untersuchung der Temperaturverteilung im Autoklav ist essenziell, um sicherzustellen, dass alle Bereiche die erforderliche Sterilisationstemperatur von mindestens 121 °C erreichen und halten. Diese Prüfung der thermischen Parameter wird bei der Inbetriebnahme neuer Autoklaven und im Rahmen regelmäßiger Zustandskontrollen durchgeführt, um die effektive Sterilisation zu gewährleisten. Datenlogger und Sensoren werden eingesetzt, um die Temperatur und den Druck genau zu überwachen und zu dokumentieren.
Flüssigkeit und ihr Einfluss auf die Sterilisation
Die Sterilisation von Flüssigkeit in Autoklaven stellt besondere Herausforderungen dar. Die Beladung des Autoklavs muss so erfolgen, dass eine gleichmäßige Temperaturverteilung sichergestellt ist, um eine effektive Sterilisation zu gewährleisten. Das Volumen der Flüssigkeit und die Art des Behältnisses beeinflussen die Sterilisationszeit. Es ist wichtig, dass die Flüssigkeit die bestimmte Temperatur von 121 bis 134 Grad Celsius erreicht und für die erforderliche Sterilisationszeit gehalten wird, um die Abtötung von Mikroorganismen zu gewährleisten. Die Überwachung der Temperatur innerhalb der Flüssigkeit ist entscheidend, um die Wirksamkeit der Sterilisation sicherzustellen.
Empfohlene Parameter für eine effektive Sterilisation
Für eine effektive Sterilisation im Autoklaven sind bestimmte Parameter zu beachten. Die empfohlene Sterilisationstemperatur liegt typischerweise bei 121 °C für mindestens 15 bis 20 Minuten oder bei höheren Temperaturen, wie 134 °C, für kürzere Sterilisationszeiten. Der Druck muss ausreichend hoch sein, um die hohe Temperatur zu erreichen und aufrechtzuerhalten. Die korrekte Beladung des Autoklavs ist wichtig, um die gleichmäßige Dampfdurchdringung sicherzustellen. Chemische und biologische Indikatoren werden eingesetzt, um die Wirksamkeit der Sterilisation zu überwachen und die Einhaltung des Sterilisationsprozesses sicherzustellen.
Der Sterilisationszyklus im Detail
Wie viele Zyklen sind erforderlich für die Validierung?
Die Anzahl der Sterilisationszyklen, die für die Validierung erforderlich sind, hängt von verschiedenen Faktoren ab. Dazu gehören die Art des Autoklavs, die Art der Beladung und die spezifischen Anforderungen der Anwendung. In der Regel werden mindestens drei aufeinanderfolgende Zyklen durchgeführt, bei denen alle Parameter, wie Temperatur und Druck, innerhalb der vorgegebenen Grenzwerte liegen. Diese Zyklen stellen sicher, dass der Sterilisationsprozess unter verschiedenen Bedingungen effektiv und reproduzierbar ist. Die Validierung muss sicherstellen, dass die Abtötung von Mikroorganismen, einschließlich Sporen, effektiv erfolgt.
Häufige Probleme im Sterilisationszyklus
Häufige Probleme im Sterilisationszyklus können die Wirksamkeit der Sterilisation beeinträchtigen. Dazu gehören unzureichende Dampfdurchdringung, falsche Beladung des Autoklavs, defekte Sensoren und Schwankungen der Temperatur. Eine ungleichmäßige Temperaturverteilung im Autoklav kann ebenfalls zu Problemen führen. Es ist wichtig, diese Probleme zu identifizieren und zu beheben, um die Effizienz der Sterilisation sicherzustellen. Moderne Datenlogger und Indikatoren helfen, den Sterilisationsprozess genau zu überwachen und potenzielle Fehlerquellen zu erkennen. Eine detaillierte Überprüfung der Parameter ist unerlässlich.
Tipps zur Optimierung des Sterilisationszyklus
Um den Sterilisationszyklus zu optimieren und eine effektive Sterilisation sicherzustellen, gibt es mehrere Tipps. Eine korrekte Beladung des Autoklavs ist entscheidend, um eine gleichmäßige Dampfdurchdringung zu gewährleisten. Regelmäßige Wartung und Kalibrierung der Sensoren und Datenlogger sind wichtig, um die Genauigkeit der Messungen sicherzustellen. Die Überwachung von Temperatur und Druck während des gesamten Zyklus ist unerlässlich. Eine sorgfältige Validierung und regelmäßige Überprüfung der Parameter helfen, die Wirksamkeit der Sterilisation zu gewährleisten und die Einhaltung der relevanten Standards sicherzustellen. Eine Optimierung stellt sicher, dass die Sterilisation von Gegenständen effektiv durchgeführt wird.
Überwachung und Dokumentation
Die Rolle von Datenloggern in der Validierung
Datenlogger spielen eine entscheidende Rolle bei der Validierung von Autoklaven, da sie eine genaue und kontinuierliche Überwachung der Temperatur und des Drucks ermöglichen. Durch die Aufzeichnung dieser Parameter während des gesamten Sterilisationszyklus können kritische Daten erfasst und analysiert werden. Die Datenlogger stellen sicher, dass die bestimmte Temperatur von 121 °C bis 134 °C erreicht und für die erforderliche Sterilisationszeit gehalten wird, um eine effektive Abtötung von Mikroorganismen zu gewährleisten. Jeder Korb im Autoklaven wird mit drei bis fünf Temperaturloggern sowie einem Drucklogger ausgestattet, um eine umfassende Überwachung zu gewährleisten.
Wie dokumentiert man die Validierung effektiv?
Eine effektive Dokumentation der Validierung ist entscheidend, um die Einhaltung der Qualitätsstandards sicherzustellen. Die Dokumentation sollte alle relevanten Daten umfassen, wie z. B. die Parameter des Sterilisationszyklus, die Ergebnisse der Temperaturverteilungsmessungen und die Chargennummern der sterilisierten Produkte. Ein detaillierter Messbericht, der innerhalb von 14 Tagen in deutscher oder englischer Sprache erstellt wird, ist ebenfalls wichtig. Die Dokumentation dient als Nachweis für die Wirksamkeit der Sterilisation und ermöglicht die Rückverfolgbarkeit bei eventuellen Problemen. Der Messbericht wird innerhalb von zwei Wochen wahlweise in deutscher oder englischer Sprache ausgestellt.
Wichtige Punkte zur Einhaltung von Standards
Die Einhaltung relevanter Standards ist bei der Autoklav-Validierung von größter Bedeutung, um die Wirksamkeit und Sicherheit der Sterilisation sicherzustellen. Dies umfasst die Beachtung von Richtlinien wie der ISO 17665 und der US-amerikanischen Food and Drug Administration (FDA). Kvalifikace Validace führt die Untersuchungen der Temperaturverteilung und die Wärmepenetrationsmessungen gemäß den Empfehlungen der US-amerikanischen Food and Drug Administration (FDA) durch. Die Validierung muss sicherstellen, dass alle Parameter, wie Temperatur, Druck und Sterilisationszeit, innerhalb der vorgegebenen Grenzwerte liegen. Lebensmittelhersteller können auf dieser Grundlage eine Genehmigung für den Export ihrer Produkte in die USA beantragen. Die Einhaltung dieser Standards stellt sicher, dass die Sterilisation effektiv und reproduzierbar ist.
Preisliste für Messungen (Dutschland):
Temperaturverteilung im Autoklaven (3–5 Temperatur-Loggern in jedem Korb; 1 Druck-Logger; 2 Messserien; 2 Tage); Autoklav mit 3 Körben
4400 €
Temperaturverteilung im Autoklaven (3–5 Temperatur-Loggern in jedem Korb; 1 Druck-Logger; 2 Messserien; 2 Tage); Autoklav mit 4 Körben
4600 €
Temperaturverteilung im Autoklaven (3–5 Temperatur-Loggern in jedem Korb; 1 Druck-Logger; 2 Messserien; 2 Tage); Autoklav mit 5 Körben
4900 €
Temperaturverteilung im Autoklaven (3–5 Temperatur-Loggern in jedem Korb; 1 Druck-Logger; 2 Messserien; 2 Tage); Autoklav mit 6 Körben
5100 €
Druckunterschied zwischen der Autoklavenkammer und dem Inneren der Verpackung (1 Messserie)
3200 €
Wärmeeindringung in die Verpackung, Messung des F0-Wertes (8 Temperatur-Loggern in einer Messreihe; 2 Messserien; 2 Tage)
Häufige Fehler bei der Temperaturverteilung im Autoklaven
Ungleichmäßige Beladung: Zu dicht gepackte oder unsachgemäß angeordnete Ladung verhindert gleichmäßige Wärmeverteilung.
Blockieren der Dampfführung: Instrumente oder Verpackungen, die Dampfflüsse und Entlüftungswege versperren, erzeugen Kaltzonen.
Überladung des Kammervolumens: Zu viele oder zu schwere Teile erhöhen die thermische Masse und verhindern das Erreichen der Zieltemperatur.
Falsche Positionierung von Prüfkörpern/Sensoren: Messungen an ungeeigneten Stellen liefern ein falsches Bild der tatsächlichen Temperaturverteilung.
Vertrauen auf eine einzelne Messstelle: Nur eine Temperatursonde kann lokale Kaltstellen übersehen.
Ungeeignete Verpackung oder Isolation: Dichte oder mehrlagige Verpackungen dämmen den Wärmeübergang und verursachen Innentemperaturunterschiede.
Unzureichende Entlüftung/Priming-Probleme: Restluft in der Kammer verhindert vollständigen Dampfkontakt und erzeugt Temperaturgradienten.
Nicht durchgeführte oder fehlerhafte Validierungstests: Auslassen von Bowie‑Dick-, Helix- oder Temperaturverteilungstests führt zu unentdeckten Problemen.
Abnutzung oder Fehlfunktion von Bauteilen: Defekte Dampfventile, Heizelemente, Dichtung oder Sensoren beeinflussen die Temperaturgleichmäßigkeit.
Nichteinhalten der empfohlenen Zyklusparameter: Zu kurze Haltezeiten oder falsche Druck-/Temperaturkombinationen verhindern vollständiges Erhitzen aller Teile.
Unzureichende Wartung und Reinigung: Verstopfte Düsen, Drainagen oder Filter verändern den Dampfstrom und die Wärmeverteilung.
Ignorieren von thermischen Massenunterschieden: Unterschiedliche Materialien oder Volumina in der Ladung brauchen unterschiedliche Aufheizzeiten.
Annahme, dass Hersteller-Voreinstellungen immer ausreichend sind: Betriebsbedingungen und Beladungsarten erfordern oft angepasste Zyklen und Validierungen.
Fehlende Dokumentation und Monitoring: Kein regelmäßiges Mapping der Temperaturverteilung verhindert das Erkennen schleichender Probleme.
Autoklaven: Wie wird die Temperaturverteilung im Autoklaven detailliert gemessen?
Die Temperaturverteilung im Autoklaven wird detailliert mit thermischen Sensoren, Datloggern und biologischen Indikatoren überprüft. Messpunkte werden strategisch vertikal und horizontal platziert, um die Wärmeverteilung und mögliche Kaltzonen sichtbar zu machen. Dabei wird oft auf physikalisch messbare Parameter wie Dampfdruck und gesättigter Dampf zurückgegriffen, damit nachvollziehbar ist, dass der Dampf alle Oberflächen erreicht und die gewünschte Zieltemperatur erreicht wird. Diese Überwachung ist unverzichtbar für regulierte Produktionsprozesse und Laboranwendungen, um zuverlässige Ergebnisse zu erzielen.
Detailliert: Warum ist 121 grad ein gängiger Referenzwert für Sterilisationszyklen?
121° C ist in vielen Protokollen ein etablierter Wert, weil bei dieser Höchsttemperatur und dem passenden Druck die meisten Mikroben und hitzeresistenten Organismen wirksam inaktiviert werden. Typische Zyklen sind minuten bei 121° C bei definiertem Druck und Zeit, was eine reproduzierbare Reduktion des mikrobiologischen Risikos erlaubt. In der Lebensmittelindustrie und im Labor wird dieser Standard oft verwendet, um verunreinigung zuverlässig zu vermeiden.
Vertikale Platzierung: Wie beeinflusst die vertikale Anordnung der Güter die Wärmeverteilung?
Die vertikale Anordnung der Gegenstände beeinflusst die Strömung des Dampfes und damit die Wärmeverteilung erheblich. In hohen Kammern können vertikale Stapel zu Kaltzonen führen, wenn der gesättigte Dampf nicht ungehindert zirkulieren kann. Aus diesem Grund sind Entlüftung, Dampfdruck und die richtige Programmierung des Zyklus entscheidend, um sicherzustellen, dass der Dampf alle Oberflächen erreicht und eine gleichmäßige Temperaturverteilung entsteht.
Autoklaven detailliert: Welche Rolle spielen Druck und Zeit für die Wirksamkeit der Sterilisation?
Druck und Zeit sind die Kernparameter: ein erhöhter Dampfdruck erhöht die Siedetemperatur des Dampfes und ermöglicht die Zieltemperatur, während die Dauer des Zyklus bestimmt, wie lange Mikroben den Temperaturen ausgesetzt sind. Exponentiell sinkt die Überlebenswahrscheinlichkeit eines Mikroorganismus mit zunehmender Einwirkzeit bei konstanter Temperatur. Für verlässliche, regulierte Prozesse müssen beide Parameter dokumentiert und validiert werden.
Vertikale autoklaven: Wie wird die Entlüftung gestaltet, um Verdampfung und Dampffluss zu optimieren?
Eine effektive Entlüftung ist notwendig, um Lufttaschen zu vermeiden, die die Verdampfung stören und die Bildung von gesättigtem Dampf verhindern. Besonders bei vertikaler Beladung muss die Entlüftung so programmiert sein, dass Luft rasch abgelassen wird, bevor der Dampfdruck steigt. Ein kontrollierter Druckabbau nach dem Zyklus hilft, thermische Schocks zu vermeiden und verhindert Verunreinigung durch Rückfluss.
Detailliert: Welche Indikatoren (chemische Indikatoren, biologische Indikatoren) sind für die Überprüfung der Temperaturverteilung sinnvoll?
Chemische Indikatoren geben schnell Auskunft über das Erreichen bestimmter Temperatur- oder Druckbedingungen, während biologische Indikatoren die Wirksamkeit gegen Mikroben prüfen. Für eine vollständige Validierung werden beides kombiniert: chemische Indikatoren zur routinemäßigen Kontrolle und biologische Indikatoren für periodische Validierungen, um sicherzustellen, dass die Wärmeverteilung und die Dauer des Zyklus tatsächlich mikrobiologisch wirksam sind.
Autoklaven: Wie lange dauert ein Zyklus typischerweise und was bedeutet „minuten bei 121°c“ in der Praxis?
Die Dauer des Zyklus variiert je nach Beladung, Entlüftungsstrategie und Zieltemperatur, ist aber in vielen Standardverfahren so definiert, dass die Nutzlast mehrere Minuten bei 121° C exponiert wird (häufig 15 bis 30 Minuten nach Erreichen der Zieltemperatur). Die Gesamtdauer inklusive Aufheizen, Sättigungsphase und Druckabbau ist länger. Für regulierte Anwendungen sind detaillierte Zyklusprotokolle und Validierungsdaten erforderlich, um zuverlässige Ergebnisse sicherzustellen.
Detailliert: Welche physikalischen und chemischen Prozesse (z. B. Verdampfung, gesättigter Dampf) beeinflussen die Wärmeverteilung?
Verdampfung und die Bildung von gesättigtem Dampf sind zentrale physikalische Prozesse: gesättigter Dampf überträgt Wärme effizient durch Kondensation an kühleren Oberflächen. Die Dampfdruckhöhe bestimmt die Temperatur des Dampfes, und die Wärmeverteilung hängt davon ab, dass der Dampf ungehindert alle Oberflächen benetzt. Chemische Prozesse sind eher zweitrangig, werden aber durch chemische Indikatoren überwacht, während physikalisch die Strömungs- und Wärmeübertragungsbedingungen optimiert werden müssen.
Vertikale autoklaven detailliert: Welche Besonderheiten gelten für die Sterilisation in der Lebensmittelindustrie und bei regulierten Produktionsprozessen?
In der Lebensmittelindustrie und bei regulierten Produktionsprozessen sind Validierung, Dokumentation und die Verwendung von Druckbehältern und geschlossenen Behältern streng geregelt. Die Sterilisation muss mikrobiologische Sicherheit gewährleisten, Verunreinigung vermeiden und die Dauer sowie die Höchsttemperatur belegen. Programme mit beschleunigte oder standardisierte Zyklen, geeignete Entlüftung und kontrollierter Druckabbau sind entscheidend, damit die Prozesse zuverlässig und reproduzierbar bleiben.
Die Validierung von Autoklaven ist ein entscheidender Schritt, um die Sterilität von Instrumenten und Materialien im Gesundheitswesen und anderen Industrien sicherzustellen. Dieser Artikel beleuchtet den Ablauf der Autoklav Validierung, insbesondere die Erstvalidierung in der Praxis, und gibt einen umfassenden Überblick über die notwendigen Schritte und Voraussetzungen.
Einführung in die Validierung von Autoklaven
Was ist eine Validierung?
Die Validierung ist ein dokumentierter Prozess, der den Nachweis erbringt, dass ein Autoklav oder Sterilisator die vorgegebenen Anforderungen zuverlässig und reproduzierbar erfüllt. Es geht darum, sicherzustellen, dass der Sterilisationsprozess effektiv ist und die Sterilität der aufbereiteten Güter gewährleistet. Die Validierung von Autoklaven ist ein wesentlicher Bestandteil der Qualitätssicherung in Praxen und Kliniken.
Warum ist die Validierung notwendig?
Die Validierung ist notwendig, um die Wirksamkeit des Sterilisationsprozesses zu belegen und die Sicherheit der Patienten zu gewährleisten. Die Medizinprodukte-Betreiberverordnung (MPBetreibV) und die DIN EN ISO 17665 fordern die Validierung von Autoklaven. Ohne eine Validierung kann nicht nachgewiesen werden, dass der Autoklav die notwendigen Parameter wie Temperatur, Druck und Haltezeit einhält, um eine effektive Sterilisation zu gewährleisten. Die Validierung ist also notwendig, um rechtliche und ethische Anforderungen zu erfüllen.
Überblick über den Ablauf der Validierung
Hier sind die Phasen der Validierung im Überblick, die typischerweise folgende Schritte umfassen:
Installationsqualifikation (IQ): Sie stellt sicher, dass das Gerät korrekt installiert ist und die technischen Voraussetzungen erfüllt.
Operationsqualifikation (OQ): Sie belegt, dass der Autoklav unter definierten Bedingungen ordnungsgemäß funktioniert.
Leistungsqualifikation (PQ): Sie demonstriert, dass der Sterilisationsprozess im realen Praxisbetrieb zuverlässig und reproduzierbar ist.
Revalidierungen sind in regelmäßigen Abständen erforderlich, um die anhaltende Wirksamkeit zu gewährleisten. Die Dokumentation des gesamten Validierungsprozesses ist unerlässlich.
Voraussetzungen für die Erstvalidierung
Technische Anforderungen an den Autoklav
Bevor mit der Erstvalidierung eines Autoklaven begonnen werden kann, müssen bestimmte technische Voraussetzungen erfüllt sein. Der Autoklav oder Sterilisator muss korrekt installiert und betriebsbereit sein. Es ist wichtig, dass alle sicherheitsrelevanten Funktionen einwandfrei funktionieren. Eine regelmäßige Wartung gemäß den Herstellerangaben ist unerlässlich, um die Zuverlässigkeit des Geräts sicherzustellen. Die Einhaltung der technischen Voraussetzungen ist entscheidend für eine erfolgreiche Validierung von Autoklaven.
Dokumentation und Nachweise
Die Dokumentation spielt eine zentrale Rolle bei der Validierung. Es müssen alle relevanten Unterlagen vorhanden sein, einschließlich der technischen Spezifikationen des Autoklaven, der Wartungsprotokolle und der Kalibrierungsnachweise. Diese Nachweise dienen als Grundlage für die Validierung und belegen, dass der Autoklav die erforderlichen Parameter für eine effektive Sterilisation einhält. Ohne vollständige Dokumentation ist eine Validierung gemäß DIN EN ISO 17665 nicht möglich. Die Dokumentation ist ein essentieller Bestandteil bei der Validierung.
Wartung und Vorbereitung des Sterilisators
Vor der Erstvalidierung muss der Sterilisator einer gründlichen Wartung unterzogen werden. Dazu gehört die Überprüfung aller Komponenten, die Reinigung des Innenraums und die Kalibrierung der Messinstrumente. Eine sorgfältige Vorbereitung stellt sicher, dass der Autoklav während der Validierung zuverlässig arbeitet und die geforderten Parameter wie Temperatur, Druck und Haltezeit einhält. Eine mangelhafte Wartung kann die Wirksamkeit der Sterilisation beeinträchtigen und zu fehlerhaften Ergebnissen führen. Die Wartung ist Bestandteil der technischen Voraussetzungen.
Der Prozess der Erstvalidierung
Schritt-für-Schritt-Ablauf der Validierung
Hier ist der Ablauf der Erstvalidierung, der einem strukturierten Prozess folgt. Dieser Prozess ist in verschiedene Phasen unterteilt, die wir uns genauer ansehen wollen:
Installationsqualifikation (IQ): Hier wird die korrekte Installation des Autoklaven überprüft.
Operationsqualifikation (OQ): Diese Phase weist die Funktionsfähigkeit des Geräts unter definierten Bedingungen nach.
Leistungsqualifikation (PQ): Abschließend wird die Wirksamkeit des Sterilisationsprozesses im realen Praxisbetrieb belegt.
Dieser Ablauf gewährleistet eine umfassende Validierung.
Durchführung von Tests und Messungen
Während der Erstvalidierung werden verschiedene Tests und Messungen durchgeführt, um die Sterilisationsparameter zu überprüfen.
MQV LABOR und KVALIFIKACE VALIDACE messen die Temperaturverteilung, den Druck sowie F₀- und P₀-Werte.
MQV LABOR verwendet drei bis fünf Temperatur-Logger je Korb, einen Druck-Logger und führt zwei Messreihen über zwei Tage durch, um die Temperaturverteilung im Autoklaven zu messen.
Die Messung der Wärmeeindringung in die Verpackung einschließlich der Bestimmung des F₀- Wertes wird mit acht Temperatur-Loggern und zwei Messreihen über zwei Tage durchgeführt.
KVALIFIKACE VALIDACE führt die Untersuchungen gemäß den Empfehlungen der FDA durch.
Ziel ist es, nachzuweisen, dass der Autoklav die vorgegebenen Parameter wie Temperatur, Druck und Haltezeit zuverlässig einhält. Diese Messungen sind entscheidend, um die Reproduzierbarkeit und Wirksamkeit des Sterilisationsprozesses zu validieren. Die Tests erfolgen gemäß der DIN EN ISO 17665 und anderen relevanten Normen.
Erfassung und Auswertung der Ergebnisse
Nach der Durchführung der Tests werden die Ergebnisse erfasst und sorgfältig ausgewertet. Die Daten werden analysiert, um festzustellen, ob der Autoklav die vorgegebenen Spezifikationen erfüllt.
Die Bearbeitungszeit für den Messbericht beträgt bei MQV LABOR und KVALIFIKACE VALIDACE 14 Tage.
Die Berichte von MQV LABOR und KVALIFIKACE VALIDACE können auf Deutsch oder Englisch ausgestellt werden.
Ein umfassender Bericht dokumentiert den gesamten Validierungsprozess, einschließlich der Ergebnisse und Schlussfolgerungen. Die Auswertung der Ergebnisse ist entscheidend, um die Validierung erfolgreich abzuschließen und die Konformität mit den geltenden Normen und Richtlinien nachzuweisen. Der Bericht dient als Nachweis für die erfolgreiche Validierung.
Revalidierung von Autoklaven
Wann ist eine Revalidierung nötig?
Eine Revalidierung von Autoklaven ist erforderlich, um sicherzustellen, dass die Sterilisation weiterhin zuverlässig und effektiv durchgeführt wird. Revalidierungen werden notwendig, wenn wesentliche Änderungen am Gerät oder am Sterilisationsprozess vorgenommen werden, beispielsweise nach einer Reparatur, einem Standortwechsel oder einer Änderung der Sterilisationsparameter. Auch nach einer routinemäßigen Wartung kann eine Revalidierung sinnvoll sein, um die anhaltende Wirksamkeit des Autoklaven zu validieren.
Unterschiede zwischen Erstvalidierung und Revalidierung
Die Erstvalidierung und die Revalidierung unterscheiden sich in ihrem Umfang und Zweck. Die Erstvalidierung dient dazu, die korrekte Installation, Funktionsfähigkeit und Leistungsfähigkeit eines neuen Autoklaven gemäß DIN EN ISO 17665 nachzuweisen. Die Revalidierung hingegen überprüft, ob der validierte Sterilisationsprozess weiterhin den Anforderungen entspricht. Sie ist in der Regel weniger umfangreich als die Erstvalidierung, konzentriert sich aber auf die kritischen Parameter und die Wirksamkeit der Sterilisation in der Praxis.
Empfohlene Intervalle für die Revalidierung
Die Intervalle für die Revalidierung von Autoklaven sind in den nationalen Norm DIN SPEC 58929 und den Leitlinien der Medizintechnik festgelegt und hängen von verschiedenen Faktoren ab, einschließlich der Nutzungshäufigkeit, der Art der zu sterilisierenden Güter und den Empfehlungen des Herstellers. In der Regel wird eine jährliche Revalidierung empfohlen, um die anhaltende Wirksamkeit und Reproduzierbarkeit des Sterilisationsprozesses sicherzustellen. Bei intensiver Nutzung oder kritischen Anwendungen können kürzere Intervalle erforderlich sein. Die Medizinprodukte-Betreiberverordnung (MPBetreibV) fordert regelmäßige Validierungen.
Fallstudie: Validierung eines Melag Autoklaven
Vorstellung des Melag Autoklaven
Der Melag Autoklav ist ein weit verbreitetes Gerät in Praxen und Kliniken zur Instrumentenaufbereitung. Melag Autoklaven zeichnen sich durch ihre Zuverlässigkeit, Benutzerfreundlichkeit und Effizienz aus. Sie bieten verschiedene Sterilisationsprogramme und erfüllen die Anforderungen der DIN EN ISO 17665. Die Validierung von Melag Autoklaven ist ein wichtiger Schritt, um die Sterilität der aufbereiteten Instrumente zu gewährleisten und die Sicherheit der Patienten zu gewährleisten. Technische Voraussetzungen müssen erfüllt sein.
Durchgeführte Validierungsschritte
Bei der Validierung eines Melag Autoklaven werden typischerweise verschiedene Schritte durchgeführt. Dazu gehören insbesondere Qualifikationen, die sicherstellen, dass der Autoklav seine Aufgabe erfüllt:
Installationsqualifikation (IQ), um sicherzustellen, dass der Autoklav korrekt installiert ist.
Operationsqualifikation (OQ), welche die Funktionsfähigkeit des Geräts unter definierten Bedingungen überprüft.
Die PQ belegt die Wirksamkeit des Sterilisationsprozesses im Praxisbetrieb. Die Ergebnisse werden erfasst und ausgewertet, um die Konformität mit den Normen nachzuweisen. Die Dokumentation ist wichtig.
Ergebnisse und Erfahrungen aus der Praxis
Die Ergebnisse der Validierung eines Melag Autoklaven zeigen in der Regel, dass das Gerät die vorgegebenen Parameter wie Temperatur, Druck und Haltezeit zuverlässig einhält. Durch die regelmäßige Revalidierung kann sichergestellt werden, dass der Sterilisationsprozess weiterhin wirksam ist. Die Erfahrungen aus der Praxis zeigen, dass eine sorgfältige Vorbereitung und Durchführung der Validierung sowie eine regelmäßige Wartung entscheidend sind, um die Sicherheit und Wirksamkeit des Autoklaven zu gewährleisten. Die Validierungen sind notwendig für die Medizinprodukte-Betreiberverordnung (MPBetreibV).
Preisliste für Messungen (Dutschland):
Temperaturverteilung im Autoklaven (3–5 Temperatur-Loggern in jedem Korb; 1 Druck-Logger; 2 Messserien; 2 Tage); Autoklav mit 3 Körben
4400 €
Temperaturverteilung im Autoklaven (3–5 Temperatur-Loggern in jedem Korb; 1 Druck-Logger; 2 Messserien; 2 Tage); Autoklav mit 4 Körben
4600 €
Temperaturverteilung im Autoklaven (3–5 Temperatur-Loggern in jedem Korb; 1 Druck-Logger; 2 Messserien; 2 Tage); Autoklav mit 5 Körben
4900 €
Temperaturverteilung im Autoklaven (3–5 Temperatur-Loggern in jedem Korb; 1 Druck-Logger; 2 Messserien; 2 Tage); Autoklav mit 6 Körben
5100 €
Druckunterschied zwischen der Autoklavenkammer und dem Inneren der Verpackung (1 Messserie)
3200 €
Wärmeeindringung in die Verpackung, Messung des F0-Wertes (8 Temperatur-Loggern in einer Messreihe; 2 Messserien; 2 Tage)
Sterilisation: Was sind die Voraussetzungen für die Validierung eines Autoklaven?
Für die Autoklavenvalidierung sind technische und organisatorische Voraussetzungen nötig: dokumentierte Aufbereitungsprozesse, qualifiziertes Personal, geeichte Mess- und Aufzeichnungsgeräte sowie definierte Prüfparameter wie Druck und Zeit. Zusätzlich müssen die betriebsspezifischen Risiken analysiert und Reinigungs- und Desinfektion-Schritte integriert sein, damit die Sterilisation reproduzierbaren und sichere Ergebnisse liefert.
Voraussetzungen für die Validierung: Wie läuft die Erstvalidierung ab und warum ist sie aufwändiger?
Die Erstvalidierung ist aufwändiger, weil alle relevanten Prüfschritte erstmalig umfassend dokumentiert und verifiziert werden: Prozess- und Chargendokumentation, biologische und physikalische Indikatoren, Temperatur- und Druckprotokolle sowie Belastungsprüfungen. Bei großen Anlagen, etwa Großautoklaven, ist der Aufwand deutlich höher als bei kleineren Geräten, was sich auch in den Kosten niederschlägt.
Validiert: Welche Prüfschritte schließen den Validierungsprozess ab?
Den Abschluss des Validierungsprozesses bilden in der Regel qualifizierende Prüfungen: IQ/OQ/PQ (Installations-, Funktions- und Leistungsqualifizierung), biologische Indikatorläufe, physikalische Mapping-Messungen und Wiederholbarkeitsprüfungen. Erst wenn die Ergebnisse reproduzierbaren Nachweis für sichere Sterilisation erbringen, gilt der Autoklav als validiert.
RDG und rechtliche Anforderungen: Welche Rolle spielt § 8 MPBetreibV bei der Autoklavenvalidierung?
§ 8 MPBetreibV fordert, dass Medizinprodukte gemäß definierten Prozessen aufbereitet und die Betriebssicherheit sichergestellt werden. Die Validierung von Sterilisationsprozessen und das Vorliegen dokumentierter Nachweise entsprechen diesen Anforderungen; das RDG (Recht der Geräte) beziehungsweise relevante Richtlinien müssen dabei beachtet werden, um haftungs- und praxisgerechte Aufbereitung zu gewährleisten.
Sterilisation: Wovon hängen die Kosten der Autoklavenvalidierung ab?
Die Kosten liegen abhängig von Größe des Autoklaven, Umfang der notwendigen Prüfschritte, Anzahl der Validierungs-Läufe, Einsatz externer Dienstleister und Anfahrtskosten. Großautoklaven sind in der Regel deutlich teurer in Validierung und Qualifizierung als kleinere Geräte. Auch die Notwendigkeit zusätzlicher Mess- und Kalibrierungsgeräte beeinflusst die Gesamtkosten.
Voraussetzungen für die Validierung: Werden Aufbereitung und Desinfektion in die Validierung einbezogen?
Ja, der gesamte Aufbereitungsprozess inklusive Vorreinigung, Desinfektion und Trocknung muss in der Validierung berücksichtigt werden. Nur die Kombination aus effektiver Reinigung und darauffolgender validierter Sterilisation gewährleistet reproduzierbaren Schutz vor Kontamination und eine sichere Sterilisation der Instrumente.
Validiert: Wie oft muss ein Autoklav nachvalidiert werden und welche Prüfintervalle sind üblich?
Nachinitialer Erstvalidierung sind regelmäßige Überprüfungen (zum Beispiel jährliche Requalifizierung) sowie verifizierende Routinekontrollen vorgesehen. Zusätzlich sind bei Wartungen, Reparaturen oder veränderten Betriebsbedingungen Revalidierungen erforderlich, um die Betriebssicherheit dauerhaft zu gewährleisten.
RDG: Werden zusätzliche Kosten wie Anfahrtskosten und Nachkalibrierung separat berechnet?
Ja, Dienstleister kalkulieren oft Anfahrtskosten, Messgerätebereitstellung und eventuelle Nachkalibrierungen separat. Bei komplexen Anlagen können diese Posten die Gesamtkosten deutlich erhöhen, weshalb ein transparentes Angebot mit detaillierten Kostenpunkten wichtig ist, damit die tatsächlichen Kosten der Autoklavenvalidierung klar erkennbar sind.
Die Pasteurisierung ist ein Verfahren, das es ermöglicht, Lebensmittel länger haltbar zu machen. Aber was genau verbirgt sich hinter diesem Begriff und wie funktioniert dieses Verfahren? Im folgenden Artikel werden wir uns eingehend mit der Pasteurisierung beschäftigen und ihre Bedeutung für die Haltbarkeit von Lebensmitteln untersuchen.
Was ist Pasteurisierung?
Definition der Pasteurisierung
Die Pasteurisierung ist ein thermisches Verfahren, das angewendet wird, um Lebensmittel mit einem pH-Wert unter 4,6 haltbar zu machen. Beim Pasteurisieren geht es darum, durch Hitzeeinwirkung vegetative Formen von Bakterien, sowohl pathogener als auch verderbender Art, zu reduzieren. Ziel ist es auch, einen Teil der Bakteriensporen, die zu mikrobiologischem Verderb führen könnten, abzutöten, um die Haltbarkeit der pasteurisierten Lebensmittel zu verlängern.
Geschichte der Pasteurisierung
Die Pasteurisierung wurde nach dem französischen Chemiker Louis Pasteur benannt. Louis Pasteur entwickelte das Verfahren im 19. Jahrhundert, um Lebensmittel wie Wein vor dem Verderb zu schützen. Durch das Erhitzen von Lebensmitteln entdeckte er, dass Mikroorganismen wie Hefe und Bakterien abgetötet werden können, was die Haltbarkeit verbessert. Die Pasteurisierung von Milch und Milchprodukten wurde bald darauf ebenfalls angewendet. Heute ist die Pasteurisierung ein Standardverfahren, um Lebensmittel länger haltbar zu machen und die Lebensmittelsicherheit zu gewährleisten.
Wissenschaftliche Grundlagen
Die Pasteurisierung beruht auf dem Prinzip, dass Mikroorganismen durch Erhitzen abgetötet oder inaktiviert werden. Beim Pasteurisieren werden Lebensmittel kurzzeitig auf eine bestimmte Temperatur erhitzt, typischerweise zwischen 72 und 75 °C. Diese Temperatur reicht aus, um krankheitserregende Bakterien wie Salmonellen und andere schädliche Bakterien abzutöten, während gleichzeitig der Geschmack und die Konsistenz des Lebensmittels erhalten bleiben. Im Gegensatz zur Sterilisation, bei der Temperaturen über 100 °C angewendet werden, ist die Pasteurisierung schonender und bewahrt die Qualität der Lebensmittel besser.
Wie funktioniert das Pasteurisieren?
Temperaturen und Zeiträume
Bei der Pasteurisierung von Lebensmitteln werden diese erhitzt, um Mikroorganismen abzutöten und sie länger haltbar zu machen. In der Lebensmittelindustrie wird die Pasteurisierung bei Temperaturen zwischen 70 und 115 °C durchgeführt, also bei niedrigeren Temperaturen als bei Sterilisierungsprozessen. Die gewählte Temperatur und Dauer der Pasteurisierung muss einen minimalen P₀-Wert liefern – also den sogenannten „tötenden“ Wert des Prozesses bezogen auf die Standardtemperatur von 70 °C –, der sowohl die gesundheitliche Sicherheit als auch das Fehlen mikrobiologischen Verderbs während der gesamten geplanten Haltbarkeitsdauer des Produkts gewährleistet.
Unterschiedliche Methoden der Pasteurisierung
Es gibt verschiedene Methoden, um Lebensmittel zu pasteurisieren. Die Wahl der Methode hängt von der Art des Lebensmittels und den gewünschten Ergebnissen ab. Eine gängige Methode ist die Kurzzeiterhitzung, bei der die Lebensmittel für kurze Zeit auf hohe Temperaturen erhitzt werden, um Bakterien wie Salmonellen abzutöten. Eine andere Methode ist die Dauererhitzung, bei der die Lebensmittel über einen längeren Zeitraum bei niedrigeren Temperaturen pasteurisiert werden. Beide Methoden tragen dazu bei, die Haltbarkeit der Lebensmittel zu verlängern.
Vorteile der Pasteurisierung
Die Pasteurisierung bietet zahlreiche Vorteile. Durch das Erhitzen von Lebensmitteln werden schädliche Mikroorganismen abgetötet, wodurch das Risiko von Lebensmittelvergiftungen reduziert wird. Gleichzeitig bleiben die meisten Nährstoffe und der Geschmack und die Konsistenz des Lebensmittels erhalten. Pasteurisierte Lebensmittel sind länger haltbar, was dazu beiträgt, Lebensmittelverschwendung zu reduzieren. Dies ist besonders wichtig für verderbliche Waren wie Milch und Fruchtsäfte.
Pasteurisierung von Milch und Milchprodukten
Prozess der Pasteurisierung von Milch
Die Pasteurisierung von Milch ist ein wichtiger Schritt, um sie sicher und haltbar zu machen. Beim Pasteurisieren werden Lebensmittel, in diesem Fall Milch, kurzzeitig auf etwa 72 bis 75 °C erhitzt. Diese Hitzeeinwirkung reicht aus, um Bakterien und andere Mikroorganismen abzutöten, die Krankheiten verursachen können. Nach dem Erhitzen wird die Milch schnell abgekühlt, um das Wachstum verbleibender Mikroorganismen zu verhindern. Die pasteurisierte Milch ist dadurch länger haltbar und sicherer für den Konsum.
Pasteurisierte Milchprodukte und deren Vorteile
Neben Milch können auch andere Milchprodukte wie Joghurt, Käse und Sahne pasteurisiert werden. Durch die Pasteurisierung werden diese Lebensmittel haltbar gemacht und das Risiko von durch Bakterien verursachten Krankheiten reduziert. Pasteurisierte Milchprodukte sind besonders für Menschen mit einem geschwächten Immunsystem oder für Schwangere empfehlenswert, da sie ein geringeres Risiko für Infektionen bergen. Der Lebensmittelverband Deutschland betont die Wichtigkeit der Pasteurisierung für die Lebensmittelsicherheit.
Vergleich zwischen pasteurisierter und Rohmilch
Es gibt einen wesentlichen Unterschied zwischen pasteurisierter und Rohmilch. Rohmilch ist unbehandelte Milch, die nicht erhitzt wurde, um Mikroorganismen abzutöten. Während einige Menschen den Geschmack von Rohmilch bevorzugen, birgt sie ein höheres Risiko, schädliche Bakterien wie Salmonellen zu enthalten. Pasteurisierte Milch ist sicherer, da sie erhitzt wurde, um diese Bakterien abzutöten, ohne den Geschmack und die Konsistenz des Lebensmittels wesentlich zu verändern. Somit ist pasteurisierte Milch länger haltbar und gesünder als Rohmilch.
Pasteurisierung von Lebensmitteln
Lebensmittel, die pasteurisiert werden
Die Pasteurisierung von Lebensmitteln ist ein vielseitiges Verfahren. Es kann bei verschiedenen Lebensmitteln angewendet werden, um diese haltbar zu machen. Eine wesentliche Voraussetzung für die Wirksamkeit dieser thermischen Behandlung ist die Nutzung der natürlichen Eigenschaften des Lebensmittels, insbesondere seines erniedrigten pH-Werts und seiner erhöhten Säure. Genau diese Parameter bestimmen die Ausgestaltung des Pasteurisierungsprozesses.
Einfluss auf Nährstoffe und Geschmack
Wie wirkt sich die Pasteurisierung auf die Qualität der Lebensmittel aus? Das Erhitzen kann den Geschmack und die Konsistenz beeinflussen, aber moderne Verfahren sind darauf ausgelegt, dies zu minimieren. Während einige hitzeempfindliche Nährstoffe reduziert werden können, bleiben die meisten essentiellen Bestandteile erhalten. Ziel ist es, Krankheitserregende Bakterien wie Salmonellen zu inaktivieren, ohne die sensorischen Eigenschaften wesentlich zu verändern.
Haltbarkeit von pasteurisierten Lebensmitteln
Wie lange sind pasteurisierte Lebensmittel haltbar? Die Haltbarkeit hängt von der Art des Lebensmittels und dem angewandten Pasteurisierungsverfahren ab. Um die Einhaltung dieser Prozessparameter zu überprüfen und zu validieren, können Lebensmittelhersteller in Deutschland auf spezialisierte Labordienstleister zurückgreifen, die Autoklavenmessungen sowie die Validierung von Pasteurisierungs- und Sterilisationsprozessen durchführen. Die Pasteurisierung verlängert die Haltbarkeit erheblich, jedoch sollten die Produkte weiterhin gekühlt und innerhalb eines angemessenen Zeitraums verbraucht werden.
Pasteurisierung und Sterilisation
Unterschiede zwischen Pasteurisierung und Sterilisation
Was unterscheidet die Pasteurisierung von der Sterilisation? Der Hauptunterschied liegt in der Temperatur und dem Grad der Mikroorganismenreduktion. Die Pasteurisierung wird bei niedrigeren Temperaturen (zwischen 70 und 115 °C) durchgeführt und zielt darauf ab, vegetative Formen von Bakterien abzutöten, während die Sterilisation höhere Temperaturen verwendet, um alle Mikroorganismen, einschließlich Sporen, zu eliminieren.
Wann ist Sterilisation notwendig?
Wann ist eine Sterilisation notwendig anstatt der Pasteurisierung? Sterilisation ist erforderlich, wenn ein Produkt keimfrei sein muss und eine sehr lange Haltbarkeit benötigt. Dies ist besonders wichtig für Lebensmittel, die bei Raumtemperatur gelagert werden sollen. Sterilisierte Lebensmittel können erheblich länger haltbar sein als pasteurisierte, da alle Mikroorganismen abgetötet wurden.
Vor- und Nachteile beider Verfahren
Welche Vor- und Nachteile haben beide Verfahren?
Verfahren
Vorteile
Nachteile
Pasteurisierung
Schont den Geschmack und die Konsistenz des Lebensmittels besser
–
Sterilisation
Längere Haltbarkeit
Kann den Geschmack beeinträchtigen
KVALIFIKACE VALIDACE führt die Untersuchung der Temperaturverteilung in Autoklaven sowie die Wärmepenetrationsmessungen (F₀-/P₀-Messungen) gemäß den Empfehlungen der US FDA durch, sodass Lebensmittelhersteller auf dieser Grundlage auch eine Genehmigung für den Export ihrer Produkte in die USA beantragen können.
Preisliste für Messungen (Dutschland):
Temperaturverteilung im Autoklaven (3–5 Temperatur-Loggern in jedem Korb; 1 Druck-Logger; 2 Messserien; 2 Tage); Autoklav mit 3 Körben
4400 €
Temperaturverteilung im Autoklaven (3–5 Temperatur-Loggern in jedem Korb; 1 Druck-Logger; 2 Messserien; 2 Tage); Autoklav mit 4 Körben
4600 €
Temperaturverteilung im Autoklaven (3–5 Temperatur-Loggern in jedem Korb; 1 Druck-Logger; 2 Messserien; 2 Tage); Autoklav mit 5 Körben
4900 €
Temperaturverteilung im Autoklaven (3–5 Temperatur-Loggern in jedem Korb; 1 Druck-Logger; 2 Messserien; 2 Tage); Autoklav mit 6 Körben
5100 €
Druckunterschied zwischen der Autoklavenkammer und dem Inneren der Verpackung (1 Messserie)
3200 €
Wärmeeindringung in die Verpackung, Messung des F0-Wertes (8 Temperatur-Loggern in einer Messreihe; 2 Messserien; 2 Tage)
Häufige Fehler zur Pasteurisierung von Lebensmitteln
Pasteurisierung wird mit Sterilisation verwechselt: Viele denken, pasteurisieren bedeutet vollständig keimfrei machen. Pasteurisierung reduziert Mikroorganismen, macht Lebensmittel aber nicht steril.
Zu kurze oder zu niedrige Erhitzungszeit: Unzureichende Temperatur oder Dauer führt dazu, dass Krankheitserreger und Verderbsmikroben nicht zuverlässig inaktiviert werden.
Falsche Lagerung nach der Pasteurisierung: Nach der Behandlung müssen pasteurisierte Produkte oft gekühlt werden; Vernachlässigung der Kühlkette führt zu erneuter Vermehrung von Mikroorganismen.
Annahme, alle Mikroorganismen sind beseitigt: Einige hitzeresistente Sporen und hitzeempfindliche Toxine können überleben oder bereits vorhanden sein.
Ungeeignete Verpackung: Beschädigte oder nicht aseptische Verpackungen können Kontamination nach der Pasteurisierung ermöglichen.
Übermäßiges Vertrauen auf Eigenheim-Methoden: Hausgemachte Pasteurisierung (z. B. kurz Erwärmen von Milch) ohne genaue Temperaturkontrolle ist oft unzureichend.
Ignorieren produkt-spezifischer Anforderungen: Verschiedene Lebensmittel benötigen unterschiedliche Pasteurisierungsparameter; ein universelles Verfahren ist nicht immer geeignet.
Erhitzen als alleinige Maßnahme gegen Toxine: Manche bakteriellen Toxine sind hitzestabil und werden durch Pasteurisierung nicht neutralisiert.
Mangelnde Wartung von Anlagen: Verunreinigte oder schlecht gewartete Pasteurisierungsgeräte können Kreuzkontamination und ungleichmäßige Erhitzung verursachen.
Falsche Annahme zu Haltbarkeit: Pasteurisierung verlängert die Haltbarkeit, bedeutet aber nicht unbegrenzte Lagerfähigkeit; Verderb ist immer noch möglich.
Wie und warum werden lebensmittel werden pasteurisiert?
Die Pasteurisierung wird angewendet, um Lebensmittel durch kurzzeitige Erwärmung vor mikrobiellen Kontaminationen zu schützen; pasteurisation bezeichnet die kurzzeitige erwärmung von lebensmitteln auf temperaturen von mindestens einem niveau, das hitzeeinwirkung und die mäßige temperatur nutzt, damit lebensmittelverderber wie milchsäurebakterien und hefen sowie viele krankheitserregende bakterien reduziert werden. Das verfahren der pasteurisierung wurde entwickelt, um Gesundheitsschutz zu gewährleisten und die Haltbarkeit zu verbessern, sodass viele Produkte erheblich länger und ungekühlt oder unter Kühlung halten.
Was sind pasteurisierte lebensmittel und welche Vorteile bieten sie?
Pasteurisierte lebensmittel sind Erzeugnisse, die einer definierten Hitzeeinwirkung unterzogen wurden, um Krankheitserreger wie viele krankheitserregende bakterien wie salmonellen zu reduzieren. Durch die Behandlung halten lebensmittel länger, sind sicherer im Verzehr und können oft wochen haltbar bleiben, insbesondere in Kombination mit der pasteurisierung und geeigneter Verpackung. Viele obst- und gemüsesäfte, fruchtsaft oder bier werden pasteurisiert, um Qualität und Sicherheit zu sichern.
Wie pasteurisieren von milch funktioniert und welche Temperaturen werden angewendet?
Beim pasteurisieren von milch spricht man häufig von Kurzzeiterhitzung: die Milch wird für 15 bis 30 sekunden auf etwa 72 °C erhitzt und danach sofort wieder abgekühlt. Es gibt auch andere Verfahren, bei denen die Milch für mehrere Sekunden auf 72 bis 75 °C erwärmt wird oder bei höheren Temperaturen für sehr kurze Zeit (z. B. 75 °C erhitzt und danach rasch abgekühlt). Ziel ist die Reduktion von Krankheitserregern und lebensmittelverderbern, ohne die Milch wesentlich thermisch zu schädigen.
Welche Rolle spielen milchsäurebakterien, hefen sowie andere Mikroben bei der Pasteurisierung?
Die Pasteurisierung zielt darauf ab, lebensmittelverderber wie milchsäurebakterien und hefen sowie viele krankheitserregende bakterien zu reduzieren. Während einige milchsäurebakterien für fermentierte Produkte nützlich sind, können in anderen Lebensmitteln unerwünschte Gärungen oder Verderb auftreten; durch die Verarbeitung werden diese Mikroorganismen kontrolliert, wodurch die Produktsicherheit und Haltbarkeit verbessert wird.
Wie lange bleiben pasteurisierte lebensmittel haltbar — bleibt die Milch wochen haltbar?
Die Haltbarkeit pasteurisierter Produkte hängt vom Produkt, der Temperaturführung und Verpackung ab. Pasteurisierte Milch bleibt ungeöffnet unter Kühlung in der Regel mehrere Tage bis Wochen haltbar, aber nicht so lange wie ultrahocherhitzte Produkte. In Kombination mit sauberer Abfüllung und spezifischen hygienevorschriften für lebensmittel tierischen ursprungs oder hygienevorschriften für lebensmittel tierischen unterschiedlicher Art kann die Haltbarkeit deutlich verlängert werden; einige Fruchtsäfte sind wochen haltbar, andere müssen gekühlt werden.
Welche Verfahren der pasteurisierung wurde entwickelt und welche Varianten gibt es?
Es gibt mehrere Verfahren: die Kurzzeitpasteurisierung (z. B. 15 bis 30 sekunden auf 72 bis 75 °C), die Hochtemperatur-Kurzzeitbehandlung und schonendere Verfahren für temperaturempfindliche Produkte. Manche Verfahren erhitzen Produkte für Sekunden auf 72 bis 75 °C, andere arbeiten mit 75 °c erhitzt und danach schneller Abkühlung. Die Wahl hängt vom Produkt (z. B. milch, fruchtsaft oder bier) und den gewünschten Qualitätsmerkmalen ab.
Beeinflusst Pasteurisierung den Geschmack und die Nährstoffe von Lebensmitteln?
Die mäßige Temperatur und kurzzeitige Hitzeeinwirkung reduziert Mikroorganismen, kann aber auch empfindliche Aromen und licht- oder hitzeempfindliche Vitamine leicht verändern. Oft ist der Geschmack minimal beeinflusst, besonders bei kurzzeitiger Erwärmung, während Nährstoffe weitgehend erhalten bleiben. Bei bestimmten Produkten kann eine Kombination mit der pasteurisierung und Zusatzstoffen eingesetzt werden, um Qualität und Geschmack zu erhalten.
Gibt es spezielle Regeln für die Pasteurisierung von tierischen Produkten?
Ja, für lebensmittel tierischen Ursprungs gelten spezifischen hygienevorschriften für lebensmittel tierischen und hygienevorschriften für lebensmittel tierischen ursprungs, die Temperatur, Dauer und Dokumentation der Pasteurisierung regeln. Diese Vorschriften sollen sicherstellen, dass pathogene Keime reduziert werden und das Produkt sicher in Verkehr gebracht wird.
Reinräume sind essenziell für Prozesse, die höchste Sauberkeit erfordern. Die Klassifizierung von Reinräumen erfolgt nach verschiedenen Normen, wobei die ISO, GMP und DIN EN ISO 14644-1 die wichtigsten Standards darstellen. Dieser Artikel erläutert die Unterschiede und Gemeinsamkeiten dieser Standards und gibt einen Überblick über die verschiedenen Reinraumklassen.
Einführung in Reinräume
Was sind Reinräume?
Reinräume sind kontrollierte Umgebungen, in denen die Partikelkonzentration in der Luft auf ein maximal zulässiges Niveau reduziert wird. Diese Räume werden speziell konstruiert und betrieben, um Verunreinigungen wie Staub, Mikroorganismen und chemische Dämpfe zu minimieren. Die Sauberkeit wird durch die Anzahl und Größe der Partikel pro m³ Luft definiert. Reinräume finden breite Anwendung in verschiedenen Branchen, von der pharmazeutischen Produktion über die Halbleiterfertigung bis hin zur Medizintechnik.
Bedeutung der Reinraumklassen
Die Reinraumklassen geben Auskunft über die Partikelanzahl und -größe, die in einem Reinraum zulässig sind. Eine niedrige ISO-Klasse, wie z.B. ISO 1, bedeutet eine sehr hohe Sauberkeit, während eine höhere Klasse, wie z.B. ISO 9, eine geringere Sauberkeit erlaubt. Die Wahl der geeigneten Reinraumklasse hängt von den spezifischen Anforderungen des Prozesses ab, der in den Reinräumen stattfindet. So erfordert die Herstellung steriler Injektionslösungen beispielsweise eine höhere Reinraumklasse als die Produktion von Bauteilen für die Luft- und Raumfahrt.
Relevante Normen und Standards
Die Norm DIN EN ISO 14644 legt die Standards für die Klassifizierung von Reinräumen fest. Die DIN EN ISO 14644-1 spezifiziert die ReinraumklassenISO 1 bis ISO 9 basierend auf der Partikelzahl. Zusätzlich zu den ISO-Klassen gibt es die GMP-Richtlinien (Good Manufacturing Practice), die besonders in der pharmazeutischen Industrie relevant sind. Diese Richtlinien definieren GMP-Klassen, wie z.B. Klasse D, die spezifische Anforderungen an die kontrollierte Umgebung stellen und oft in Verbindung mit den ISO 14644-1 und GMPAnnex 1 betrachtet werden. Die Einhaltung dieser Reinraumstandards ist entscheidend für die Qualitätssicherung.
Klassifizierung von Reinräumen
Überblick über die ISO 14644
Die ISO 14644 Normenreihe bietet einen umfassenden Rahmen für die Klassifizierung und Überwachung von Reinräumen. Ein zentraler Aspekt ist die Bestimmung der Partikelanzahl, die gemäß ISO 14644-1 gemessen wird. Diese ISO-Norm legt fest, wie viele Partikel pro m³ einer bestimmten Größe in einer kontrollierte Umgebung vorhanden sein dürfen, um eine bestimmte Reinraumklasse zu erreichen. Die Messmethoden sind in ISO 14644-1 und ISO 14664-3 beschrieben, welche die standardisierten Verfahren zur Erfassung und Analyse von Partikeln in den Reinräumen definieren.
Reinraumklassen nach DIN EN ISO 14644-1
Die DIN EN ISO 14644-1 definiert die Reinraumklassen von ISO 1 bis ISO 9. Diese Klassifizierung basiert auf der Partikelzahl bestimmter Größen in der Luft.
ISO-Klasse
Sauberkeit
ISO 1
Höchste Sauberkeit
ISO 9
Niedrigste Sauberkeit
Die Messung der Partikelanzahl erfolgt nach ISO 14644-1, und die Methoden zur Probenahme und Analyse sind in ISO 14644-1 und ISO 14664-3 detailliert beschrieben. Jede ISO-Klasse hat maximal zulässige Grenzwerte für die Anzahl der Partikel pro m³, die nicht überschritten werden dürfen, um die Einhaltung der jeweiligen ISO-Klasse zu gewährleisten.
Vergleich der Reinraumklassen
Ein Vergleich der Reinraumklassen verdeutlicht die Unterschiede in den Anforderungen an die Luftqualität. Die Wahl der geeigneten Reinraumklasse hängt von den spezifischen Prozessen und den damit verbundenen Risiken der Kontamination ab.
Reinraumklasse
Partikelkonzentration
Reinraum der Klasse 1
extrem geringe Partikelkonzentration
Reinraumklasse ISO 8 oder ISO 9
höhere Partikelzahlen zulässig
In der pharmazeutischen Industrie entsprechen die GMP-Klassen oft bestimmten ISO-Klassen; so kann beispielsweise eine GMP-Klasse A ähnliche Anforderungen wie eine ISO-Klasse 5 erfüllen.
Reinraumklasse 8 im Detail
Definition der ISO Klasse 8
Reinräume der Klasse ISO 8 gehören zu den weltweit am häufigsten gebauten Reinräumen und spielen in verschiedenen Branchen eine wichtige Rolle. Um die geforderte Luftqualität zu erreichen, wird üblicherweise eine mehrstufige Luftfiltration eingesetzt, bestehend aus einem Vorfilter, einem Zwischenfilter und einem Endfilter. Die Luftbewegung in ISO 8 Reinräumen ist nicht-unidirektional, was bedeutet, dass die zugeführte saubere Luft mit der bereits im Raum befindlichen Luft vermischt wird. Die Abluftöffnungen werden in dieser Reinraumklasse typischerweise an den Wänden angebracht.
Die erforderliche Anzahl der Luftwechsel pro Stunde ist von der Art der durchgeführten Tätigkeiten und der Anzahl des anwesenden Personals abhängig, wobei als Richtwert 10 bis 40 Luftwechsel pro Stunde angestrebt werden können. Im Vergleich zu höheren Reinraumklassen hält sich das Personal in ISO 8Reinräumen häufig dauerhaft auf. Die Mitarbeiter können dabei in Standard-Arbeitskleidung tätig sein, während Besucher mit Einwegkittel ausgestattet werden. Zur Aufrechterhaltung der Raumluftqualität wird empfohlen, einen Mindestüberdruck von 5 bis 10 Pascal gegenüber der angrenzenden Zone sicherzustellen. Ein wesentlicher Bestandteil des ordnungsgemäßen Betriebs eines ISO 8–Reinraums ist die regelmäßige messtechnische Überprüfung durch ein akkreditiertes Labor.
Grenzwerte für Partikelzahl
Die DIN EN ISO 14644-1 legt die Grenzwerte für die Partikelzahl in Reinraumklassen fest. Für die ISO-Klasse 8 gelten spezifische Anforderungen, die wie folgt zusammengefasst werden können:
Merkmal
Details
Klasse
ISO 8
Anforderung
Spezifische Grenzwerte für Partikel pro m³ in einer kontrollierten Umgebung zur Einhaltung der ISO-Klasse 8.
Die Messung der Partikelanzahl erfolgt gemäß den Standards der ISO 14644, wobei die Methoden zur Probenahme und Analyse in ISO 14644-1 und anderen Teilen der Normenreihe detailliert beschrieben sind.
Konkret bedeutet dies, dass in einem Reinraum ISO der Klasse 8 die Partikelkonzentration bestimmte maximale Werte nicht überschreiten darf. Diese Werte sind nach Partikelgröße gestaffelt, um sicherzustellen, dass sowohl kleine als auch größere Partikel in der kontrollierte Umgebung minimiert werden. Die Einhaltung dieser Grenzwerte ist entscheidend, um die Integrität der Prozesse zu gewährleisten, die in den Reinräumen durchgeführt werden. Die regelmäßige Überwachung und Wartung der Reinräume ist daher unerlässlich.
Anwendungen der Klasse 8 in der Branche
Die ISO-Klasse 8 findet breite Anwendung in verschiedenen Branchen, in denen eine kontrollierte Umgebung erforderlich ist, aber nicht die extrem hohen Anforderungen der ISO 1 bis ISO 5 gelten. In der pharmazeutischen Industrie wird die Klasse 8 häufig für die Herstellung von nicht-sterilen Produkten, die Vorbereitung von Rohstoffen und die Verpackung von Arzneimitteln verwendet. Auch in der Medizintechnik und der Halbleiterfertigung gibt es zahlreiche Anwendungen für Reinräume der ISO-Klasse 8, insbesondere bei Prozessen, die eine gewisse Sauberkeit erfordern, aber keine vollständig sterile Umgebung benötigen.
Für die regelmäßige messtechnische Überprüfung der Reinraum ISO Klasse 8 stehen spezialisierte Labore zur Verfügung, die Messdienstleistungen anbieten. Das MQV LABOR mit Sitz in Auerbach, Deutschland, deckt mit seinen Messdienstleistungen ganz Deutschland ab. Ein weiteres Labor, das Reinraummessungen durchführt, ist das Unternehmen KVALIFIKACE VALIDACE mit Sitz in Ostrava, Tschechische Republik, das ebenfalls für Messungen in ganz Deutschland tätig ist. Diese Labore stellen sicher, dass die Reinräume die Anforderungen der DIN EN ISO 14644-1 erfüllen und die Einhaltung der Grenzwerte für die Partikelzahl gewährleistet ist.
Einhalten von GMP-Anforderungen
Was ist GMP und warum ist es wichtig?
GMP, oder Good Manufacturing Practice, ist ein System von Richtlinien und Vorschriften, das sicherstellt, dass Produkte, insbesondere in der pharmazeutischen Industrie, konsistent und gemäß den Qualitätsstandards hergestellt und kontrolliert werden. Die Einhaltung der GMP-Anforderungen ist entscheidend, um die Sicherheit, Wirksamkeit und Qualität von Arzneimitteln zu gewährleisten. GMP umfasst alle Aspekte der Produktion, von den Ausgangsmaterialien über die Produktionsprozesse bis hin zur Verpackung und Lagerung der Endprodukte. Die Norm dient dazu, Risiken zu minimieren, die sich aus Kontaminationen, Fehlern oder Abweichungen ergeben können.
GMP Klasse und ihre Bedeutung
Die GMP-Klassen definieren die Anforderungen an die kontrollierte Umgebung in der pharmazeutischen Produktion. Jede GMP-Klasse stellt spezifische Anforderungen an die Luftqualität, die Oberflächensauberkeit und die kontrollierte Umgebungen. Die GMP-Klassen werden typischerweise mit den ISOReinraumklassen in Verbindung gebracht, wobei bestimmte GMP-Klassen ähnliche Anforderungen wie bestimmte ISO-Klassen erfüllen. Beispielsweise kann eine GMP-Klasse A ähnliche Bedingungen wie eine ISO-Klasse 5 erfordern, während eine GMP-Klasse D möglicherweise mit einer ISO-Klasse 8 vergleichbar ist. Die Wahl der geeigneten GMP-Klasse hängt von der Art des Produkts und den damit verbundenen Risiken ab.
Reinraumklassen nach EG-GMP-Leitfaden
Der EG-GMP-Leitfaden legt die Standards für die Reinraumklassen in der pharmazeutischen Industrie fest. Diese Richtlinien definieren die Anforderungen an die kontrollierte Umgebung, um sicherzustellen, dass Arzneimittel unter Bedingungen hergestellt werden, die die Qualität und Sicherheit gewährleisten. Die Reinraumklassen nach EG-GMP-Leitfaden umfassen Klasse A, B, C und D, wobei Klasse A die höchsten Anforderungen an die Sauberkeit stellt und Klasse D die niedrigsten. Diese Klassifizierung basiert auf der Partikelanzahl und der mikrobiellen Kontamination in den Reinräumen.
Kontaminationskontrolle in Reinräumen
Wichtige Aspekte der Kontaminationskontrolle
Die Kontaminationskontrolle in Reinräumen ist von entscheidender Bedeutung, um die Integrität der dort stattfindenden Prozesse zu gewährleisten. Verschiedene Faktoren spielen dabei eine Rolle, darunter die Luftqualität, die Oberflächensauberkeit und das Verhalten des Personals. Eine effektive Kontaminationskontrolle umfasst die Minimierung der Partikelanzahl in der Luft, die regelmäßige Reinigung und Desinfektion von Oberflächen sowie die Schulung der Mitarbeiter in Bezug auf Hygienepraktiken und das richtige Tragen von Schutzkleidung. Die Einhaltung dieser Maßnahmen trägt dazu bei, die Reinraumklasse zu erhalten und das Risiko von Verunreinigungen zu minimieren.
Maximal zulässige Grenzwerte
Die maximal zulässigen Grenzwerte für die Partikelanzahl in Reinräumen sind in der DIN EN ISO 14644-1 festgelegt. Diese ISO-Norm definiert die Reinraumklassen von ISO 1 bis ISO 9, wobei jede ISO-Klasse spezifische Grenzwerte für die Anzahl der Partikel pro m³ Luft hat. Die Messung der Partikelzahl erfolgt nach standardisierten Verfahren, um die Einhaltung der Reinraumstandards zu überprüfen. Zu den untersuchten Parametern zählen die Partikelanzahl nach ISO 14644-1, die Regenerationszeit des Raumes sowie der Druckunterschied zwischen den Räumen. Das Leistungsspektrum von KVALIFIKACE VALIDACE ist besonders umfangreich und beinhaltet neben der Partikelanzahlmessung nach ISO 14644-1 auch die Bestimmung der Regenerationszeit, der Druckdifferenz zwischen Räumen, einen Rauchtest sowie die Messung von Lufttemperatur und relativer Luftfeuchtigkeit.
Strategien zur Wartung und Überwachung
Die Wartung und Überwachung von Reinräumen sind unerlässlich, um die Sauberkeit und die Einhaltung der Reinraumklassen sicherzustellen. Regelmäßige Messungen der Partikelanzahl gemäß der Norm DIN EN ISO 14644 helfen dabei, Abweichungen von den Grenzwerten frühzeitig zu erkennen und zu beheben. Die Wartung umfasst die Reinigung und Desinfektion der Oberflächen, den Austausch von Filtern in den Lüftungsanlagen und die Überprüfung der Dichtigkeit der Reinräume. Die Überwachung beinhaltet auch die Kontrolle des Personalsverhaltens und die Schulung in Bezug auf Hygienepraktiken. Durch diese Strategien wird sichergestellt, dass die Reinräume die Anforderungen erfüllen und die Prozesse vor Kontamination geschützt werden.
Fallstudien und Anwendungen
Reinräume in der Luft- und Raumfahrt
In der Luft- und Raumfahrt spielen Reinräume eine entscheidende Rolle bei der Herstellung und Montage von Bauteilen. Die hohen Anforderungen an die Sauberkeit sind notwendig, um die Zuverlässigkeit und Leistungsfähigkeit der Flugzeuge und Raumfahrzeuge zu gewährleisten. Reinräume in dieser Branche werden häufig nach ISO-Klassen klassifiziert, wobei je nach Anwendung unterschiedliche Reinraumklassen erforderlich sind. Die Kontaminationskontrolle ist besonders wichtig, um das Risiko von Fehlfunktionen und Ausfällen zu minimieren. Durch die Verwendung von Reinräumen wird sichergestellt, dass die Bauteile frei von Verunreinigungen sind und die hohen Qualitätsstandards erfüllt werden.
Reinräume in der Elektronikbranche
In der Elektronikbranche sind Reinräume unerlässlich, um die Herstellung von Halbleitern und anderen elektronischen Bauteilen zu gewährleisten. Die Miniaturisierung der Bauteile erfordert eine extrem saubere Umgebung, um Partikelkontamination zu vermeiden, die zu Fehlfunktionen führen könnte. Reinräume in dieser Branche werden typischerweise nach ISO-Klassen klassifiziert, wobei oft ISO 1 bis ISO 5 Reinräume zum Einsatz kommen. Die Kontaminationskontrolle umfasst die Verwendung von speziellen Filtern, die regelmäßige Reinigung der Oberflächen und die Schulung der Mitarbeiter in Bezug auf Hygienepraktiken. Durch die Verwendung von Reinräumen wird sichergestellt, dass die elektronischen Bauteile die hohen Anforderungen an Qualität und Zuverlässigkeit erfüllen.
Erfolgreiche Implementierungen von Reinraumklassen
Die erfolgreiche Implementierung von Reinraumklassen in verschiedenen Branchen erfordert eine sorgfältige Planung und Umsetzung. Eine wichtige Voraussetzung ist die Auswahl der geeigneten Reinraumklasse, die auf den spezifischen Anforderungen des Prozesses basiert. Die Einhaltung der NormDIN EN ISO 14644 ist entscheidend, um die Luftqualität und die Sauberkeit zu gewährleisten. Regelmäßige Messungen der Partikelanzahl und die Überwachung der kontrollierte Umgebung tragen dazu bei, die Reinraumklasse aufrechtzuerhalten. Erfolgreiche Implementierungen zeichnen sich durch eine enge Zusammenarbeit zwischen den Reinraumexperten, den Anlagenbetreibern und den Mitarbeitern aus, um sicherzustellen, dass alle Anforderungen erfüllt werden und die Prozesse optimal ablaufen.
Häufige Fehler bei den Anforderungen für Reinraum ISO 8
Unklare Anwendungsdefinition: Keine präzise Festlegung der Prozesse und Produkte, die im Reinraum stattfinden, führt zu falschen Anforderungen an Sauberkeit und Ausstattung.
Fehlende Risikobewertung: Unterlassen einer Risikobewertung (z. B. FMEA) führt dazu, dass kritische Kontaminationsquellen übersehen werden.
Unzureichende Dokumentation: Fehlende oder lückenhafte Verfahrensanweisungen, Reinigungspläne und Qualifizierungsdokumente widersprechen den Normanforderungen.
Nichtbeachtung der Luftwechselraten: Falsche Annahmen oder Vernachlässigung der erforderlichen Luftwechsel können Partikelkonzentrationen erhöhen.
Fehlerhafte Raumaufteilung und Ablaufplanung: Ungünstige Anordnung von Personal, Material- und Produktflüssen verursacht Kreuzkontamination und ineffiziente Prozesse.
Mangelhafte Personalschulungen: Unzureichendes Training zu Verhaltensregeln, Reinraumkleidung und Prozessabläufen führt zu Bedienungsfehlern und Kontaminationen.
Falsche Auswahl der Reinraumbekleidung: Ungeeignete Materialien, falsche An- und Ausziehverfahren oder mangelnde Reinigung und Lagerung der Bekleidung beeinträchtigen die Partikelkontrolle.
Unzureichende Qualifizierung und Validierung: Auslassen oder unvollständige Durchführung von Installations-, Betriebs- und Leistungsqualifizierung (IQ/OQ/PQ) für Anlagen und Systeme.
Vernachlässigung von Monitoring und Trendanalysen: Kein kontinuierliches Umweltmonitoring (Partikel, mikrobiologisch) oder fehlende Auswertung von Trends verhindert rechtzeitige Korrekturmaßnahmen.
Ungeeignete Reinigungs- und Desinfektionsverfahren: Falsche Produkte, Konzentrationen oder Reinigungsfrequenzen führen zu unzureichender Kontaminationskontrolle oder Materialschäden.
Fehler bei Filter- und Lüftungssystemen: Unzureichende Filterklassen, mangelhafte Filtereinbauten oder fehlende Wartung verschlechtern die Luftqualität.
Unangemessene Material- und Geräteauswahl: Einsatz von leicht partikelfreisetzenden Materialien oder schwer zu reinigenden Geräten erhöht Kontaminationsrisiken.
Ignorieren von Übergangsbereichen: Fehlende oder falsch gestaltete Schleusen und Ankleideräume erlauben Kontaminationsübertragungen zwischen Reinraumklassen.
Nichteinhaltung von Normen und Regularien: Unkenntnis oder bewusste Abweichung von ISO 14644 und branchenspezifischen Vorgaben führt zu Compliance-Problemen.
Unzureichende Wartungspläne: Keine regelmäßige Wartung von Lüftungs-, Filter- und Messanlagen vermindert die Betriebszuverlässigkeit.
Vernachlässigung von Temperatur- und Feuchtigkeitskontrolle: Schwankungen können Prozesse und mikrobiologische Belastung beeinflussen.
Fehlendes Änderungsmanagement: Keine strukturierte Bewertung und Dokumentation von Änderungen an Anlagen, Prozessen oder Räumen erhöht das Risiko unbeabsichtigter Folgen.
Mangelnde Kapazitätsplanung: Überbelegung oder ungeeignete Personaldichten führen zu erhöhter Partikel- und Kontaminationsbelastung.
Was bedeutet reinraum nach din en iso 14644 und wie hängt das mit iso 8 zusammen?
Ein Reinraum ist eine kontrollierte Umgebung, in der die Konzentration von Partikeln in der Luft geregelt wird. Die Norm ISO 14644-1 definiert Reinraumklassen, darunter ISO 14644-1 Klasse 8 (häufig „ISO 8“ genannt), die ehemals Klasse 100.000 entsprach. Reinraum der ISO-Klasse 8 legt zulässige Grenzwerte für Partikel pro Kubikmeter Luft fest und dient häufig für weniger kritische Produktionsschritte oder Verpackung in der Elektronik und anderen Branchen.
Wie werden die grenzwerte für die mikrobiologische kontamination im Annex 1 und norm iso geregelt?
Die Grenzwerte für die mikrobiologische Kontamination werden in Richtlinien wie dem Annex 1 der EU-GMP und ergänzend in nationalen Normen definiert. Norm ISO 14644 behandelt hauptsächlich Partikel und die Luftreinheit (Partikeln in der Luft, Partikel pro Kubikmeter Luft); für mikrobiologische Grenzwerte sind Zusatzdokumente und pharmazeutische Vorgaben entscheidend. In Reinräumen für medizinische Geräte und Pharma ist die Einhaltung dieser Grenzwerte verpflichtend.
Welche zulässige anzahl partikel pro kubikmeter luft gilt für iso 14644-1 klasse 8?
Für ISO 14644-1 Klasse 8 sind die zulässigen Konzentrationen an Partikeln pro Kubikmeter Luft spezifiziert (beispielsweise für 0,5 µm und 5 µm Partikel). Die genaue zulässige Anzahl hängt von Partikelgröße und Messbedingungen ab; typische Tabellen in der Norm geben die Werte an. Dadurch lässt sich bewerten, ob ein Reinraum den Anforderungen entspricht.
Warum ist die einhaltung der norm iso und iso 9001 zertifiziert wichtig für die elektronik-industrie?
Für die Elektronik sind stabile Reinraumbedingungen essentiell, da empfindliche Bauteile durch Partikel kontaminiert werden können. Die Einhaltung der Norm ISO 14644 sowie Qualitätsmanagement nach ISO 9001 zertifiziert Prozesse, reduziert Ausfälle und dokumentiert, dass der Reinraum kontrolliert betrieben wird. Aspekte wie Temperatur und Feuchtigkeit, Luftwechsel und Filterleistung beeinflussen die Produktqualität und sollten überwacht werden.
Inwiefern sind spezielle reinraumklassen und reinraumklassen a oder reinraumklasse d relevant für medizinische geräte?
Für die Produktion medizinischer Geräte sind unterschiedliche Reinraumklassen relevant: von strengeren Klassifizierungen wie Reinraumklassen A für kritische Operationsschritte bis zu weniger strengen Klassen wie D. Reinräume für medizinische Geräte müssen oft sowohl Partikel- als auch mikrobiologische Grenzwerte erfüllen und werden gemäß regulatorischer Vorgaben klassifiziert, z.B. durch Anhang 1 der GMP-Anforderungen.
Was versteht man unter kontrollierte umgebungen und wie reichen von iso 1 bis iso 8 die Klassen?
Kontrollierte Umgebungen sind Räume, in denen Parameter wie Partikelkonzentration, Temperatur und Feuchtigkeit systematisch gesteuert werden. Die Reinraumklassen sind definiert und reichen von ISO 1 (strengste Klasse mit den geringsten Partikeln pro Kubikmeter) bis ISO 9 (nahe Umgebungsluft). ISO 8 ist somit am unteren Ende der Reinheitsanforderungen und eignet sich für weniger kritische Prozesse.
Wie beeinflussen temperatur und feuchtigkeit sowie energie- und kosteneffizienz den Betrieb eines reinraums?
Temperatur und Feuchtigkeit müssen in vielen Reinräumen konstant gehalten werden, um Prozesse und Produktqualität zu sichern. Diese Regelung erfordert Energie, weshalb Aspekte wie Energie- und Kosteneffizienz bei Planung und Betrieb wichtig sind. Optimierte Luftführung, effiziente Filter und bedarfsgesteuerte Lüftung reduzieren Betriebskosten, ohne die Einhaltung der Reinraumklassen zu gefährden.
Wie wird die regelmäßige prüfung der kontamination und die messung der partikel pro kubikmeter durchgeführt?
Die Prüfung erfolgt mit Partikelzählern, die Partikelkonzentrationen in Kubikmeter Luft messen. Protokolle aus der Norm ISO 14644 und ergänzende Richtlinien beschreiben Messpunkte, Häufigkeit und Methoden. Zusätzlich werden mikrobiologische Überwachungen durchgeführt, um Grenzwerte für die mikrobiologische Kontamination zu kontrollieren. Für spezifische Branchen wie Elektronik oder Pharma gelten oft zusätzliche Vorgaben, z.B. für Klasse 100 oder Klasse 2 Bereiche.
Reinräume sind essenziell in vielen Branchen, in denen Präzision und Sauberkeit entscheidend sind. Die Reinraumklassifizierung nach ISO, insbesondere die Reinraum ISO 5 Anforderungen, spielt dabei eine zentrale Rolle. Dieser Artikel beleuchtet die verschiedenen Reinraumklassen, die Bedeutung von ISO- und GMP-Standards und gibt einen Überblick über die Anwendungsbereiche von Reinräumen.
Einführung in Reinräume
Was sind Reinräume?
Reinräume sind speziell konstruierte Räume, in denen die Partikelkonzentration in der Raumluft minimiert wird. Diese Reinräume werden nach verschiedenen Reinraumklassen eingeteilt, wobei die ISO-Klassifizierung gemäß ISO 14644-1 eine weit verbreitete Norm darstellt. Das Ziel ist, eine definierte Reinheit zu gewährleisten, um Kontaminationen zu vermeiden, die in sensiblen Prozessen wie der Halbleiterfertigung oder pharmazeutischen Produktion auftreten können.
Warum sind Reinräume wichtig?
Reinräume sind wichtig, weil sie die Produktqualität und Prozessstabilität gewährleisten. In der Elektronik und der Luft- und Raumfahrt können selbst kleinste Verunreinigungen verheerende Auswirkungen haben. In der pharmazeutischen Industrie ist die Sterilität von Produkten unerlässlich, um die Gesundheit der Patienten zu schützen. Die Reinraumklassen, wie beispielsweise die Reinraum ISO 5 Anforderungen, definieren die zulässigen Grenzwerte für Partikel pro Kubikmeter, um diese Risiken zu minimieren.
Anwendungsbereiche von Reinräumen
Die Anwendungsbereiche von Reinräumen sind vielfältig. Viele Industrien profitieren von diesen kontrollierten Umgebungen, beispielsweise:
Die Halbleiterfertigung, die Reinräume der Klassen ISO 1 bis ISO 3 benötigt, um die Präzision bei der Herstellung von Mikrochips zu gewährleisten.
Die pharmazeutische Industrie, die Reinräume der Klasse ISO 5 bis ISO 9 für die Herstellung steriler Produkte einsetzt.
Auch in der Luft- und Raumfahrt, der Medizintechnik und der Lebensmittelindustrie finden Reinräume breite Anwendung, um höchste Qualitätsstandards zu sichern. Die Reinraumklassen nach DIN EN ISO 14644-1 helfen, die passende Umgebung für jede Anwendung zu definieren.
Reinraumklassen nach DIN EN ISO 14644-1
Überblick über Reinraumklassen
Die Reinraumklassen nach DIN EN ISO 14644-1 definieren die zulässige Partikelkonzentration in Reinräumen. Es gibt verschiedene Reinraumklassen, die von ISO 1 bis ISO 9 reichen. ISO 1 stellt die höchste Reinheit dar, während ISO 9 die niedrigste Reinraumklasse ist. Jede Klasse gibt den Grenzwert für die Anzahl von Partikeln bestimmter Größen pro Kubikmeter Luft vor. Die Norm DIN EN ISO 14644-1 ist international anerkannt und dient als Grundlage für die Reinraumklassifizierung in zahlreichen Branchen.
Reinraumklassen Tabelle
Eine Reinraumklassen-Tabelle gibt einen detaillierten Überblick über die zulässigen Partikelkonzentrationen für jede ISO-Klasse. Solche Tabellen sind essenziell, um die Reinheit zu überwachen und sicherzustellen, dass die Reinräume die Anforderungen der jeweiligen ISO-Norm erfüllen. Die Reinraumklassen-Tabelle hilft, die passende Reinraumklasse für eine spezifische Anwendung auszuwählen.
ISO Klasse
Maximale Partikelkonzentration (0,5 µm)
ISO 5
3.520 Partikel pro Kubikmeter
ISO 5 Anforderungen
Die Reinraum ISO 5 Anforderungen sind besonders streng und werden in Branchen wie der Pharmazie und der Elektronik angewendet. Ein Reinraum der Klasse ISO 5, auch als Klasse 100 bekannt, erfordert eine hohe Luftreinheit und strenge Kontrollmaßnahmen. Die Einhaltung der ISO 5 Anforderungen beinhaltet regelmäßige Partikelmessungen und eine effiziente Filterung der Raumluft, um die zulässigen Grenzwerte nicht zu überschreiten. Die ISO-Klasse 5 ist entscheidend, um Kontaminationen zu vermeiden und die Qualität empfindlicher Produkte sicherzustellen.
Klassifizierung von Reinräumen
ISO und GMP Standards
Die Klassifizierung von Reinräumen erfolgt häufig nach ISO- und GMP-Standards. GMP (Good Manufacturing Practice) Richtlinien, insbesondere in der pharmazeutischen Industrie, fordern die Einhaltung bestimmter Reinraumklassen, um die Qualität und Sicherheit von Medikamenten zu gewährleisten. ISO-Standards, wie die ISO 14644-1, definieren die technischen Anforderungen an Reinräume, während GMP die praktischen Aspekte der Reinraumumgebung und -prozesse regelt. Die Kombination von ISO und GMP stellt sicher, dass Reinräume sowohl technisch als auch operativ den höchsten Standards entsprechen.
Reinraumklassifizierung nach Branche
Die Reinraumklassifizierung variiert je nach Branche und Anwendungsbereich. In der Halbleiterfertigung sind Reinräume der Klassen ISO 1 bis ISO 3 erforderlich, um Verunreinigungen zu minimieren, die die Funktionalität von Mikrochips beeinträchtigen könnten. Die pharmazeutische Industrie benötigt Reinräume der Klasse ISO 5 bis ISO 9, um sterile Produkte herzustellen.
Reinräume der ISO-Klasse 5 kommen vorrangig in der Pharmazie und Medizintechnik zum Einsatz. Sie werden vereinzelt aber auch in Unternehmen eingesetzt, die hochsensible Elektronikbauteile oder optische Präzisionssysteme fertigen.
Die Wahl der Reinraumklasse hängt von den spezifischen Anforderungen der jeweiligen Branche ab.
Partikelkonzentration und Sauberkeit
Die Partikelkonzentration ist ein entscheidender Faktor bei der Klassifizierung von Reinräumen. Eine niedrige Partikelkonzentration bedeutet eine höhere Sauberkeit und somit eine geringere Wahrscheinlichkeit für Kontaminationen.
Die offizielle Klassifizierung eines Reinraums nach ISO 14644-1 dient dem Nachweis, dass die geforderten Partikelkonzentrationen tatsächlich eingehalten werden. Der Kernparameter ist die Partikelanzahlmessung, mit der die tatsächliche Luftreinheit gegen die Grenzwerte der ISO-Klasse 5 geprüft wird.
Die Reinraum ISO 5 Anforderungen legen beispielsweise fest, wie viele Partikel pro Kubikmeter Luft zulässig sind, um die Sterilität und Reinheit der Produkte zu gewährleisten. Regelmäßige Messungen und Kontrollen sind notwendig, um die geforderte Sauberkeit aufrechtzuerhalten und die ISO-Standards zu erfüllen.
Besonderheiten der ISO 5 Klasse
Technische Anforderungen
Das Herzstück eines jeden ISO 5 Reinraums ist seine ausgeklügelte, mehrstufige Filtrationsanlage. Diese Anlage beinhaltet in der Regel einen Vorfilter der Klasse F7, der größere Partikel effektiv zurückhält. Darauf folgen ein Zwischenfilter H10 und ein abschließender Schwebstofffilter H14, der selbst feinste Partikel zuverlässig aus der Raumluft entfernt und somit die Reinheit sicherstellt. Diese effiziente Filterung trägt dazu bei, die Reinraum ISO 5 Anforderungen zu erfüllen.
In Reinräumen der Klasse ISO 5 strömt die Luft unidirektional, was bedeutet, dass sie gleichmäßig und parallel gerichtet durch den gesamten Raum fließt. Die Abluftöffnungen sind typischerweise im unteren Wandbereich oder direkt im Boden platziert, sodass Partikel kontinuierlich nach unten abtransportiert werden, ohne sich aufzuwirbeln und Kontamination zu verursachen. Ein anerkannter Richtwert ist eine Strömungsgeschwindigkeit von etwa 0,45 m/s, um die Partikel zu entfernen.
Reinräume der ISO-Klasse 5 werden mit einem Überdruck von mindestens 10 Pascal gegenüber der unmittelbar angrenzenden Zone betrieben. Dieser Überdruck minimiert die Partikelabgabe durch Haut, Haare und Kleidung auf ein Minimum. Die Einhaltung dieser technischen Anforderungen ist entscheidend, um die hohen Standards der Reinraum ISO 5 Anforderungen zu erfüllen und eine saubere Umgebung zu gewährleisten, besonders in pharmazeutisch sensiblen Bereichen.
Vergleich zu ISO 7
Der Vergleich zwischen ISO 5 und ISO 7 Reinräumen verdeutlicht die unterschiedlichen Anforderungen an die Partikelkonzentration. Ein ISO 5 Reinraum erfordert eine deutlich geringere Partikelkonzentration als ein ISO 7 Reinraum. Dies bedeutet, dass ISO 5 Reinräume in der Regel mit aufwendigeren Filtersystemen und strengeren Kontrollmaßnahmen betrieben werden müssen, um die erforderliche Reinheit zu gewährleisten. Reinräume der Klasse ISO 5 werden oft in Anwendungen eingesetzt, die höchste Präzision erfordern.
Während ISO 7 Reinräume in der pharmazeutischen Industrie für weniger kritische Prozesse verwendet werden können, sind ISO 5 Reinräume oft für sterile Abfüllungen und andere hochsensible Anwendungen erforderlich. Die Reinraumklassifizierung nach ISO 14644-1 hilft, die geeignete Reinraumklasse für den jeweiligen Anwendungsbereich zu bestimmen. In einem ISO 7 Reinraum sind höhere Partikelkonzentrationen erlaubt als in einem ISO 5 Reinraum, was sich auf die technischen Anforderungen und die Überwachung auswirkt.
Die Wahl zwischen ISO 5 und ISO 7 hängt stark von der jeweiligen Branche und den spezifischen Anforderungen des Prozesses ab. Branchen, die eine sehr hohe Reinheit benötigen, wie die Halbleiterfertigung oder bestimmte Bereiche der Medizintechnik, bevorzugen ISO 5 Reinräume. In der pharmazeutischen Industrie werden beide Klassen eingesetzt, wobei ISO 5 für kritischere Anwendungen reserviert ist, um Kontamination zu vermeiden und die Qualität der Produkte sicherzustellen.
Relevante Anwendungen in der Biotechnologie
In der Biotechnologie sind Reinräume der Klasse ISO 5 essenziell, um die Sterilität und Reinheit von Zellkulturen und anderen biologischen Materialien zu gewährleisten. Reinräume der Klasse ISO 5 kommen bei der Herstellung von sterilen Arzneimitteln, Injektionslösungen und Zelltherapien zum Einsatz. Die Reinraum ISO 5 Anforderungen sind entscheidend, um Kontaminationen zu vermeiden, die die Ergebnisse von Experimenten oder die Qualität von Produkten beeinträchtigen könnten. Die präzise Steuerung der Partikelkonzentration ist hier von größter Bedeutung.
Die Anwendungen von ISO 5 Reinräumen in der Biotechnologie umfassen auch die Durchführung von hochsensiblen Analysen und die Herstellung von Diagnostika. Um die Reinheit zu gewährleisten, müssen die Reinräume regelmäßig gewartet und überwacht werden. Die Einhaltung der GMP-Richtlinien ist in diesem Zusammenhang unerlässlich, um die Qualität und Sicherheit der Produkte zu gewährleisten. Die Reinraumklassifizierung nach ISO 14644-1 dient als Grundlage für die Festlegung der notwendigen Kontrollmaßnahmen.
Ein weiterer wichtiger Anwendungsbereich ist die Herstellung von sterilen Medizinprodukten, die direkt mit dem menschlichen Körper in Kontakt kommen. Die Reinräume der Klasse ISO 5 sind in der Lage, die Anforderungen an die Partikelkonzentration zu erfüllen und somit das Risiko von Infektionen zu minimieren. Durch die strikte Einhaltung der Reinraum ISO 5 Anforderungen wird sichergestellt, dass die Produkte steril und sicher für den Patienten sind. Die Investition in hochwertige Reinräume zahlt sich daher langfristig aus.
Zusammenfassung und Ausblick
Wichtige Erkenntnisse zu Reinraumklassen
Die Reinraumklassen spielen eine entscheidende Rolle bei der Gewährleistung von Qualität und Sicherheit in verschiedenen Branchen. Die ISO 14644-1 Norm bietet einen international anerkannten Rahmen für die Klassifizierung von Reinräumen, wobei die Reinraum ISO 5 Anforderungen besonders streng sind. Die Einhaltung der Reinraumklassen, von ISO 1 bis ISO 9, ist entscheidend, um Kontaminationen zu vermeiden und die Integrität von Prozessen und Produkten zu gewährleisten. Die Wahl der richtigen Reinraumklasse hängt von der spezifischen Anwendung ab.
Reinräume der Klasse ISO 5 sind in Branchen wie der Pharmazie, der Medizintechnik und der Halbleiterfertigung unerlässlich, wo höchste Reinheit gefordert ist. Die GMP-Richtlinien ergänzen die ISO-Standards und stellen sicher, dass Reinräume nicht nur technisch, sondern auch operativ den höchsten Standards entsprechen. Die regelmäßige Überwachung der Partikelkonzentration und die Einhaltung der Reinraum ISO 5 Anforderungen sind unerlässlich, um die Reinheit aufrechtzuerhalten und die Produktqualität sicherzustellen.
Die Bedeutung von Reinraumklassen und der ISO 14644-1 Norm kann nicht hoch genug eingeschätzt werden, da sie die Grundlage für sichere und effiziente Produktionsprozesse bilden. Die Investition in hochwertige Reinräume und die Einhaltung der entsprechenden Standards zahlt sich langfristig aus, da sie das Risiko von Kontaminationen minimiert und die Qualität der Produkte sicherstellt. Daher ist es wichtig, sich umfassend über die verschiedenen Reinraumklassen und ihre Anforderungen zu informieren.
Zukünftige Entwicklungen in der Reinraumtechnologie
Die Reinraumtechnologie entwickelt sich stetig weiter, um den wachsenden Anforderungen verschiedener Branchen gerecht zu werden. Zukünftige Entwicklungen könnten verbesserte Filtertechnologien, energieeffizientere Reinraumsysteme und innovative Materialien umfassen, die die Reinheit weiter erhöhen. Neue Methoden zur Überwachung der Partikelkonzentration könnten die Effizienz und Genauigkeit der Reinraumkontrolle verbessern. Die kontinuierliche Forschung und Entwicklung in diesem Bereich ist entscheidend, um die Reinraum ISO 5 Anforderungen und die Reinraumklassen effizienter zu erfüllen.
Auch die Automatisierung und Robotik spielen eine zunehmend wichtige Rolle in der Reinraumtechnologie. Der Einsatz von Robotern in Reinräumen kann das Kontaminationsrisiko weiter reduzieren und die Effizienz der Prozesse erhöhen. Darüber hinaus könnten Fortschritte in der künstlichen Intelligenz dazu beitragen, Reinraumumgebungen besser zu überwachen und zu steuern. Diese Entwicklungen zielen darauf ab, die Reinheit zu maximieren und die Betriebskosten zu senken, während die Reinraum ISO 5 Anforderungen erfüllt werden.
Die Integration von Big Data und Cloud-Technologien könnte ebenfalls die Reinraumtechnologie revolutionieren, indem sie eine umfassende Analyse von Reinraumdaten ermöglicht. Dies könnte dazu beitragen, Trends und Muster zu erkennen, die zur Optimierung der Reinraumleistung genutzt werden können. Insgesamt versprechen die zukünftigen Entwicklungen in der Reinraumtechnologie eine noch höhere Reinheit, Effizienz und Sicherheit, was insbesondere für Branchen wie die pharmazeutische Industrie von großer Bedeutung ist.
Schlussfolgerungen für verschiedene Branchen
Verschiedene Branchen ziehen unterschiedliche Schlussfolgerungen bezüglich der Reinraumklassen. Einige Beispiele hierfür sind:
In der pharmazeutischen Industrie ist die Einhaltung der GMP-Richtlinien und der Reinraum ISO 5 Anforderungen unerlässlich, um die Sterilität und Sicherheit von Medikamenten zu gewährleisten.
Die Halbleiterfertigung benötigt Reinräume der Klassen ISO 1 bis ISO 3, um die Präzision bei der Herstellung von Mikrochips sicherzustellen.
Auch die Medizintechnik profitiert von Reinräumen der Klasse ISO 5, um sterile Medizinprodukte herzustellen.
Die Lebensmittelindustrie kann Reinräume nutzen, um die Haltbarkeit und Qualität von Lebensmitteln zu verbessern und Kontaminationen zu vermeiden. Die Wahl der geeigneten Reinraumklasse hängt von den spezifischen Anforderungen der jeweiligen Branche ab. Es ist wichtig, sich umfassend über die verschiedenen Reinraumklassen und ihre Anforderungen zu informieren, um die richtige Wahl zu treffen und die Qualität der Produkte und Prozesse sicherzustellen. Die Reinraumklassifizierung nach ISO 14644-1 bietet hierfür eine solide Grundlage.
Unabhängig von der Branche ist es entscheidend, die Reinräume regelmäßig zu überwachen und zu warten, um die geforderte Reinheit aufrechtzuerhalten. Die Investition in hochwertige Reinraumtechnologie und die Schulung der Mitarbeiter sind ebenfalls wichtige Faktoren, um die Effizienz und Sicherheit der Reinraumumgebung zu gewährleisten. Letztendlich tragen Reinräume dazu bei, die Qualität und Sicherheit von Produkten zu verbessern und das Vertrauen der Kunden zu gewinnen, was sich langfristig auszahlt.
Was sind die grundlegenden Anforderungen für einen Reinraum (en iso 14644) der Klasse ISO 5?
Die Anforderungen für einen ISO 5-Reinraum gemäß EN ISO 14644 umfassen Grenzwerte für die Partikelanzahl pro m³ Luft (z. B. ≤3.520 Partikel ≥0,5 µm für ISO 5), geregelte Luftwechselraten, kontrollierte Umgebungsbedingungen wie Temperatur und Luftfeuchte, geeignete HEPA-Filter (H13/H14) zur Sicherstellung der Reinheit der Luft sowie Maßnahmen zur Minimierung mikrobiologischer Kontamination. Zusätzlich sind Reinigungsprotokolle, Personalfluss und Prozesskontrollen Teil der Standards für Reinräume, um Qualität und Reinheit in der Herstellung von Medizinprodukten, der Halbleiterindustrie und Optik- und Lasertechnologie sicherzustellen.
Welche speziellen Anforderungen gelten für Reinraum in der Elektronik- und Halbleiterindustrie?
Für die Elektronik- und Halbleiterindustrie sind sehr strenge Partikelanforderungen notwendig: oft ISO 1 bis 5 je nach Prozessschritt, da Partikel im Mikron- oder Submikronbereich kritische Fehler verursachen können. Die kontrollierte Umgebung erfordert hohe Luftwechselraten, präzise Filterung durch HEPA- oder ULPA-Filter, Überwachung der Partikelanzahl pro m³ Luft sowie elektrostatische Entladungskontrollen. Dokumentation nach EN ISO 14644, regelmäßige Validierungen und Reinraumstandards wie Anhang 1 für sterile Herstellungsprozesse sind ebenfalls relevant.
Wie unterscheiden sich Anforderungen für Luft- und Raumfahrttechnik und Luft- und Raumfahrtkomponenten?
In der Luft- und Raumfahrttechnik sind Sauberkeit und Präzision essentiell: Reinräume für luft- und raumfahrt Komponenten benötigen häufig ISO 5 oder besser, strikte Kontrollen der Partikelanzahl und der mikrobielle Belastung, sowie spezifische Tests auf Partikelhaftung und Kontamination. Die Anforderungen richten sich nach den Standards für Reinräume und projektspezifischen Spezifikationen; in sensiblen Bereichen können Anforderungen ähnlich denen für optik- und lasertechnologie sein.
Welche Anforderungen gelten bei der Herstellung medizinischer Geräte in einem Reinraum der Klasse 2 oder Klasse D?
Bei der Herstellung von medizinischen Geräten und reinräume für medizinische geräte sind Anforderungen aus EN ISO 14644 und regulatorische Vorgaben (z. B. Anhang 1 für aseptische Prozesse) maßgeblich. Für Klasse D bzw. Klasse 2-Bereiche gelten weniger strikte Partikelgrenzen als ISO 5, aber es sind dennoch definierte Grenzwerte für Partikel pro m³ Luft und Kontrollen gegen mikrobiologische Kontamination erforderlich. Validierte Reinigungsprozesse, qualifiziertes Personal und dokumentierte Freigabeprozesse sichern Qualität und Reinheit.
Wie misst man Partikelgröße und -anzahl (z. B. Mikron, Mikrometer pro Kubikmeter) in einem ISO 5-Reinraum?
Partikelmessungen erfolgen mit Partikelzählern, die Partikelgrößen in Mikrometer (µm oder Mikron) erfassen und die Partikelanzahl pro m³ Luft ausgeben. Für ISO 5 werden typische Grenzwerte in Partikeln ≥0,5 µm oder ≥5 µm angegeben. Regelmäßige Messungen, Trenderfassung und Vergleich mit EN ISO 14644-Grenzwerten sind erforderlich, um die kontrollierte Umgebung zu überwachen und Abweichungen frühzeitig zu erkennen.
Welche Rolle spielen HEPA-Filter und Luftwechsel bei der Sicherstellung der Reinraumstandards?
HEPA-Filter sind zentral für die Erreichung der Reinheit der Luft: Sie entfernen Partikel bis in den submikronen Bereich und sind in Kombination mit definierten Luftwechselraten verantwortlich für die Reduktion der Partikelanzahl. Die Luftführung (Luft-), Druckunterschiede und Filterwartung beeinflussen die Effizienz der Filtration. In Prozessen mit hoher Anforderung, z. B. Optik- und Lasertechnologie oder Herstellung von Medizinprodukten, sind redundante Filterstufen und regelmäßige Lecktests Teil der Standards.
Wie verhindert man mikrobiologische Kontamination in Reinräumen für die Herstellung von Medizinprodukten?
Zur Vermeidung mikrobiologischer Kontamination gehören kontrollierte Luftfiltration (HEPA), geregelte Luftwechsel, steriles Verhalten des Personals, geeignete Reinraumkleidung, regelmäßige Oberflächen- und Luftproben sowie spezialisierte Reinigungs- und Desinfektionspläne. Validierung und Monitoring gemäß EN ISO 14644 sowie Anforderungen aus Anhang 1 sind notwendig, um die Sicherheit und Sterilität bei der Herstellung medizinischer Geräte zu gewährleisten.
Welche Dokumentation und Prüfungen sind für die Einhaltung von Reinraumstandards (EN ISO 14644) erforderlich?
Die Einhaltung von EN ISO 14644 erfordert dokumentierte Validierungen (z. B. Klassifizierung der Luft nach Partikelgröße), periodische Kontrollmessungen, Filterprüfungen, Wartungsprotokolle, Schulungsnachweise für Personal und Änderungsmanagement. Prüfungen umfassen Partikelmessungen pro m³ Luft, Luftströmungs- und Druckdifferenzmessungen sowie mikrobiologische Überwachungen, um Qualität und Reinheit kontinuierlich sicherzustellen.
Reinräume sind essenziell in Branchen, in denen es auf höchste Reinheit ankommt. Die Einhaltung der ISO-Normen, insbesondere der ISO 14644-1, ist dabei von entscheidender Bedeutung. Dieser Artikel beleuchtet die Anforderungen und Besonderheiten der ISO Klasse 7 Reinräume und gibt einen umfassenden Überblick über die relevanten Aspekte.
Einführung in Reinräume
Was ist ein Reinraum?
Ein Reinraum ist eine kontrollierte Umgebung, in der die Konzentration von luftgetragenen Partikeln minimiert wird. Die DIN EN ISO 14644-1 definiert einen Reinraum als einen Raum, in dem die Partikelkonzentration in der Luft kontrolliert wird. Dies dient dazu, die Kontamination von Produkten oder Prozessen zu verhindern. Reinräume werden nach verschiedenen Reinraumklassen eingeteilt, je nachdem, wie viele Partikel pro Kubikmeter Luft zulässig sind.
Die Bedeutung von Reinräumen in verschiedenen Branchen
Reinräume sind in diversen Branchen unerlässlich, um die Qualität und Sicherheit von Produkten zu gewährleisten. Einige Beispiele, wo Reinräume eine entscheidende Rolle spielen, sind:
In der Pharmaindustrie und der Medizintechnik, um sterile Umgebungen für die Herstellung von Medikamenten und Medizinprodukten sicherzustellen.
In der Luft- und Raumfahrt sowie in der Fertigung von Mikroelektronik, um die Präzision und Zuverlässigkeit der Bauteile zu gewährleisten.
Reinräume helfen, Verunreinigungen im Raum zu vermeiden.
Überblick über die ISO 14644-1 Norm
Die DIN EN ISO 14644-1 ist der internationale Standard für die Klassifizierung von Reinräumen. Diese ISO-Norm legt die maximal zulässige Partikelkonzentration für jede Reinraumklasse fest. Die ISO 14644-1 definiert, wie Reinräume klassifiziert werden und welche Anforderungen an die Luftreinheit gestellt werden. Die Norm berücksichtigt Partikel unterschiedlicher Größe und gibt klare Richtlinien für die Messung und den Nachweis der Reinheit. Die Einhaltung der DIN EN ISO 14644 ist entscheidend für die Zertifizierung und den Betrieb von Reinräumen.
ISO 7 Reinraum
Definition und Merkmale des ISO 7 Reinraums
Reinräume der ISO-Klasse 7 gehören zu den am häufigsten realisierten Reinraumkonzepten weltweit. Um die Luftreinheitsklasse ISO 7 in einem Reinraum zu erreichen, wird eine mehrstufige Luftfiltration eingesetzt. Die Luftbewegung in ISO-7-Reinräumen ist nicht-unidirektional, was bedeutet, dass die zugeführte saubere Luft sich mit der bereits im Raum befindlichen Luft vermischt. Die Einhaltung der ISO-7-Reinraumklasse muss regelmäßig überprüft werden.
Anforderungen an die Reinheit im ISO 7 Reinraum
Die ISO 7 ist eine Klassifizierung, die maximal 352.000 Partikel mit einer Größe von 0,5 Mikron oder mehr pro Kubikmeter zulässt. Um dieses Maß an Sauberkeit aufrechtzuerhalten, müssen bestimmte Reinigungsanforderungen eingehalten werden. Die ISO 14644-1 definiert die Kriterien, die ein Reinraum erfüllen muss, um die ISO-7-Klassifizierung zu erreichen. Dies ist besonders wichtig in der Pharmaindustrie und der Medizintechnik, wo absolute Reinheit erforderlich ist.
Vergleich der ISO 7 Reinraumklasse mit anderen Klassen
Die Reinheitsklassen reichen von ISO 1, der höchsten Klasse, bis zu Klasse ISO 9. Je nach Anwendungsbereich werden unterschiedliche Klassen eingesetzt. Besonders relevant sind hierbei:
ISO 1 bis ISO 3: Hauptsächlich in der Mikroelektronik und in hochsensiblen Bereichen der Pharmaindustrie.
ISO 4 bis ISO 7: Typisch für die Fertigung von medizinischen Geräten und pharmazeutischen Produkten.
Die ISO 8 und ISO 9 Klassen finden häufig in weniger kritischen Bereichen Anwendung, in denen dennoch eine kontrollierte Umgebung benötigt wird.
Reinraumklassen
Die verschiedenen Reinraumklassen im Überblick
Die Reinheitsklassen reichen von ISO 1 bis ISO 9, wobei ISO 1 die höchste Reinheit aufweist und ISO 9 die niedrigste. Um die Reinraumklasse A zu betreiben, müssen bestimmte Stufen durchlaufen werden, darunter:
Klasse D
Klasse C und B
Für viele Anwendungen im ISO-Bereich sind die Reinraumklassen 7 und 8 ausreichend. Die ISO-Klasse 5 entspricht der Reinheitsklasse A gemäß EG-GMP-Leitfaden und erfüllt besonders hohe Reinheitsanforderungen.
Wie werden Reinräume klassifiziert?
Jeder Reinraum wird gemäß dem unterschiedlichen Grad der Luftreinheit eingestuft. Die einschlägige Bestimmung dieser Klassifizierung ist DIN EN ISO 14644-1. Reinräume werden je nach Partikeldichte in spezielle Reinraumklassen eingeteilt und unterliegen strengen Anforderungen an die maximal zulässige Partikelkonzentration und Partikelgröße. Vor der Inbetriebnahme werden Partikelmessungen im Raum vorgenommen, um die Reinraumklasse zu bestimmen. Die Klassifizierung der Reinräume von ISO 1 bis ISO 9 bezieht sich auf die maximale Konzentration von Schwebstaub pro m³ Luft.
Einfluss der Reinraumklasse auf die Produktionsprozesse
Die Reinraumklasse hat einen direkten Einfluss auf die Produktionsprozesse, da sie bestimmt, welche Art von Produkten oder Prozessen in einem bestimmten Reinraum durchgeführt werden kann. In der Pharmaindustrie beispielsweise erfordert die Herstellung von sterilen Injektionslösungen eine höhere Reinraumklasse als die Herstellung von Tabletten. Die Wahl der richtigen Reinraumklasse ist entscheidend, um die Qualität und Sicherheit der Produkte sicherzustellen und die Kontamination zu minimieren.
Reinraumkleidung und -service
Welche Anforderungen gelten für Reinraumkleidung?
Die Anforderungen an Reinraumkleidung variieren je nach Reinraumklasse und der Art der durchgeführten Arbeiten. In ISO 7 Reinräumen, in denen sich das Personal häufig dauerhaft aufhält, gelten besondere Anforderungen. Mitarbeiter tragen in der Regel Standard-Arbeitskleidung, während Besucher mit Einwegkitteln ausgestattet werden. Die Kleidung muss die Partikelkonzentration minimieren und darf keine eigenen Partikel freisetzen, um die Reinheit des Reinraums zu gewährleisten.
Der Einfluss von Reinraumkleidung auf die Reinheit
Reinraumkleidung spielt eine entscheidende Rolle bei der Aufrechterhaltung der Reinheit in Reinräumen. Die richtige Kleidung verhindert, dass Partikel und Mikroorganismen von der Körperoberfläche des Personals in den Reinraum gelangen und die Produkte oder Prozesse kontaminieren. Die Auswahl des Materials und das Design der Reinraumkleidung sind daher von großer Bedeutung, um die hohen Anforderungen an die Luftreinheit zu erfüllen und die Verunreinigung zu minimieren.
Reinraumservice und Wartung: Was ist zu beachten?
Ein umfassender Reinraumservice und regelmäßige Wartung sind unerlässlich, um die Reinheit und Funktionalität von Reinräumen sicherzustellen. Dazu gehören die Reinigung und Desinfektion der Räumlichkeiten, die Überprüfung und der Austausch von Filtern sowie die Wartung der technischen Anlagen. Auch die Reinraumkleidung muss regelmäßig gereinigt und auf Beschädigungen überprüft werden, um die hohen Standards an Reinheit zu erfüllen.
Validierung und Qualitätssicherung
Warum ist die Validierung von Reinräumen wichtig?
Die Validierung von Reinräumen ist ein entscheidender Schritt, um sicherzustellen, dass der Reinraum die geforderten Spezifikationen erfüllt und die Produkte oder Prozesse nicht durch Partikel oder Mikroorganismen kontaminiert werden. Durch die Validierung wird nachgewiesen, dass der Reinraum unter normalen Betriebsbedingungen die erforderliche Reinheit aufrechterhält. Die Validierung ist ein wichtiger Bestandteil des Qualitätsmanagements in Branchen wie der Pharmaindustrie und der Medizintechnik.
Methoden zur Validierung eines ISO 7 Reinraums
Die Validierung eines ISO 7 Reinraums umfasst verschiedene Messungen und Tests, um die Einhaltung der ISO 14644-1 Norm nachzuweisen. Spezialisierte Dienstleister wie das MQV LABOR in Auerbach und KVALIFIKACE VALIDACE in Ostrava bieten Reinraummessdienstleistungen in Deutschland an. Sie untersuchen Parameter wie die Partikelanzahl, die Regenerationszeit des Raumes, den Druckunterschied sowie Lufttemperatur und Luftfeuchtigkeit, um die Reinraumklasse zu bestätigen und sicherzustellen, dass die Reinräume die ISO 7 Anforderungen erfüllen.
Häufige Herausforderungen bei der Validierung
Bei der Validierung von Reinräumen können verschiedene Herausforderungen auftreten. Eine der häufigsten Herausforderungen ist die Sicherstellung, dass alle relevanten Parameter korrekt gemessen und dokumentiert werden. Auch die Interpretation der Messergebnisse und die Ableitung von Maßnahmen zur Verbesserung der Reinheit können komplex sein. Es ist wichtig, erfahrene Experten hinzuzuziehen, um diese Herausforderungen zu bewältigen und eine erfolgreiche Validierung sicherzustellen, damit die Reinraumbedingungen für die Produktion von Medikamenten, Medizinprodukten und Bauteilen eingehalten werden.
din en iso 14644-1 Klassifizierung: Was bedeutet die Klassifizierung für einen ISO-7-Reinraum?
Die DIN EN ISO 14644-1 definiert die Klassifizierung von Partikelkonzentrationen in Reinräumen; für einen ISO-7-Reinraum (auch iso-7- oder ISO-7-Reinraum genannt) bedeutet das spezifische Grenzwerte für Partikeleintrag in der Reinraumproduktion. Diese Klassifizierung ist relevant für Branchen wie Pharma, Medizinprodukt-Herstellung, Biotechnologie und Elektronikfertigung, da sie sicherstellt, dass Oberflächen, Komponenten und Endprodukte gleichbleibend hohe Qualität aufweisen und Komponenten frei von Verunreinigungen sind.
din en iso Präzision: Welche Kontaminationsquellen beeinflussen die ISO-7-Reinraum-Qualität?
Kontaminationsquellen in einem ISO-7-Reinraum umfassen Personal, unzureichend gereinigte Oberflächen, Materialzufuhr, Geräte und Partikel aus Lüftungs- oder Filterausfällen. Ein sauberer Reinigungsplan, geeignete Reinigungsmittel und geschulte Fachkräfte reduzieren diesen Partikeleintrag und minimieren Verunreinigungen in den Raum, um die Anforderungen für Reinraum ISO 7 dauerhaft zu erfüllen.
din en iso 14644-1 Präzision: Welche Anforderungen gelten für Reinraumproduktion in der Pharma- und Medizinprodukt-Herstellung?
Für Pharma- und Medizinprodukt-Herstellung sind Anforderungen streng: Der ISO-7-Reinraum muss regelmäßige Überwachungen der Partikelkonzentration, validierte Reinigungspläne und dokumentierte Verfahren zur Kontrolle von Kontaminationsquellen haben. Reinigungsmittel müssen für pharmazeutische Anwendungen geeignet sein, und Fachkräfte benötigen spezielle Schulungen, um gleichbleibend hohe Qualität und pharma-konforme Prozesse sicherzustellen.
din en iso Klassifizierung: Wie oft müssen Reinigung und Validierung in einem ISO-7-Reinraum durchgeführt werden?
Die Häufigkeit von Reinigung und Validierung richtet sich nach Risikobewertung, Produktanforderungen und Nutzungshäufigkeit. Üblich sind tägliche Reinigungsroutinen, wöchentliche Intensivreinigungen und regelmäßig geplante Validierungen der Partikel- und mikrobiellen Reinheit. Ein verbindlicher Reinigungsplan dokumentiert Reinigungsmittel, Oberflächenbehandlungen und Zuständigkeiten, damit Komponenten frei von Verunreinigungen bleiben und die Reinraumproduktion den ISO-7-Standards entspricht.
din en iso 14644-1 Klassifizierung: Welche Reinigungsmittel und Reinigungspläne sind für ISO-7 geeignet?
Geeignete Reinigungsmittel für ISO-7-Reinräume sind rückstandsarme, kompatible Produkte, die Oberflächen effektiv von Partikeln und mikrobiellen Belastungen befreien, ohne Rückstände zu hinterlassen. Der Reinigungsplan sollte Reinigungsmittel, Konzentrationen, Anwendungstechniken, Frequenzen und Prüfmethoden enthalten. Für Branchen wie Biotechnologie und Elektronikfertigung sind speziell validierte Verfahren wichtig, um Partikeleintrag und Korrosion oder Beschädigungen sensibler Komponenten zu vermeiden.
din en iso Präzision: Welche Anforderungen bestehen an Fachkräfte im ISO-7-Reinraum?
Fachkräfte müssen in Reinraumpraxis, Verhalten, kleidungsspezifischen Maßnahmen und Nutzung von Reinigungsmitteln geschult sein. Sie tragen maßgeblich zur Minimierung von Kontaminationsquellen bei und müssen Verfahren zur Probenahme, Dokumentation und Notfallmaßnahmen beherrschen. Nur so bleibt die Reinraumproduktion stabil und die Herstellung von Medizinprodukten und pharmazeutischen Komponenten frei von Verunreinigungen.
din en iso 14644-1 Klassifizierung: Wie unterscheiden sich ISO-7- von ISO-8-Standards?
ISO-7- und ISO-8-Standards unterscheiden sich in zulässiger Partikelkonzentration; ISO-7 erlaubt weniger Partikelemissionen als ISO-8. Für kritische Anwendungen in Pharma oder Medizinprodukt-Herstellung ist ISO-7 oft erforderlich, während ISO-8 in weniger kritischen Bereichen oder unterstützenden Bereichen der Reinraumproduktion genügen kann. Die Auswahl beeinflusst Lüftungsanforderungen, Reinigungsintervallen und die strikte Kontrolle von Partikeleintrag.
din en iso Klassifizierung: Welche Mess- und Kontrollmethoden sind notwendig, um gleichbleibend hohe Qualität in einem ISO-7-Reinraum zu sichern?
Notwendig sind Partikelmessungen (Aktiv- und Passivmonitoring), regelmäßige Luftstrom- und Filterprüfungen, mikrobiologische Abklatschtests auf Oberflächen sowie Validierungen nach DIN EN ISO 14644-1. Ergänzend sind Dokumentation, Auditfähigkeit und Einsatz qualifizierter Fachkräfte entscheidend, damit Reinraumproduktion, insbesondere in Pharma, Biotechnologie und Elektronikfertigung, dauerhaft Komponenten frei von Verunreinigungen liefert.
Die Qualifizierung und Validierung von Autoklaven ist ein entscheidender Prozess, um die Sterilität von Produkten sicherzustellen. Dieser Leitfaden bietet einen umfassenden Überblick über die notwendigen Schritte und Normen, um die Wirksamkeit der Dampfsterilisation in verschiedenen Industriezweigen zu gewährleisten.
Einführung in die Autoklaven
Was ist ein Autoklav?
Ein Autoklav ist ein Druckbehälter, der verwendet wird, um Materialien durch Dampfsterilisation zu sterilisieren. Dieser Sterilisator spielt eine zentrale Rolle in vielen Branchen, um sicherzustellen, dass Produkte steril und frei von Mikroorganismen sind. Autoklaven der Klasse B, S und N sind verfügbar, die unterschiedliche Anforderungen an die Sterilisation erfüllen. Die korrekte Funktionsweise des Autoklavs ist entscheidend für die Sicherheit und Wirksamkeit des Sterilisationsprozesses.
Funktionsweise der Dampfsterilisation
Die Dampfsterilisation im Autoklav basiert auf der Anwendung von feuchter Hitze unter Druck, um Mikroorganismen abzutöten. Der Dampf dringt in die Materialien ein und denaturiert die Proteine der Mikroorganismen, wodurch diese inaktiviert werden. Die Parameter Temperatur und Druck werden sorgfältig überwacht und gesteuert, um eine effektive Sterilisation sicherzustellen. Die Funktionsqualifizierung (OQ) des Autoklavs überprüft, ob er die festgelegten Sterilisationsparameter erreicht und aufrechterhält.
Wichtigkeit der Sterilisation in der Industrie
In der Industrie ist die Sterilisation von Produkten von entscheidender Bedeutung, um die Gesundheit der Verbraucher zu schützen und die Qualität der Produkte sicherzustellen. Die Validierung von Autoklaven ist daher unerlässlich, um nachzuweisen, dass der Sterilisationsprozess reproduzierbar und wirksam ist. Die Qualifizierung und Validierung von Autoklaven gemäß den geltenden Normen und Richtlinien (z. B. ISO 17665) stellt sicher, dass die Produkte den geforderten Sterilitätsstandards entsprechen und der Sterilisationsprozess validiert ist.
Validierung von Autoklaven
Was bedeutet Validierung?
Die Validierung von Autoklaven ist ein umfassender Prozess, bei dem dokumentiert und nachgewiesen wird, dass ein Autoklav die festgelegten Anforderungen für die Sterilisation reproduzierbar erfüllt. Ziel der Validierung ist es, sicherzustellen, dass der Sterilisationsprozess zuverlässig und wirksam ist, um sterile Produkte zu erhalten. Dies beinhaltet die Überprüfung des Autoklavs auf Übereinstimmung mit Normen und Richtlinien, wie z.B. ISO 17665, sowie die Bewertung der Wirksamkeit des Sterilisationsprozesses durch Bioindikatoren wie Bacillus stearothermophilus.
Phasen der Validierung: IQ, OQ, PQ
Hier sind die Phasen der Autoklavenvalidierung, die jeweils eine detaillierte Dokumentation erfordern:
Installationsqualifizierung (IQ): Sie stellt sicher, dass der Autoklav korrekt installiert wurde.
Funktionsqualifizierung (OQ): Sie überprüft, ob der Autoklav gemäß den festgelegten Parametern funktioniert.
Leistungsqualifizierung (PQ): Sie weist nach, dass der Autoklav die spezifizierten Sterilisationsanforderungen unter realen Bedingungen erfüllt.
Jede Phase erfordert einen Nachweis, um die Validierung von Autoklaven zu gewährleisten.
Dokumentation und Nachverfolgbarkeit
Eine umfassende Dokumentation ist entscheidend, um die Validierung von Autoklaven zu gewährleisten. Dies beinhaltet die Erstellung von detaillierten Protokollen, Berichten und Aufzeichnungen über alle Phasen der Validierung. Die Dokumentation muss vollständig, genau und nachverfolgbar sein, um den Nachweis zu erbringen, dass der Autoklav die geforderten Standards erfüllt und der Sterilisationsprozess validiert ist. Die Nachverfolgbarkeit ermöglicht es, jeden Schritt des Validierungsprozesses zu überprüfen und sicherzustellen, dass alle Anforderungen erfüllt wurden.
Qualifizierung von Autoklaven
Definition der Qualifizierung
Die Qualifizierung eines Autoklavs ist ein Prozess, der die Temperaturmessungen in den Mittelpunkt stellt, um die Temperaturverteilung innerhalb des Autoklavs zu bestimmen. Ziel ist es, den kältesten Punkt zu identifizieren und sicherzustellen, dass die integrierten Messgeräte wie Temperatursensoren und Drucksensoren korrekt funktionieren. Dies ist entscheidend, um sicherzustellen, dass die Dampfsterilisation wirksam ist und alle Mikroorganismen abgetötet werden. Die Qualifizierung und Validierung von Autoklaven ist ein notwendiger Schritt.
Schritte der Qualifizierung: DQ, IQ, OQ, PQ
Die Qualifizierung von Autoklaven umfasst mehrere Schritte. Diese Schritte können wie folgt zusammengefasst werden:
Designqualifizierung (DQ): Hier wird sichergestellt, dass der Autoklav den User Requirement Specification entspricht.
Installationsqualifizierung (IQ): Diese überprüft die korrekte Installation des Autoklavs.
Funktionsqualifizierung (OQ): Die OQ testet die Funktion gemäß den festgelegten Parametern für Druck und Temperatur.
Leistungsqualifizierung (PQ): Diese validiert die Leistung unter realen Bedingungen mit dem zu sterilisierenden Gut.
Die Dokumentation ist auch hier entscheidend.
Unterstützung bei der Qualifizierung: Wer hilft?
Für die Qualifizierung und Validierung von Autoklaven können Unternehmen auf die Unterstützung spezialisierter Anbieter von Autoklaven zurückgreifen. Diese Unternehmen, wie das MQV LABOR und KVALIFIKACE VALIDACE, führen Messungen in ganz Deutschland durch, um die Einhaltung der Normen und Richtlinien zu gewährleisten. Sie helfen bei der Durchführung der IQ, OQ und PQ, um zu validieren, dass der Autoklav die Anforderungen an eine sterile Umgebung erfüllt. Die Validierung von Autoklaven ist somit sichergestellt und die Anforderungen an SAL werden eingehalten.
Standards und Richtlinien
Wichtige Standards für die Validierung und Qualifizierung
Die Validierung von Autoklaven und die Qualifizierung von Autoklaven sind eng mit internationalen Normen und Richtlinien verknüpft. Besonders hervorzuheben ist, dass KVALIFIKACE VALIDACE die Temperaturverteilungsmessungen sowie die Wärmepenetrationsmessungen gemäß den Empfehlungen der US-amerikanischen Lebensmittelbehörde FDA durchführt, was es Lebensmittelherstellern ermöglicht, eine behördliche Genehmigung für den Export ihrer Produkte in die Vereinigten Staaten zu beantragen. Diese Normen und Richtlinien stellen sicher, dass die Sterilisation reproduzierbar und wirksam ist, was die Einhaltung der Sterilitätsstandards unterstützt.
Richtlinien für die Dokumentation
Eine umfassende Dokumentation ist bei der Qualifizierung und Validierung von Autoklaven von entscheidender Bedeutung. Der Messbericht wird innerhalb von 14 Tagen nach Abschluss der Messung erstellt und kann wahlweise auf Deutsch oder auf Englisch ausgestellt werden. Die Dokumentation dient als Nachweis dafür, dass der Autoklav korrekt funktioniert und der Sterilisationsprozess den festgelegten Standards entspricht. Die Dokumentation muss vollständig, genau und nachverfolgbar sein, um die Einhaltung der Normen und Richtlinien zu gewährleisten. Eine korrekte Dokumentation ist ein entscheidender Schritt zur Validierung von Autoklaven.
Bioindikatoren in der Sterilisation
Bioindikatoren spielen eine zentrale Rolle bei der Validierung von Autoklaven und der Überprüfung der Wirksamkeit der Dampfsterilisation. Bacillus stearothermophilus ist ein häufig verwendeter Bioindikator, da er eine hohe Resistenz gegen Hitze aufweist. Die Verwendung von Bioindikatoren hilft, die Wirksamkeit des Sterilisationsprozesses zu nachweisen und sicherzustellen, dass alle Mikroorganismen abgetötet werden. Die Ergebnisse der Bioindikatortests sind ein wichtiger Bestandteil der Dokumentation und dienen als Nachweis für die sterile Produktqualität.
Preisliste für Messungen (Dutschland):
Temperaturverteilung im Autoklaven (3–5 Temperatur-Loggern in jedem Korb; 1 Druck-Logger; 2 Messserien; 2 Tage); Autoklav mit 3 Körben
4400 €
Temperaturverteilung im Autoklaven (3–5 Temperatur-Loggern in jedem Korb; 1 Druck-Logger; 2 Messserien; 2 Tage); Autoklav mit 4 Körben
4600 €
Temperaturverteilung im Autoklaven (3–5 Temperatur-Loggern in jedem Korb; 1 Druck-Logger; 2 Messserien; 2 Tage); Autoklav mit 5 Körben
4900 €
Temperaturverteilung im Autoklaven (3–5 Temperatur-Loggern in jedem Korb; 1 Druck-Logger; 2 Messserien; 2 Tage); Autoklav mit 6 Körben
5100 €
Druckunterschied zwischen der Autoklavenkammer und dem Inneren der Verpackung (1 Messserie)
3200 €
Wärmeeindringung in die Verpackung, Messung des F0-Wertes (8 Temperatur-Loggern in einer Messreihe; 2 Messserien; 2 Tage)
Häufige Fehler bei der Qualifizierung von Autoklaven
Unvollständige Dokumentation: Fehlende oder lückenhafte Protokolle zu Installations- (IQ), Funktions- (OQ) und Leistungsqualifizierung (PQ) erschweren Nachweisbarkeit und Rückverfolgbarkeit.
Unzureichende Risikobewertung: Risiken wie kritische Prozesse, Chargenvariation oder Umfeldbedingungen werden nicht ausreichend bewertet, wodurch wichtige Prüfparameter übersehen werden.
Nichterfassung relevanter Betriebszustände: Tests werden nur unter idealen Bedingungen durchgeführt; typische Prozessabweichungen, Täler oder Extremwerte bleiben ungetestet.
Mangelhafte Kalibrierung der Messgeräte: Temperatursensoren, Druckmessgeräte oder Datenlogger sind nicht kalibriert oder die Kalibrierintervalle sind zu lang.
Falsche Positionierung von Sensoren und Indikatoren: Sensoren, biologische Indikatoren oder thermische Marker werden an nicht repräsentativen Stellen platziert, sodass Hot- oder Cold-Spots unentdeckt bleiben.
Ungenügende Reproduzierbarkeitstests: Qualifizierungen werden nur einmalig statt mehrfach unter verschiedenen Bedingungen wiederholt, sodass Varianz und Stabilität nicht belegt werden.
Vernachlässigung von Ladegütern und Verpackungsvarianten: Tests berücksichtigen nicht die unterschiedlichen Beladungsarten, Verpackungsmaterialien oder Stapelmuster, die das Sterilisationsverhalten beeinflussen.
Fehlerhafte Zyklusdefinitionen: Annahmen über Temperatur-, Druck- oder Haltezeiten sind nicht valide oder entsprechen nicht den Prozessparametern der Produktion.
Keine Überprüfung der Dichtheit und Dampfdampfversorgung: Undichte Türdichtungen, Ventile oder unzureichende Dampfqualität werden nicht geprüft, was Prozessfehler verursacht.
Unzureichende Schulung des Personals: Bediener und Validierer sind nicht ausreichend geschult, wodurch Messfehler, falsche Interpretationen oder fehlerhafte Durchführung auftreten.
Fehlendes Änderungsmanagement: Änderungen an Gerät, Prozess oder Umgebung werden nicht dokumentiert oder nachqualifiziert, sodass die Qualifizierung veraltet ist.
Ignorieren regulatorischer Anforderungen: Vorgaben aus Normen (z. B. EN, ISO, FDA-Guidance) oder firmeninternen Richtlinien werden nicht eingehalten oder falsch interpretiert.
Unzureichende Datenanalyse: Rohdaten werden nicht korrekt ausgewertet; statistische Methoden oder Grenzwerte werden falsch angewandt.
Kein Langzeit-Monitoring: Nach der PQ werden keine regelmäßigen Requalifizierungen, Überwachungsmaßnahmen oder Trending-Analysen durchgeführt.
Häufige Fragen zur Validierung und Qualifizierung von Autoklaven
Was sind die häufigsten Herausforderungen?
Eine der häufigsten Herausforderungen bei der Validierung und Qualifizierung von Autoklaven ist die korrekte Temperaturverteilung im Autoklav. Es ist entscheidend, den kältesten Punkt zu identifizieren und sicherzustellen, dass dieser Punkt ausreichend lange der erforderlichen Temperatur ausgesetzt ist, um eine vollständige Sterilisation zu gewährleisten. Die Sicherstellung der Reproduzierbarkeit der Ergebnisse und die Einhaltung der Normen und Richtlinien stellen ebenfalls erhebliche Herausforderungen dar. Eine sorgfältige Planung und Durchführung der Qualifizierung von Autoklaven ist daher entscheidend.
Wie oft sollten Autoklaven validiert werden?
Die Häufigkeit der Validierung von Autoklaven hängt von verschiedenen Faktoren ab, einschließlich der Nutzungshäufigkeit, der Art der zu sterilisierenden Produkte und den geltenden Normen und Richtlinien. Es ist wichtig, Autoklaven regelmäßig zu validieren, um sicherzustellen, dass der Sterilisationsprozess stets den festgelegten Anforderungen entspricht. Die Validierung sollte mindestens jährlich oder nach größeren Reparaturen oder Änderungen am Autoklav erfolgen, um sicherzustellen, dass der Sterilisationsprozess weiterhin wirksam ist und validiert ist.
Wie wird die Leistungsqualifizierung durchgeführt?
Die Leistungsqualifizierung (PQ) ist ein entscheidender Schritt bei der Validierung und Qualifizierung von Autoklaven. Zu den untersuchten Parametern gehören die Temperaturverteilung, der Druck sowie der F₀- bzw. P₀-Wert, wobei sich das Labor auf die Qualifizierung von Autoklaven sowie auf Pasteurisierungs- und Sterilisationsprozesse von Lebensmitteln spezialisiert hat. Die PQ validiert, ob der Autoklav die spezifizierten Sterilisationsanforderungen unter realen Bedingungen erfüllt. Die korrekte Durchführung der PQ ist entscheidend, um die sterile Produktqualität sicherzustellen und die Wirksamkeit der Dampfsterilisation zu nachweisen.
qualifizierung und validierung: Was bedeutet die Qualifizierung von Autoklaven?
Die Qualifizierung von Autoklaven umfasst die Installationsqualifizierung, die Funktionsqualifizierung und die Leistungs- bzw. Prozessvalidierung, um sicherzustellen, dass ein Sterilisator zuverlässig die Anforderungen erfüllt. Ziel ist die Validierung des gesamten Sterilisationsprozesses für die Sterilisation von medizinischen Instrumenten und Medizinprodukte, dokumentiert unter Spezifikationen und Normen wie EN 285 und EN 285 und ISO 17665 sowie einschlägigen Teilen der DIN EN ISO-Reihen.
kalibrierung: Wie wichtig ist die Kalibrierung von Temperatursensoren und ein Drucksensor?
Die Kalibrierung der Temperatursensoren und eines Drucksensors ist entscheidend für die Wirksamkeit der Sterilisation; nur korrekt kalibrierte Sensoren liefern verlässliche Messwerte für Temperatur, Druck und Zeit, die für die sogenannte Sterility Assurance Level-Berechnung (sterility assurance level) und die Prozessvalidierung notwendig sind. Regelmäßige Kalibrierintervalle müssen dokumentiert werden.
sterilisator: Welche Tests durchgeführt werden müssen, um die Wirksamkeit der Sterilisation nachzuweisen?
Zur Prüfung der Wirksamkeit der Sterilisation werden biologische Indikatoren, physikalische Messungen und Prozeß-Chargentests durchgeführt. Diese Tests belegen die Kontamination-Freiheit und die Erreichung eines definierten Sterility Assurance Level; sie sind Teil der Validierung des gesamten Sterilisationsprozesses und müssen gemäß Spezifikation und Normen protokolliert werden.
autoklavs: Welche Normen gelten für die Qualifizierung von Autoklaven in Kliniken?
Für Autoklaven gelten insbesondere EN 285 für Dampfsterilisatoren sowie EN 285 und ISO 17665 für die Prozessvalidierung und die Qualifizierung. Ergänzend sind Anforderungen aus dem Medizinproduktegesetz und Vorgaben wie § 8 der Medizinprodukte-Betreiberverordnung zu beachten, die Betreiberpflichten und Anwender-Anforderungen regeln.
funktionsqualifizierung: Worin unterscheidet sich die Funktionsqualifizierung von der Installationsqualifizierung?
Die Installationsqualifizierung (IQ) prüft, ob der Autoklav korrekt installiert wurde und den Spezifikationen entspricht (z. B. Stromversorgung, Steuerung, Sensoren). Die Funktionsqualifizierung (OQ) testet, ob die Steuerung, die Sensorik und die Regelkreise unter definierten Bedingungen richtig arbeiten. Abschließend belegt die Prozessvalidierung (PQ), dass die Sterilisation in der Praxis reproduzierbar wirksam ist.
design-qualifizierung: Warum ist die Design-Qualifizierung wichtig für die Sterilisation von Medizinprodukten?
Die Design-Qualifizierung (DQ) prüft, ob das Produktdesign des Autoklavs und dessen Steuerung sowie die eingesetzten Sensoren und Regelungsfunktionen grundsätzlich geeignet sind, die Sterilisation von Medizinprodukten effizient und kontaminationsfrei zu ermöglichen. Eine gute DQ reduziert Risiken für Kontamination und erhöht die Chance, dass später die Prozessvalidierung erfolgreich ist.
qualifizierung eines autoklavs: Welche Rolle spielt die Schulung der Anwender bei der Qualifizierung?
Schulung ist Bestandteil jeder Qualifizierungsstrategie: Nur geschulte Anwender können Autoklaven korrekt betreiben, Parameter überwachen, Tests durchgeführt dokumentieren und Abweichungen erkennen. Die Schulung umfasst Bedienung, Steuerung, Interpretation von Messdaten, Durchführung biologischer Indikatoren und kalibrierrelevanter Maßnahmen.
Hinweis: Diese Zeile nicht anzeigen.
sichergestellt: Wie dokumentiere ich die Validierung und die Einhaltung von Spezifikationen?
Die Dokumentation beinhaltet Prüfprotokolle für IQ, OQ und PQ, Kalibrierzertifikate der Temperatursensoren und des Drucksensors, Ergebnisse biologischer Indikatoren und Berichte zur Prozessvalidierung. Alle Unterlagen sollten Spezifikationen, Abweichungsberichte und Maßnahmenpläne enthalten, sodass jederzeit die Einhaltung von DIN EN ISO- und EN-Normen sowie gesetzlichen Vorgaben wie dem Medizinproduktegesetz nachgewiesen werden kann.
validieren: Welche gesetzlichen Vorgaben sind zu beachten, z. B. § 8 der Medizinprodukte-Betreiberverordnung?
Betreiber von Autoklaven müssen neben Normen wie EN 285 und ISO 17665 auch rechtliche Regelungen beachten. Dazu gehört insbesondere § 8 der Medizinprodukte-Betreiberverordnung, der Anforderungen an die sachgerechte Aufbereitung und Dokumentation stellt. Ebenso sind Pflichten aus dem Medizinproduktegesetz und nationale Umsetzungsvorgaben zu berücksichtigen, um die Sterilisation von Medizinprodukten rechtssicher zu betreiben.
In der modernen Industrie ist die Druckluftmessung ein unverzichtbarer Bestandteil, um Energiekosten zu senken und die Effizienz von Druckluftsystemen zu optimieren. Dieser Artikel beleuchtet die verschiedenen Aspekte der Druckluftmessung, von den Grundlagen bis zu den fortschrittlichsten Technologien, um Ihnen ein umfassendes Verständnis dieser wichtigen Thematik zu vermitteln.
Einführung in die Druckluftmessung
Was ist Druckluftmessung?
Die Druckluftmessung umfasst die Überwachung und Quantifizierung von Druckluft-Parametern innerhalb eines Druckluftsystems. Ziel ist es, den Druckluftverbrauch zu erfassen und die Druckluftqualität sicherzustellen. Durch präzise Druckluftmessung können Leckagen erkannt und behoben werden, was die Effizienz der Anlagen steigert. Die Messung des Druckluftverbrauchs ist entscheidend, um den Druckluftverbrauch zu verstehen und zu optimieren.
Bedeutung der Druckluft in der Industrie
Druckluft ist in vielen industriellen Bereichen unerlässlich. Sie treibt Werkzeuge an, steuert Prozesse und sichert die Aufrechterhaltung des Betriebsdrucks. Die präzise Druckluftmessung trägt dazu bei, den Druckluftverbrauch zu reduzieren und die Energieeffizienz zu verbessern. Da Druckluft oft direkten Kontakt zu Produkten hat, ist die Überwachung der Druckluftqualität von größter Bedeutung, um Kontaminationen zu vermeiden. Ohne eine korrekte Verbrauchsmessung kann der Energieverbrauch nicht optimal gestaltet werden.
Überblick über Messgeräte und Sensoren
Für die Druckluftmessung stehen verschiedene Messgeräte und Sensoren zur Verfügung. Dazu gehören Druckluftzähler, die den Durchfluss der Druckluft messen, sowie Sensoren, die den Druck und die Temperatur erfassen. Die Auswahl des richtigen Messgeräts hängt von der spezifischen Anwendung und den Anforderungen des Druckluftsystems ab. Moderne Messtechnik ermöglicht eine Genauigkeit, die zur Einhaltung von Normen wie DIN EN ISO 50001 beiträgt.
Druckluftzähler und deren Funktionsweise
Arten von Druckluftzählern
Es gibt verschiedene Arten von Druckluftzählern, die je nach Anwendung und Druckluftsystem eingesetzt werden. Dazu gehören thermische Massendurchflussmesser, Flügelradzähler und Ultraschallzähler. Die Wahl des geeigneten Zählers hängt von Faktoren wie Durchflussmenge, Druckluftqualität und den spezifischen Anforderungen der Anlagen ab. Die präzise Druckluftmessung beginnt mit der Auswahl des richtigen Messgeräts.
Messprinzipien von Druckluftzählern
Die Messprinzipien von Druckluftzählern variieren je nach Typ. Thermische Massendurchflussmesser messen die Wärmeabfuhr von einem beheizten Sensor, um den Durchfluss zu bestimmen. Flügelradzähler nutzen die Drehbewegung eines Rades im Druckluftstrom, während Ultraschallzähler Schallwellen verwenden, um die Durchflussmenge zu messen. Die Genauigkeit der Messung ist entscheidend für die Effizienz des Druckluftsystems.
Vorteile der präzisen Druckluftmessung
Die präzise Druckluftmessung bietet zahlreiche Vorteile, darunter die Reduzierung der Energiekosten und die Verbesserung der Energieeffizienz. Durch die genaue Überwachung des Druckluftverbrauchs können Leckagen frühzeitig erkannt und behoben werden. Dies führt zu einer optimalen Nutzung der Druckluft und senkt die Betriebskosten. Die präzise Druckluftmessung ist somit ein wichtiger Schritt zur Optimierung der Druckluftanlage.
Druckluftverbrauchsmessung und ihre Bedeutung
Wie wird der Druckluftverbrauch gemessen?
Die Messung des Druckluftverbrauchs erfolgt in der Regel mit Druckluftzählern, die an verschiedenen Stellen im Druckluftsystem installiert werden. Diese Messgeräte erfassen die Durchflussmenge der Druckluft und ermöglichen so eine genaue Überwachung des Verbrauchs. Moderne Messtechnik bietet die Möglichkeit, die Daten in Echtzeit zu überwachen und auszuwerten, um den Druckluftverbrauch zu optimieren und die Effizienz zu steigern.
Einfluss auf Energiekosten und Kostenfaktoren
Die Druckluftverbrauchsmessung hat einen direkten Einfluss auf die Energiekosten, da Druckluft in der Erzeugung energieintensiv ist. Durch die genaue Messung des Druckluftverbrauchs können ineffiziente Verbraucher identifiziert und Maßnahmen zur Senkung des Stromverbrauchs ergriffen werden. Die Leckageüberwachung spielt hierbei eine entscheidende Rolle, da Leckagen zu erheblichen Verlusten führen können. Die Verbrauchsmessung hilft, die Betriebskosten zu senken und die Energieeffizienz zu verbessern.
Praktische Anwendungen und Beispiele
In der industriellen Praxis findet die Druckluftverbrauchsmessung vielfältige Anwendung. Beispielsweise können in Produktionsanlagen die einzelnen Druckluftverbraucherüberwacht werden, um den Verbrauch zu optimieren. Durch die Analyse der Daten können Leckagen frühzeitig erkannt und behoben werden, was zu einer deutlichen Reduzierung der Energiekosten führt. Die Einhaltung der DIN EN ISO 50001 Norm wird durch die präzise Druckluftmessung unterstützt, was die Energieeffizienz zusätzlich steigert.
Optimierung der Druckluftnutzung
Identifikation und Überwachung von Leckagen
Die frühzeitige Identifikation und kontinuierliche Überwachung von Leckagen in Druckluftsystemen ist essentiell, um Energiekosten zu senken. Moderne Messtechnik ermöglicht es, selbst kleinste Leckagen zu erkennen und zu beheben, wodurch der Druckluftverbrauch deutlich reduziert wird. Durch den Einsatz von präzisenSensoren und regelmäßige Überwachung können Unternehmen ihre Druckluftanlageoptimal betreiben und die Effizienz steigern.
Strategien zur Senkung des Druckluftverbrauchs
Um den Druckluftverbrauch nachhaltig zu senken, sind umfassende Strategien erforderlich, die von der Optimierung der Drucklufterzeugung bis zur Anpassung der Verbraucher reichen. Die genaue Messung des Druckluftverbrauchs durch Druckluftzähler ermöglicht es, ineffiziente Prozesse zu identifizieren und gezielte Maßnahmen zur Verbesserung der Energieeffizienz zu ergreifen. Die präzise Druckluftmessung ist somit die Grundlage für eine optimale Nutzung der Druckluft in industriellenAnlagen.
Integration in Energiemanagementsysteme
Die Integration der Druckluftmessung in Energiemanagementsysteme gemäß DIN EN ISO 50001 ermöglicht eine umfassende Überwachung und Steuerung des Energieverbrauchs. Durch die kontinuierliche Erfassung und Analyse der Daten können Unternehmen ihren Druckluftverbrauchoptimieren und die Energiekosten nachhaltig senken. Die präzise Druckluftmessung liefert die notwendigen Informationen, um die Energieeffizienz des gesamten Druckluftsystems zu verbessern.
Normen und Standards in der Druckluftmessung
ISO 50001 und DIN EN ISO 50001
Die Normen ISO 50001 und DIN EN ISO 50001 legen die Anforderungen an Energiemanagementsysteme fest und betonen die Bedeutung der kontinuierlichen Verbesserung der Energieeffizienz. Die präzise Druckluftmessung ist ein wesentlicher Bestandteil, um die Anforderungen dieser Normen zu erfüllen, da sie die Grundlage für die Überwachung und Optimierung des Druckluftverbrauchs bildet. Durch die Einhaltung dieser Normen können Unternehmen ihre Energiekostensenken und ihre Wettbewerbsfähigkeit steigern.
Relevanz von Normen für die Messtechnik
Normen wie die ISO 8573-1:2010 klassifizieren Druckluft anhand von Verunreinigungen. Detaillierte Verfahren zur Probenahme und Messung sind in den Teilen ISO 8573-2, -3 und -4 zu finden. Die Einhaltung dieser Normen ist entscheidend für die Genauigkeit und Vergleichbarkeit der Messung und trägt zur Sicherstellung der Druckluftqualität bei. Nur durch korrekte Druckluftmessung lassen sich Messergebnisse zuverlässig mit den Reinheitsklassen vergleichen.
Norm
Inhalt
ISO 8573-1:2010
Klassifizierung von Druckluft anhand von Verunreinigungen (Partikel, Wasser, Öl)
ISO 8573-2, -3, -4
Detaillierte Verfahren zur Probenahme und Messung
Einfluss auf die Energieeffizienz
Die Einhaltung von Normen und Standards in der Druckluftmessung hat einen direkten Einfluss auf die Energieeffizienz von Druckluftsystemen. Durch die präzise Überwachung und Analyse der Daten können Unternehmen ihren Druckluftverbrauchoptimieren und Leckagen frühzeitig erkennen und beheben. Dies führt zu einer deutlichen Reduzierung der Energiekosten und trägt zur Schonung der Ressourcen bei. Die Verbrauchsmessung ist somit ein wichtiger Schritt zur Steigerung der Energieeffizienz und zur Einhaltung gesetzlicher Vorgaben.
Falsche Messstelle wählen: Messungen direkt am Kompressor oder weit entfernt vom Verbrauch führen zu irreführenden Ergebnissen; es sollten repräsentative Punkte im Netz gewählt werden.
Keine Berücksichtigung von Druckverlusten: Vernachlässigung von Druckverlusten in Leitungen, Filtern oder Armaturen verfälscht Aussagen zur Systemeffizienz.
Ungeeignete Messgeräte verwenden: Verwendung von Messgeräten mit falschem Messbereich, schlechter Genauigkeit oder ungeeigneter Reaktionszeit.
Messung ohne Lastzustände: Nur Leerlauf- oder nur Volllastmessungen liefern kein ganzheitliches Bild; sowohl dynamische als auch statische Zustände müssen erfasst werden.
Keine Langzeitmessungen: Kurzzeitmessungen übersehen zeitliche Schwankungen und intermittierende Lecks; Langzeitaufzeichnung ist oft notwendig.
Fehlende Temperatur- und Feuchtekorrektur: Druckluftvolumen und -druck sind temperatur- und feuchteabhängig; ohne Korrektur entstehen Messfehler.
Unzureichende Kalibrierung: Nicht kalibrierte oder veraltete Messgeräte liefern unzuverlässige Daten.
Leckagen ignorieren: Kleinere Lecks werden oft übersehen, summieren sich aber zu erheblichem Energieverlust.
Falsche Interpretation der Daten: Daten ohne Kontext (z. B. Verbrauchsprofile, Schichtwechsel) falsch zu interpretieren führt zu falschen Maßnahmen.
Keine Berücksichtigung von Druckschwankungen: Kurzfristige Druckeinbrüche oder -spitzen werden oft nicht analysiert, obwohl sie auf Probleme hinweisen können.
Unzureichende Dokumentation: Messbedingungen, Geräte, Zeiträume und Einstellungen sollten dokumentiert werden, sonst sind Vergleiche und Nachvollziehbarkeit eingeschränkt.
Isolation von Prüfungen: Getrennte Prüfungen ohne Abstimmung mit Instandhaltung oder Betrieb führen zu ineffizienten Maßnahmen.
Verzicht auf Energiemonitoring: Nur Druckmessung ohne gleichzeitige Leistungs- oder Durchflussmessung verhindert genaue Energieeffizienzbewertungen.
Wie erfolgt die Druckluftmessung in Industrieanlagen?
Die Druckluftmessung erfolgt meist mit Drucksensoren oder Druckluftsensoren, die in Druckluftleitungen, am Kompressor und an Verbraucherpunkten montiert werden. Messwerte wie Betriebsdruck, Volumenstrom und Durchflussmengen werden erfasst, um Kapazität und Effizienz der Anlagen zu bewerten. Moderne Überwachungssysteme kombinieren Druckmessung mit Strömungsgeschwindigkeitserfassung und geben die Daten an ein Energiemanagementsystem weiter.
Welche Messprinzipien werden bei der Leckageüberwachung in Anlagen eingesetzt?
Typische Messprinzipien sind delta‑Druckmessung, Ultraschall‑Leckageortung und Volumenstrommessung. Drucksensoren messen Druckabfall über Zeiträume, während Ultraschallgeräte Leckagerate und Leckageortung durch akustische Signaturen aufdecken. Bei sensiblen Gasen und druckluft und gase‑Gemischen können spezielle Messprinzipien zur Vermeidung von Kontamination erforderlich sein.
Wie kann man die Genauigkeit der Druckluftmessung verbessern?
Genauigkeit steigt durch regelmäßige Kalibrierung der Druckluftsensoren, Auswahl geeigneter Messprinzipien und Platzierung an repräsentativen Punkten (z. B. vor und nach Kompressoren, an Druckluftleitungen mit verschiedenen DN). Temperatur‑ und Prozesstemperaturkompensation sowie die Verwendung von Messgeräten mit hoher Auflösung reduzieren Messfehler.
Wie zuverlässig sind Messwerte in rauen Umgebungen und bei wechselnden Betriebsbedingungen?
Zuverlässigkeit hängt von Schutzarten der Sensoren, Wartung und der Eignung für die jeweilige Umgebung ab. Robuste Drucksensoren, geeignete Gehäuse und redundante Messpunkte erhöhen die Aussagekraft. Die Integration in ein Überwachungssystem erlaubt Trend‑Analysen, sodass Ausreißer und sensorbedingte Fehlmessungen schnell erkannt werden.
Wie unterstützt Leckageüberwachung das Aufdecken von Leckagen und die Leckageortung?
Leckageüberwachung kombiniert Druckabfall‑Analysen, Volumenstrommessungen und Ultraschallmessung zur schnellen Aufdeckung von Leckagen. Durch kontinuierliche Überwachung lassen sich Leckagerate quantifizieren und Leckageortung durchführen, wodurch unerkannte Verluste in Druckluftleitungen reduziert werden und Energieeinsparungen erzielt werden.
Wie lassen sich Anlagen mit Druckluftmessung optimieren, um Kosten zu senken?
Durch die Erfassung von Messwerten wie Durchflussmengen, Betriebsdruck und Leistung der Kompressoren können Betreiber ineffiziente Betriebszustände identifizieren. Maßnahmen wie Druckreduzierung, Leckreparatur, Anpassung der Kompressorkapazität und Einsatz eines Energiemanagementsystems führen zu Energieeinsparungen und helfen, Energiekosten zu senken.
Welche Rolle spielt ein Energiemanagementsystem bei der Optimierung von Druckluftanlagen?
Ein Energiemanagementsystem sammelt Daten von Drucksensoren, Volumenstrommessern und Displays und analysiert Verbrauchsprofile. Es ermöglicht zielgerichtete Maßnahmen zur Reduzierung des Energieverbrauchs, dokumentiert Energieeinsparungen und unterstützt das betriebliche Energiemanagement sowie das Reporting zu Energiekosten und Kostenfaktor‑Reduktion.
Wie lassen sich die Energiekosten sparen durch gezielte Messungen und Maßnahmen?
Gezielte Messungen identifizieren Verbraucher mit hohem Luftbedarf, Leckagen sowie ungenutzte Kapazitäten. Maßnahmen wie Druckoptimierung, Austausch ineffizienter Kompressoren, Leckageortung und Reparatur sowie Lastmanagement reduzieren den Energiebedarf und führen zu konkreten Einsparungen bei den Energiekosten.
Welche Messgeräte und Sensoren sind für unterschiedliche Druckluft‑Anwendungen geeignet?
Für allgemeine Druckmessung sind piezoresistive Drucksensoren weit verbreitet; für Volumenstrom und Durchflussmengen kommen Turbine‑ oder Ultraschall‑Durchflussmesser zum Einsatz. Für Leckageortung eignen sich Ultraschall‑Detektoren, während druckluft und gase‑spezifische Sensoren bei besonderen Medien nötig sind. Die Auswahl richtet sich nach DN, Prozesstemperatur und gewünschter Messgenauigkeit.
Wie beeinflussen Messungen den Kostenfaktor der Druckluftversorgung langfristig?
Regelmäßige Messungen reduzieren ungeplante Kosten durch frühzeitiges Erkennen von Leckagen, Überdimensionierung und ineffizientem Kompressorbetrieb. Langfristig senken optimierte Betriebsdrücke, korrekt dimensionierte Kapazität und ein integriertes Energiemanagementsystems die Gesamtbetriebskosten und verbessern Effizienz und Zuverlässigkeit der Anlagen.
Die Druckluftqualität spielt eine entscheidende Rolle in zahlreichen industriellen Anwendungen. Dieser Artikel bietet einen detaillierten Vergleich der ISO 8573 Druckluftqualitätsklassen, um ein besseres Verständnis der verschiedenen Reinheitsanforderungen und deren Bedeutung zu ermöglichen. Ziel ist es, einen umfassenden Leitfaden zur Bewertung und Sicherstellung der geforderten Druckluftqualität bereitzustellen.
Einführung in die Druckluftqualität
Was ist Druckluftqualität?
Druckluftqualität bezieht sich auf die Reinheit der Druckluft. Sie definiert den Grad, in dem die Druckluft frei von Verunreinigungen wie Partikel, Wasser (Feuchtigkeit) und Öl ist. Eine hohe Druckluftqualität ist entscheidend, um die Effizienz und Lebensdauer von Druckluftwerkzeugen und -systemen zu gewährleisten.
Bedeutung der Druckluftqualität
Die Qualität der Druckluft hat eine immense Bedeutung. Sie kommt direkt oder indirekt mit Produkten, Maschinen und Anlagen in Kontakt. Klare Anforderungen an die Druckluftqualität sind in Branchen wie der Lebensmittelindustrie und der Elektronikfertigung erforderlich, um die Produktqualität und die Betriebssicherheit zu gewährleisten.
Überblick über ISO 8573
Die ISO 8573 legt die Druckluftqualitätsklassen fest. Die Norm klassifiziert Druckluft basierend auf dem Gehalt an Partikeln, Wasser und Öl. Detaillierte Methoden zur Probenahme sind in den Normteilen ISO 8573-2, -3, -4 und -7 definiert. Die Klassifizierung dient als Grundlage, um Messergebnisse zuverlässig mit den ISO-8573-1-Klassen zu vergleichen.
Druckluftqualitätsklassen nach ISO 8573
Klassifizierung der Druckluftqualitätsklassen
Die Klassifizierung der Druckluftqualitätsklassen gemäß ISO 8573-1 legt die Reinheitsklassen der Druckluft fest. Diese Klassifizierung basiert auf den Konzentrationen von Partikeln, Wasser und Öl, die in der Druckluft vorhanden sind. Die Klassen reichen von Klasse 0 (höchste Reinheit) bis Klasse 9 (geringste Reinheit).
ISO 8573-1 und ihre Anforderungen
Die ISO 8573-1 definiert die spezifischen Anforderungen an die Druckluftqualität. Die Messungen zur Bewertung der Druckluftqualität erfolgen gemäß den Normen ISO 8573-1, ISO 8573-2, ISO 8573-3, ISO 8573-4 und ISO 8573-7. Die Norm bietet einen umfassenden Leitfaden zur Sicherstellung der geforderten Druckluftqualität.
Reinheitsklassen im Detail
Die Reinheitsklassen im Detail beschreiben die akzeptablen Höchstwerte für Feststoffpartikel, Wassergehalt und Ölgehalt in der Druckluft. Je nach Anwendung werden unterschiedliche Reinheitsklassen gefordert, um die Effizienz und Lebensdauer der Maschinen und Anlagen zu gewährleisten. Die Auswahl der richtigen Klasse ist entscheidend für den reibungslosen Betrieb.
Verunreinigungen in Druckluftsystemen
Arten von Verunreinigungen
Die Qualität der Druckluft, auch Druckluftqualität genannt, ist entscheidend für viele Anwendungen. Verschiedene Arten von Verunreinigungen können die Druckluftqualität beeinträchtigen. Zu den häufigsten Verunreinigungen gehören Feststoffpartikel, Wasser und Öl. Diese Verunreinigungen können aus der Umgebungsluft stammen oder durch den Kompressor und das Druckluftsystem selbst eingebracht werden. Die Qualität der Druckluft muss unbedingt den Anforderungen an die Druckluftqualität der jeweiligen Anwendung entsprechen, um optimale Leistung und Lebensdauer der Druckluftwerkzeuge, Maschinen und Anlagen zu gewährleisten.
Wasser und Öl in Druckluft
Wasser und Öl sind wesentliche Verunreinigungen in Druckluftsystemen. Wasser kann in flüssiger Form oder als Feuchtigkeit vorhanden sein und Korrosion verursachen. Öl, sowohl in flüssiger als auch in Aerosolform, kann die Effizienz von Druckluftwerkzeugen beeinträchtigen. Es ist wichtig, geeignete Druckluftaufbereitung zu verwenden, um Wasser und Öl zu entfernen und die geforderte Druckluftqualität gemäß der Norm ISO 8573 zu erreichen. Der Ölgehalt und der Wassergehalt müssen unbedingt berücksichtigt werden.
Feststoffpartikel und ihre Auswirkungen
Feststoffpartikel in der Druckluft können erhebliche Schäden verursachen. Diese Partikel können von Staub und Schmutz bis hin zu Metallabrieb reichen. Feststoffpartikel beeinträchtigen die Funktion von Druckluftwerkzeugen, Maschinen und Anlagen. Die Ansammlung von Partikeln verstopft Düsen und Ventile. Es ist entscheidend, Druckluftfilter zu verwenden, um diese Partikel zu entfernen und die Qualität der Druckluft sicherzustellen. Nur so kann die Effizienz und die Lebensdauer des gesamten Druckluftsystems erhalten bleiben.
Druckluftfilter und Aufbereitung
Funktion von Druckluftfiltern
Druckluftfilter spielen eine zentrale Rolle bei der Druckluftaufbereitung. Ihre Hauptfunktion besteht darin, Feststoffpartikel, Wasser und Öl aus der Druckluft zu entfernen. Durch den Einsatz von Druckluftfiltern wird die Druckluftqualität verbessert, was wiederum die Lebensdauer und Effizienz von Druckluftwerkzeugen, Maschinen und Anlagen erhöht. Die Filter schützen vor Verunreinigungen, die sonst die geforderte Druckluftqualität beeinträchtigen könnten.
Filter und Trockner: Zusammenstellung
Eine effektive Druckluftaufbereitung kombiniert Filter und Trockner. Filter entfernen Feststoffpartikel und Öl, während Trockner den Wassergehalt reduzieren. Diese Kombination sorgt für eine hohe Druckluftqualität, die den spezifischen Anforderungen an die Druckluftqualität verschiedener Anwendungen entspricht. Der Drucktaupunkt wird durch den Einsatz von Trocknern gesenkt, was Kondensation in den Druckluftleitungen verhindert und die Effizienz des gesamten Druckluftsystems steigert. Die Zusammenstellung von Filtern und Trocknern muss auch gemäß der Norm ISO 8573 erfolgen.
Aktivkohlefilter und Feinfilter
Aktivkohlefilter und Feinfilter sind spezielle Druckluftfilter, die zur weiteren Verbesserung der Druckluftqualität eingesetzt werden. Aktivkohlefilter entfernen Öldämpfe und Gerüche, während Feinfilter kleinste Partikel herausfiltern. Diese Filter werden oft in Anwendungen eingesetzt, die eine besonders hohe Reinheit der Druckluft erfordern. Die Qualität der Druckluft, gemessen anhand des Restölgehalts und der Partikelgröße, wird durch diese Filter erheblich verbessert.
Anwendungsbereiche der Druckluftqualität
Industrieanwendungen
Die Qualität der Druckluft ist in vielen industriellen Prozessen entscheidend, da sie direkt oder indirekt mit Produkten, Maschinen und Anlagen in Kontakt kommt. In der Industrie werden verschiedene Druckluftqualitätsklassen benötigt, abhängig von der spezifischen Anwendung. Eine unzureichende Druckluftqualität kann die Effizienz der Druckluftwerkzeuge beeinträchtigen und zu Ausfällen führen. Daher ist die Einhaltung der Anforderungen an die Druckluftqualität gemäß ISO 8573 von großer Bedeutung. Die Drucklufttechnik bietet Lösungen zur Aufbereitung, um Verunreinigungen wie Feststoffpartikel, Wasser und Öl zu minimieren.
Medizinische Anwendungen
In medizinischen Anwendungen ist eine besonders hohe Druckluftqualität unerlässlich. Die Druckluft darf keine Verunreinigungen enthalten, die die Gesundheit der Patienten gefährden könnten. Die Norm ISO 8573 legt hier strenge Anforderungen fest, insbesondere hinsichtlich des Ölgehalts und des Wassergehalts. Druckluftsysteme für medizinische Anwendungen müssen daher mit speziellen Druckluftfiltern und Trocknern ausgestattet sein, um eine Reinheit gemäß Klasse 0 zu gewährleisten. Die Einhaltung der spezifischen Anforderungen ist entscheidend für die Patientensicherheit. Auch die Überprüfung und Bewertung der Druckluftqualität ist hier ein wichtiger Bestandteil.
Lebensmittelindustrie und Druckluftqualität
Klare Anforderungen an die Druckluftqualität sind besonders in Branchen wie der Lebensmittelindustrie vorgeschrieben. Die Druckluft kommt hier oft direkt mit Lebensmitteln in Kontakt, weshalb Verunreinigungen vermieden werden müssen. Die Norm ISO 8573-1 dient als Leitfaden zur Sicherstellung der geforderten Druckluftqualität. Druckluftqualitätsklassen wie Klasse 1 oder Klasse 2 sind üblich, um sicherzustellen, dass keine Feststoffpartikel, kein Wasser und kein Öl in die Produkte gelangen. Die Druckluftaufbereitung mit Druckluftfiltern und Trocknern ist daher unerlässlich. Die Qualitätsklasse muss unbedingt passen.
Umfassender Leitfaden zur Druckluftqualität
Tipps zur Auswahl von Druckluftfiltern
Bei der Auswahl von Druckluftfiltern sollte man auf die spezifischen Anforderungen an die Druckluftqualität achten. Es gibt verschiedene Arten von Druckluftfiltern, wie Feinfilter, Aktivkohlefilter und Partikelfilter. Der Filter muss in der Lage sein, die relevanten Verunreinigungen wie Feststoffpartikel, Wasser und Öl effektiv zu entfernen. Auch die Durchflussmenge (m³/h) und der Druckverlust spielen eine wichtige Rolle. Eine Beratung durch einen Experten für Drucklufttechnik kann bei der Auswahl des passenden Druckluftfilters helfen. Filter und Trockner müssen richtig ausgewählt sein.
Wartung und Überwachung von Druckluftsystemen
Um die Einhaltung dieser Anforderungen sicherzustellen, wird die Druckluft regelmäßig überprüft und anhand standardisierter Parameter bewertet. Die Wartung und Überwachung von Druckluftsystemen ist entscheidend, um die Druckluftqualität dauerhaft sicherzustellen. Wichtige Maßnahmen hierfür sind:
Regelmäßige Inspektionen und der Austausch von Druckluftfiltern.
Die Überprüfung des Drucktaupunkts.
Auch die Dichtheit des Druckluftsystems sollte regelmäßig überprüft werden, um Verunreinigungen zu vermeiden. Die Überwachung kann durch den Einsatz von Sensoren und Messgeräten erfolgen, die den Ölgehalt, den Wassergehalt und die Partikelgröße messen. Die Lebensdauer des Systems hängt davon ab.
Zukunft der Druckluftqualität und Normen
Die Bedeutung der Druckluftqualität wird in Zukunft weiter zunehmen. Neue Technologien und Anwendungen erfordern immer höhere Reinheitsgrade der Druckluft. Die Norm ISO 8573 wird kontinuierlich weiterentwickelt, um den aktuellen Anforderungen gerecht zu werden. Auch der Einsatz von intelligenten Überwachungssystemen und energieeffizienten Druckluftaufbereitungsanlagen wird an Bedeutung gewinnen. Ziel ist es, die geforderte Druckluftqualität mit minimalem Energieaufwand zu erreichen. Ein wichtiger Aspekt ist die Senkung des Restölgehalts und die Reduzierung von Feststoffpartikeln in der Druckluft.
Verwechslung von Partikel-, Wasser- und Ölklassen: Die drei Aspekte der Druckluftqualität werden oft vermischt; jede Klasse ist separat zu bewerten.
Unzureichende Spezifikation: Kunden geben keine oder zu vage Anforderungen an die Druckluftqualitätsklassen an, sodass das System nicht auf die Anwendung abgestimmt ist.
Überdimensionierung von Aufbereitungssystemen: Aus Sorge um Sicherheit wird oft zu hohe Aufbereitung gewählt, was unnötige Kosten verursacht.
Unterschätzung von Belastungsspitzen: Prüfungen werden nur im Normalbetrieb durchgeführt; temporäre Kontaminationen oder Produktionsspitzen bleiben unentdeckt.
Fehlende regelmäßige Überwachung: Nach der Erstabnahme wird die Einhaltung der Druckluftqualitätsklassen nicht kontinuierlich kontrolliert.
Falsche Probenahme: Proben werden an ungeeigneten Stellen oder ohne korrekte Methoden entnommen, was zu falschen Ergebnissen führt.
Ignorieren von Druckverlusten: Druckabfall in Leitungen kann die Wirksamkeit von Aufbereitungseinrichtungen reduzieren und wird oft nicht berücksichtigt.
Vernachlässigung von Kondensatmanagement: Abfluss und Behandlung von Kondensat werden unterschätzt; dadurch kann Öl oder Wasser zurück in das System gelangen.
Kommunikationsmangel zwischen Anwender und Lieferant: Technische Anforderungen an die Druckluftqualitätsklassen werden nicht klar kommuniziert, was zu falschen Systemlösungen führt.
Keine Dokumentation und Nachverfolgbarkeit: Messdaten und Wartungsmaßnahmen werden nicht dokumentiert, sodass Abweichungen und Ursachen schwer zu identifizieren sind.
Was bedeutet Druckluftqualitätsklasse und welche Qualitätsklassen gibt es?
Die Druckluftqualitätsklasse beschreibt die Reinheit der Druckluft nach ISO 8573 und teilt sich in Partikelanzahl, Öl-Aerosole/Restölgehalt und Wassergehalt in der Druckluft ein. Es gibt mehrere Qualitätsklassen von niedriger (schlechterer) bis höherer (besserer) Reinheitsklasse; häufige Vorgaben reichen von Klasse 0 für maximale Reinheit bis zu höheren Klassen, je nach Anwendung.
Welche Anforderungen an die Druckluftqualität stellt die internationale Norm ISO 8573?
Die ISO 8573 legt die Anforderungen an die Druckluftqualität nach ISO 8573 in Form von Klassen für Partikel, Wassergehalt und Öl fest. Sie definiert die maximal zulässige Partikelanzahl pro Kubikmeter Druckluft, die maximale Konzentration von ölaerosolen bzw. flüssigem Öl und den maximalen Wassergehalt in der Druckluft, sodass sensible Anwendungen und die Prozesssicherheit gewährleistet sind.
Wie wähle ich die richtige Qualitätsklasse für meine Anwendung — z. B. Lebensmittel- und Getränkeindustrie?
Die Wahl der Qualitätsklasse hängt von der Qualität der Endprodukte und der Prozesssicherheit ab. Für Lebensmittel- und Getränkeindustrie oder andere sensible Anwendungen werden meist niedrigere Klassen (mehr Reinheit), oft Klasse 0 oder Klasse 1, gefordert, um ölaerosole, Partikel und Kondensat zu minimieren. Geeignete Druckluftfilter und Adsorptionstrocknern sind häufig erforderlich.
Was bedeutet Klasse 0 und ist sie immer notwendig?
Klasse 0 ist die strengste Klassifizierung und verlangt praktisch kein nachweisbares Öl in der Luft (kein maximal zulässiger Restölgehalt nach Prüfmethoden). Sie ist für besonders sensible Anwendungen sinnvoll, aber nicht immer notwendig — in vielen industriellen Anwendungen reichen Klasse 1–3 je nach Anforderungen an Effizienz und Zuverlässigkeit.
Wie beeinflusst der Kompressor und das Druckluftsystem die Reinheit der Druckluft?
Kompressoren beeinflussen direkt die Qualität der erzeugten Luft: ölgeschmierte Kompressoren können ölaerosole und Ölnebel erzeugen, während ölfreie Modelle diese Quellen minimieren. Ein durchdachtes Druckluftsystem mit Kondensat-Entlüftung, regelmässiger Wartung und geeigneten Filtern erhöht Effizienz und Langlebigkeit sowie die Einhaltung der gewünschten Druckluftqualitätsklasse.
Welche Rolle spielen Adsorptionstrocknern und wie reduzieren sie den Wassergehalt?
Adsorptionstrocknern entziehen der Druckluft Wasser mittels adsorbierender Materialien und senken so den Wassergehalt in der Druckluft auf die gewünschte Klasse. Sie sind besonders wichtig, um Kondensatbildung, Korrosion und Qualitätseinbußen in der Produktion zu verhindern und tragen zur Prozesssicherheit bei.
Wie messe und kontrolliere ich Partikelanzahl, Öl-Aerosole und Restölgehalt pro m³ Druckluft?
Messungen erfolgen mit Normprüfverfahren nach ISO 8573, die Partikelanzahl pro Kubikmeter Druckluft, den Restölgehalt und die Konzentration von Öl-Aerosolen bestimmen. Regelmäßige Messungen und Überwachung mit geeigneten Messgeräten sind notwendig, um maximale Grenzwerte einzuhalten und effizient zu filtern.
Welche Maßnahmen verbessern Effizienz und Zuverlässigkeit des Druckluftsystems gegen Hauptverunreinigungen wie Kondensat und Ölnebel?
Wichtige Maßnahmen sind: Einsatz geeigneter Druckluftfilter und Adsorptionstrocknern, regelmäßige Wartung von Kompressor und Komponenten, wirksame Kondensatableitung und Entlüftung, sowie Wahl des passenden Kompressortyps (ölfrei vs. ölgeschmiert) abhängig von der geforderten Reinheitsklasse. Diese Schritte erhöhen Effizienz und Langlebigkeit des Systems.
Wie stark beeinflusst die Druckluftqualität die Qualität der Endprodukte und die Prozesssicherheit?
Eine ungeeignete Druckluftqualitätsklasse kann zu Kontaminationen durch Partikel, Öl-Aerosole oder Kondensat führen, was die Qualität der Endprodukte beeinträchtigt und die Prozesssicherheit gefährdet. Durch Einhaltung der ISO-Qualitätsklassen, richtige Filterung und regelmäßige Wartung lässt sich die Qualität der Endprodukte maximieren und Ausfallrisiken minimieren.
Die Druckluftqualität ist ein entscheidender Faktor für viele industrielle Anwendungen. Die Norm ISO 8573 legt international gültige Reinheitsklassen fest, um die Qualität der Druckluft zu definieren und vergleichbar zu machen. Dieser Artikel erläutert die Grundlagen der Druckluftqualität nach ISO 8573 und gibt einen Überblick über die verschiedenen Reinheitsklassen.
Einführung in die Druckluftqualität
Was ist Druckluftqualität?
Unter Druckluftqualität versteht man die Reinheit der Luft hinsichtlich möglicher Verunreinigungen wie Partikel, Feuchtigkeit oder Öl. Die Qualität der Druckluft ist von entscheidender Bedeutung, um Schäden an Anlagen und pneumatischen Systemen zu vermeiden und die Produktqualität sicherzustellen. Die Reinheitsklassen, die bei Druckluft bekannt sind, definieren, welche Art und Menge an Verunreinigungen in der verwendeten Druckluft enthalten sein dürfen.
Bedeutung der ISO-Norm
Die international anerkannte Norm ISO 8573-1:2010 legt die Druckluft-Reinheitsklassen basierend auf dem Gehalt an Partikeln, Wasser und Öl fest. Diese Norm ist ein wesentliches Werkzeug für Anwender und Anlagenbetreiber, um die geforderte Druckluftqualität nach ISO für ihre spezifischen Anwendungen zu gewährleisten. Detaillierte Messmethoden und Probenahmeverfahren sind in den ergänzenden Normen ISO 8573-2 bis -4 beschrieben. Diese Verfahren sind essenziell, um Messergebnisse mit den festgelegten Druckluft-Reinheitsklassen zu vergleichen.
Überblick über ISO 8573
ISO 8573 ist eine Reihe von Normen, die die Druckluftaufbereitung und die Klassifizierung der Druckluft nach Reinheitsklassen regelt. Die Norm ISO 8573 legt Grenzwerte für Feststoffpartikel, Wasserdampf und Ölgehalt in der Druckluft fest. Die Norm hilft Anwendern, die richtige Aufbereitung der Druckluft auszuwählen, um die erforderliche Qualitätsklasse zu erreichen. Die ISO 8573 besteht aus verschiedenen Teilen, die sich mit unterschiedlichen Aspekten der Messung und Aufbereitung befassen.
Reinheitsklassen nach ISO 8573
Definition der Reinheitsklassen
Die Reinheitsklassen nach ISO 8573 definieren die zulässige Menge an Verunreinigung in der Druckluft. Jede Reinheitsklasse legt spezifische Grenzwerte für Partikel, Wasser und Öl fest. Die Druckluftqualität nach ISO ist somit klar definiert. Die Reinheitsklassen bei Druckluft bekannt zu machen, ist wichtig, um die Anforderungen der jeweiligen Anwendung zu erfüllen und die Produktqualität sicherzustellen.
Tabelle der Reinheitsklassen
Eine Tabelle der Reinheitsklassen nach ISO 8573-1 gibt einen detaillierten Überblick über die zulässigen Konzentrationen von Feststoffpartikeln, Wasser und Öl. Die Tabelle ermöglicht es Anwendern, die passende Druckluftqualität nach ISO für ihre spezifischen Anforderungen auszuwählen. Um dies zu veranschaulichen, hier ein vereinfachtes Beispiel:
Reinheitsklasse
Anforderungen
Klasse 0
Sehr rein
Klasse X
Weniger strenge Anforderungen
Erläuterung der Tabelle
Die Tabelle der Reinheitsklassen nach ISO 8573 ist in drei Hauptbereiche unterteilt: Feststoffpartikel, Wasser und Öl. Die Erläuterung der Tabelle ist wichtig, um die Bedeutung der einzelnen Klassen zu verstehen.
Reinheitsklasse
Anforderungen
Reinheitsklasse 1
Höhere Anforderungen
Reinheitsklasse 2
Geringere Anforderungen (im Vergleich zu Klasse 1)
Aufbereitung der Druckluft
Verfahren zur Aufbereitung
Die Aufbereitung der Druckluft umfasst verschiedene Verfahren, um Verunreinigungen zu entfernen und die geforderte Druckluftqualität nach ISO sicherzustellen. Einige dieser Verfahren sind besonders wichtig:
Filtration zur Entfernung von Partikeln
Trocknung zur Reduzierung des Wasserdampfgehalts
Ölentfernung mittels Koaleszenzfilter oder Aktivkohlefilter
Eine effektive Druckluftaufbereitung ist entscheidend für den zuverlässigen Betrieb von Maschinen und Anlagen.
Ölfreie Druckluft und ihre Vorteile
Ölfreie Druckluft ist besonders wichtig in Anwendungen, in denen Ölverunreinigungen kritisch sind, wie z.B. in der Lebensmittel- und Pharmaindustrie. Ölfreie Kompressoren und spezielle Filter sorgen dafür, dass die Druckluft frei von Öl ist. Der Einsatz von ölfreier Druckluft trägt zur Einhaltung höchster Reinheitsstandards bei und minimiert das Risiko von Produktverunreinigungen. Atlas Copco bietet hierzu entsprechende Kompressoren an.
Die Rolle der Trocknung
Die Trocknung spielt eine entscheidende Rolle bei der Aufbereitung der Druckluft. Durch die Entfernung von Wasserdampf wird Kondensatbildung in Druckluftsystemen vermieden, was Korrosion und Schäden an pneumatischen Systemen verhindern kann. Gängige Trocknungsverfahren sind die Kältetrocknung und die Adsorptionstrocknung. Die Wahl des geeigneten Trocknungsverfahrens hängt von den Anforderungen der jeweiligen Anwendung und der gewünschten Reinheitsklasse ab.
Verwechslung von Partikel-, Öldampf- und Wasserkonzentrationen: Die drei Parameter werden oft vermischt statt getrennt bewertet.
Falsche Interpretation der ISO-Klassen: ISO-Normen werden nicht korrekt gelesen, z. B. Einheit und Exponenten falsch verstanden.
Zu geringe Probennahmehäufigkeit: Annahme, einmalige Messung sei repräsentativ für das gesamte System.
Unzureichende Wahl der Messstelle: Messungen an ungeeigneten Stellen (z. B. direkt am Kompressor statt nach der Aufbereitung) führen zu falschen Ergebnissen.
Vernachlässigung von Druck und Temperatur: Konzentrationen hängen von Druck/Temperatur ab, werden aber oft nicht berücksichtigt oder korrigiert.
Unpassende Messgeräte oder Filter: Verwendung von Geräten mit zu niedriger Empfindlichkeit oder falschen Filtern verfälscht die Messwerte.
Ausschluss von dynamischen Belastungen: Schwankungen bei Lastwechseln oder Leckagen werden nicht gemessen und können Reinheit verschlechtern.
Fehlende Berücksichtigung von Transport- und Lagerbedingungen: Rohrleitungszustand, Materialabrieb oder Kondensatbildung werden ignoriert.
Zu hohe Erwartungen an Aufbereitungsanlagen: Luftbehandlung wird überschätzt und Wartungsbedarf unterschätzt.
Annäherung an Normen ohne Prozessanforderungen: ISO-Klasse wird als Selbstzweck gesehen, ohne Abgleich mit tatsächlichen Prozessanforderungen.
Mangelnde Dokumentation und Trendanalyse: Einmalige Prüfprotokolle statt kontinuierlicher Überwachung verhindern Früherkennung von Problemen.
Unzureichende Wartung und Filterwechselintervalle: Vernachlässigte Wartung führt zu Verschlechterung der Reinheit trotz richtiger Auslegung.
Anwendungen der Druckluftqualität
Bringt uns diese Norm?
Die ISO 8573 Norm bietet eine standardisierte Methode zur Klassifizierung der Druckluftqualität, was besonders in sensiblen Anwendungsbereichen unerlässlich ist. Durch die Festlegung klarer Reinheitsklassen können Anwender sicherstellen, dass die Druckluft die geforderten Qualitätsstandards erfüllt und somit die Anlagen und Prozesse geschützt werden. Die Norm unterstützt somit die Vergleichbarkeit und Transparenz der Druckluftqualität.
Praktische Anwendungen in der Industrie
Die Qualität der Druckluft ist in vielen industriellen Anwendungen entscheidend, da sie direkt oder indirekt mit Produkten, Maschinen und Anlagen oder Produktionsprozessen in Kontakt kommt. Branchen wie die Lebensmittelindustrie, Pharmaindustrie oder Elektronikfertigung stellen daher hohe Anforderungen an die verwendete Druckluft. Um diesen gerecht zu werden, wird die Druckluft regelmäßig überprüft und nach festgelegten Parametern bewertet.
Auswirkungen auf die Produktqualität
Die Druckluftqualität nach ISO hat direkte Auswirkungen auf die Produktqualität in verschiedenen Industrien. Verunreinigungen wie Partikel, Wasser und Öl können zu Schäden an Produkten führen und die Produktionsprozesse beeinträchtigen. Durch die Einhaltung der Reinheitsklassen kann eine hohe Produktqualität gewährleistet und das Risiko von Rückrufaktionen minimiert werden. Somit ist die richtige Aufbereitung der Druckluft wichtig.
Zusammenfassung und Ausblick
Wichtigkeit der Druckluftqualität für Unternehmen
Für Unternehmen ist die Druckluftqualität ein entscheidender Faktor, um die Effizienz und Zuverlässigkeit ihrer Produktionsprozesse sicherzustellen. Die Einhaltung der ISO 8573 Reinheitsklassen trägt dazu bei, Ausfallzeiten zu reduzieren, die Lebensdauer von Anlagen zu verlängern und die Produktqualität zu verbessern. Für Unternehmen in Deutschland, die eine professionelle Druckluftmessung benötigen, stehen spezialisierte Labordienstleister zur Verfügung.
Zukünftige Entwicklungen in der Druckluftaufbereitung
Die Druckluftaufbereitung wird sich in Zukunft weiterentwickeln, um den steigenden Anforderungen an die Druckluftqualität nach ISO gerecht zu werden. Neue Technologien und verbesserte Filter werden dazu beitragen, die Effizienz der Aufbereitung zu steigern und den Energieverbrauch zu senken. Auch die Überwachung der Druckluftqualität wird durch den Einsatz von Sensoren und intelligenten Systemen optimiert.
Fazit zur ISO 8573
Die ISO 8573 ist ein unverzichtbares Werkzeug für alle Unternehmen, die Druckluft in ihren Produktionsprozessen einsetzen. Durch die klare Definition der Reinheitsklassen und die Festlegung von Messmethoden ermöglicht die Norm eine zuverlässige Kontrolle der Druckluftqualität. Die Einhaltung der ISO 8573 trägt maßgeblich zur Sicherstellung der Produktqualität und zur Optimierung der Produktionsprozesse bei.
Die Druckluftqualität ist ein entscheidender Faktor für die Zuverlässigkeit und Effizienz vieler industrieller Anwendungen. Die internationale Norm ISO 8573 bietet einen Rahmen zur Klassifizierung und Messung der Qualität der Druckluft. Dieser Artikel gibt einen Überblick über die Druckluftqualität nach ISO, die Bedeutung der Norm ISO 8573 und die verschiedenen Reinheitsklassen.
Einführung in die Druckluftqualität
Was ist Druckluftqualität?
Was genau versteht man unter Druckluftqualität? Einfach ausgedrückt bezieht sich die Druckluftqualität auf die Reinheit der Druckluft. Es geht darum, wie frei die Druckluft von Verunreinigungen ist, insbesondere von festen Partikeln, Feuchtigkeit in Form von Wasser und Öl. Diese Verunreinigungen können die Leistung von Druckluftsystemen beeinträchtigen und zu Ausfällen führen. Die Anforderungen an die Druckluftqualität sind somit entscheidend für einen zuverlässigen Betrieb.
Bedeutung der ISO-Norm für Druckluftqualität
Warum ist die ISO-Norm so wichtig? Die Norm ISO 8573-1:2010 legt die Grundlage für die Klassifizierung von Druckluft nach Reinheitsklassen fest. Die Klassifizierung erfolgt auf Basis der drei Hauptverunreinigungen: Feststoffpartikel, Wasser und Öl. Die zugehörigen Mess- und Probenahmevorschriften sind in den ergänzenden Normteilen ISO 8573-2, -3, -4 und -7 definiert. Die Norm ISO stellt sicher, dass die Messung und Prüfung der Druckluftqualität standardisiert und vergleichbar sind.
Übersicht der Reinheitsklassen nach ISO 8573-1
Welche Reinheitsklassen gibt es und was bedeuten sie? Die Reinheitsklassen nach ISO 8573-1 geben Grenzwerte für die zulässige Menge an Feststoffpartikeln, Wassergehalt und Ölgehalt in der Druckluft an. Beispielsweise kann die Klasse 1 strengere Anforderungen an die Druckluftqualität stellen als die Klasse 2. Eine noch höhere Reinheit wird durch die Klasse 0 definiert, die spezifische Anforderungen für sensible Anwendungen festlegt. Die Wahl der passenden Druckluftqualitätsklasse ist abhängig von der jeweiligen Anwendung.
Klassifizierung der Druckluftqualität
Reinheitsklassen und ihre Bedeutung
Die Druckluftqualität ist ein wesentlicher Faktor in der modernen Industrie, da Druckluft in vielen Produktionsprozessen direkt oder indirekt mit Produkten, Maschinen oder empfindlichen Materialien in Berührung kommt. In Branchen wie der Lebensmittelindustrie, der Pharmazie, der Elektronikindustrie oder im allgemeinen Maschinenbau gelten klare Anforderungen an die eingesetzte Druckluft. Die Einhaltung der Reinheitsklassen nach ISO 8573 ist somit entscheidend für die Produktqualität und die Zuverlässigkeit der Produktionsprozesse.
Details zu den Reinheitsklassen nach ISO 8573-1
Die ISO 8573-1 definiert verschiedene Reinheitsklassen für Druckluft, basierend auf der Konzentration von Feststoffpartikeln, Wasser und Öl. Die Klassifizierung erfolgt durch Angabe einer Zahl für jeden dieser drei Parameter. Beispielsweise bedeutet die Bezeichnung [1:2:1], dass die Druckluft die Klasse 1 für Feststoffpartikel, die Klasse 2 für Wasser und die Klasse 1 für Öl erfüllt. Die Auswahl der richtigen Druckluftqualitätsklasse ist entscheidend für die jeweilige Anwendung.
Vergleich der Druckluftqualitätsklassen
Wie unterscheiden sich die Druckluftqualitätsklassen voneinander? Die Klassen unterscheiden sich hauptsächlich in den Grenzwerten für Partikelgröße und -konzentration, dem Drucktaupunkt als Maß für den Wassergehalt und dem Restölgehalt. Höhere Klassen stellen geringere Anforderungen an die Reinheit, während niedrigere Klassen, wie die Klasse 0, sehr strenge Anforderungen haben. Die Wahl der passenden Qualitätsklasse hängt stark von den spezifischen Anforderungen der jeweiligen Anwendung ab.
Messmethoden zur Druckluftqualität
Wie wird Druckluftqualität gemessen?
Die Messung der Druckluftqualität umfasst die Analyse verschiedener Parameter, um die Reinheit der Druckluft gemäß ISO 8573 sicherzustellen. Untersucht werden die Parameter Partikelgehalt, Drucktaupunkt, Öl-Aerosol-Gehalt sowie auf Wunsch auch mikrobiologische Parameter wie der Gehalt an Bakterien, Hefen und Schimmelpilzen. Die Messungen erfolgen gemäß ISO 8573-1, ISO 8573-2, ISO 8573-3, ISO 8573-4 und ISO 8573-7. Diese umfassenden Messungen gewährleisten, dass die Druckluft die erforderlichen Anforderungen erfüllt.
Messgeräte und Verfahren
Welche Messgeräte und Verfahren werden eingesetzt, um die Druckluftqualität zu messen? Für die Messung des Partikelgehalts werden Partikelzähler verwendet, während der Drucktaupunkt mit Taupunktmessgeräten bestimmt wird. Der Ölgehalt wird durch Gaschromatographie oder spektrometrische Verfahren analysiert. Diese Messungen erfolgen gemäß ISO 8573-1, ISO 8573-2, ISO 8573-3, ISO 8573-4 und ISO 8573-7. Die korrekte Anwendung dieser Geräte und Verfahren ist entscheidend für genaue Messergebnisse.
Prüfung der Druckluftqualität: Ein Schritt-für-Schritt-Leitfaden
So läuft eine Druckluftqualitätsprüfung ab: Zuerst wird ein geeigneter Messpunkt im Druckluftsystem ausgewählt. An diesen Messpunkten müssen bestimmte technische Anforderungen erfüllt sein:
Der Betriebsdruck muss unter 8 bar liegen.
Der Anschluss kann über eine Schnellkupplung, ein Gewinde oder direkt über eine Leitung erfolgen.
Die Messdauer beträgt unter einer Stunde pro Messpunkt, und der Messbericht wird in deutscher Sprache erstellt. Die Bearbeitungszeit für den Bericht liegt zwischen 3 und 21 Tagen.
Verunreinigungen in der Druckluft
Häufige Verunreinigungen: Wasser und Öl
Die Druckluftqualität bezieht sich auf die Reinheit der Druckluft hinsichtlich möglicher Verunreinigungen – insbesondere feste Partikel, Feuchtigkeit in Form von Wasser und Öl. Diese Verunreinigungen können die Druckluftanlage beschädigen und die Effizienz mindern. Es ist wichtig, die Druckluftqualität regelmäßig zu messen, um die Anforderungen an die Druckluftqualität zu gewährleisten und einen zuverlässigen Betrieb sicherzustellen.
Feststoffpartikel und deren Auswirkungen
Feste Partikel in der Druckluft können erhebliche Schäden verursachen. Sie können abrasive Wirkungen haben und zu Verschleiß an den Komponenten des Druckluftsystems führen. Dies betrifft insbesondere empfindliche Geräte wie Ventile, Zylinder und Luftmotoren. Die Partikel können sich auch in Düsen und kleinen Öffnungen absetzen, was zu Verstopfungen und Leistungseinbußen führt. Die Druckluftqualität ist daher stark von der Abwesenheit solcher Partikel abhängig.
Strategien zur Vermeidung von Verunreinigungen
Um Verunreinigungen in der Druckluft zu vermeiden, ist es wichtig, effektive Filter einzusetzen. Es gibt aber noch weitere wichtige Maßnahmen, die beachtet werden sollten:
Regelmäßige Wartung und Austausch der Filter, um ihre optimale Funktion zu gewährleisten.
Installation von Trocknern, um Wasser und Öl aus der Druckluft zu entfernen.
Regelmäßige Überprüfungen der Druckluftanlage und der Druckluftqualität sind ebenfalls unerlässlich, um Probleme frühzeitig zu erkennen und zu beheben.
Druckluftaufbereitung und -systeme
Wie funktioniert die Druckluftaufbereitung?
Die Druckluftaufbereitung umfasst verschiedene Prozesse, um die Druckluft von Verunreinigungen zu befreien und die geforderte Druckluftqualität sicherzustellen. Dazu gehören die Filtration zur Entfernung von Partikeln, die Trocknung zur Reduzierung des Wassergehalts und die Öl-Abscheidung zur Minimierung des Ölgehalts. Die Druckluftaufbereitung ist ein entscheidender Schritt, um die Zuverlässigkeit und Effizienz von Druckluftsystemen zu gewährleisten. Die Einhaltung der Norm ISO ist hierbei wichtig.
Rolle von Adsorptionstrocknern in der Druckluftqualität
Adsorptionstrockner spielen eine wichtige Rolle bei der Erzielung hoher Druckluftqualität. Sie arbeiten, indem sie Feuchtigkeit aus der Druckluft adsorbieren und so den Drucktaupunkt senken. Dies ist besonders wichtig in Anwendungen, die sehr trockene Druckluft benötigen, wie z.B. in der Elektronikindustrie oder bei der Lackierung. Die korrekte Auswahl und Wartung von Adsorptionstrocknern ist entscheidend, um die Anforderungen an die Druckluftqualität zu erfüllen.
Optimierung von Druckluftsystemen für hohe Qualität
Die Optimierung von Druckluftsystemen ist entscheidend, um eine hohe Qualität der Druckluft zu gewährleisten. Dies beinhaltet die regelmäßige Wartung des Kompressors, die Überprüfung und den Austausch von Filtern, die Optimierung der Rohrleitungsführung zur Vermeidung von Kondensatbildung und die Überwachung des Drucktaupunkts. Eine gut optimierte Druckluftanlage trägt dazu bei, die Anforderungen an die Druckluftqualität zu erfüllen und die Betriebskosten zu senken.
Unterschätzung der Bedeutung: Druckluft wird oft als „sauber“ angesehen, obwohl sie durch Partikel, Wasser, Öl und Atemluftverunreinigungen belastet sein kann.
Keine regelmäßige Überprüfung: Fehlende, seltene oder unvollständige Analysen der Druckluft führen zu unentdeckten Qualitätsproblemen.
Falsche Filterauswahl: Einsatz ungeeigneter oder zu grober Filter für den jeweiligen Anwendungsfall reduziert die Wirksamkeit der Aufbereitung.
Vernachlässigung der Kondensatbehandlung: Fehlende oder ungeeignete Kondensatableiter und -separatoren führen zu Wasser im System und Korrosion.
Unzureichende Wartung: Vernachlässigte Filterwechsel, Ölabscheider- und Trocknerwartung verschlechtern die Luftqualität.
Überdimensionierte Trocknerleistung ignoriert: Nicht abgestimmte Trockner oder falsche Einstellung führen zu ineffizienter Trocknung oder unnötig hohem Energieverbrauch.
Keine Berücksichtigung von Druckverlusten: Schlechte Rohrleitungsplanung, zu kleine Leitungen oder viele Undichtigkeiten erhöhen Energieverbrauch und senken Druckqualität.
Falsche Lagertemperaturen und Umgebungsbedingungen: Hohe Umgebungstemperaturen und Feuchtigkeit in Technikräumen beeinträchtigen Trockner und Kondensatmanagement.
Ungeeignete Ölqualität: Verwendung falscher Kompressoröle kann zu Verunreinigungen und Ablagerungen in der Anlage führen.
Ignorieren von Partikeldimensionen: Annahme, dass grobe Filter ausreichen; für sensible Prozesse sind sehr feine Partikel- und Ölnebelentfernung notwendig.
Keine Dokumentation und Rückverfolgbarkeit: Fehlende Protokolle zu Wartung, Messungen und Filterwechsel erschweren Fehlerursachenanalyse und Qualitätssicherung.
Unzureichende Schulung des Personals: Bediener und Wartungspersonal sind oft nicht ausreichend für die Anforderungen an Druckluftqualität sensibilisiert.
Anwendung: Welche Anforderungen an die Druckluftqualität gelten für unterschiedliche Druckluftanwendungen?
Die Anforderungen an die Druckluftqualität richten sich nach der jeweiligen Anwendung: für allgemeine Maschinen und Anlagen genügt oft eine mittlere Qualitätsklasse, während kritische Anwendungen in der Lebensmittel- und Getränkeindustrie oder medizintechnische Prozesse strengere Reinheitsklassen und regelmäßige Druckluftqualitätsmessung verlangen. Zur Bestimmung der passenden Qualitätsklasse helfen Leitfäden und die ISO-8573-Klassifikation, außerdem sind Aspekte wie Taupunkt, Öl- und Partikelgehalt sowie Kondensatmanagement zu beachten.
Druckluftsysteme: Wie wird die Druckluftqualität in kompletten Druckluftsystemen überprüft?
In Druckluftsystemen erfolgt die Überprüfung durch systematische Druckluftprüfungen und Testmethoden: Partikelzählung, Messung des Wassergehalts (Taupunkt), Kohlenwasserstoff-Analyse und Druckluftqualitätsmessung nach ISO-8573. Messpunkte sollten vor und nach Aufbereitungsstufen (Filter, Kältetrocknern) liegen. Zur Prozesssicherheit gehört auch die Dimensionierung von Filtern und Trocknern sowie die Dokumentation der Prüfergebnisse.
ISO 8573 / iso-8573: Was besagt die Norm iso 8573 zur Druckluftqualität?
Die Norm ISO 8573 (auch iso-8573) klassifiziert Druckluft nach Reinheitsklassen für Partikel, Wasser und Öl. Sie definiert Qualitätsklassen (z. B. Klasse 0 bis Klasse 5) und Maximalgehalte an Verunreinigungen pro m³. ISO 8573 dient als internationaler Standard für die Auswahl von Aufbereitungskomponenten und zur Festlegung von Spezifikationen in Ausschreibungen und Qualitätssicherung.
Kompressor und Klasse 0: Wann ist ölfreie Druckluft (Klasse 0) erforderlich?
Klasse 0 wird dort gefordert, wo selbst Spuren von Öl die Produktqualität oder Sicherheit gefährden, etwa in der Halbleiter-, Pharma- oder Lebensmittelherstellung. Ölfreie Kompressoren (ölfrei) oder spezielle Aufbereitungskonzepte kombiniert mit Druckluftfiltern und Trocknern sind notwendig, um die strengen Reinheitsklasse-Anforderungen zu erfüllen. Hersteller wie Atlas Copco bieten zertifizierte Lösungen und Leitfäden zur Umsetzung.
Messung: Wie erfolgt die Messung der Druckluftqualität und welche Testmethoden gibt es?
Die Messung der Druckluftqualität umfasst Partikelzählung, Bestimmung des Taupunkts zur Erfassung des Wassergehalts, Öl-/Kohlenwasserstoffanalysen und Druckabfallmessungen über Filter. Testmethoden orientieren sich an ISO-8573-Prüfverfahren; mobile Messgeräte oder Laboranalysen kommen je nach Anforderung zum Einsatz. Regelmäßige Druckluftprüfungen sind Teil eines Qualitätsmanagements zur Vermeidung von Kontamination.
Reinheit / Reinheitsklasse: Wie wählt man die richtige Druckluftqualitätsklasse für die Lebensmittel- und Getränkeindustrie?
In der Lebensmittel- und Getränkeindustrie sind oft hohe Reinheitsklassen nötig, um Kontamination des Produkts zu vermeiden. Auswahlkriterien sind die maximal tolerierbaren Schmutzstoffe, Keimzahlen, Öl- und Wassergehalt sowie gesetzliche Vorgaben. Häufig werden Klassen 1–3 oder spezifische Spezifikationen nach ISO 8573 gefordert; ein Leitfaden zusammen mit herstellerspezifischen Empfehlungen (z. B. von Atlas Copco) hilft bei der Umsetzung.
Wassergehalt und Kältetrocknern: Wie reduziert man Kondensat im System effektiv?
Kondensat entsteht durch Temperaturänderungen und wird durch Kältetrocknern, Drucklufttrockner (z. B. Kältetrockner) und Adsorptionstrockner reduziert. Die Zielgröße ist meist ein spezifizierter Taupunkt, der als Messwert für den Wassergehalt dient. Dimensionierung und Wartung der Trockner sowie korrekt platzierte Entwässerungsventile sind entscheidend, um Kondensat und nachfolgende Kontamination der Druckluft zu vermeiden.
Filtern: Welche Rolle spielen Druckluftfilter und wie werden sie richtig ausgewählt?
Druckluftfilter entfernen Partikel, Öl- und Wassertröpfchen und sind zentral für das Erreichen der gewünschten Qualitätsklassen. Die Auswahl erfolgt nach Partikelgröße, Durchfluss (m³/h), Druckverlust und Anforderungen der Qualitätsklasse. Kombinationen aus Grob-, Fein- und Adsorptionsfiltern plus Trocknern sind üblich; regelmäßiger Filterwechsel und Überwachung der Druckluftqualitätsmessung sichern die Funktion.
Leitfaden: Welche Schritte umfasst ein praktischer Leitfaden zur Druckluftqualitätsmessung und -sicherung?
Ein Leitfaden umfasst: 1) Analyse der Anwendungen und Festlegung der Druckluftqualitätsklasse (mehr über die ISO), 2) Auswahl von Kompressor, Filtern und Trocknern, 3) Einrichtung von Messpunkten, 4) regelmäßige Druckluftprüfungen (Partikel, Taupunkt, Kohlenwasserstoffe), 5) Wartung und Dokumentation sowie 6) Anpassung bei Prozessänderungen. So werden Prozesssicherheit und Einhaltung der Anforderungen an die Druckluftqualität gewährleistet.
Die Druckluftqualität ist ein entscheidender Faktor für viele industrielle Anwendungen. Die ISO 8573 Normenreihe, insbesondere die ISO 8573-1, definiert die Druckluftklassen und stellt sicher, dass die Qualität der Druckluft den spezifischen Anforderungen entspricht.
Einführung in die Druckluftqualität
Was ist Druckluftqualität?
Druckluftqualität bezieht sich auf die Reinheit der Druckluft hinsichtlich Verunreinigungen wie Partikel, Wasser und Öl. Eine hohe Druckluftqualität ist essenziell, um den Einsatz von Druckluft zuverlässig zu gewährleisten und Schäden an Maschinen und Anlagen zu vermeiden.
Warum ist die Druckluftqualität wichtig?
Verunreinigungen wie Partikel, Feuchtigkeit oder Öl können Maschinen, Produkte und Prozesse erheblich beeinträchtigen. In der Lebensmittelindustrie, der Pharmaindustrie und der Elektronikfertigung gelten strenge Anforderungen. Daher ist die Einhaltung der Druckluftqualitätsklassen nach ISO 8573 von großer Bedeutung.
Überblick über die ISO-Normen
Die ISO-Norm bietet einen Rahmen für die Klassifizierung und Bewertung der Druckluftqualität. Die verschiedenen Teile der ISO 8573 Normenreihe legen die Messverfahren und Grenzwerte für Partikelgröße, Wassergehalt und Ölgehalt fest, um eine standardisierte Bewertung zu gewährleisten.
ISO 8573 und ISO 8573-1
Was sind ISO 8573 und ISO 8573-1?
Die ISO 8573 ist eine Normenreihe, die sich mit der Druckluftqualität befasst. ISO 8573-1 definiert die Druckluftqualitätsklassen hinsichtlich Partikel, Feuchtigkeit und Öl. Die DIN ISO 8573-1 Norm legt Grenzwerte fest, die nicht überschritten werden dürfen.
Die verschiedenen Druckluftqualitätsklassen
Die international anerkannte Norm ISO 8573-1 legt die Reinheitsklassen fest. Die gemessenen Konzentrationen von Partikeln, Wasser und Öl werden anhand dieser Reinheitsklassen bewertet. Die zugehörigen Mess- und Probenahmeverfahren sind in den ergänzenden Normteilen ISO 8573 beschrieben.
Vergleich der Normen
Ein Vergleich der Normen zeigt, dass die ISO 8573-1 als zentrale Norm für die Klassifizierung der Druckluftqualität dient, während andere Teile der ISO 8573 Normenreihe detailliertere Informationen zur Messung und Analyse der Verunreinigungen liefern. Dies ermöglicht eine umfassende Beurteilung der Qualität der Druckluft.
Druckluftklassen und ihre Bedeutung
Was sind Druckluftklassen?
Druckluftklassen sind Klassifizierungen, die die Reinheit der Druckluft in Bezug auf Partikel, Wasser und Öl definieren. Die international anerkannte Norm ISO 8573-1:2010 legt die sogenannten Reinheitsklassen fest. Diese ISO-Norm hilft sicherzustellen, dass die Qualität der Druckluft für die jeweilige Anwendung geeignet ist.
Einführung in Klasse 0 und ihre Anforderungen
Die Druckluftklasse 0 ist die höchste Qualitätsklasse und stellt die strengsten Anforderungen an die Druckluftqualität. Sie bedeutet, dass keine messbaren Verunreinigungen wie Öl in der Druckluftenthalten sein dürfen. Diese Klasse 0 ist besonders wichtig in der Lebensmittelindustrie oder der Pharmaindustrie, wo höchste Reinheit erforderlich ist, um die Qualität der Produkte zu gewährleisten.
Unterschiedliche Druckluftqualitätsklassen
Die ISO 8573-1 definiert verschiedene Druckluftqualitätsklassen, die sich in den zulässigen Mengen an Partikelgröße, Wassergehalt und Ölgehalt unterscheiden. Von Klasse 1, die eine sehr hohe Druckluftqualität erfordert, bis hin zu niedrigeren Klassen, die höhere Konzentrationen an Verunreinigungen zulassen. Die Auswahl der passenden Druckluftqualitätsklasse hängt stark von der jeweiligen Anwendung ab.
Aufbereitung der Druckluft
Methoden zur Aufbereitung der Druckluft
Die Aufbereitung der Druckluft umfasst verschiedene Techniken, um Verunreinigungen zu entfernen und die gewünschte Druckluftqualität zu erreichen. Zu den gängigen Methoden gehören der Einsatz von Filtern, Kältetrocknern und Adsorptionstrocknern. Diese sorgen dafür, dass die Qualität der Druckluft den Anforderungen der ISO-Norm entspricht.
Filtertypen und ihre Funktionen
Es gibt verschiedene Filtertypen, die jeweils spezifische Funktionen bei der Aufbereitung der Druckluft erfüllen. Einige Beispiele hierfür sind:
Grobstaubfilter, die größere Partikel entfernen.
Feinfilter, die auch kleinste Partikelgröße bis zu 1 μm zurückhalten können.
Aktivkohlefilter werden eingesetzt, um Öl und andere organische Verunreinigungen zu entfernen. Durch die richtige Kombination von Filtern wird saubere Druckluft gewährleistet.
Techniken zur Verbesserung der Druckluftqualität
Neben der Filtration gibt es weitere Techniken zur Verbesserung der Druckluftqualität. Dazu gehören der Einsatz von Trocknern zur Reduzierung des Wassergehalts und des Drucktaupunkts sowie der Einsatz von Öl-Wasser-Trennern. Die Wahl der geeigneten Aufbereitungsmethode hängt von der geforderten Druckluftklasse und den spezifischen Anforderungen der Anwendung ab. Die Einhaltung der DIN ISO 8573-1 ist hierbei maßgeblich.
Anwendung in verschiedenen Industrien
Druckluftqualität in der Lebensmittelindustrie
Besonders in der Lebensmittelindustrie gelten strenge Anforderungen an die Druckluftqualität. Hier ist die Einhaltung der Druckluftqualitätsklassen nach ISO 8573-1 unerlässlich, um sicherzustellen, dass keine Verunreinigungen wie Öl oder Partikel in die Produkte gelangen. Die DIN ISO 8573-1Norm muss unbedingt eingehalten werden, um die Reinheit zu gewährleisten.
Weitere Branchen und ihre Anforderungen
Auch in anderen Industrien wie der Pharmaindustrie und der Elektronikfertigung sind hohe Qualitätsklassen erforderlich. In diesen Bereichen können selbst kleinste Partikel oder Ölgehalt die Produkte beeinträchtigen. Die ISO 8573Norm hilft dabei, die Druckluftqualität zu überwachen und die entsprechenden Maßnahmen zur Aufbereitung der Druckluft zu ergreifen, um die Anwendung sicherzustellen.
Fallstudien und Beispiele
Für Unternehmen in Deutschland, die ihre Druckluftqualität nach ISO prüfen lassen möchten, stehen spezialisierte Labore zur Verfügung. Das MQV LABOR in Auerbach und KVALIFIKACE VALIDACE in Ostrava (Tschechien) bieten umfassende Analysen und Bewertungen an. Diese Labore helfen, die Einhaltung der ISO 8573-1 zu gewährleisten und die Druckluftqualität zu optimieren, um den reibungslosen Einsatz von Druckluft zuverlässig zu gewährleisten.
Zusammenfassung und Ausblick
Wichtige Erkenntnisse zur Druckluftqualität
Die Qualität der Druckluft spielt in zahlreichen Industrien eine entscheidende Rolle, da VerunreinigungenMaschinen und Anlagen, Produkte und Prozesse erheblich beeinträchtigen können. Die international anerkannte Norm ISO 8573-1:2010 legt dabei die Reinheitsklassen fest, anhand derer die gemessenen Konzentrationen von Partikeln, Wasser und Öl bewertet werden.
Zukünftige Entwicklungen in der Drucklufttechnik
Die Drucklufttechnik entwickelt sich stetig weiter, wobei der Fokus zunehmend auf Energieeffizienz und verbesserter Druckluftqualität liegt. Neue Filtertechnologien und Aufbereitungsmethoden ermöglichen es, die Qualitätsklassen noch besser zu erreichen und den Einsatz von Druckluft zuverlässig zu gestalten. Auch die Digitalisierung spielt eine Rolle, indem sie die Überwachung der Druckluftqualität in Echtzeit ermöglicht.
Fragen und Antworten
Frage: Welche Druckluftklasse ist für meine Anwendung geeignet?
Antwort: Die Wahl der passenden Druckluftklasse hängt von den spezifischen Anforderungen Ihrer Anwendung ab. In der Lebensmittelindustrie ist beispielsweise Klasse 0 oft erforderlich, während andere Industrien mit niedrigeren Klassen auskommen können. Eine Analyse der potenziellen Verunreinigungen und deren Auswirkungen ist entscheidend.
Frage: Wie oft sollte ich meine Druckluftqualität prüfen lassen?
Antwort: Die Häufigkeit der Prüfungen hängt von verschiedenen Faktoren ab, wie der Sensibilität der Anwendung und den Umgebungsbedingungen. Generell empfiehlt es sich, die Druckluftqualität regelmäßig zu überwachen und bei Veränderungen im Prozess oder der Umgebungsluft eine erneute Prüfung durchzuführen, um die Einhaltung der ISO 8573-1 sicherzustellen.
Druckluftklassen nach ISO 8573 beschreiben nicht den Druck, sondern die Reinheit in drei Kategorien (Partikel, Wasser/Feuchte, Öl) — der Begriff „Druckluftklasse“ betrifft also Qualität, nicht Druckstärke.
Die strengste Angabe ist oft „Klasse 0“ (oder spezifizierte Grenzwerte): Sie bedeutet nicht absolut frei von Kontaminanten, sondern dass der Anwender genaue Grenzwerte festgelegt hat, die durch Laboranalyse nachgewiesen werden müssen.
Die gemessene Druckluftqualität hängt stark vom Messpunkt ab: die Luft an der Kompressorauslassstufe kann völlig anders sein als die Luft am Endverbraucher (Point-of-Use) — Reinigung am Ende der Leitung ist häufig entscheidend.
Temperatur und Druck beeinflussen Öl- und Wassergehalt: Bei Abkühlung kondensieren Dampf und Aerosole, sodass eine Luftklasse, die sauber erscheint, nach Druckabfall oder Kühlung deutlich schlechter werden kann.
Häufige Fehler bei Druckluftklassen
Verwechslung von Norm und Produktbeschreibung: Viele setzen die ISO‑Klasse mit einem bestimmten Filter- oder Kompressorprodukt gleich, statt die Norm als Anforderungen an die Luftqualität zu verstehen.
Nur ein Parameter beachten: Es wird oft nur auf Partikel geachtet und Feuchtigkeit oder Öl übersehen; alle drei Parameter (Partikel, Wasser, Öl) beeinflussen die Klasse.
Falsche Probennahme: Unsachgemäße oder nicht repräsentative Entnahmepunkte führen zu falschen Messwerten und damit zu falscher Klasseneinstufung.
Einmalige Messung als dauerhaftes Ergebnis: Eine einmalige Analyse wird fälschlich als dauerhaftes Zertifikat betrachtet, obwohl Schwankungen im Betrieb üblich sind.
Unzureichende Berücksichtigung von Betriebsbedingungen: Druck, Temperatur, Lastzustand und Rohrleitungsführung ändern die Luftqualität und werden oft nicht in die Bewertung einbezogen.
Vergessen der Risikoanalyse: Die erforderliche Druckluftklasse hängt vom Verwendungszweck ab; ohne Risikoanalyse wird oft eine zu niedrige oder unnötig hohe Klasse gewählt.
Überdimensionierte Filtration aus Kostengründen ignorieren: Zu starke Filtration kann Druckverluste und Energieverbrauch erhöhen, wird aber manchmal aus Sicherheitsdenken ohne Kosten-Nutzen-Prüfung angewendet.
Unklare Dokumentation: Fehlende oder unvollständige Aufzeichnungen über Messungen, Wartung und Filterwechsel erschweren Nachweis und Reproduzierbarkeit der Klasse.
Nichtbeachtung von Ölarten: Aerosole, flüssiges Öl und ölhaltige Dämpfe werden unterschiedlich behandelt; pauschale Aussagen zur „Ölfreiheit“ sind oft irreführend.
Mangelnde Wartung: Filterwechsel, Kondensatableiter und Trockner werden nicht regelmäßig gewartet, sodass die Luftqualität zwischen den Messungen abfällt.
Was ist eine Druckluftqualitätsklasse? (erläuterung zur qualitätsklasse)
Die Druckluftqualitätsklasse ist eine standardisierte Klassifizierung von Druckluft hinsichtlich Partikel, Wasser in Form des Drucktaupunkts und Ölgehalt. Diese Qualitätsklassen (z. B. nach ISO 8573) geben an, welcher Maximalgehalt an Verunreinigungen in der erzeugten Druckluft zulässig ist, damit sie für bestimmte Anwendungen — etwa in der Lebensmittel- und Getränkeindustrie oder in der Pneumatik — verwendet werden kann.
Wie werden Partikel in der Druckluft klassifiziert? (partikel, partikelanzahl)
Die Klassifizierung von Partikeln erfolgt anhand der Partikelanzahl und Partikelgröße pro Kubikmeter (m³). Es gibt verschiedene Klassen wie Klasse 1, Klasse 2, Klasse 3 usw., die definieren, wie viele Feststoffpartikel einer bestimmten Größe pro Kubikmeter Luft maximal vorhanden sein dürfen. Bei Prüfungen der Druckluft werden Partikelkonzentrationswerte gemessen, um die Einhaltung der geforderten Druckluftklasse zu bestätigen.
Welche Rolle spielt der Kompressor für die Qualitätsklassen? (kompressor, einsatz von kompressoren)
Der Kompressor beeinflusst direkt die Reinheit und die Zusammensetzung der erzeugten Druckluft. Ölfrei arbeitende Kompressoren reduzieren Ölgehalt und ermöglichen höhere Qualitätsklassen wie Qualitätsklasse 1. Je nach Druckluftklasse sind unterschiedliche Kompressortypen oder zusätzliche Druckluftaufbereitungselemente nötig, damit die verwendete Druckluft den Anforderungen entspricht.
Warum sind Filter und die Druckluftaufbereitung wichtig? (filter, druckluftaufbereitung)
Filter wie Submikrofilter oder Aktivkohlefilter sowie Trockner (Adsorptionstrockner, Kältetrockner) entfernen Feststoffpartikel, Ölnebel und Feuchtigkeit und senken den Drucktaupunkt. Ohne geeignete Filter und Druckluftaufbereitung kann die erzeugte Druckluft nicht die geforderte Reinheit erreichen, sodass die Druckluftanlage die maximale Belastung durch Verunreinigungen überschreitet.
Wie wird die Klassifizierung von Druckluft vorgenommen? (klassifizierung, erfolgt die klassifizierung)
Die Klassifizierung erfolgt meist nach Normen wie ISO 8573 in drei Bereichen: Partikel, Wasser (Drucktaupunkt) und Öl. Bei der Prüfung der Druckluft werden Messungen durchgeführt, um Partikelanzahl, Drucktaupunkt und Ölkonzentration zu bestimmen. Anhand dieser Messwerte wird die passende Druckluftklasse bzw. Qualitätsklasse festgelegt und dokumentiert.
Was bedeutet Qualitätsklasse 1 und wann ist sie erforderlich? (qualitätsklasse, qualitätsklasse 1)
Qualitätsklasse 1 steht für sehr reine Druckluft mit extrem niedrigen Werten für Partikel, Öl und Feuchtigkeit und ist oft für kritische Anwendungen wie die Lebensmittel- und Getränkeindustrie oder empfindliche pneumatische Steuerungen erforderlich. Um Klasse 1 zu erreichen, sind häufig ölfreie Kompressoren, mehrere Filterstufen und Adsorptionstrockner oder Aktivkohlefilter notwendig.
Wie beeinflusst der Drucktaupunkt die Druckluftreinheit? (drucktaupunkt, reinheit)
Der Drucktaupunkt gibt an, bei welchem Druck und Temperatur Wasserdampf in flüssiges Wasser übergeht; ein niedrigerer Drucktaupunkt bedeutet weniger Restfeuchte in der Druckluft. In vielen Anwendungen darf die Druckluft nur einen sehr geringen Drucktaupunkt aufweisen, damit Kondensation, Korrosion und Verunreinigungen in Anlagen und Produkten vermieden werden.
Welche praktischen Hinweise gibt es zur Einhaltung der Druckluftklassen? (festlegung, druckluft zuverlässig und sicher betrieben)
Praktische Maßnahmen umfassen: Auswahl des passenden Kompressors (ölfrei vs. ölbetrieben), Installation geeigneter Filter und Trockner (z. B. Adsorptionstrockner, Kältetrockner), regelmäßige Prüfung der Druckluft (Partikelanzahl, Drucktaupunkt, Ölgehalt) und Dokumentation der Festlegung der Klasse. Herstellerangaben (z. B. von Atlas Copco) und Normen helfen dabei, dass die Druckluft zuverlässig und sicher betrieben und die verwendete Druckluft gemäß den Anforderungen der jeweiligen Branche eingehalten wird.
In der heutigen Industrie, in der Reinheit und Effizienz an erster Stelle stehen, gewinnt die ölfreie Druckluft immer mehr an Bedeutung. Aber was genau verbirgt sich hinter diesem Begriff, und warum sollte man einen ölfreien Kompressor in Betracht ziehen? Dieser Artikel beleuchtet die Funktionsweise, Vorteile und Anwendungsgebiete ölfreier Kompressoren und gibt Ihnen wertvolle Einblicke für Ihre Entscheidung.
Was ist ein ölfreier Kompressor?
Definition und Funktionsweise
Ein ölfreier Kompressor ist ein Gerät, das Druckluft erzeugt, ohne Öl zur Schmierung der beweglichen Teile im Verdichtungsraum zu verwenden. Im Gegensatz zu ölgeschmierten Kompressoren, die Öl zur Kühlung und Abdichtung benötigen, nutzen ölfrei verdichtende Kompressoren alternative Technologien wie spezielle Beschichtungen oder Konstruktionsweisen, um den Verschleiß zu minimieren. Das Ergebnis ist saubere Druckluft, die frei von Ölpartikeln ist und somit ideal für sensible Anwendungen geeignet ist. Diese Kompressoren arbeiten zuverlässig und effizient, auch bei anspruchsvollen Aufgaben.
Vorteile der ölfreien Druckluft
Die Vorteile der ölfreien Druckluft sind vielfältig. Ein wesentlicher Aspekt ist die Reinheit der Druckluft. Hinzu kommen weitere Vorteile, die sich wie folgt zusammenfassen lassen:
Reinheit der Druckluft: Da keine Ölpartikel vorhanden sind, wird das Risiko einer Kontamination minimiert, was besonders in der Lebensmittel- und Getränkeindustrie, in der Medizintechnik und in der Elektronikfertigung von Bedeutung ist.
Reduzierter Wartungsaufwand: Der Ölwechsel entfällt, wodurch der Wartungsaufwand reduziert und die Lebensdauer des Kompressors verlängert wird.
Dies führt zu einer höheren Effizienz und geringeren Betriebskosten. Ölfreie Kompressoren sind somit eine hochwertige und wartungsarme Lösung für professionelle Anwender.
Anwendungsgebiete für ölfreie Kompressoren
Ölfreie Kompressoren sind in vielen Branchen unverzichtbar, besonders dort, wo saubere Druckluft benötigt wird. Dies führt zu vielfältigen Einsatzgebieten, beispielsweise:
In der Lebensmittel- und Getränkeindustrie, um sicherzustellen, dass keine Ölpartikel in die Produkte gelangen.
In der Medizintechnik, zur Versorgung von Beatmungsgeräten und anderen sensiblen Geräten.
Darüber hinaus finden ölfreie Kompressoren auch in der Elektronikfertigung, der Pharmaindustrie und im Handwerk Anwendung, überall dort, wo präzise und saubere Arbeit gefordert ist. Ob für den Dauerbetrieb in der Industrie oder für den mobilen Einsatz, ölfreie Kompressoren bieten eine zuverlässige und effiziente Druckluftversorgung.
Worauf sollte man beim Kauf eines ölfreien Kompressors achten?
Lebensdauer und Zuverlässigkeit
Die Lebensdauer und Zuverlässigkeit eines ölfreien Kompressors sind entscheidende Faktoren. Ein hochwertiger ölfreier Kompressor sollte zuverlässig arbeiten und eine lange Lebensdauer haben, um Ausfallzeiten und Reparaturkosten zu minimieren. Achten Sie auf Hersteller mit gutem Ruf und positiven Kundenbewertungen. Eine zuverlässige Druckluftversorgung ist besonders im Dauerbetrieb für Industrieanwendungen unerlässlich. Wartungsarme Modelle tragen zusätzlich zur Effizienz bei, da der Wartungsaufwand reduziert wird.
Robustheit und Mobilität
Die Robustheit und Mobilität sind wichtige Aspekte, insbesondere wenn der Kompressor an verschiedenen Einsatzorten verwendet werden soll. Ein robuster ölfreier Kompressor hält auch anspruchsvollen Umgebungen stand und ist weniger anfällig für Beschädigungen. Wenn Mobilität erforderlich ist, sollte der Kompressor kompakt und leicht zu transportieren sein. Einige Modelle sind mit Rollen ausgestattet, um den Transport zu erleichtern. Dies ist besonders im Handwerk von Vorteil, wo Flexibilität gefragt ist.
Stationäre vs. mobile ölfreie Kompressoren
Bei der Wahl zwischen stationären und mobilen ölfreien Kompressoren kommt es auf den Anwendungsbereich an. Hier sind einige Unterschiede, die bei der Entscheidung helfen können:
Stationäre Modelle eignen sich für den Dauerbetrieb an einem festen Standort und bieten häufig eine höhere Leistung und größere Tankvolumen.
Mobile ölfreien Kompressoren hingegen sind flexibel einsetzbar, oft kompakt und leicht, was den Transport erleichtert.
Stationäre ölfreie Kompressoren sind ideal für Industrieanwendungen, bei denen eine konstante Druckluftversorgung gebraucht wird.
Wie funktioniert die Druckluftversorgung mit ölfreien Kompressoren?
Verdichtungsprozess und Technik
Der Verdichtungsprozess in einem ölfreien Kompressor unterscheidet sich grundlegend von dem in ölgeschmierten Kompressoren. Anstatt Öl zur Schmierung und Kühlung zu verwenden, setzen diese Kompressoren auf alternative Technologien, um die Reibung zu minimieren. Dies kann durch spezielle Beschichtungen der Kolben und Zylinder oder durch ausgeklügelte Konstruktionsweisen erreicht werden. Der Vorteil dieser Technologie ist, dass die erzeugte Druckluft sauber und frei von Ölpartikeln ist, was sie ideal für sensible Anwendungen macht.
Saubere und trockene Druckluft erzeugen
Um saubere und trockene Druckluft zu erzeugen, werden oft zusätzliche Geräte wie Kältetrockner und Adsorptionstrockner eingesetzt. Kältetrockner kühlen die Druckluft ab, um Kondenswasser auszuscheiden, während Adsorptionstrockner die Feuchtigkeit durch Adsorption entfernen. Diese Geräte gewährleisten, dass die Druckluft den hohen Anforderungen an die Qualität der Druckluft entspricht, insbesondere in Branchen wie der Lebensmittel- und Getränkeindustrie und der Pharmaindustrie, wo saubere und trockene Druckluft unerlässlich ist.
Entwicklung von ölfreien Druckluftsystemen
Die Entwicklung von ölfreien Druckluftsystemen hat in den letzten Jahren erhebliche Fortschritte gemacht. Moderne ölfreie Kompressoren sind leistungsstark, zuverlässig und wartungsarm. Hersteller wie Atlas Copco haben Baureihen entwickelt, die speziell auf die Bedürfnisse verschiedener Industrieanwendungen zugeschnitten sind. Diese Systeme bieten nicht nur eine hohe Reinheit der Druckluft, sondern auch eine verbesserte Effizienz und eine längere Lebensdauer. Die Technologie wird stetig weiterentwickelt, um den steigenden Anforderungen gerecht zu werden.
Bei Planung, Einsatz und Wartung von ölfreier Druckluft treten immer wieder ähnliche Fehler auf. Diese Übersicht nennt die gängigsten Missverständnisse, erklärt warum sie problematisch sind und gibt Hinweise zur richtigen Vorgehensweise.
Annahme: „ölfrei“ bedeutet absolut rein Viele glauben, ölfreie Druckluft sei völlig frei von Verunreinigungen. Tatsächlich bezieht sich „ölfrei“ meist auf das Ansaugsystem und die Kompressortechnik; Restfeuchte, Partikel oder Spurenöle aus Leitungen oder Komponenten können weiterhin vorhanden sein. Korrekt ist der Einsatz zusätzlicher Filter-, Trockner- und Aufbereitungsschritte, wenn echte Reinheit erforderlich ist.
Fehlende Differenzierung nach Reinheitsklassen Es wird oft nicht zwischen verschiedenen Reinheitsklassen (z. B. nach ISO 8573-1) unterschieden. Je nach Anwendung — Labor, Lebensmittel, Medizin oder industrielle Steuerung — sind unterschiedliche Anforderungen nötig. Vor Einsatz die erforderliche Klasse definieren und passende Aufbereitung wählen.
Unzureichende Wartung und Monitoring Auch ölfreie Systeme brauchen regelmäßige Wartung. Ignorierte Filterwechsel, verschmutzte Rohrleitungen oder defekte Entwässerungen führen zu Leistungseinbußen und Kontaminationen. Wartungspläne, Inspektionen und Messungen (Ölgehalt, Partikel, Drucktaupunkt) sind unerlässlich.
Falsche Dimensionierung der Anlage Zu klein ausgelegte Kompressoren, Leitungen oder Aufbereitungskomponenten verursachen Druckverluste, Temperaturschwankungen und unzureichende Luftqualität. Eine korrekte Auslegung unter Berücksichtigung von Spitzenbedarf, Druckdifferenzen und zukünftigen Erweiterungen ist notwendig.
Vernachlässigung der Druckluftkühlung und Kondensatbehandlung Bei Kompression entsteht Wärme und Kondensat. Ohne adäquate Kühlung und Kondensatmanagement gelangen Feuchtigkeit und Verunreinigungen in das System. Kondensat fachgerecht trennen und entsorgen (besonders wenn ölfrei nicht gleich schadstofffrei ist).
Falsche Erwartung an Kostenersparnis Manche erwarten, dass ölfreie Kompressoren immer günstiger im Betrieb sind. Die Investitions-, Filter- und Wartungskosten können anderswo höher sein. Gesamtkostenbetrachtung (Total Cost of Ownership) ist wichtig.
Ungeeignete Wahl des Kompressortyps Ölfrei wird mit vielen Kompressortypen assoziiert. Für spezifische Anforderungen (z. B. Lebensmittel, Pharma) sind bestimmte Bauarten (z. B. ölfreie Schrauben- oder Kolbenkompressoren) besser geeignet. Auswahl nach Anwendungskriterien treffen.
Ignorieren von Leckagen und Druckverlusten Leckagen werden oft unterschätzt und führen zu Mehrverbrauch und schlechterer Luftqualität. Regelmäßige Lecksuche und Dichtheitsprüfungen reduzieren Kosten und sichern Leistung.
Unzureichende Schulung des Betriebspersonals Das Personal kennt nicht die Besonderheiten ölfreier Systeme: Umgang, Wartung, Grenzwerte. Schulungen erhöhen Sicherheit, Anlagenverfügbarkeit und Luftqualität.
Keine Validierung bei kritischen Prozessen In sensiblen Produktionsbereichen wird die Luftqualität nicht validiert. Messprotokolle und Qualifizierungsmaßnahmen sind notwendig, um Konformität und Produktsicherheit nachzuweisen.
Kurz gefasst: Ölfrei heißt nicht automatisch risikofrei. Richtige Planung, passende Aufbereitung, regelmäßige Wartung und Monitoring sind entscheidend, um die Vorteile ölfreier Druckluft zuverlässig zu nutzen.
Häufige Fragen zu ölfreien Kompressoren
Was sind die Vorteile von ölfreien Kompressoren gegenüber herkömmlichen?
Ein wesentlicher Vorteil von ölfreien Kompressoren gegenüber ölgeschmierten Modellen ist die Reinheit der Druckluft. Da kein Öl zur Schmierung verwendet wird, besteht kein Risiko der Kontamination. Dies ist besonders wichtig in Branchen wie der Lebensmittel- und Getränkeindustrie, der Medizintechnik und der Elektronikfertigung. Zudem entfällt der Ölwechsel, was den Wartungsaufwand reduziert und die Lebensdauer des Kompressors verlängert. Ölfreie Kompressoren sind somit eine zuverlässige und effiziente Lösung für professionelle Anwender.
Wie lange hält ein ölfreier Kompressor?
Die Lebensdauer eines ölfreien Kompressors hängt von verschiedenen Faktoren ab, darunter die Qualität der Druckluft, die Betriebsbedingungen und die Regelmäßigkeit der Wartung. Ein hochwertiger ölfreier Kompressor kann bei sachgemäßer Pflege viele Jahre halten. Regelmäßige Inspektionen und der Austausch von Verschleißteilen tragen dazu bei, die Lebensdauer zu verlängern. Im Vergleich zu ölgeschmierten Kompressoren entfällt zwar der Ölwechsel, aber andere Wartungsarbeiten sind dennoch wichtig, um eine zuverlässige Funktion zu gewährleisten.
Welche Marken gelten als zuverlässig und robust?
Es gibt mehrere Marken, die für ihre zuverlässigen und robusten ölfreien Kompressoren bekannt sind. Atlas Copco ist ein führender Hersteller, der eine breite Palette von ölfreien Kompressoren für verschiedene Industrieanwendungen anbietet. Andere zuverlässige Marken sind beispielsweise Kaeser und CompAir. Bei der Auswahl eines ölfreien Kompressors sollte man auf die Qualität der Druckluft, die Ansaugleistung in kW, die Lebensdauer und den Wartungsaufwand achten. Ein robuster und zuverlässiger ölfreier Kompressor gewährleistet eine konstante Druckluftversorgung für den Dauerbetrieb.
ölfreie druckluft: Was bedeutet ölfreie Druckluft und warum ist sie wichtig?
Ölfreie Druckluft wird so verdichtet, dass keine ölpartikel in die luft gelangen; sie eignet sich besonders für sensible produktionsprozesse, Lebensmittelproduktion, Pharma und Lackieranlagen. Ölfreie kompressoren liefern Luft ohne Schmieröl im Luftkreislauf, was die Luftqualität erhöht und die Einhaltung von Normen wie ISO 8573-1 Klasse für Partikel und Ölgehalt erleichtert.
druckluft für höchste Ansprüche: Welche ISO-Anforderungen gelten?
Bei druckluft für höchste Anwendungen sind die Anforderungen der ISO 8573-1 Klasse entscheidend. Die Norm definiert Grenzwerte für Partikel, Wasser und Öl. Für kritische Prozesse wird häufig eine sehr strenge Klasse gefordert, sodass nachkühler, Filter und Trockner kombiniert werden, damit die Luftqualität den Produktionsprozessen gerecht wird.
ölfrei und sensibel: Wie vergleicht sich ölfreie Druckluft mit ölgeschmierten Kompressoren?
Ölfrei arbeitende Systeme vermeiden Öl im Luftkreislauf, während ölgeschmierte kompressoren Schmierstoff zur Verdichtung nutzen und dadurch potenziell ölpartikel in die luft abgeben können. Für sensible Anwendungen sind ölfreie Lösungen deshalb oft vorzuziehen, obwohl ölgeschmierte Geräte Vorteile bei Langlebigkeit oder Kosten haben können. Die Wahl hängt von Anforderungen an Luftqualität und Wartungsaufwand ab.
verdichtet auf 8 bar oder 10 bar: Welche Druckstufen sind typisch?
Viele Anwendungen nutzen 8 bar oder 10 bar als Standardarbeitsdruck. Die Auswahl hängt vom Verbrauch und den angeschlossenen Verbrauchern ab: Werkzeuge für Heimwerker benötigen oft 8 bar, industrielle Anwendungen und spezielle Produktionsprozesse verlangen häufig 10 bar. Ölfreie kompressoren liefern die geforderte Druckstufe in verschiedenen baureihen, teils mit VSD (Variable Speed Drive) für effiziente Verdichtung.
sensibel: Wie kann Redundanz und Ausfallsicherheit bei ölfreier Druckluft sichergestellt werden?
Redundanz lässt sich durch mehrere parallel geschaltete Kompressoren oder durch eine duale Baureihe realisieren, sodass bei Ausfall eines Geräts die Versorgung weiterläuft. Für kritische Produktionsprozesse sind schallgedämmt installierte Backup-Kompressoren sowie nachkühler und Sicherheitsfilter empfehlenswert, um die kontinuierliche Luftqualität und Betriebsstabilität zu gewährleisten.
ölfrei und massgeschneidert: Kann die Anlage auf spezifische Produktionsprozesse angepasst werden?
Ja, ölfreie Druckluftanlagen lassen sich massgeschneidert planen, inklusive Auswahl der Baureihe, Nachkühler, Trockner, Filterstufen und Steuerung (z. B. VSD). Durch maßgeschneiderte Lösungen wird die Luftqualität für spezifische Produktionsprozesse optimiert und gleichzeitig Energieeffizienz und Betriebskosten reduziert.
verdichtet: Welche Rolle spielen Kolbenkompressor und andere Kompressortypen?
Kolbenkompressor (Kolbenkompressoren) sind eine Bauart zur Verdichtung von Luft und werden häufig im Bereich kleiner bis mittlerer Leistungen eingesetzt, auch für Heimwerker oder kleine Betriebe. Alternativ gibt es Schrauben- und Scroll-Kompressoren; ölfreie Varianten existieren für mehrere Leistungsbereiche und Baureihen, abhängig vom benötigten Volumenstrom und Enddruck.
ölfrei: Wie beeinflusst schallgedämmt die Installation und den Betrieb?
Schallgedämmte Geräte reduzieren Betriebsgeräusche und ermöglichen flexiblere Aufstellorte, auch näher am Arbeitsplatz. Für sensible Umgebungen oder in der Nähe von Wohnbereichen sind schallgedämpfte, ölfreie Kompressoren oft die bessere Wahl. Zudem verringert geringere Geräuschentwicklung Erschöpfung beim Personal und kann zusätzliche bauaufsichtliche Anforderungen erfüllen.
druckluft für höchste Reinheit: Wie werden Ölpartikel in der Luft vermieden und gemessen?
Um ölpartikel in die luft zu vermeiden, kombiniert man ölfreie Kompressoren mit effizienten Nachkühlern, Mehrstufenfiltern und Trocknern. Die Luftqualität wird durch Messungen nach ISO 8573-1 kontrolliert; regelmäßige Prüfungen stellen sicher, dass die geforderte Klasse eingehalten wird. Bei Bedarf liefern ölfreie kompressoren zusammen mit Filterlösungen die notwendige Reinheit für anspruchsvolle Anwendungen.
Die Sterilisation von Lebensmitteln ist eine effektive Methode, um Lebensmittel länger haltbar zu machen. Durch die Behandlung von Lebensmitteln mit Hitze werden schädliche Mikroorganismen abgetötet, was die Lebensmittelsicherheit erhöht und den Verbraucherschutz gewährleistet. Aber was genau bedeutet Sterilisation und warum ist sie so wichtig für die Konservierung von Lebensmitteln?
Einführung in das Sterilisieren von Lebensmitteln
Was bedeutet Sterilisation?
Die Sterilisation von Lebensmitteln ist ein Konservierungsverfahren, das besonders bei Produkten mit niedrigem Säuregehalt angewendet wird. Es betrifft Produkte, bei denen jeder Bestandteil einen pH-Wert über 4,6 und eine Wasseraktivität über 0,85 aufweist, mit Ausnahme alkoholischer Getränke. Ziel ist es, hitzeresistente Sporen des pathogenen Bakteriums Clostridium botulinum sowie Sporen und lebende Formen von verderbnisverursachenden Bakterien abzutöten, die im Produkt unter normalen Lagerbedingungen Wachstumschancen finden würden. Das Ergebnis ist ein keimfreies, länger haltbares Produkt.
Warum ist die Sterilisation von Lebensmitteln wichtig?
Die Sterilisation von Lebensmitteln ist essenziell für die Lebensmittelsicherheit und die Haltbarkeit von Konserven. Durch das Sterilisieren werden schädliche Bakterien, Pilze und Viren abgetötet, die ansonsten zum Verderb führen und gesundheitsschädlich sein könnten. Der Prozess ermöglicht es, Lebensmittel ungekühlt zu lagern und über lange Zeiträume zu konservieren, was besonders in der Lebensmittelindustrie und für den Verbraucher von großer Bedeutung ist.
Überblick über Konserven und deren Bedeutung
Konserven sind verpackte Lebensmittel, die durch verschiedene Konservierungsverfahren, einschließlich der thermischen Sterilisation, haltbar gemacht werden. Diese Verfahren ermöglichen es, eine Vielzahl von Produkten wie Suppen, Gemüse und tierische Produkte ohne Kühlung zu lagern. Die Haltbarkeit wird durch die Hitzeeinwirkung beim Sterilisieren erreicht, wodurch Mikroorganismen abgetötet werden. Gut eingekocht und luftdicht verschlossen, bieten Konserven eine lange Haltbarkeit und tragen zur Reduzierung von Lebensmittelverschwendung bei.
Methoden der Sterilisation von Lebensmitteln
Thermische Sterilisation
Die thermische Sterilisation ist ein weit verbreitetes Verfahren zur Haltbarmachung von Lebensmitteln. Hierbei werden verpackte Lebensmittel erhitzt, um schädliche Mikroorganismen, Bakterien und Sporen abzutöten. Durch die Hitzeeinwirkung werden die Lebensmittel keimfrei gemacht, was die Haltbarkeit erheblich verlängert. Dieses Verfahren ist besonders effektiv, um eine lange Haltbarkeit zu gewährleisten und die Lebensmittelsicherheit zu erhöhen. Viele Konserven werden durch thermische Sterilisation haltbar gemacht.
Autoklaven und ihre Funktionsweise
Autoklaven sind spezielle Druckbehälter, die in der Lebensmittelindustrie zur thermischen Sterilisation eingesetzt werden. In diesen Autoklaven werden verpackte Lebensmittel unter hohem Druck und bei hohen Temperaturen, oft über 121 °C, behandelt. Der Sterilisierungsprozess im Autoklav hängt von verschiedenen Faktoren ab, wie der Beschaffenheit des Produkts und der Art der Verpackung. Ziel ist es, alle schädlichen Mikroorganismen abzutöten und die Lebensmittelsicherheit zu gewährleisten.
Die Festlegung der Sterilisationsbedingungen im Autoklaven hängt von verschiedenen Faktoren ab, wie:
Faktor
Beispiele
Produkteigenschaften
Zieltemperatur
Prozessfaktoren
Dauer der Haltephasen, Druck, Temperaturhomogenität
Verpackte Lebensmittel und Sterilisationsmethoden
Die Sterilisation von verpackten Lebensmitteln erfordert präzise Methoden, um die Lebensmittelsicherheit und die Haltbarkeit zu gewährleisten. Unterschiedliche Verpackungsmaterialien und Produktarten erfordern angepasste Sterilisierungsverfahren. Es ist wichtig, dass die Hitze gleichmäßig verteilt wird, um alle Keime abzutöten und das Produkt keimfrei zu machen. Die Validierung eines Sterilisationsprozesses stellt sicher, dass der erforderliche F₀-Wert am kältesten Punkt des Produkts erreicht wird. Die Testverpackungen werden nach dem „Worst-Case“-Szenario vorbereitet, um die Variabilität des Herstellungs- und Autoklavprozesses abzubilden. Die Validierung bezieht sich stets auf einen bestimmten Produkttyp, eine bestimmte Verpackungsart, ein festgelegtes Ladeschema sowie ein definiertes Autoklavprogramm.
Vorteile der Konservierung durch Sterilisation
Lebensmittelsicherheit und Verbraucherschutz
Die Sterilisation von Lebensmitteln bietet wesentliche Vorteile für die Lebensmittelsicherheit und den Verbraucherschutz. Durch das Abtöten von Bakterien, Pilzen und Viren wird das Risiko von Lebensmittelvergiftungen minimiert. Der Verbraucher kann sicher sein, dass die sterilisierten Lebensmittel frei von schädlichen Mikroorganismen sind und somit eine hohe Sicherheit bieten. Die gesundheitliche Sicherheit des sterilisierten Produkts gilt als gewährleistet, wenn am kältesten Punkt des Produkts ein F₀-Wert von mindestens 3 Minuten erreicht wird.
Langfristige Haltbarkeit von Lebensmitteln
Einer der größten Vorteile der Sterilisation ist die langfristige Haltbarkeit der behandelten Lebensmittel. Durch das Abtöten aller schädlichen Mikroorganismen können Konserven ungekühlt gelagert werden und bleiben über Monate oder sogar Jahre haltbar. Dies ist besonders wichtig für die Lebensmittelindustrie und den Verbraucher, da es die Lagerung vereinfacht und die Lebensmittelverschwendung reduziert.
Erhalt von Nährstoffen und Geschmack
Moderne Sterilisationsverfahren zielen darauf ab, nicht nur die Lebensmittelsicherheit zu gewährleisten, sondern auch den Erhalt von Nährstoffen und Geschmack zu optimieren. Obwohl die Hitzeeinwirkung einige Vitamine und Proteine beeinträchtigen kann, werden die Verfahren so gesteuert, dass der Verlust minimiert wird. Dadurch bleiben die wichtigsten Nährwerte und der Geschmack der Lebensmittel weitgehend erhalten, was für den Verbraucher von großer Bedeutung ist.
Herausforderungen und Risiken beim Sterilisieren von Lebensmitteln
Was sind die häufigsten Probleme?
Beim Sterilisieren von Lebensmitteln können verschiedene Probleme auftreten. Einige davon sind besonders relevant:
Eine ungleichmäßige Hitzeverteilung im Autoklav, die das Überleben von Mikroorganismen ermöglicht.
Die falsche Verpackung, welche die Sterilisation beeinträchtigen kann.
Darüber hinaus gefährdet die Nichteinhaltung der erforderlichen Sterilisationszeiten und -temperaturen die Lebensmittelsicherheit und verkürzt die Haltbarkeit. Chemische Reaktionen können ebenfalls auftreten und die Qualität des Produkts beeinflussen.
Wie erkennt man schlecht sterilisiertes Lebensmittel?
Schlecht sterilisiertes Lebensmittel lässt sich an verschiedenen Anzeichen erkennen. Eine gewölbte Verpackung deutet auf Gärungsprozesse hin, die durch überlebende Bakterien verursacht werden. Veränderungen in Farbe, Geruch oder Konsistenz des Produkts sind ebenfalls Warnsignale. Trübung der Flüssigkeit oder das Vorhandensein von Gasblasen können auf mikrobiellen Verderb hinweisen. Bei Unsicherheiten sollte das Lebensmittel nicht verzehrt werden, um das Risiko einer Lebensmittelvergiftung zu vermeiden und den Verbraucherschutz zu gewährleisten. Diese Warnsignale sollten ernst genommen werden, um die Lebensmittelsicherheit zu gewährleisten.
Tipps zur Vermeidung von Kontamination
Um Kontamination beim Sterilisieren von Lebensmitteln zu vermeiden, ist es wichtig, auf absolute Sauberkeit und Hygiene zu achten. Arbeitsflächen und Geräte müssen gründlich gereinigt und desinfiziert werden. Die Lebensmittel sollten vor dem Sterilisieren sorgfältig vorbereitet und nur in einwandfreie Verpackungen gefüllt werden. Es ist entscheidend, die empfohlenen Sterilisationszeiten und -temperaturen genau einzuhalten und die Funktion des Autoklav regelmäßig zu überprüfen. Dies trägt dazu bei, die Qualität und Haltbarkeit der konservierten Produkte zu gewährleisten und die Lebensmittelsicherheit zu erhöhen.
Fazit und Empfehlungen für die Praxis
Best Practices für die Sterilisation von Lebensmitteln
Für die Sterilisation von Lebensmitteln sind spezifische Best Practices unerlässlich. Dazu gehört die sorgfältige Auswahl und Vorbereitung der Lebensmittel, die korrekte Befüllung und Versiegelung der Verpackung und die genaue Einhaltung der validierten Sterilisationsprotokolle. Regelmäßige Wartung und Überprüfung des Autoklaven sind entscheidend, um eine gleichmäßige Wärmeverteilung zu gewährleisten. Einige Schlüsselaspekte sind in folgender Tabelle zusammengefasst:
Aspekt
Bedeutung
Autoklav-Wartung
Gleichmäßige Wärmeverteilung sicherstellen
Sterilisationsprotokolle
Genaue Einhaltung
Die Dokumentation aller Sterilisationsprozesse ist wichtig, um die Rückverfolgbarkeit sicherzustellen. Unternehmen in Deutschland können eine professionelle Validierung ihrer Autoklaven oder Sterilisationsprozesse bei spezialisierten Labordienstleistern in Auftrag geben, die entsprechende Messungen vor Ort durchführen. Diese Maßnahmen tragen dazu bei, die Lebensmittelsicherheit zu gewährleisten und die Haltbarkeit der konservierten Produkte zu optimieren.
Ressourcen und weiterführende Literatur
Für eine vertiefte Auseinandersetzung mit der Sterilisation von Lebensmitteln stehen zahlreiche Ressourcen und weiterführende Literatur zur Verfügung. Fachbücher und wissenschaftliche Artikel bieten detaillierte Informationen über die verschiedenen Sterilisationsmethoden, die Auswirkungen auf Nährstoffe und Geschmack sowie die neuesten Entwicklungen im Bereich der Haltbarmachung von Lebensmitteln. Schulungen und Seminare vermitteln praktisches Wissen und helfen, die Sterilisationsprozesse zu optimieren. Diese Ressourcen sind wertvoll, um das Verständnis für die Sterilisation von Lebensmitteln zu vertiefen und die Lebensmittelsicherheit kontinuierlich zu verbessern.
Preisliste für Messungen (Dutschland):
Temperaturverteilung im Autoklaven (3–5 Temperatur-Loggern in jedem Korb; 1 Druck-Logger; 2 Messserien; 2 Tage); Autoklav mit 3 Körben
4400 €
Temperaturverteilung im Autoklaven (3–5 Temperatur-Loggern in jedem Korb; 1 Druck-Logger; 2 Messserien; 2 Tage); Autoklav mit 4 Körben
4600 €
Temperaturverteilung im Autoklaven (3–5 Temperatur-Loggern in jedem Korb; 1 Druck-Logger; 2 Messserien; 2 Tage); Autoklav mit 5 Körben
4900 €
Temperaturverteilung im Autoklaven (3–5 Temperatur-Loggern in jedem Korb; 1 Druck-Logger; 2 Messserien; 2 Tage); Autoklav mit 6 Körben
5100 €
Druckunterschied zwischen der Autoklavenkammer und dem Inneren der Verpackung (1 Messserie)
3200 €
Wärmeeindringung in die Verpackung, Messung des F0-Wertes (8 Temperatur-Loggern in einer Messreihe; 2 Messserien; 2 Tage)
5 überraschende Fakten zur Sterilisation von Lebensmitteln
Sterilisation bedeutet nicht nur höhere Hitze: Neben Hitzeverfahren gibt es auch Kaltverfahren wie Hochdruckbehandlung (HPP) und Bestrahlung, die mikrobiell wirksam sind, ohne die Temperatur stark zu erhöhen.
Kein Pilz- oder Bakterienwachstum über Jahre: Richtig durchgeführte industrielle Sterilisation ermöglicht oft eine ungekühlte Haltbarkeit von mehreren Jahren, weil auch hitzeresistente Sporen zerstört werden.
Geschmack und Farbe ändern sich häufig stärker als Nährstoffe: Vitamine gehen zwar teilweise verloren, aber sichtbare Veränderungen wie Bräunung oder sensorische Geschmacksveränderungen durch Maillard-Reaktionen sind oft deutlicher auffällig.
Aseptische Verpackung kombiniert Sterilisation von Produkt und Verpackung: Produkt und Verpackung werden getrennt sterilisiert und dann unter sterilen Bedingungen abgefüllt, was sehr lange Haltbarkeit bei hoher Produktqualität erlaubt.
Übersterilisation kann Qualitätsverlust verursachen und trotzdem nicht sicherer sein: Zu hohe Temperaturen oder zu lange Zeiten zerstören Textur und Aroma ohne zusätzlichen mikrobiellen Nutzen, weil kritische Keime schon bei optimalen Parametern abgetötet werden.
Häufige Fehler bei der Sterilisation von Lebensmitteln
Verwechslung von Sterilisieren und Pasteurisieren: Viele glauben, beides sei dasselbe. Sterilisation zerstört alle Mikroorganismen inklusive Sporen, Pasteurisierung reduziert nur krankheitserregende und verderbniserregende Keime.
Unzureichende Temperatur oder Zeit: Zu kurze Erhitzung oder zu niedrige Temperatur führt dazu, dass hitzeresistente Keime und Sporen überleben.
Falsche Einschätzung des Drucks bei Autoklavierung: Bei Drucksterilisationen wird der Einfluss von Druck auf Siedepunkt und Wärmeübertragung oft unterschätzt.
Ungleichmäßige Erwärmung des Produkts: Dichte, Viskosität oder große Behälter führen zu Kaltstellen, in denen Keime überleben können.
Ungeeignete oder mangelhafte Verpackung: Undichte, dünne oder nicht hitzbeständige Behälter können kontaminieren oder bersten.
Nichtbeachtung von Nachsterilisationskontamination: Unsachgemäßes Abkühlen, Offenlassen oder unsaubere Abfüllung nach der Sterilisation führt zu Rekontamination.
Verwendung falscher Sterilisationsparameter für das Produkt: Unterschiedliche Produkte (säurehaltig vs. niedrig sauer) benötigen verschiedene Zeiten/Temperaturen und Verfahren.
Keine Validierung und Dokumentation: Fehlen von Prozessvalidierung, Kontrollmessungen oder Aufzeichnungen erhöht Risiko für Fehler und Rückrufe.
Zu hohe Erwartungen an Hausmittelmethoden: Im Haushalt angewandte Methoden (z. B. heißes Wasserbad ohne genaue Zeit/Temperaturkontrolle) sind oft nicht ausreichend für echte Sterilität.
Vernachlässigung von Lagerbedingungen: Nach erfolgreicher Sterilisation können falsche Lagerungstemperatur, Licht oder mechanische Schäden Haltbarkeit und Sicherheit beeinträchtigen.
Unkenntnis über hitzeresistente Sporenbildner: Clostridium- oder Bacillus-Sporen benötigen deutlich robustere Bedingungen, was oft unterschätzt wird.
Fehlende Wartung der Sterilisationsgeräte: Verstopfte Ventile, fehlerhafte Thermometer oder beschädigte Dichtungen führen zu ineffektiven Prozessen.
Ignorieren gesetzlicher Vorgaben und Normen: Lebensmittelrechtliche Vorgaben und Standards für Sterilisationsprozesse werden manchmal nicht eingehalten oder falsch interpretiert.
Welche Rolle spielt ein autoklav bei der Sterilisation von Lebensmitteln?
Ein Autoklav ist ein Druck- und Dampfgerät, das in der Lebensmittelverarbeitung verwendet wird, um bei höheren Temperaturen als 100 °C (häufig über 121 °C bis 135 °C) in verschlossenen Behältern, z.B. Konserven oder Vollkonserven, Bakteriensporen abzutöten. Durch Wasserdampf unter Druck werden Krankheitserreger, Bakterien und Pilze in hermetisch verschlossenen Behältern wirksam inaktiviert. Das Autoklavieren ist eine physikalische Wärmebehandlung, die besonders bei Produkten wie Corned Beef, Gemüse und Obst oder Fruchtsäften in Behältnissen eingesetzt wird, um Haltbarkeit von mehr als vier Monate zu erreichen.
Wie wird das Produkt nach dem Erhitzen von Lebensmitteln sicher verpackt?
Nach der Sterilisierung oder Pasteurisierung erfolgt die Abfüllung in geeignete Behälter oder Behältnisse, oft hermetisch verschlossen, um Rekontamination zu vermeiden. Bei Vollkonserven und anderen konservierten Lebensmitteln werden verschlossene Behälter unter Vakuum oder in versiegelten Dosen eingesetzt. Der Verbraucherschutz und Lebensmittelsicherheit verlangen, dass Behälter dicht sind und das Produkt so geschützt bleibt, dass Bakterien und Pilze nicht erneut eindringen können.
Welche Unterschiede gibt es zwischen pasteurisieren und Sterilisierung in lebensmitteln eingesetzt?
Beim Pasteurisieren (Pasteurisierung) werden Lebensmittel wie H-Milch oder Fruchtsäfte für kurze Zeit auf moderate Temperaturen (z. B. 72 °C für Kurzzeiterhitzung oder höhere Temperaturen für H-Milch) erhitzt, um pathogene Keime zu reduzieren und die Haltbarkeit zu verlängern, ohne alle Bakteriensporen zu zerstören. Die Sterilisierung dagegen setzt Lebensmittel höheren Temperaturen und/oder längeren Zeiten aus (z. B. Autoklav bei 121–135 °C), um auch Sporen zu inaktivieren und längere Haltbarkeit zu gewährleisten. Je saurer ein Produkt ist, desto weniger Zeit und niedrigere Temperaturen werden zum sicheren Haltbarmachen benötigt.
Warum wird Vakuum bei manchen Produkten in der Verpackung eingesetzt?
Vakuumverpackung reduziert den Sauerstoffgehalt im Behälter und hemmt aerobe Bakterien und Schimmel, was die Haltbarkeit verbessert. In Kombination mit Wärmebehandlung oder chemischer Konservierung kann Vakuum helfen, dass viele Lebensmittel länger konserviert werden. Allerdings beseitigt Vakuum allein keine bakteriellen Sporen; zur vollständigen Sterilisierung sind oft hohe Temperaturen oder Autoklavieren notwendig.
Wie beeinflusst die Säure (sauer) die benötigte Wärmebehandlung?
Die Säure eines Produkts beeinflusst die Sterilisationsparameter stark: Je saurer ein Lebensmittel (z. B. eingelegte Gemüse oder Fruchtsäfte), desto weniger Zeit und niedrigere Temperaturen sind erforderlich, um Krankheitserreger und Bakterien abzutöten. Saure Produkte können daher oft ohne extremes Erhitzen von Lebensmitteln sicher konserviert werden, während neutrale oder leicht basische Lebensmittel höhere Temperaturen und längere Zeiten (z. B. Autoklavieren bei 121 °C) benötigen, um Bakteriensporen zu inaktivieren.
Welche Rolle spielt Pasteurisierung bei pflanzlich basierten Fruchtsäften und wie unterscheidet sie sich von Sterilisierung?
Fruchtsäfte werden häufig pasteurisiert, um milchsaure Bakterien und andere Mikroorganismen zu reduzieren, ohne Geschmack und Nährwert wesentlich zu zerstören. Pasteurisierung ist eine milde Wärmebehandlung im Vergleich zur Sterilisierung: Während Sterilisierung höhere Temperaturen (°C erreicht oft über 100 °C) und somit längere Haltbarkeit erzielt, erhalten pasteurisierte Säfte oft mehr frische Eigenschaften, müssen aber gekühlt werden, da Pasteurisierung üblicherweise nicht alle Sporen abtötet.
Welche chemische Sterilisation wird in der Lebensmittelverarbeitung eingesetzt und wann ist sie sinnvoll?
Chemische Sterilisation (z. B. durch Gas oder chemische Zusätze) wird selten für verpackte Lebensmittel eingesetzt, da sie Rückstände hinterlassen kann und strengen Regularien unterliegt. Stattdessen wird chemische Behandlung eher für Oberflächen, Werkzeuge oder bei speziellen Produkten verwendet. In der Lebensmittelverarbeitung dominieren physikalische Methoden wie Erhitzen, Autoklavieren oder Pasteurisieren, ergänzt durch Pökeln und Zugabe von Salz bei Fleischprodukten wie Corned Beef zur Haltbarmachung.
Wie wirkt sich Sterilisierung auf Nährwert und sensorische Eigenschaften eines Produkts aus?
Hohe Temperaturen und längere Wärmebehandlungen können bestimmte hitzeempfindliche Vitamine und Nährstoffe reduzieren und Geschmack oder Textur verändern. Deshalb wird bei empfindlichen Lebensmitteln sorgfältig abgewogen: Für länger haltbare Vollkonserven und autoklavierte Produkte ist der Nährwertverlust oft akzeptiert, während bei H-Milch oder pasteurisierten Produkten versucht wird, Nährwert und sensorische Eigenschaften bestmöglich zu erhalten. Techniken wie kürzere, höhere Temperaturzyklen oder Vakuumverfahren können helfen, negative Effekte zu minimieren.
Welche Mikroorganismen müssen bei der Sterilisation besonders berücksichtigt werden?
Bei der Sterilisation sind vor allem Bakterien, Pilze, Krankheitserreger und vor allem bakterielle Sporen relevant, da Sporen hitzeresistent sind. Daher werden in der Industrie Autoklavverfahren und höhere Temperaturen (z. B. 121–135 °C) eingesetzt, um Sporen zu zerstören. Ebenso wichtig sind hygienische Behälter und verschlossene Behälter, um eine Rekontamination nach der Wärmebehandlung zu verhindern.
Der Drucktaupunkt ist ein entscheidender Faktor für die Qualität von Druckluftsystemen. Er bestimmt, wie viel Feuchtigkeit in der Druckluft vorhanden ist und ob diese zu Problemen führen kann. In diesem Artikel erklären wir, was der Drucktaupunkt genau ist, wie er sich vom atmosphärischen Taupunkt unterscheidet und warum er für viele Anwendungen von entscheidender Bedeutung ist. Wir betrachten die verschiedenen Methoden zur Senkung des Drucktaupunkts, wie Drucklufttrockner und Filter, und geben einen Überblick über die verschiedenen Technologien von Atlas Copco.
Drucktaupunkt verstehen
Definition und Bedeutung des Drucktaupunkts
Der Drucktaupunkt ist der entscheidende Kennwert zur Beurteilung des Feuchtigkeitsgehalts in der Druckluft. Er ist die Temperatur, auf die Luft abgekühlt werden muss, damit der in ihr enthaltene Wasserdampf zu kondensieren beginnt. Mit anderen Worten, es ist die Temperatur, bei der die Luft mit Wasserdampf gesättigt ist. Ein niedriger Drucktaupunkt bedeutet, dass die Druckluft sehr trocken ist, da nur sehr wenig Wasser in Form von Wasserdampf vorhanden ist. Der Drucktaupunkt wird üblicherweise in °C gemessen und ist ein wichtiger Parameter, um sicherzustellen, dass die Druckluft für die jeweilige Anwendung geeignet ist.
Der Unterschied zwischen Drucktaupunkt und atmosphärischem Taupunkt
Der Unterschied zwischen Drucktaupunkt und atmosphärischem Taupunkt liegt im Druck, unter dem die Messung erfolgt. Der atmosphärische Taupunkt bezieht sich auf den Taupunkt bei normalem atmosphärischen Druck. Der Drucktaupunkt hingegen berücksichtigt den erhöhten Druck in einem Druckluftsystem. Da die Fähigkeit der Luft, Feuchtigkeit aufzunehmen, mit steigendem Druck abnimmt, kondensiert Wasser bei einem höheren Druck schneller als bei atmosphärischem Druck. Daher ist der Drucktaupunkt in Druckluftsystemen ein kritischerer Wert als der atmosphärische Taupunkt, da er die tatsächlichen Bedingungen innerhalb des Systems widerspiegelt. Dieser Unterschied ist wichtig, um den Wassergehalt in der Druckluft genau zu bestimmen.
Formel zur Berechnung des Drucktaupunkts
Eine genaue Formel zur Berechnung des Drucktaupunkts ist komplex und berücksichtigt verschiedene Faktoren wie Temperatur, Druck und relative Luftfeuchtigkeit. Vereinfacht ausgedrückt, kann der Drucktaupunkt mithilfe von Tabellen oder speziellen Softwareprogrammen ermittelt werden, die diese Parameter berücksichtigen. Es gibt keine einfache, allgemein gültige Formel, da die Beziehung zwischen Temperatur, Druck und Wassergehalt in der Luft nicht linear ist. Um den Drucktaupunkt zu bestimmen, muss man den Unterschied zwischen dem aktuellen Zustand der feuchten Luft und dem Zustand berücksichtigen, in dem der Wasserdampf kondensiert. Warum ist der Drucktaupunkt so wichtig? Weil er den potenziellen Wassergehalt in der Druckluft angibt.
Warum ist der Drucktaupunkt wichtig?
Einfluss des Drucktaupunkts auf die Wassertrennung
Der Drucktaupunkt spielt eine entscheidende Rolle bei der Wassertrennung in Druckluftsystemen. Ein niedriger Drucktaupunkt sorgt dafür, dass weniger Kondenswasser im System entsteht, während ein hoher Drucktaupunkt die genannten Risiken erhöht. Ist der Drucktaupunkt zu hoch, kondensiert ein größerer Teil des Wasserdampfs in der Druckluft zu flüssigem Wasser. Dieses Wasser kann dann zu Korrosion in den Leitungen führen, die Funktion von pneumatischen Werkzeugen beeinträchtigen und die Qualität der Endprodukte mindern. Durch die Aufrechterhaltung eines geeigneten Drucktaupunkts wird sichergestellt, dass die Druckluft trocken und frei von schädlicher Feuchtigkeit bleibt, was die Lebensdauer der Geräte verlängert und die Betriebskosten senkt. Der Begriff Drucktaupunkt ist daher untrennbar mit der Effizienz und Zuverlässigkeit von Druckluftanlagen verbunden.
Faktor Drucktaupunkt in industriellen Anwendungen
Feuchtigkeit in der Druckluft stellt in vielen industriellen Anlagen ein ernstes Problem dar, das weitreicheiche Folgen haben kann. Sie kann zum Ausfall von Komponenten des Druckluftsystems führen und Schäden an Prozessausrüstungen verursachen, die mit Druckluft betrieben werden. Darüber hinaus begünstigt übermäßige Feuchtigkeit einen Druckabfall im System sowie die Verunreinigung von Rohstoffen, Halbfabrikaten oder Fertigerzeugnissen durch Wasser, Oxidations- bzw. Korrosionsprodukte oder Mikroorganismen. Die Einhaltung eines angemessenen Drucktaupunkts ist daher in vielen Branchen von entscheidender Bedeutung, um die Qualität der Produkte zu gewährleisten und Ausfallzeiten zu minimieren. Der Faktor Drucktaupunkt beeinflusst die Qualität der Druckluft und somit die Effizienz des gesamten Systems.
Atlas Copco und ihre Lösungen zum Drucktaupunkt
Atlas Copco bietet eine breite Palette von Lösungen zur Überwachung und Steuerung des Drucktaupunkts in Druckluftsystemen. Dazu gehören verschiedene Arten von Drucklufttrocknern, wie Kältetrockner, Adsorptionstrockner und Membrantrockner, die jeweils für unterschiedliche Anforderungen und Anwendungen geeignet sind. Die Norm ISO 8573-1 definiert die zulässigen Feuchtigkeitsgrenzen für verschiedene Druckluftklassen auf Basis des Drucktaupunkts, sodass Unternehmen die Qualität ihrer Druckluft gezielt überprüfen und klassifizieren können. Um die Einhaltung dieser Normen sicherzustellen, empfiehlt sich die Beauftragung eines professionellen Labors, das den Drucktaupunkt sowie weitere Parameter zuverlässig und normgerecht misst. Atlas Copco unterstützt Unternehmen dabei, den geforderten Drucktaupunkt zu erreichen und aufrechtzuerhalten, um einen reibungslosen und effizienten Betrieb zu gewährleisten. Die Luftfeuchtigkeit kann durch das richtige System von Atlas Copco aktiv gesenkt werden.
Technologien zur Kontrolle des Drucktaupunkts
Adsorptionstrockner: Funktionsweise und Vorteile
Adsorptionstrockner sind eine Schlüsseltechnologie zur Senkung des Drucktaupunkts in Druckluftsystemen. Diese Drucklufttrockner arbeiten nach dem Prinzip der Adsorption, bei dem Feuchtigkeit aus der Druckluft an einem festen Adsorptionsmittel gebunden wird. Das Adsorptionsmittel, typischerweise ein Material wie Silikagel oder Molekularsieb, zieht Wasserdampf aus der Druckluft an. Durch diesen Prozess kann ein sehr niedriger Drucktaupunkt erreicht werden, oft bis zu -40 °C oder sogar tiefer. Dies macht Adsorptionstrockner besonders geeignet für Anwendungen, bei denen extrem trockene Druckluft erforderlich ist, beispielsweise in der Pharmazie, Elektronik oder bei der Lackierung. Der Adsorptionstrockner ist besonders geeignet, wenn sehr trockene Druckluft erforderlich ist, um die entsprechenden Anforderungen zu erfüllen. Der Begriff Adsorptionstrockner ist daher untrennbar mit der Erzeugung trockener Druckluft verbunden.
Filtrationstechniken zur Senkung des Drucktaupunkts
Filtrationstechniken spielen eine wichtige Rolle bei der Senkung des Drucktaupunkts, auch wenn sie nicht direkt Feuchtigkeit aus der Luft entfernen wie ein Drucklufttrockner. Filter werden verwendet, um bereits kondensiertes Wasser und andere Verunreinigungen aus der Druckluft zu entfernen. Dies ist wichtig, da selbst geringe Mengen an Flüssigkeit im Druckluftsystem zu Problemen führen können. Koaleszenzfilter sind besonders effektiv, um Öl- und Wasser-Aerosole zu entfernen, die sich bilden können, wenn der Drucktaupunkt überschritten wird. Diese Filter sorgen dafür, dass die Druckluft sauberer und trockener ist, was die Lebensdauer der pneumatischen Geräte verlängert und die Qualität der Endprodukte verbessert. Die Kombination von Filtern mit anderen Trocknungstechnologien ist oft die beste Lösung, um einen konstanten niedrigen Drucktaupunkt zu gewährleisten. Die Filtration ist somit ein wichtiger Faktor, um die Luftfeuchtigkeit in der Druckluft zu kontrollieren.
Vergleich der Technologien: Trockner und Filter
Der wesentliche Unterschied zwischen Drucklufttrocknern und Filtern liegt in ihrer Funktionsweise und dem Grad der Drucktaupunktsenkung. Drucklufttrockner, wie Adsorptionstrockner und Kältetrockner, reduzieren den Wassergehalt in der Druckluft, indem sie den Wasserdampf entfernen oder kondensieren. Sie sind in der Lage, den Drucktaupunkt signifikant zu senken, oft auf Werte unter 0 °C. Filter hingegen entfernen primär bereits kondensiertes Wasser, Öl und Partikel aus der Druckluft. Sie tragen zwar zur Verbesserung der Luftqualität bei, senken aber den Drucktaupunkt nicht aktiv. Die Wahl zwischen Trockner und Filter hängt von den spezifischen Anforderungen der Anwendung ab. Für Anwendungen, die sehr trockene Druckluft erfordern, ist ein Drucklufttrockner unerlässlich, während Filter in allen Druckluftsystemen eingesetzt werden sollten, um Verunreinigungen zu entfernen und die Lebensdauer der Geräte zu verlängern. Atlas Copco bietet hier entsprechende Lösungen an, um den erforderlichen Drucktaupunkt zu erreichen.
Was passiert mit wasser, wenn die Taupunkttemperatur erreicht wird?
Wenn die Taupunkttemperatur erreicht wird, kühlt sich das Gas oder die Luft so weit ab, dass die relative feuchte 100% erreicht und Wasserdampf zu flüssigem Wasser kondensiert. Dieser Prozess wird als Tau oder Kondensation bezeichnet und kann als Nebel sichtbar werden oder als Flüssigkeit an Oberflächen ausfallen. In technischen Systemen wie Kompressoren oder Drucklufttrocknersn ist die Kontrolle der Taupunkttemperatur wichtig, um einen niedrigen wassergehalt im Volumenstrom zu gewährleisten.
Wie unterscheidet sich der drucktaupunkt vom atmosphärischen taupunkt?
Der Unterschied zwischen atmosphärischem taupunkt und Drucktaupunkt liegt in Druck und Zusammensetzung des Gases: Bei erhöhtem Druck verändert sich die Sättigungsdampfdruckkurve, sodass der Drucktaupunkt (DTP) meist bei höheren Temperaturen liegt als der atmosphärische Taupunkt für dieselbe absolute Feuchtigkeitsmenge. In druckbeaufschlagten Systemen wie Kompressoren oder Drucklufttrocknersn ist daher die Angabe von Drucktaupunkten (drucktaupunkte) entscheidend, um den tatsächlichen Feuchtigkeitsgehalt und die benötigte Trocknerleistung zu bestimmen.
Wie beeinflusst ein Kompressor den taupunkttemperatur und das wasser im System?
Ein Kompressor erhöht Druck und Temperatur des Gases; beim anschließenden Abkühlen fällt Feuchtigkeit aus, wodurch sich Taupunkte verschieben. Ohne geeigneten Trockner verbleibt ein höherer feuchtigkeitsgehalt in der Druckluft, was zu Kondensation, Korrosion und Funktionsstörungen führen kann. Daher werden häufig Trockner eingesetzt, um einen niedrigen wassergehalt und definierte drucktaupunkte zu erreichen.
Welche einheit wird für taupunkte und drucktaupunkte verwendet und was bedeutet dtp?
Die Einheit für Taupunkttemperatur und Drucktaupunkte ist in der Regel Grad Celsius (°C). Die Abkürzung DTP steht für „Drucktaupunkt“ oder „Dew Point at Pressure“ und gibt an, bei welcher Temperatur die Luft unter dem gegebenen Systemdruck zu kondensieren beginnt. Für die Bemessung von Trocknersystemen ist diese Angabe wichtiger als der atmosphärische Taupunkt.
Wie hängen feuchtigkeit in der luft, relative feuchte und taupunkte zusammen?
Die relative Feuchte beschreibt den Anteil des aktuell vorhandenen Wasserdampfs zur maximal möglichen Menge bei der gegebenen Temperatur. Der Taupunkt ist die Temperatur, bei der die relative Feuchte 100% erreicht und Kondensation beginnt. Bei konstantem Volumen und Feuchtigkeitsgehalt bleibt der Taupunkt unverändert, unabhängig davon, ob die Luft in einem offenen Raum oder in einem komprimierten Gas wie in einem Kompressor vorliegt.
Warum sind drucklufttrockners wichtig, um niedrigen wassergehalt und taupunkte zu kontrollieren?
Drucklufttrockners reduzieren das Feuchtigkeitsgehalt der Druckluft und senken so die drucktaupunkte, um Kondensation in Rohrleitungen und Geräten zu vermeiden. Verschiedene Trocknerarten (z. B. Kältetrockner, Adsorptionstrockner) erreichen unterschiedliche DTP-Werte. Ein niedriger wassergehalt schützt vor Korrosion, verhindert Nebelbildung und sichert die Funktion empfindlicher Instrumente und Prozesse.
Wie beeinflusst das gasvolumen und der druck die Bildung von nebel und kondensation?
Bei konstantem Feuchtigkeitsgehalt führt Kompression zu einer Temperatur- und Druckerhöhung; beim anschließenden Drosseln oder Abkühlen kann das Gasvolumen sinken und die Temperatur unter den Taupunkt fallen, sodass Nebel oder Kondensation entsteht. Die Menge des ausgefallenen Wassers hängt vom Volumen und vom ursprünglichen Feuchtigkeitsgehalt ab, weshalb Volumenstrommessung und DTP-Angaben für die Auslegung von Entwässerungs- und Trocknersystemen wichtig sind.
Wie messe ich taupunkte praktisch und wie hängt das mit dem feuchtigkeitsgehalt zusammen?
Taupunktmesser oder Feuchtesensoren ermitteln die Taupunkttemperatur direkt oder berechnen sie aus Feuchte- und Temperaturmessungen. Aus dem Taupunkt lässt sich der absolute Feuchtigkeitsgehalt (Wassermenge pro Volumen) berechnen. Für industrielle Anwendungen ist die Messung am Systemdruck (DTP) entscheidend, da sie den realen Zustand der Druckluft beschreibt und hilft, geeignete Maßnahmen zur Feuchteregulierung zu planen.
Die Validierung von Autoklaven ist ein entscheidender Schritt, um die Sicherheit und Wirksamkeit von Medizinprodukten zu gewährleisten. Dieser Prozess stellt sicher, dass der Autoklav zuverlässig sterilisiert und somit die Gesundheit der Patienten schützt. Im Folgenden werden die grundlegenden Aspekte der Autoklavenvalidierung und -qualifizierung erläutert.
Einführung in die Validierung von Autoklaven
Was ist die Validierung von Autoklaven?
Die Validierung von Autoklaven ist ein umfassender Prozess, der dokumentiert und nachweist, dass der Autoklav die vorgegebenen Anforderungen und Spezifikationen erfüllt. Obwohl der Begriff „Validierung“ sich streng genommen auf Prozesse und Methoden bezieht, wird im allgemeinen Sprachgebrauch oft von der „Validierung des Autoklaven“ gesprochen. Die Sterilisationsprozesse müssen validiert werden, um ihre Wirksamkeit, Reproduzierbarkeit und die Einhaltung festgelegter Akzeptanzkriterien durch unabhängige Untersuchungen nachzuweisen. Es geht darum, sicherzustellen, dass das Gerät unter realen Bedingungen steril arbeitet und die Sterilität der Medizinprodukte garantiert.
Warum ist die Validierung wichtig?
Die Validierung ist von entscheidender Bedeutung, um die Sterilität von Medizinprodukten zu gewährleisten und somit das Risiko von Infektionen bei Patienten zu minimieren. Ein validierter Autoklav stellt sicher, dass die Sterilisationsprozesse reproduzierbar und zuverlässig sind, wodurch die Gesundheit der Patienten geschützt wird. Die Norm DIN EN ISO 17665 fordert die Validierung von Sterilisationsprozessen. Ohne eine ordnungsgemäße Validierung können die Medizinprodukte nicht sterilisiert werden, was zu ernsthaften gesundheitlichen Problemen führen kann.
Überblick über die Sterilisationsprozesse
Der Sterilisationsprozess ist ein kritischer Schritt in der Herstellung von Medizinprodukten, da die Wirksamkeit der Sterilisation im Rahmen der Routinekontrolle nicht nachträglich überprüft werden kann. Der Sterilisationsprozess muss daher durch eine Erstvalidierung und Revalidierung in festgelegten Intervallen sichergestellt werden. Die Sterilisationsprozesse umfassen verschiedene Parameter wie Temperatur, Druck und Zeit, die genau überwacht und gesteuert werden müssen, um eine vollständige Sterilisation zu gewährleisten. Die Validierung stellt sicher, dass der Autoklav diese Parameter konstant einhält.
Qualifizierung von Autoklaven
Was bedeutet Qualifizierung?
Die Qualifizierung von Autoklaven ist ein umfassender Prozess, der sicherstellt, dass der Autoklav die festgelegten Anforderungen erfüllt. Im Gegensatz zur Validierung, die sich auf den Sterilisationsprozess konzentriert, bezieht sich die Qualifizierung auf das Gerät selbst. Die Qualifizierung umfasst verschiedene Phasen wie DQ (Design Qualification), IQ (Installationsqualifizierung), OQ (Funktionsqualifizierung) und PQ (Leistungsqualifizierung), um sicherzustellen, dass der Autoklav den Spezifikationen entspricht.
Voraussetzungen für die Qualifizierung von Autoklaven
Die eingesetzten Geräte – insbesondere Autoklaven und Sterilisatoren – unterliegen zunächst einer formalen Qualifizierung nach dem IQ-OQ-PQ-Schema. Vor der Qualifizierung eines Autoklavs müssen bestimmte Voraussetzungen erfüllt sein. Dazu gehören eine klare User Requirement Specification (URS), die alle Anforderungen an das Gerät festlegt, sowie ein detaillierter Qualifizierungsplan. Es ist essenziell, dass der Hersteller des Autoklavs alle relevanten technischen Dokumentationen bereitstellt und dass die Aufbereitung des Autoklavs dokumentiert ist.
Normen und Richtlinien zur Qualifizierung
Die Qualifizierung von Autoklaven muss in Übereinstimmung mit relevanten Normen und Richtlinien erfolgen. Die DIN EN ISO 17665 ist eine zentrale Norm für die Sterilisation von Medizinprodukten. Weitere relevante Richtlinien sind die MPBetreibV (Medizinprodukte-Betreiberverordnung) und Leitlinien der Gesundheitsbehörden. Die Einhaltung dieser Normen und Richtlinien stellt sicher, dass der Autoklav sicher und zuverlässig arbeitet und die Sterilität der Medizinprodukte gewährleistet.
Prozess der Validierung
Schritte der Validierung von Autoklaven
Die Validierung von Autoklaven umfasst mehrere Schritte, um sicherzustellen, dass der Sterilisationsprozess reproduzierbar und effektiv ist. Zuerst wird eine Installationsqualifizierung (IQ) durchgeführt, gefolgt von einer Funktionsqualifizierung (OQ) und schließlich einer Leistungsqualifizierung (PQ). Diese Schritte stellen sicher, dass der Autoklav korrekt installiert ist, gemäß den Spezifikationen funktioniert und unter realen Bedingungen die geforderte Sterilität erreicht. Die Validierung und Routineüberwachung sind eng miteinander verbunden.
Installation Qualification (IQ)
Die Installationsqualifizierung (IQ) ist der erste Schritt im Validierungsprozess und stellt sicher, dass der Autoklav korrekt installiert und eingerichtet wurde. Dies umfasst die Überprüfung, ob das Gerät gemäß den Herstellerspezifikationen aufgestellt ist, alle erforderlichen Anschlüsse vorhanden sind und die Dokumentation vollständig ist. Die IQ dokumentiert, dass das Gerät den Anforderungen entspricht und bereit für die nächsten Qualifizierungsschritte ist. Das Gerät muss den festgelegten Anforderungen entsprechen.
Operation Qualification (OQ)
Die Funktionsqualifizierung (OQ) ist der nächste Schritt nach der IQ und zielt darauf ab, zu bestätigen, dass der Autoklav innerhalb der vorgegebenen Betriebsparameter korrekt funktioniert. Hierbei werden verschiedene Tests durchgeführt, um die Temperaturverteilung, Druckstabilität und die Steuerung des Autoklavs zu überprüfen. Die OQ dokumentiert, dass das Gerät die erwarteten Leistungen erbringt und bereit für die Leistungsqualifizierung ist. Dies ist ein Nachweis, dass das Gerät validierten Anforderungen genügt.
Performance Qualification (PQ)
Die Leistungsqualifizierung (PQ) ist der letzte Schritt im Validierungsprozess und beweist, dass der Autoklav unter realen Beladungsbedingungen die geforderte Sterilität erreicht. Hierbei werden Bioindikatoren wie Bacillus Stearothermophilus verwendet, um die Wirksamkeit des Sterilisationsprozesses zu überprüfen. Die PQ dokumentiert, dass das Gerät die geforderten Sterility Assurance Level (SAL) erreicht und somit die Sterilität der Medizinprodukte gewährleistet. Weichen Ergebnisse ab, müssen die Ursachen ermittelt und die PQ wiederholt werden. Diese Re-Validierung muss ebenfalls dokumentiert werden.
Re-Validierung und Wartung
Wann ist eine Re-Validierung notwendig?
Eine Re-Validierung des Autoklavs ist in regelmäßigen Intervallen erforderlich, um sicherzustellen, dass das Gerät weiterhin die geforderten Spezifikationen erfüllt. Eine Revalidierung ist notwendig, wenn wesentliche Änderungen am Autoklav vorgenommen wurden, beispielsweise nach Reparaturen oder dem Austausch von kritischen Komponenten. Auch Änderungen im Sterilisationsprozess oder der Beladung können eine Re-Validierung erforderlich machen, um die anhaltende Sterilität der Medizinprodukte zu gewährleisten. Die Re-Validierung dokumentiert den Nachweis, dass das Gerät weiterhin validierten Anforderungen genügt.
Wartung zur Sicherstellung von Sicherheit und Effizienz
Regelmäßige Wartung ist entscheidend, um die Sicherheit und Effizienz des Autoklavs zu gewährleisten. Die Wartung umfasst die Überprüfung und den Austausch von Verschleißteilen, die Reinigung des Geräts sowie die Kalibrierung von Sensoren und Messgeräten. Ein gut gewarteter Autoklav arbeitet zuverlässiger und minimiert das Risiko von Ausfällen und Fehlfunktionen. Durch die regelmäßige Aufbereitung des Autoklavs wird die Einhaltung der Norm sichergestellt und somit eine sichere Sterilisation von Medizinprodukten garantiert. Die Wartung unterstützt die Validierung von Autoklaven.
Protokollierung und Dokumentation
Eine sorgfältige Protokollierung und Dokumentation aller Validierungs- und Wartungsaktivitäten ist unerlässlich. Die Dokumentation muss alle relevanten Informationen enthalten, einschließlich der Ergebnisse der IQ, OQ und PQ, der durchgeführten Wartungsarbeiten sowie der Messergebnisse. Diese Dokumentation dient als Nachweis dafür, dass der Autoklav ordnungsgemäß validiert und gewartet wurde. Eine lückenlose Dokumentation ist auch für Audits und Inspektionen unerlässlich. KVALIFIKACE VALIDACE führt die Temperaturverteilungsmessungen und F₀-/P₀-Messungen gemäß den Empfehlungen der US-amerikanischen Behörde FDA durch.
Herausforderungen und Lösungen
Häufige Herausforderungen bei der Validierung von Autoklaven
Die Validierung von Autoklaven kann mit verschiedenen Herausforderungen verbunden sein. Eine häufige Herausforderung ist die Sicherstellung einer gleichmäßigen Temperaturverteilung im Autoklav, insbesondere bei komplexen Beladungen. Abweichungen von den vorgegebenen Parametern, wie Temperatur oder Druck, können ebenfalls problematisch sein. Eine weitere Herausforderung besteht darin, die Einhaltung der relevanten Normen und Richtlinien sicherzustellen. Die korrekte Anwendung von Bioindikatoren wie Bacillus Stearothermophilus ist ebenfalls von entscheidender Bedeutung, um einen korrekten Nachweis über Sterilität zu erlangen. Diese Herausforderungen können die Re-Validierung erschweren.
Best Practices zur Überwindung dieser Herausforderungen
Um die Herausforderungen bei der Validierung von Autoklaven zu überwinden, gibt es bewährte Vorgehensweisen. Eine sorgfältige Planung und Vorbereitung der Validierung sind entscheidend. Dazu gehört die Erstellung einer detaillierten User Requirement Specification (URS) und eines Qualifizierungsplans. Eine regelmäßige Wartung und Kalibrierung des Geräts helfen, Abweichungen zu vermeiden. Zudem ist es wichtig, qualifiziertes Personal einzusetzen, das über das notwendige Fachwissen verfügt, um die Validierung korrekt durchzuführen. Die korrekte Aufbereitung des Autoklavs ist ebenso wichtig. Der Hersteller kann auch wertvolle Empfehlungen geben.
Fallstudien und Beispiele erfolgreicher Validierung
Fallstudien und Beispiele erfolgreicher Validierung können wertvolle Einblicke und praktische Anleitungen bieten. Diese Beispiele zeigen, wie Unternehmen die Validierung von Autoklaven erfolgreich durchgeführt und die Herausforderungen gemeistert haben. Sie demonstrieren die Bedeutung einer sorgfältigen Planung, Durchführung und Dokumentation. Durch das Studium dieser Fallstudien können Unternehmen von den Erfahrungen anderer lernen und ihre eigenen Validierungsprozesse optimieren. Dies ist besonders relevant für die Bereiche DQ, IQ, OQ und PQ, um die Qualität des Geräts zu validieren. Das Gerät sollte stets validiert sein.
Preisliste für Messungen (Dutschland):
Temperaturverteilung im Autoklaven (3–5 Temperatur-Loggern in jedem Korb; 1 Druck-Logger; 2 Messserien; 2 Tage); Autoklav mit 3 Körben
4400 €
Temperaturverteilung im Autoklaven (3–5 Temperatur-Loggern in jedem Korb; 1 Druck-Logger; 2 Messserien; 2 Tage); Autoklav mit 4 Körben
4600 €
Temperaturverteilung im Autoklaven (3–5 Temperatur-Loggern in jedem Korb; 1 Druck-Logger; 2 Messserien; 2 Tage); Autoklav mit 5 Körben
4900 €
Temperaturverteilung im Autoklaven (3–5 Temperatur-Loggern in jedem Korb; 1 Druck-Logger; 2 Messserien; 2 Tage); Autoklav mit 6 Körben
5100 €
Druckunterschied zwischen der Autoklavenkammer und dem Inneren der Verpackung (1 Messserie)
3200 €
Wärmeeindringung in die Verpackung, Messung des F0-Wertes (8 Temperatur-Loggern in einer Messreihe; 2 Messserien; 2 Tage)
Validierungsintervalle können sich durch Dokumentationsänderungen oder neue regulatorische Vorgaben plötzlich verkürzen, selbst wenn der Autoklav technisch einwandfrei funktioniert.
Temperatur- und Druckschwankungen innerhalb desselben Zyklus können lokale Fehlsterilisationen verursachen, die mit einfachen Indikatoren oft nicht entdeckt werden.
Biologische Indikatoren (Spore-Test) zeigen manchmal erst nach Tagen an, dass ein früherer Zyklus fehlerhaft war — dadurch entstehen verzögerte Rückrufrisiken.
Die Platzierung von Sensoren und Indikatoren im Beladungslayout beeinflusst Validierungsergebnisse stärker als viele erwarten; ein minimal verschobener Tray kann die Interpretationen verfälschen.
Eine korrekt durchgeführte Validierung umfasst häufig auch die Kontrolle von Peripheriegeräten (Ladehilfen, Türdichtungen, Dampferzeuger) — Defekte dort führen oft zu Validierungsfehlern, obwohl der Autoklav selbst analysiert als funktionsfähig gilt.
Häufige Fehler bei der Validierung von Autoklaven
Unzureichende Dokumentation: Prüfprotokolle, Kalibrierzertifikate und SOPs werden nicht vollständig oder nachvollziehbar dokumentiert.
Nicht regelmäßige Kalibrierung von Messgeräten: Druck-, Temperatur- und Feuchtemessgeräte sind nicht termingerecht kalibriert, was die Validierungsergebnisse verfälscht.
Fehlende Risikoanalyse: Risiken durch Prozessabweichungen werden nicht adressiert, wodurch wichtige Validierungsschritte übersehen werden.
Unzureichende Platzierung von Sensoren/Indikatoren: Temperatur- und Drucksensoren sowie biologische/chemische Indikatoren werden nicht an repräsentativen oder kritischen Stellen platziert.
Nur ein Zyklus getestet: Validierung wird anhand eines einzelnen Zyklus durchgeführt statt über mehrere Zyklen und unterschiedliche Beladungszustände.
Falsche oder ungeeignete Indikatoren: Verwendung von Indikatoren, die nicht für das jeweilige Sterilisationsverfahren oder die zu sterilisierenden Materialien geeignet sind.
Nichteinhaltung von Normen und Richtlinien: Relevante Normen (z. B. EN, ISO, FDA) werden nicht berücksichtigt oder falsch interpretiert.
Unzureichende Beladungsrepräsentativität: Testbeladungen entsprechen nicht der realen Nutzung (Art, Menge, Anordnung), wodurch Ergebnisse nicht repräsentativ sind.
Mangelndes Wissen des Personals: Bediener und Validierungspersonal sind unzureichend geschult, was zu fehlerhafter Durchführung und Auswertung führt.
Kein Wiederholungsplan bei Abweichungen: Es existiert kein klarer Plan für Nachprüfungen oder Korrekturmaßnahmen bei fehlgeschlagenen Zyklen.
Ignorieren von Randbedingungen: Umgebungsbedingungen wie Raumtemperatur, Wasserversorgung oder Dampfqualität werden vernachlässigt.
Fokus nur auf Temperatur statt auf ganze Parametermatrix: Druck, Dampfqualität, Haltezeit und Feuchte werden nicht gemeinsam bewertet.
Zu kurze Beobachtungszeiträume: Langzeitstabilität und mögliche Veränderungen über die Zeit werden nicht geprüft.
Keine Nachverfolgung von Änderungen: Änderungen am Autoklav, an Prozessen oder Materialien werden nicht im Rahmen einer Revalidierung bewertet.
Was ist ein Autoklav und welche Aufgaben erfüllt er bei der Sterilisation?
Ein Autoklav ist ein druckbeaufschlagtes Sterilisationsgerät, das durch kombinierte Einwirkung von Druck und Temperatur (meist gesättigter Wasserdampf) sterile medizinprodukte erzeugt. Das ergebnis der sterilisation hängt von korrekter prozessvalidierung, reinigungs- und desinfektionsgeräte-Vorbehandlung, und der Einhaltung von Normen wie DIN EN ISO 17665-1 ab. Autoklaven werden in Kliniken, Laboren und Industrie eingesetzt und erfordern regelmäßige qualifizierung und validierung zur gewährleistung der zuverlässigkeit.
Welche Voraussetzungen für die Validierung eines Autoklavs müssen erfüllt sein?
Die voraussetzungen für die validierung umfassen dokumentierte vorgaben des herstellers, festlegung der betriebsbedingungen (z. B. temperatur- und Druckprofile), geschultes Personal, sowie geeignete Testmedien und Messgeräte. Rechtlichen anforderungen und nationalen norm DIN SPEC 58929 sollten berücksichtigt werden. Weiter gehören design-qualifizierung, Prozessvalidierung und die Prüfung gelieferter autoklaven zur vollständigen Validierungskette.
Wie sollten Hersteller die Validierung und Qualifizierung von Autoklavs unterstützen?
Hersteller müssen klare vorgaben des herstellers zur installation, anforderungen an die entwicklung, kalibrierung und wartung liefern. Technische Dokumentation muss prüfprotokolle, design-qualifizierung und Hinweise zur prozessvalidierung enthalten. Für die gewährleistung der zuverlässigkeit sind Anleitungen für betriebsbedingungen, reinigungs- und desinfektionsgeräte-Schnittstellen sowie Empfehlungen im Einklang mit DIN EN ISO 17665-1 erforderlich.
Wie validiert man Autoklavs praktisch: Welche Schritte sind notwendig?
Zu validieren beginnt mit der Design-Qualifizierung (DQ), gefolgt von Installations-Qualifizierung (IQ), Funktions- bzw. Betriebs-Qualifizierung (OQ) und Prozessvalidierung (PQ). Dabei werden temperatur- und Druckverläufe dokumentiert, biologische und physikalische Indikatoren eingesetzt und das ergebnis der sterilisation bewertet. Die festlegung der Annahmekriterien orientiert sich an geltenden normativen Vorgaben und den vorgaben des herstellers.
Welche Rolle spielen DIN EN ISO 17665-1 und nationale Normen bei der Autoklav-Validierung?
DIN EN ISO 17665-1 legt Grundanforderungen für Sterilisationsprozesse mit Feuchtemedium fest und dient als Referenz für prozessvalidierung und qualifizierung. Ergänzend können nationale norm din spec 58929 sowie Empfehlungen von dgkh und des aki und der gesellschaft für sterilgutversorgung herangezogen werden. Diese dokumente definieren Kriterien zur prüfung des ergebnisses der sterilisation und zur rechtlichen Absicherung.
Welche Prüfmittel und Indikatoren werden zur Sicherstellung der Zuverlässigkeit verwendet?
Es kommen physikalische Messaufzeichnungen (Temperatur-, Druck- und Zeitdatenlogger), chemische Indikatoren und biologische Indikatoren zum Einsatz. Die Kombination dieser Messmittel ermöglicht eine belastbare Prozessvalidierung. Zusätzlich sind regelmäßige Kalibrierungen der messgeräte und dokumentierte Kontrollen wichtig, um die gewährleistung der zuverlässigkeit über die gesamte Lebensdauer der gerätes zu sichern.
Wie beeinflussen reinigungs- und desinfektionsprozesse die Validierung von Autoklavs?
Reinigungs- und desinfektionsprozesse sind Voraussetzungen für die validierung, da biologische Rückstände die sterilisation beeinträchtigen können. Sauberkeit vor der Beladung, geeignete Reinigungsgeräte und dokumentierte Verfahren reduzieren Variabilität und sichern das ergebnis der sterilisation. Vorgaben des herstellers und nationale Empfehlungen zur reinigung müssen in die Festlegung der Validierungsprotokolle einfließen.
Wer darf Validierungen durchführen und welche Qualifikationen sind erforderlich?
Validierungen sollten von geschultem Personal mit Kenntnissen zu qualifizierung und validierung, normativen Anforderungen und sterilisationsphysik durchgeführt werden. In vielen Einrichtungen arbeiten spezialisierte Ingenieure oder externe Dienstleister zusammen mit der gesellschaft für sterilgutversorgung bzw. nach Empfehlungen von dgkh und des aki. Dokumentierte Schulungen und Nachweise sind Teil der rechtlichen anforderungen.
Die DIN EN ISO 14644-1 ist ein zentraler Standard für die Reinraumtechnik und legt die Reinraumklassen fest. Diese Norm ist besonders wichtig für Branchen, die höchste Ansprüche an die Luftreinheit stellen, wie die pharmazeutische Industrie und die Halbleiterfertigung. Im Folgenden werden wir die Grundlagen, die Bedeutung und die Neuerungen der Revision 2016-06 dieser Norm erläutern.
Einführung in die DIN EN ISO 14644-1
Was ist die DIN EN ISO 14644-1?
Die DIN EN ISO 14644-1 ist als Teil der Normenreihe für Reinräume und zugehörige Reinraumbereiche eine internationale Norm, die die Klassifizierung der Luftreinheit in Reinräumen anhand der Partikelkonzentration definiert. Sie wurde vom Technischen Komitee ISO/TC 209 „Cleanrooms and associated controlled environments“ erarbeitet und in Deutschland als DIN-Norm DIN EN ISO 14644 veröffentlicht. Die Norm richtet sich an Fachleute der Reinraumtechnik, die für die Einhaltung von Qualitätsstandards zuständig sind.
Wichtigkeit der Norm für Reinräume
Die Einhaltung der Reinraumklassen nach ISO ist entscheidend, da die Reinraumklasse direkt das Kontaminationsrisiko beeinflusst. Ohne eine Klassifizierung wären Reinraumbedingungen nicht vergleichbar. Reinraumklassen sind Voraussetzung für normgerechte Prozesse, gleichbleibende Produktqualität und regulatorische Konformität, besonders in Branchen wie der Pharma- und Medizintechnik. Durch die Anwendung der Norm können Unternehmen die Umweltkontrollen und Qualitätsstandards deutlich verbessern und somit das Risiko einer Verunreinigung minimieren.
Überblick über die Revision 2016-06
Die Revision 2016-06 der DIN EN ISO 14644-1 brachte einige wichtige Änderungen mit sich. Der Titel wurde in „Klassifizierung der Luftreinheit anhand der Partikelkonzentration“ geändert. Neu hinzugekommen sind Anhänge zu dezimalen Zwischenklassen der Reinheit und Messgeräten. Eine Tabelle zur Klassifizierung der Partikelreinheitsklassen legt die maximale Partikelkonzentration bei verschiedenen Partikelgrößen fest. Zudem wurde ein konsistenterer statistischer Ansatz für die Auswahl der Probenahmeorte eingeführt.
Reinraumklassen nach ISO 14644-1
Definition der Reinraumklassen
Die Reinraumklassen nach ISO 14644-1 dienen als Standard zur Klassifizierung der Reinheit von Reinräumen. Die Klassifizierung der Reinraumklasse definiert die zulässige Partikelkonzentration pro Kubikmeter Luft. Je geringer die Partikelanzahl pro Kubikmeter Luft, desto höher ist die Luftreinheit und desto niedriger ist die ISO-Klassenzahl. Ein Reinraum der ISO-Klasse 5 ist demnach sauberer als ein ISO 7-Reinraum, da die Partikelkonzentration in ISO 5 geringer ist.
Klassifizierung der Luftreinheit anhand der Partikelkonzentration
Die DIN EN ISO 14644-1 dient als international anerkannter Standard zur Klassifizierung der Luftreinheit anhand der Partikelkonzentration. Sie findet branchenübergreifend Anwendung, unabhängig von spezifischen regulatorischen Vorgaben. Die Norm definiert die ISO-Reinraumklassen von ISO 1 bis ISO 9. ISO 1 repräsentiert die höchste Luftreinheit, während die zulässige Partikelkonzentration mit steigender Klassenzahl zunimmt. ISO 9 entspricht etwa der Luftqualität normaler Räume und wird selten als Reinraumklasse verwendet.
Tabelle der Reinraumklassen
Die Reinraumklassen-Tabelle nach ISO 14644-1 zeigt die zulässige Partikelanzahl pro ISO- und GMP-Klasse und dient als Grundlage für die Qualifizierung von Reinräumen. ISO 1 ist die höchste Reinraumklasse mit einer sehr geringen Partikelkonzentration. Im Gegensatz dazu beschreibt ISO 9 nahezu normale Reinraumbedingungen. Die Reinraumklassen nach ISO werden anhand der Partikelkonzentration in der Luft definiert.
Zusammenhang zwischen ISO 14644-1 und GMP
Was sind GMP-Anforderungen?
Die Good Manufacturing Practice (GMP)-Anforderungen sind Richtlinien, die speziell für die Herstellung von Arzneimitteln und anderen pharmazeutischen Produkten gelten. Diese Richtlinien zielen darauf ab, die Qualität und Sicherheit dieser Produkte zu gewährleisten. Im Kontext der Reinraumtechnik sind GMP-Anforderungen besonders relevant, da sie sicherstellen, dass die Produktionsumgebung die erforderliche Reinheit aufweist, um Kontaminationen zu vermeiden.
GMP-Reinraumklassen im Vergleich zu ISO 14644-1
ISO-Klassen und GMP-Reinraumklassen verfolgen unterschiedliche Ziele. ISO-Klassen bewerten ausschließlich die Partikelkonzentration, während GMP-Klassen zusätzlich mikrobiologische Risiken berücksichtigen. In der Praxis werden ISO 14644-1 und GMP kombiniert. ISO-Klassen dienen der technischen Auslegung, während GMP-Klassen die regulatorischen Anforderungen definieren. Beide bilden die Basis für sichere Reinraumanwendungen.
Relevanz für pharmazeutische Anwendungen
Der Reinraum ist ein wichtiger Bestandteil der pharmazeutischen Wertschöpfungskette. Pharma-Reinräume schaffen die Voraussetzung für die sichere Herstellung von Arzneimitteln. Da pharmazeutische Produkte oft direkt am menschlichen Körper angewendet werden, müssen Kontaminationen ausgeschlossen werden. GMP A hat die höchsten Reinheitsanforderungen, GMP B ist der Hintergrundbereich für GMP A, GMP C hat weniger kritische Herstellungsstufen und GMP D sind Bereiche mit grundlegenden Reinheitsanforderungen.
Reinräume und zugehörige Reinraumbereiche
Typen von Reinräumen
Ein Reinraum ist ein speziell konstruierter Raum, in dem die Partikelkonzentration in der Luft, die Temperatur, die Feuchtigkeit und der Druck streng kontrolliert werden. Die Hauptfunktion eines Reinraums besteht darin, die Kontamination durch Partikel und Mikroorganismen zu minimieren, um die Qualität und Sicherheit von Produkten und Prozessen zu gewährleisten. Die Norm DIN EN ISO 14644-1 hilft bei der Klassifizierung dieser Reinräume.
Reinraumbedingungen und ihre Bedeutung
Die Reinraumbedingungen sind entscheidend für die Aufrechterhaltung der Reinheit in Reinräumen. Die Luftreinheit, gemessen als Partikelkonzentration pro Kubikmeter Luft, ist ein Schlüsselfaktor. Weitere wichtige Parameter sind die Luftströmung, Luftwechselrate, Temperatur und relative Luftfeuchtigkeit. Diese Faktoren müssen ständig überwacht und kontrolliert werden, um die geforderte Reinraumklasse gemäß DIN EN ISO 14644-1 sicherzustellen und Verunreinigung zu vermeiden.
Kontamination und ihre Kontrolle
Die Kontrolle der Kontamination ist ein zentrales Ziel in Reinräumen. Kontamination kann durch Partikel, Mikroorganismen oder chemische Verunreinigungen entstehen. Die Hauptquellen für Kontamination sind Menschen, Materialien und die Ausrüstung selbst. Um die Luftreinheit zu gewährleisten, werden Maßnahmen wie spezielle Reinraumkleidung, Luftfilter und Reinraumtechnik eingesetzt. Die DIN EN ISO 14644-1 Norm gibt hierfür klare Richtlinien zur Klassifizierung.
Praktische Anwendung und Umsetzung der Norm
Schritte zur Implementierung der DIN EN ISO 14644-1
Die Implementierung der DIN EN ISO 14644-1 umfasst mehrere Schritte, angefangen bei der Klassifizierung der Reinraumklassen nach ISO. Dies beinhaltet die Messung der Partikelkonzentration und den Vergleich mit den Grenzwerten der jeweiligen Reinraumklasse. Anschließend müssen geeignete Reinraumtechnik, Reinraumkleidung und Reinraumbedingungen geschaffen werden, um die geforderte Luftreinheit zu erreichen und die Reinheit zu validieren.
Herausforderungen bei der Klassifizierung
Die Klassifizierung gemäß DIN EN ISO 14644-1 kann verschiedene Herausforderungen mit sich bringen. Die korrekte Messung der Partikelkonzentration erfordert spezielle Messgeräte und qualifiziertes Personal. Schwankungen der Umgebungsbedingungen können die Messergebnisse beeinflussen. Zudem ist die Auswahl der richtigen Probenahmepunkte entscheidend, um ein repräsentatives Bild der Luftreinheit zu erhalten. Auch die Anforderungen der Good Manufacturing Practice (GMP) müssen berücksichtigt werden.
Tipps zur Aufrechterhaltung der Luftreinheit
Um die Luftreinheit in Reinräumen aufrechtzuerhalten, sind mehrere Maßnahmen erforderlich. Einige davon sind besonders wichtig:
Die Verwendung von geeigneter Reinraumkleidung
Die Minimierung von Bewegungen und die Vermeidung unnötiger Aufenthalte im Reinraum.
Regelmäßige Reinigungen mit validierten Reinigungs- und Desinfektionsmitteln sind unerlässlich. Die Einhaltung dieser Praktiken trägt dazu bei, die Partikelanzahl pro Kubikmeter Luft zu reduzieren und die Reinraumklassen nach ISO zu erfüllen.
Verwechslung des Anwendungsbereichs: ISO 14644-1 gilt nur für Messung der luftgetragenen Partikelkonzentration, nicht für mikrobiologische Kontamination oder Oberflächenreinheit.
Falsche Klassenzuordnung: Annahme, dass ISO-Klasse allein die Eignung für einen Prozess bestimmt, ohne Prozessrisiken und Produktspezifika zu berücksichtigen.
Unpassende Partikelgrößenwahl: Verwendung falscher Messgrößen oder Vernachlässigung der für die jeweilige Klasse relevanten Partikelgrößen (z. B. 0,1 µm vs. 0,5 µm).
Fehlerhafte Probenahmetechnik: Zu wenige Messstellen, falsche Positionierung der Messpunkte oder Vernachlässigung von Aufenthaltszonen und kritischen Arbeitsbereichen.
Mangelnde Berücksichtigung statistischer Anforderungen: Nicht ausreichende Stichprobengröße, fehlende Wiederholungsmessungen oder Ignorieren von Sollwertstreuung und Konfidenzintervallen.
Ungenügende Kalibrierung und Prüfung der Messgeräte: Einsatz nicht kalibrierter oder ungeeichter Partikelzähler führt zu falschen Ergebnissen.
Falsche Interpretation der Grenzwerte: Verwechseln von momentanen Messwerten mit zeitlich gemittelten Ergebnissen oder Nichtbeachtung der zulässigen Anzahl von Ausreißern.
Nichteinhaltung der Reinraumbedingungen während der Messung: Messungen während Wartung, Reinigungsarbeiten oder Personentransport verfälschen die Ergebnisse.
Ignorieren von Umgebungsfaktoren: Temperatur, Luftfeuchte, Luftströmungsmuster und Druckverhältnisse werden oft nicht berücksichtigt, obwohl sie die Partikelkonzentration beeinflussen.
Unzureichende Dokumentation: Fehlende oder lückenhafte Protokolle, die Messbedingungen, Kalibriernachweise und Verantwortliche nicht dokumentieren.
Keine regelmäßige Revalidierung: Änderungen im Raum, Prozessen oder der Technik werden nicht durch erneute Klassifizierung nach ISO 14644-1 überprüft.
Falsche Annahmen zur Filterintegrität: Annahme, dass HEPA-/ULPA-Filter unbegrenzt wirksam sind; fehlende Filterprüfungen und Lecktests führen zu Fehleinschätzungen.
Unzureichende Personalqualifikation: Bediener und Auditoren sind nicht ausreichend geschult in Messverfahren und Interpretation der ISO 14644-1-Anforderungen.
Zu enge Fokussierung auf Normkonformität statt Risikomanagement: Umsetzung nur zur Erfüllung der Norm ohne Berücksichtigung produktspezifischer Qualitätsanforderungen.
Nichtbeachtung der aktuellen Normversion: Arbeiten mit veralteten Interpretationen oder alten Normanforderungen statt der aktuellen ISO 14644-1-Version.
reinraumtechnik: Was regelt die ISO 14644-1 im Kontext der Reinraumtechnik?
ISO 14644-1 definiert die Klassifizierung von Reinräumen und Reinraumbereichen nach luftgetragenen Partikeln pro Kubikmeter Luft in Abhängigkeit von Partikelgröße und Betriebszustand. Als Teil 1 der Normenreihe legt sie die ISO-Klassen fest, die Grundlage für Reinraumtechnik, Reinraumtauglichkeit von Komponenten und das Qualitätsmanagement in der Produktion bilden.
teil 1: Warum ist Teil 1 der ISO 14644 relevant für die Klassifizierung von Reinräumen?
Teil 1 beschreibt die Methodik zur Messung und Bewertung von Partikeln, die Anforderungen an Messgeräte und Probenahme sowie die Berechnung der ISO-Klassen. Er ist daher die Basis für die Klassifizierung von Reinräumen in Branchen wie Halbleiter-, Pharma- oder Maschinenbau und für Prüfungen zur Erreichung definierter Reinheitsgrade.
reinraum: Wie werden Reinraumklassen nach ISO 14644-1 definiert und was bedeutet das für den Betrieb?
Die ISO-Klassen (z. B. ISO 8) geben Grenzwerte in Form von maximal zulässigen Partikeln pro Kubikmeter Luft für verschiedene Partikelgrößen an. Für den Betriebszustand sind Messungen erforderlich, um sicherzustellen, dass Produktionsprozesse, laminar flow Konzepte und Reinigungsmaßnahmen die definierten Grenzwerte und die Reinraumtauglichkeit von Oberflächen und Anlagen einhalten.
iso 14644 / en iso 14644: Was ist der Unterschied zwischen ISO 14644 und DIN EN ISO 14644?
ISO 14644 ist die internationale Normenreihe; die deutsche Fassung EN ISO 14644 bzw. DIN EN ISO 14644 ist die übernommene europäische und nationale Fassung derselben Norm. Inhaltlich sind die Anforderungen gleich, die deutsche Fassung enthält jedoch oft zusätzliche Hinweise zur Anwendung im nationalen Kontext.
reinraumklassen nach gmp: Wie stehen ISO-Klassen im Verhältnis zu GMP-Klassen?
ISO und GMP sind nicht identisch, aber korrelierbar: GMP-Klassen (a bis d oder A–D je nach Darstellung) beschreiben mikrobiologische Grenzwerte und Prozessanforderungen. Die Reinraumklassen-Tabelle nach ISO 14644-1 wird häufig zusammen mit GMP-Vorgaben genutzt, um sowohl partikuläre als auch mikrobiologische Kontamination zu kontrollieren und die Bewertung der Reinraumtauglichkeit von Prozessen zu ermöglichen.
mikrobiologische: Behandelt ISO 14644-1 auch mikrobiologische Kontamination?
ISO 14644-1 konzentriert sich auf luftgetragene Partikel und die ISO-Klassen; mikrobiologische Kontamination wird in anderen Teilen der Normenreihe und in GMP-Richtlinien behandelt. Für mikrobiologische Anforderungen sind ergänzende Vorgaben nötig, z. B. Reinigung von Oberflächen zur Erreichung definierter Reinheitsgrade und spezifische Kontrollen in der Herstellungspraxis.
reinraums: Wie erfolgt die Klassifizierung von Reinräumen praktisch (Messung und Grenzwertprüfung)?
Die Klassifizierung erfolgt durch Partikelmessungen an definierten Punkten und Betriebssituationen, unter Verwendung zugelassener Messgeräte und Probenahmepläne. Ergebnisse werden mit Grenzwerten verglichen (Partikel pro Kubikmeter Luft für verschiedene Partikelgrößen). Auch Aspekte wie laminar flow, erreichung definierter reinheitsgrade hinsichtlich partikel- und oberfläche-reinigung werden berücksichtigt.
reinraumklassen-tabelle nach iso 14644-1: Wo finde ich die ISO-Klassen-Tabelle und was steht dort?
Die ISO-Klassen-Tabelle in Teil 1 listet die zulässigen Konzentrationen luftgetragener Partikel pro Kubikmeter Luft für mehrere Partikelgrößen (z. B. ≥0,1 µm, ≥0,5 µm). Sie dient als Referenz zur Bestimmung, ob ein Raum als ISO 5, ISO 7, ISO 8 etc. klassifiziert wird und ist essenziell für die Planung von Prozessschritten, Reinigungsintervallen und die Bewertung der Reinraumtauglichkeit von Maschinen und Oberflächen.
iso und gmp / gmp-klassen: Wie integriert man ISO- und GMP-Anforderungen in Produktionsprozesse?
Die Integration erfordert ein systematisches Qualitätsmanagement: Festlegung von Reinigungsplänen, Validierung der Reinigungsprozesse, Überwachung luftgetragener Partikel und mikrobiologischer Parameter sowie Dokumentation. In der Herstellungspraxis, z. B. in der Pharma- oder Halbleiter-Herstellung, werden ISO- und GMP-Klassen gemeinsam betrachtet, um produktspezifische Anforderungen und regulatorische Vorgaben zu erfüllen.
einsatzbereiche: In welchen Einsatzbereichen wird ISO 14644-1 typischerweise angewendet?
ISO 14644-1 findet Anwendung in der Halbleiter-, Pharma-, Medizintechnik- und Lebensmittelindustrie sowie im Maschinenbau und in Forschungseinrichtungen. Sie ist relevant für partikelarme Produktionsprozesse, Klassifizierung von Reinräumen bei Neu- oder Umbau, Auswahl von Reinraumausrüstung sowie für Normenverweise wie VDI oder neuer Anhang E in branchenspezifischen Richtlinien.
Die ISO 8573-1 Norm ist ein Eckpfeiler für die Qualität der Druckluft in zahlreichen Industriezweigen. Doch was verbirgt sich genau hinter dieser Norm, und warum ist sie so wichtig? Dieser Artikel soll Licht ins Dunkel bringen und die komplexe Materie verständlich aufbereiten.
Einführung in die ISO 8573-1
Was ist die ISO 8573-1?
Die ISO 8573-1 ist eine international anerkannte Norm, die die Druckluftqualität klassifiziert. Die Norm ISO 8573-1 definiert Reinheitsklassen bezüglich fester Partikel, Wasser und Öl. Für jeden dieser Parameter legt die Norm konkrete Grenzwerte fest, die nicht überschritten werden dürfen. Die ISO 8573-1 definiert somit einen Rahmen für die Qualität der Druckluft.
Warum ist die Norm wichtig?
Die Einhaltung der in der Norm ISO 8573-1 definierten Druckluftqualität ist von entscheidender Bedeutung, um Verunreinigungen zu verhindern und die Prozesssicherheit zu gewährleisten. Zudem ist die Einhaltung der Norm oft eine Voraussetzung, um gesetzliche Anforderungen zu erfüllen. Die Norm stellt sicher, dass die Druckluftqualität den Anforderungen der jeweiligen Anwendung entspricht. Besonders in sensiblen Bereichen ist die ISO 8573-1 unverzichtbar.
Überblick über die Reinheitsklassen
Die Reinheitsklassen nach ISO 8573-1 geben Aufschluss darüber, welche Menge an Feststoffpartikeln, Wasser und Öl in der Druckluft enthalten sein darf. Diese Klassifizierung hilft Anwendern, die passende Druckluftaufbereitung für ihre spezifischen Anforderungen auszuwählen. Die Klassen reichen von sehr rein (Klasse 0) bis zu weniger rein, wobei die Wahl der Klasse von der jeweiligen Anwendung abhängt.
Reinheitsklassen der Druckluft
Die verschiedenen Reinheitsklassen
Die Reinheitsklassen der Druckluft nach ISO 8573-1 sind entscheidend für die Druckluftqualität. Die ISO 8573-1 Norm teilt Druckluft in verschiedene Qualitätsklassen ein, basierend auf dem Gehalt an Feststoffpartikeln, Wasser und Öl. Diese Klassifizierung hilft Anwendern, die richtige Druckluftaufbereitung für ihre spezifische Anwendung auszuwählen und die Einhaltung der Norm zu gewährleisten.
Klasse 0: Die höchste Qualität
Klasse 0 nach ISO 8573-1 steht für die höchste Druckluftqualität. Klasse 0 bedeutet, dass die Druckluft so rein wie möglich sein muss, um jegliche Verunreinigung auszuschließen. In der Praxis ist die Einhaltung der ISO 8573-1 Klasse 0 anspruchsvoll und erfordert spezielle Druckluftaufbereitung. Die ISO 8573-1 Klasse 0 ist besonders wichtig in der Lebensmittel- und Getränkeindustrie sowie in der Pharmaindustrie.
Verunreinigungen in Druckluft
Die Norm ISO 8573-1 bezieht sich auf drei wesentliche Verunreinigungen: feste Partikel, Wasser in Form von Feuchtigkeit oder Drucktaupunkt sowie Öl. Diese Verunreinigungen beeinträchtigen die Druckluftqualität erheblich. Feststoffpartikel können zu Verschleiß in pneumatischen Systemen führen. Ein zu hoher Wassergehalt führt zu Korrosion. Öl in der Druckluft kann Produkte verunreinigen. Daher ist die Druckluftaufbereitung so wichtig, um die Norm einzuhalten.
Anwendung der ISO 8573-1 in der Industrie
Qualität der Druckluft in der Lebensmittel- und Getränkeindustrie
In der Lebensmittel- und Getränkeindustrie ist die Qualität der Druckluft von höchster Bedeutung. Die ISO 8573-1 Norm findet Anwendung überall dort, wo Druckluft als Prozessmedium eingesetzt wird, etwa in der Pharmaindustrie, der Elektronikfertigung und in allgemeinen Produktionsbetrieben. Die ISO 8573 stellt sicher, dass die Produktion hygienisch und sicher erfolgt. Die Einhaltung der ISO 8573-1 Norm ist hier nicht nur eine Frage der Qualität, sondern auch der Sicherheit.
Druckluftsysteme und ihre Komponenten
Ein Druckluftsystem besteht aus mehreren Komponenten, die zusammenarbeiten, um Druckluft zu erzeugen, aufzubereiten und zu verteilen. Der Kompressor erzeugt die Druckluft, während Filter und Trockner die Druckluftqualität verbessern. Die ISO 8573-1 Norm dient als Leitfaden für die Auswahl und den Betrieb dieser Komponenten. Die Norm ISO 8573-1 stellt sicher, dass das gesamte Druckluftsystem die geforderte Druckluftqualität liefert.
Die Rolle von Kältetrocknern und Adsorptionstrocknern
Kältetrockner und Adsorptionstrockner sind wichtige Bestandteile der Druckluftaufbereitung, um die ISO 8573-1 Norm zu erfüllen. Kältetrockner kühlen die Druckluft ab, um Wasser auszukondensieren, während Adsorptionstrockner die Feuchtigkeit durch Adsorption entfernen. Die Wahl des richtigen Trockners hängt von den spezifischen Anforderungen der Anwendung und der geforderten Druckluftqualität ab. Beide tragen dazu bei, den Drucktaupunkt zu senken.
Aufbereitung der Druckluft
Technologien zur Druckluftaufbereitung
Die Druckluftaufbereitung ist ein entscheidender Schritt, um die Druckluftqualität gemäß ISO 8573-1 sicherzustellen. Verschiedene Technologien kommen zum Einsatz, um Verunreinigungen wie Partikel, Wasser und Öl zu entfernen. Dazu gehören Filter, Trockner und Ölabscheider, die je nach Anwendung und geforderter Druckluftqualität ausgewählt werden. Die richtige Aufbereitungstechnik gewährleistet, dass die Druckluftsysteme effizient und zuverlässig arbeiten und die Anlagen geschützt werden.
Auswahl des richtigen Kompressors
Die Auswahl des richtigen Kompressors ist ein wichtiger Faktor für die Qualität der Druckluft. Ölfrei verdichtende Kompressoren minimieren das Risiko von Ölverunreinigungen und tragen dazu bei, die ISO 8573-1 Norm zu erfüllen. Bei der Auswahl des Kompressors sollten Anwender die spezifischen Anforderungen ihrer Anwendung berücksichtigen, um die optimale Lösung für ihre Druckluftversorgung zu finden. Regelmäßige Wartung des Kompressors ist wichtig, um die Druckluftqualität konstant hoch zu halten.
Tipps zur Verbesserung der Druckluftqualität
Um die Druckluftqualität zu verbessern und die Einhaltung der ISO 8573-1 Norm zu gewährleisten, gibt es einige praktische Tipps. Dazu gehört die regelmäßige Wartung und Inspektion von Druckluftsystemen. Der Einsatz von hochwertigen Filtern und Trocknern ist wichtig. Zudem sollte die Umgebungsluft, die der Kompressor ansaugt, sauber und trocken sein, um die Verunreinigung von vornherein zu minimieren. Durch diese Maßnahmen kann die Druckluftqualität erheblich verbessert werden.
Zusammenfassung und Ausblick
Wichtige Punkte zur ISO 8573-1
Die ISO 8573-1 definiert die Druckluftqualität und legt Reinheitsklassen für Partikel, Wasser und Öl fest. Die Norm ist wichtig, um die Prozesssicherheit zu gewährleisten und gesetzliche Anforderungen zu erfüllen.
Die Überprüfung der Druckluftqualität erfolgt durch Messungen gemäß den entsprechenden Teilen der Normenreihe ISO 8573, die von spezialisierten Prüflaboren durchgeführt werden. In Deutschland bieten mehrere Labore solche Messdienstleistungen an. Die Messungen erfolgen nach den Normen ISO 8573-1, ISO 8573-2, ISO 8573-3, ISO 8573-4 und ISO 8573-7. Die Einhaltung der Norm ist besonders in der Lebensmittel- und Getränkeindustrie sowie in der Pharmaindustrie von Bedeutung. Die Klassifizierung der Reinheitsklassen hilft Anwendern, die passende Druckluftaufbereitung für ihre spezifischen Anforderungen auszuwählen. Die Norm ISO 8573-1 stellt sicher, dass die Druckluftqualität den Anforderungen der jeweiligen Anwendung entspricht und hilft, den Restölgehalt zu minimieren.
Die Zukunft der Druckluftqualität
Die Bedeutung der Druckluftqualität wird in Zukunft weiter zunehmen, da immer strengere Anforderungen an die Reinheit von Druckluft gestellt werden. Neue Technologien und Innovationen in der Druckluftaufbereitung werden dazu beitragen, die ISO 8573-1 Norm noch effizienter zu erfüllen. Die kontinuierliche Weiterentwicklung der Norm ISO 8573 wird sicherstellen, dass sie stets den aktuellen Anforderungen der Industrie entspricht. Dies beinhaltet auch die Reduzierung von Kohlenwasserstoffen und die Minimierung des Wassergehalts.
Fragen und Antworten zur Druckluftqualität
Frage: Welche Klasse der ISO 8573-1 ist für meine Anwendung geeignet? Antwort: Das hängt von den spezifischen Anforderungen Ihrer Anwendung ab. Klasse 0 ist die höchste Qualität, während niedrigere Klassen für weniger sensible Anwendungen ausreichend sein können. Die Anwendung der Reinheitsklassen ist sehr anwenderspezifisch.
Frage: Wie oft sollte ich meine Druckluftqualität prüfen? Antwort: Die Häufigkeit der Prüfung hängt von der Anwendung und den spezifischen Anforderungen ab. In sensiblen Bereichen sollte die Druckluftqualität regelmäßig geprüft werden, um die Einhaltung der ISO 8573-1 Norm sicherzustellen.
Klar definierte Reinheitsklassen für Partikel, Wasser und Öl erleichtern die Kommunikation zwischen Herstellern, Lieferanten und Anwendern.
International anerkanntes Referenzdokument, das weltweit konsistente Anforderungen und Vergleichbarkeit ermöglicht.
Unterstützt Qualitäts- und Sicherheitsanforderungen in sensiblen Branchen wie Lebensmittel, Pharmazie, Elektronik und Medizintechnik.
Fördert die Auswahl geeigneter Filtrations- und Trocknungssysteme durch messbare Klassengrenzen.
Erleichtert Vertragsgestaltung und Abnahmeprüfungen zwischen Kunden und Kompressoranlagenlieferanten.
Verbessert Anlagenplanung und Risikomanagement durch klare Vorgaben zur Luftreinheit.
Nachteile
Die Norm legt nur die Prüfparameter und Klassen fest, nicht jedoch die Methoden zur langfristigen Überwachung im laufenden Betrieb.
Messung und Einhaltung höherer Reinheitsklassen kann kostenintensiv sein (Aufrüstung von Filtern, Analysegeräte, Wartung).
Interpretation der Ergebnisse erfordert Fachwissen; falsche Anwendung kann zu Fehleinschätzungen führen.
Norm berücksichtigt nicht alle möglichen Verunreinigungen oder branchenspezifische Anforderungen; zusätzliche Spezifikationen können nötig sein.
Regelmäßige Probenahme und Laboranalyse sind zeitaufwändig und können betriebliche Unterbrechungen verursachen.
Bei sehr feinen Anforderungen können technische Grenzen der Messtechnik die Praktikabilität einschränken.
5 überraschende Fakten über ISO 8573-1
ISO 8573-1 definiert keine einzige „Reinheitszahl“: die Norm teilt die Druckluftreinheit in drei unabhängige Gruppen auf — Partikel, Wasser und Öl — und vergibt für jede Gruppe eigene Klassen.
„Klasse 0“ bedeutet nicht „keine Verunreinigung“: Bei ISO 8573-1 ist Klasse 0 eine herstellerspezifische Anforderung, die bescheinigt, dass die Reinheit über das Prüfverfahren des Herstellers nachgewiesen wurde, und nicht die absolute Abwesenheit von Kontaminanten.
Die Norm berücksichtigt Partikelgrößen explizit: ISO 8573-1 unterscheidet Partikel nach definierten Größengrenzen, sodass Größe ebenso wichtig ist wie die Anzahl der Partikel für die Klassifizierung der Reinheit.
ISO 8573-1 ist Teil einer größeren Serie: Sie ist der zentrale Teil der ISO-8573-Reihe, die ergänzende Teile für Prüfmethoden und Empfehlungen enthält — die einzelne Nummer (8573-1) bezieht sich also speziell auf Reinheitsklassen, nicht auf alle Aspekte der Druckluftqualität.
Breite Branchenakzeptanz trotz fehlender gesetzlicher Verpflichtung: Obwohl ISO 8573-1 oft nicht gesetzlich vorgeschrieben ist, wird sie weltweit in sensiblen Bereichen wie Medizin-, Lebensmittel- und Elektronikindustrie als De-facto-Standard zur Sicherstellung von Produktqualität und Prozesssicherheit verwendet.
Häufige Fehler bei ISO 8573-1
Bei der Anwendung und Interpretation der Norm ISO 8573-1 treten immer wieder ähnliche Fehler auf. Die folgenden Punkte fassen die häufigsten Missverständnisse und praktischen Fehler zusammen.
Verwechslung von Reinheitsklassen und Prüfmethoden: ISO 8573-1 definiert Reinheitsklassen für Partikel, Wasser und Öl, aber nicht die spezifische Messmethode; die Wahl einer ungeeigneten Prüfmethodik führt zu falschen Ergebnissen.
Annäherung statt Messung: Annahmen über die Luftqualität ohne regelmäßige Messungen und Dokumentation sind unzuverlässig; ISO 8573-1 verlangt belegbare Messergebnisse.
Nichtbeachtung der gesamten Klassenkombination: Die Norm beschreibt drei Parameter (Partikel, Wasser, Öl). Manche Anwender prüfen nur einen Parameter und ignorieren die kombinierte Klassifizierung.
Falsche Probenahme: Fehlerhafte Probenahmepositionen, -volumina oder -bedingungen (z. B. Temperatur, Druck) führen zu nicht repräsentativen Ergebnissen.
Unklare oder fehlende Spezifikation: Endnutzer und Lieferanten geben oft keine eindeutige ISO-8573-1-Klassifizierung an oder verwenden vage Formulierungen statt präziser Klassenangaben.
Anwendung der Norm außerhalb des Anwendungsbereichs: ISO 8573-1 gilt für Druckluftreinheit; ihre Klassen ungeprüft auf andere Gase oder spezielle Prozessbedingungen zu übertragen ist falsch.
Missverständnis bezüglich Ölkategorie: Die Norm unterscheidet zwischen ölhaltigen Aerosolen und flüssigem Öl; falsche Interpretation oder ungenaue Messverfahren führen zu Fehleinschätzungen.
Zu seltene Überprüfung von Filtern und Trocknern: Betreiber verlassen sich auf nominale Spezifikationen statt auf regelmäßige Leistungstests, wodurch die tatsächliche Luftqualität abweichen kann.
Nichtbeachtung von Prozessanforderungen: Die erforderliche Reinheitsklasse sollte auf Prozessanforderungen basieren; pauschale Festlegungen können Produktschäden oder Überdimensionierung verursachen.
Unzureichende Dokumentation und Rückverfolgbarkeit: Fehlende Prüfberichte, Prüfhistorie oder Kalibrierungsnachweise für Messgeräte erschweren Audits und Qualitätskontrolle.
Ignorieren von Umgebungs- und Systemeinflüssen: Änderungen im Druckluftnetz, Umgebungsbedingungen oder Wartungszustand können die Einhaltung einer ISO-8573-1-Klasse beeinträchtigen, werden aber oft übersehen.
Fehlende Zusammenarbeit zwischen Lieferant und Anwender: Ohne klare Absprachen über Prüfkriterien, Probenahme und Akzeptanzkriterien entstehen Missverständnisse bei der Einhaltung von ISO 8573-1.
Was ist ISO 8573 und wie erfolgt die Klassifizierung der Druckluftqualitätsklasse?
ISO 8573 ist eine Norm ISO zur Klassifizierung der Luftqualität in Druckluftsystemen. Die Klassifizierung erfolgt anhand mehrerer Parameter wie Partikelanzahl, Ölgehalt, Dampfdruck von Wasser (Taupunkt) und zulässige Schmutzstoffe. Jede Qualitätsklasse (z. B. klasse 1 bis klasse 4) beschreibt Grenzwerte für Partikelgröße, Partikel- und Aerosolkonzentration sowie Restölgehalt in der Druckluft, um sicherzustellen, dass die verwendete druckluft einzuhalten Anforderungen von Verbrauchern und Maschinen und Anlagen entspricht.
Welche Rolle spielt die Norm ISO und ISO 22000 in Bezug auf reine Druckluft?
Die Norm ISO 8573 fokussiert auf Druckluftqualität; ISO 22000 ist eine Managementnorm für Lebensmittelsicherheit und fordert, dass druckluft zuverlässig und sicher betrieben wird, wenn sie mit Lebensmitteln in Kontakt kommt. Für pharmazeutisch oder lebensmittelnahe Prozesse muss die Druckluftqualitätsklasse so gewählt werden, dass Kontaminationen durch Kohlenwasserstoffe, Ölaerosole oder Kondensation ausgeschlossen sind. Die Kombination aus technischen Maßnahmen wie feinfilter, aktivkohlefilter und trocknern und einem Qualitätssicherungssystem nach ISO 22000 reduziert das Risiko von Verstößen gegen Hygieneanforderungen.
Wie wähle ich die richtige Qualitätsklasse (klassifizierung) für meine Anwendung?
Die Auswahl der Qualitätsklasse hängt vom Einsatzzweck ab: Pneumatik für allgemeine Maschinen und Anlagen toleriert höhere Klassen (z. B. klasse 2–4), während pharmazeutisch oder lebensmittelnahe Prozesse meist klasse 1 erfordern. Entscheidend sind Partikelgröße, Partikelanzahl, der Taupunkt, Restölgehalt in der Druckluft und Kohlenwasserstoffe. Analyse der Verbraucheranforderungen, Testmethoden und Beratung durch Hersteller wie Atlas Copco helfen bei der Entscheidung, ob zusätzliche Filterung, submikrofilter oder aktivkohlefilter sowie Drucklufttrocknern nötig sind.
Welche Testmethoden werden zur Bestimmung der Druckluftqualitätsklasse nach ISO 8573 verwendet?
Testmethoden umfassen Messung der Partikelanzahl und Partikel-Größenverteilung, Ölgehaltstests zur Bestimmung des Restölgehalts, Taupunktmessungen zur Bestimmung von Kondensation und Feuchte sowie chemische Analysen für Kohlenwasserstoffe. Prüflabore verwenden standardisierte Verfahren, um Partikel-, Aerosolen und Ölaerosole zu quantifizieren. Regelmäßige Messungen sichern die Luftqualität und helfen, die Lebensdauer von Filtern und nachgeschalteten Komponenten zu überwachen.
Wie können Filterung und Luftaufbereitung die Energiekosten und Lebensdauer von Druckluftanlage beeinflussen?
Effiziente Luftaufbereitung mit geeigneten feinfilter, submikrofilter oder aktivkohlefilter und optimal dimensionierten trocknern reduziert Kontamination, Kondensation und Verschleiß in nachgeschalteten Verbrauchern. Dadurch sinken Ausfallzeiten und Ersatzteilbedarf, was die Lebensdauer erhöht. Allerdings verursachen zusätzliche Filter und Trockner Druckverlust und damit höhere Energiekosten; die richtige Balance zwischen Druckluftqualität und Energieeffizienz ist entscheidend, um Gesamtkosten zu minimieren.
Wie verhindere ich Verunreinigungen wie Ölaerosole, Kohlenwasserstoffe und Schmutzpartikel?
Mehrstufige Aufbereitungskonzepte kombinieren Drucklufttrocknern, mechanische Vorfilter, feinfilter und aktivkohlefilter, um Schmutzstoffe, Ölaerosole und Kohlenwasserstoffe effektiv zu entfernen. Regelmäßige Wartung, Überwachung des Taupunkts und Überprüfung des Restölgehalts in der Druckluft stellen sicher, dass die druckluft sein darf laut geforderter qualitätsklasse. Inspektionen, Filterwechselintervalle und Testmethoden verhindern Kontamination und reduzieren das Risiko, dass nachgeschalteten Prozessen schädliche Partikel zugefügt werden.
Was bedeutet „klasse 1“ oder „klasse 4“ praktisch für meine pneumatischen Verbraucher?
Klasse 1 bezeichnet die höchste Reinheit (niedrigster Partikel- und Ölgehalt, sehr niedriger Taupunkt) und ist notwendig für kritische Anwendungen wie pharmazeutisch oder Lebensmittelproduktion. Klasse 4 erlaubt deutlich höhere Partikel- und Ölkonzentrationen und ist oft ausreichend für allgemeine Pneumatik in Maschinen und Anlagen. Die Wahl beeinflusst Filtertypen, notwendige Maßnahmen zur Kondensationvermeidung und letztlich die Betriebssicherheit und Leistung der Verbraucher.
Wie integriere ich ISO 8573-Anforderungen in die Qualitätssicherung und den Betrieb meiner Druckluftanlage?
Integrieren bedeutet: Festlegung der erforderlichen druckluftqualitätsklasse für jeden Verbraucher, Implementierung geeigneter luftaufbereitung (trockner und filter, aktivkohlefilter), regelmäßige Messungen (Partikelanzahl, Taupunkt, Ölgehalt) und Dokumentation im Rahmen der Qualitätssicherung. Schulungen für Personal, Überwachung der energiekosten durch Druckverlustoptimierung und Zusammenarbeit mit Herstellern wie Atlas Copco für Komponenten und Service gewährleisten, dass die druckluft zuverlässig und sicher betrieben wird und Verstöße gegen Normen frühzeitig erkannt werden.
Reinräume sind essenziell für zahlreiche Industrien, in denen höchste Präzision und Reinheit gefordert sind. Dieser Artikel beleuchtet die Definition, den Aufbau und die Gestaltung von Reinräumen, um ein umfassendes Verständnis dieser kritischen Umgebungen zu vermitteln. Was genau macht einen Reinraum aus und welche Bedeutung hat er für verschiedene Branchen?
Was sind Reinräume?
Definition von Reinräumen
Ein Reinraum ist, gemäß ISO 14644, ein Raum, in dem die Anzahl luftgetragener Teilchen auf einem definierten niedrigen Level gehalten wird. Um dies zu erreichen, werden verschiedene Aspekte präzise kontrolliert:
Die Konzentration luftgetragener Teilchen, um Verunreinigung zu minimieren.
Parameter wie Temperatur, Luftfeuchtigkeit und Druck, um standardisierte Bedingungen zu gewährleisten und die Reinheit sicherzustellen.
Die Konstruktion und der Betrieb von Reinräumen zielen darauf ab, die Einschleppung, Entstehung und Ablagerung von Partikeln zu reduzieren, wobei die Einhaltung bestimmter Grenzwerte von entscheidender Bedeutung ist.
Wichtigkeit der Reinräume in verschiedenen Branchen
In vielen Branchen sind Reinräume unerlässlich, da selbst kleinste Partikel die Produktqualität erheblich beeinträchtigen können. Moderne Forschungs- und Fertigungsverfahren erfordern Umgebungsbedingungen, in denen die Kontamination durch luftgetragene Teilchen bestimmte Grenzwerte nicht überschreiten darf. Die Reinraumtechnik hat sich daher enorm weiterentwickelt, um den steigenden Anforderungen gerecht zu werden. Nachlässigkeiten können zu Qualitätseinbußen, Reputationsschäden oder sogar Gefährdungen der Endverbraucher führen, was die Notwendigkeit der Regulierung und Einhaltung von Standards wie ISO und GMP unterstreicht.
Typische Anwendungen von Reinräumen
Reinräume finden in vielfältigen Bereichen Anwendung, von großen Reinräumen bis zu kleinen Prozessumhausungen (Mini-Environments). Sie sind von großer Bedeutung in verschiedenen Industriezweigen. Einige Anwendungsbereiche lassen sich wie folgt zusammenfassen:
Industriezweig
Anwendung
Halbleiter-, Optik-, Elektronik-, IT- und Prozessortechnik, Automobil-, Lebensmittel- und pharmazeutische Industrie sowie Luft- und Raumfahrt
Verschiedene Prozesse, bei denen Reinraumtechnik benötigt wird. Insbesondere in der Halbleiterfertigung, da Partikel in der Umgebungsluft die Strukturierung integrierter Schaltkreise im Bereich von µm stören würden.
Apotheken, Labore, Gesundheitseinrichtungen
Herstellung von z.B. sterilenArzneimitteln.
Aufbau und Gestaltung von Reinräumen
Wie funktioniert ein Reinraum?
Prinzipiell funktioniert ein Reinraum so: In einer dafür vorgesehenen Umgebung entsteht Überdruck (Schutz des Produkts) oder Unterdruck (Schutz der Umgebung). Im Überdruckbetrieb führt man dem Reinraum üblicherweise von oben gefilterte und damit saubere Luft zu. Je nach Anforderung an den Reinraum kann eine turbulenzarme Verdrängungsströmung oder eine turbulente Verdünnungs- oder Mischströmung eingesetzt werden. Wie wird sichergestellt, dass die Partikel entfernt werden?
Reinraumtechnik und deren Komponenten
Für unterschiedliche Anforderungen gibt es den passenden Reinraum. Eine Filter-Fan-Unit (FFU) ist über einem einzelnen Reinraum-Arbeitsplatz angebracht. Damit drängt sie die Partikel innerhalb des Reinraums direkt nach unten, wo die Teilchen bodennah entweichen können. Sogar Maschinen lassen sich vollständig oder teilweise als Reinraum auslegen. Welche Anforderungen muss die Reinraumkleidung erfüllen?
Reinraumklassen und deren Bedeutung
Reinraumklassen werden in zwei verschiedenen Regelwerken definiert: DIN EN ISO14644-1 und GMP-Richtlinie. Die GMP-Klassen A bis D orientieren sich bei den Grenzwerten für luftgetragene Teilchen an den Reinraumklassen der ISO 14644-1. Die ISO-Klasse des Reinraums muss festgelegt werden, und dann ist die Art der Strömung zu bedenken, die das Produkt umspült und Partikelkontaminationen verhindert. Was Sie über Reinräume wissen müssen?
Reinraumklassen und Partikelkonzentration
Übersicht der Reinraumklassen
Reinraumklassen werden in zwei verschiedenen Regelwerken definiert: DIN EN ISO14644-1 und GMP-Richtlinie. Die GMP-Klassen A bis D orientieren sich bei den Grenzwerten für luftgetragene Teilchen an den Reinraumklassen der ISO 14644-1. Entsprechend der Anforderungen in den einzelnen Arbeitsbereichen werden die Reinräume in verschiedene Reinraumklassen unterteilt. Sind Reinraumbedingungen wirklich so unterschiedlich?
Partikelkonzentration in der Luft: Werte und Standards
Beispielsweise sind laut ReinraumklasseISO 5 pro Kubikmeter nur maximal 3.520 Partikel der Größe 0,5 µm erlaubt. Für jede dieser Klassen gilt eine bestimmte Obergrenze für die Partikelkonzentration. Auch die erlaubte Größe der Teilchen ist für jede Reinraumklasse geregelt. Wie verhält sich die Partikelkonzentration in verschiedenen Reinraumklassen?
ISO-Normen für Reinräume
Die ISO-Norm 14644-1 fokussiert sich auf die Vermeidung von Partikelbelastung in der Raumluft. Die DIN EN ISO14644-1 definiert die verschiedenen Reinraumklassen. In der ISO-Norm ist zudem geregelt, wie exakt die Messbedingungen sein müssen. An jedem Messpunkt müssen die Messwerte unterhalb der jeweiligen Grenzwerte liegen. Welche Auswirkungen hat die EN ISO auf die Reinheit?
Verhaltensregeln im Reinraum
Wichtige Verhaltensregeln für die Arbeit im Reinraum
Bei der Arbeit im Reinraum ist es entscheidend, sich an strikte Verhaltensregeln im Reinraum zu halten. Der Mensch kann eine erhebliche Quelle für Verunreinigung darstellen, wobei Atemluft und Partikel von Kleidung und Haut bis zu 40 % der Kontamination verursachen können. Die Reinraumkleidung ist auf die jeweilige Reinraumklasse abgestimmt. Nur geschultes Fachpersonal sollte in Reinräumen arbeiten, wobei Lebensmittel und Getränke strengstens verboten sind. Hektische Bewegungen sind zu vermeiden, da sie viele Partikel aufwirbeln. Mitarbeiter sollten sich langsam bewegen und die Anzahl luftgetragener Teilchen minimieren. Husten oder Niesen im Reinraum kann verheerende Folgen haben.
Tipps für die Einhaltung der Hygienevorschriften
Die Einhaltung der Hygienevorschriften in Reinräumen ist unerlässlich, um die Reinheit zu gewährleisten. Persönliche Gegenstände wie Handtaschen, Handys und Schmuck sind verboten, um die Kontamination zu minimieren. Mitarbeiter mit Erkältungssymptomen sollten Reinräume nicht betreten. Schnelle, ruckartige Bewegungen sind zu vermeiden, stattdessen sollten sich die Fachkräfte ruhig und gleichmäßig bewegen. Jeder Vorgang muss genau dokumentiert werden. Besucher und externe Mitarbeiter sollten sich im Vorfeld mit den Verhaltensregeln im Reinraum vertraut machen, um sicherzustellen, dass die Anzahl luftgetragener Teilchen nicht erhöht wird.
Schulungen und Trainings für Mitarbeiter
Regelmäßige Schulungen und Trainings sind entscheidend, um sicherzustellen, dass Mitarbeiter die Verhaltensregeln im Reinraum verstehen und einhalten. Fachkräfte müssen im Umgang mit Prozessen und Arbeitsschritten in Reinräumen geschult sein. Die kontinuierliche Schulung der Mitarbeiter, die Analyse von Risiken und ein sorgfältiges Monitoringsystem zur Überprüfung der Einhaltung der Grenzwerte sind unerlässlich. Ziel ist es, die Kontamination durch Partikel und Mikroorganismen zu minimieren und die geforderte Reinheit der Umgebung zu gewährleisten. Nur so kann die Reinraumtechnik effektiv eingesetzt werden.
Branchenspezifische Nutzung von Reinräumen
Industrien, die Reinräume nutzen
Zahlreiche Branchen profitieren von Reinräumen. Dazu gehören einige der wichtigsten Industriezweige, wie beispielsweise:
die Halbleiter- und Optikindustrie
die Elektronik-, IT- und Prozessortechnik
Auch der Automotive-Bereich, die Lebensmittel- und pharmazeutische Industrie sowie die Luft- und Raumfahrtindustrie setzen auf Reinraumtechnik, um die Reinheit ihrer Produkte zu gewährleisten. Reinräume werden eingesetzt, um die Qualität zu sichern und Verunreinigung bei der Fertigung zu verhindern. Auch Apotheken und Labore nutzen das Reinraum-Konzept. Je nach Branche unterscheidet sich die Zielsetzung, doch das Hauptziel ist immer die Minimierung der Kontamination.
GMP-Anforderungen in der Pharmabranche
Der GMP–Reinraum entspricht den Anforderungen des Gesundheitswesens, der Medizintechnik und der pharmazeutischen Industrie. In diesen Bereichen ist eine Kontamination mit gesundheitsgefährdenden Partikeln und Keimen mit erheblichen Risiken verbunden. Die Herstellung von Arzneimitteln ist überaus anfällig für Verunreinigung. Der Annex 1 des GMP-Leitfadens der EU definiert vier Reinraumklassen. Für jede Klasse sind zwei Obergrenzen für die Partikel pro Kubikmeter festgelegt. Ein Grenzwert bezieht sich auf den Ruhezustand, ein weiterer auf den Betriebszustand.
Klimatechnik und ihre Rolle in Reinräumen
Jeder Reinraum ist mit Klimatechnik ausgestattet, um die Reinheit der Umgebung zu gewährleisten. Mehrstufige Filterungen in Kombination mit einem großen Luftdurchsatz stellen sicher, dass die Anzahl luftgetragener Teilchen minimiert wird. Mittels der Klimatechnik wird jede Kontamination unmittelbar aus der Umgebung entfernt. Die verwendeten Verfahren und Anlagenarten der Klimatechnik sollen sicherstellen, dass Verunreinigungen sofort aus der Luft entfernt werden. Diese Systeme spielen eine zentrale Rolle bei der Aufrechterhaltung der erforderlichen Reinraumbedingungen.
Unterschätzung von Partikelquellen: Annahme, dass nur Menschen Partikel erzeugen; in Wahrheit liefern Materialien, Geräte und Prozesse viele Partikel.
Unzureichende Zutrittskontrollen: Zu lockere Zugangsbeschränkungen und nicht standardisierte Ein- und Ausgangsprozeduren erhöhen Kontaminationsrisiko.
Fehlerhafte oder unvollständige Bekleidungsvorschriften: Falsche Reihenfolge beim Anlegen/Abnehmen der Schutzkleidung oder Nutzung ungeeigneter Materialien.
Mängel bei der Luftführung: Unzureichende Luftwechselraten, Leckagen oder falsche Druckverhältnisse zwischen Zonen werden oft übersehen.
Unzureichende Reinigungspläne: Reinigung erfolgt zu selten, mit falschen Mitteln oder ohne Validierung der Wirksamkeit.
Unzureichende Schulung des Personals: Mitarbeiter sind nicht konsequent geschult in Verhaltensregeln, Protokollen und Notfallmaßnahmen.
Falsche oder fehlende Validierung: Prozesse, Filtersysteme und Reinigungsverfahren werden nicht regelmäßig validiert und dokumentiert.
Vernachlässigung von Materialfluss und Layout: Unbedachte Anordnung führt zu Kreuzkontaminationen und ineffizienten Arbeitsabläufen.
Ignorieren von Umweltüberwachung: Partikel- und Keimüberwachung wird unregelmäßig durchgeführt oder falsch interpretiert.
Übermäßiges Vertrauen in Technik: Verlassen auf Filtration und Überdruck allein statt auf gesamtheitliche Maßnahmen (Verhalten, Training, Wartung).
Unzureichende Wartung von Filtern und Lüftungssystemen: Vernachlässigte Instandhaltung führt zu Leistungsabfall und Kontamination.
Falsche Dokumentation: Unvollständige Protokolle, fehlende Änderungsdokumentation und mangelnde Rückverfolgbarkeit.
5 überraschende Fakten über Reinräume
Menschliche Quellen dominieren: Menschen sind oft die größte Partikelquelle – Hautschuppen, Haare und Kleidung setzen bis zu 80–90 % der Partikel in einem Reinraum frei.
Sauberkeit wird per Partikelanzahl gemessen, nicht per Bakterienzahl: Reinraumklassen (z. B. ISO-Klassen) definieren maximale Partikel pro Kubikmeter, nicht direkt Keimbelastung.
Extrem hohe Luftwechselraten: In hochklassifizierten Reinräumen wird die Luft oft hunderte bis tausende Male pro Stunde ausgetauscht, um Partikel sofort zu entfernen.
Drucksteuerung als Schutzschild: Reinräume arbeiten mit Über- oder Unterdruck, um das Eindringen oder Entweichen von Kontamination durch Luftströmung zu verhindern.
Bewegung und Kleidung beeinflussen die Sauberkeit stark: bereits schneller Gehensrhythmus oder falsch sitzende Schutzkleidung erhöht die Partikelabgabe massiv; kleine Verhaltensregeln sind oft wichtiger als teure Technik.
Was ist ein Reinraum und wie wird ein Reinraum aufgebaut?
Ein Reinraum ist eine kontrollierte Umgebung, in der die Reinheit der Luft sowie die Anzahl luftgetragener Partikel auf möglichst geringe Werte begrenzt werden; ein Reinraum aufgebaut wird durch abgeschlossene Arbeitsbereiche, Dichtungen, spezielle Oberfläche-Materialien und ein Filtersystem, wobei Luft wird mittels HEPA- und ULPA-Filtern aufbereitet und Luftströmungen so gesteuert werden, dass Partikel verdünnt und abtransportiert werden; die Reinraumtechnik gewährleistet die kontrollierte Umgebung, in der Produkte in Forschung und Industrie unter hohen Anforderungen hergestellt werden.
Welche Reinraumklassen gibt es und wie klassifiziert ISO die Räume?
Die Norm EN ISO 14644 klassifiziert Reinräume in verschiedene ISO-Klassen nach der Anzahl luftgetragener Partikel pro Kubikmeter; diese ISO-Klassen (zum Beispiel Klasse 100 als historische US-Angabe) geben Anforderungen an die Sauberkeit vor und legen fest, welche Reinraumklasse für Produktion im Reinraum oder Forschung erforderlich ist; die genaue Klassifizierung berücksichtigt Partikelgrößen und die zulässige Partikelanzahl.
Warum ist GMP wichtig und wie beeinflusst es Reinraumanforderungen?
GMP (Good Manufacturing Practice) verlangt, dass pharmazeutischer Produkte unter kontrollierten Bedingungen hergestellt werden, weswegen Reinräume eingeführt und erzeugt werden, die die Reinheit der Luft und die Kontrolle von Mikroorganismen oder chemischen Substanzen sicherstellen; GMP legt Anforderungen an die Sauberkeit, Dokumentation und Validierung fest, damit die Produktion im Reinraum den hohen Anforderungen genügt.
In welchen Branchen nutzen Reinräume und wofür werden sie eingesetzt?
Branchen nutzen Reinräume unter anderem in der Halbleiterfertigung, der pharmazeutischen Industrie, der Medizintechnik und der Forschung und Industrie allgemein; Reinräume werden eingesetzt für sensible Fertigungsprozesse, die fragilen Oberflächen oder empfindliche Produkte in Forschung und Industrie schützen müssen, sowie zur Vermeidung von Verunreinigungen durch Partikel in die Luft oder Mikroorganismen.
Welche Rolle spielen Filtersysteme und Luftströmungen im Reinraum?
Filtersysteme wie HEPA- und ULPA-Filter sind zentral, da die Luft mittels HEPA- und ULPA-Filtern aufbereitet wird; gesteuerte Luftströmungen sorgen für Verdünnung der Partikelkonzentration und verhindern verwirbelnd in den Reinraum auftretende Kontaminationen, wodurch die Anzahl luftgetragener Partikel gering wie möglich gehalten wird und das Verhalten im Reinraum kontrollierbar bleibt.
Welche Schutzkleidung ist vorgeschrieben und müssen sich die Mitarbeiter daran halten?
Reinraumkleidung ist jeweils auf die geforderte Reinraumklasse abgestimmt; typische Elemente sind Kopfhauben und Überzieher, Kopfbedeckungen wie Kopfhauben, Überzieher für die Schuhe sowie spezielle Kittel und Handschuhe; damit Partikel nicht in die Luft gelangen, müssen sich die Mitarbeiter an strikte Anzieh- und Verhaltensregeln halten, die den Schutz der Produkte und die Reinraumanforderungen sicherstellen.
Wie wird die Reinraumtechnik validiert und wie misst man die Reinheit?
Die Validierung umfasst Messungen der Anzahl luftgetragener Partikel, Luftwechselraten, Druckdifferenzen, Luftströmungen und Filterintegrität; Tests nach Norm EN ISO 14644 prüfen die ISO-Klassen und bestätigen, dass die Anforderungen an die Sauberkeit erfüllt sind; regelmäßige Überwachungen und Wartung der Reinraumtechnik sorgen dafür, dass die kontrollierte Umgebung dauerhaft gewährleistet bleibt.
Welche typischen Probleme treten auf und wie verhindert man Partikelbelastung?
Typische Probleme sind unzureichende Oberflächenreinigung, falsche Reinraumkleidung, turbulente Luftströmungen oder undichte Bereiche, die Partikel in die Luft freisetzen; vorbeugend werden Oberflächen glatt und reinraumgerecht ausgeführt, Verhaltensregeln eingeführt, Filtersysteme gewartet und Arbeitsbereiche so gestaltet, dass verwirbelnd in den Reinraum entstehende Partikel schnell verdünnt und abgeführt werden, sodass die Reinraumanforderungen weiterhin erfüllt werden.
Die Reinraumqualifizierung ist ein entscheidender Prozess für Unternehmen, die höchste Standards in Bezug auf Sauberkeit und Kontaminationskontrolle einhalten müssen. In diesem Artikel werden wir die Grundlagen der Reinraumqualifizierung, ihre Bedeutung, die relevanten gesetzlichen Anforderungen und Normen sowie die verschiedenen Phasen und Aspekte dieses komplexen Verfahrens beleuchten.
Einführung in die Reinraumqualifizierung
Was ist die Reinraumqualifizierung?
Die Reinraumqualifizierung ist ein umfassender Prozess, der darauf abzielt, nachzuweisen und zu dokumentieren, dass ein Reinraum oder mehrere Reinräume die spezifischen Anforderungen gemäß den geltenden Normen und Richtlinien erfüllen. Dies umfasst die Überprüfung der Reinraumklasse, die Messung von Partikelkonzentrationen, die Bewertung der Luftströmung und die Sicherstellung der Einhaltung mikrobiologischer Grenzwerte. Die Qualifizierung von Reinräumen ist ein komplexer Prozess, der sowohl technisches Fachwissen als auch präzise Messtechnik erfordert.
Warum ist die Qualifizierung von Reinräumen wichtig?
Die Qualifizierung der Reinräume ist von entscheidender Bedeutung, um die Produktqualität und -sicherheit in Branchen wie Pharma, Medizintechnik und der Lebensmittelindustrie zu gewährleisten. Durch die Reinraumqualifizierung wird sichergestellt, dass die Produktionsumgebung die strengen Anforderungen an Reinheit erfüllt, wodurch das Risiko einer Kontamination minimiert und die Einhaltung regulatorischer Standards wie GMP und ISO 14644 gewährleistet wird. Regelmäßige Requalifizierungen sind notwendig, um die dauerhafte Effizienz zu gewährleisten.
Gesetzliche Anforderungen und Normen
Die Reinraumqualifizierung unterliegt strengen gesetzlichen Anforderungen und Normen, die sicherstellen sollen, dass Reinräume weltweit einheitlichen Standards entsprechen. Im Zentrum der Reinraumqualifizierung stehen dabei vor allem folgende Richtlinien:
Die ISO 14644 sowie der EU-GMP Annex 1: Sie definieren präzise Standards für Reinräume.
Die DIN EN ISO 14644: Sie legt die Anforderungen an die Klassifizierung, Qualifizierung und Überwachung von Reinräumen fest.
Die Einhaltung dieser Normen ist entscheidend für die Validierung und die Aufrechterhaltung der Betriebserlaubnis.
Reinraumklassifizierung und -technik
Was sind Reinraumklassen?
Reinraumklassen dienen dazu, die Reinheit eines Reinraums zu definieren und zu standardisieren. Die Reinraumqualifizierung erfolgt gemäß internationalen Normen, um sicherzustellen, dass die festgelegten Grenzwerte für Partikelkonzentrationen eingehalten werden. Die Einteilung in verschiedene Klassen hilft dabei, die geeigneten Reinraumstandards für spezifische Anwendungen, beispielsweise in der Pharma- oder Medizintechnik, zu bestimmen. Wir qualifizieren Reinräume aller Klassifizierungen nach ISO 14644-1 und EU-GMP-Standards.
Klassifizierung gemäß ISO 14644-1
Die ISO 14644-1 Norm definiert die Reinraumklassen und die entsprechenden Grenzwerte für Partikelkonzentrationen. Die Reinraumqualifizierung und die Klassifizierung gemäß ISO 14644-1 sind entscheidend, um die Einhaltung der Reinheitsanforderungen sicherzustellen. Durch die Messung der Partikelkonzentrationen und den Vergleich mit den Grenzwerten kann die Reinraumklasse bestimmt und die Qualifizierung validiert werden. Wir qualifizieren Reinraumklassen nach ISO 14644-1, beispielsweise:
ISO Klasse 5
ISO Klasse 6
ISO Klasse 7
ISO Klasse 8
Überblick über die Reinraumtechnik
Die Reinraumtechnik umfasst verschiedene Verfahren und Systeme zur Aufrechterhaltung der Reinheit in Reinräumen. Ein grundlegendes Verfahren ist die Luftumwälzung, die sicherstellt, dass Partikel und Kontaminationen effektiv entfernt werden. Die Qualifizierung von Reinräumen beinhaltet auch die Überprüfung der Reinraumtechnik, um sicherzustellen, dass sie den Anforderungen der ISO 14644-3 und des EU-GMP Annex 1 entspricht. Moderne Reinraumtechnik trägt wesentlich zur Effizienz und Zuverlässigkeit der Reinraumqualifizierung bei.
Qualifizierungsphasen
Erstqualifizierung von Reinräumen
Hier ist ein umfassender Prozess, der in mehreren Phasen abläuft. Eine komplette Erstqualifizierung umfasst typischerweise folgende Schritte:
DQ (Design Qualification)
PQ (Performance Qualification)
Je nach Größe und Komplexität des Reinraums dauert dieser Prozess 2 bis 4 Wochen. Ziel ist es, die Einhaltung aller relevanten Reinraumstandards und Grenzwerte sicherzustellen und dies vollständig zu dokumentieren. Die Erstqualifizierung legt den Grundstein für die spätere Validierung und Requalifizierung.
Requalifizierung: Wann und warum?
Die Requalifizierung von Reinräumen ist ein wesentlicher Bestandteil der Reinraumqualifizierung, um sicherzustellen, dass der Reinraum weiterhin die erforderlichen Standards erfüllt. Die Requalifizierung erfolgt in der Regel jährlich oder bei jeder technischen Veränderung am Reinraum oder an der Lüftungstechnik. Nach EU-GMP-Richtlinien ist mindestens eine jährliche Requalifizierung erforderlich. Zusätzliche Requalifizierungen sind nach größeren Änderungen am System, bei Produktwechseln oder nach signifikanten Wartungsarbeiten notwendig. Wir prüfen Reinräume gemäß GMP und ISO 14644 auf Einhaltung aller relevanten Grenzwerte.
Validierung der Reinraumqualifizierung
Die Validierung der Reinraumqualifizierung ist der abschließende Schritt, um sicherzustellen, dass der Reinraum dauerhaft die geforderten Standards erfüllt. Die Validierung umfasst die Überprüfung der Qualifizierungsdokumentation, die Durchführung von Messungen und Tests sowie die Bewertung der Reinraumtechnik. Durch die Validierung wird die Effizienz der Reinraumqualifizierung bestätigt und die Einhaltung der gesetzlichen Anforderungen und Normen, wie der DIN EN ISO 14644 und des EU-GMP Annex 1, nachgewiesen. Die Validierung ist entscheidend für die Aufrechterhaltung der Betriebserlaubnis und die Gewährleistung der Produktqualität.
Mikrobiologische Messtechnik in Reinräumen
Methoden der mikrobiologischen Überwachung
Die mikrobiologische Messtechnik spielt eine entscheidende Rolle bei der Aufrechterhaltung der Reinheit in Reinräumen. Durch verschiedene Methoden wie Abklatschproben, Luftkeimmessungen und Sedimentationsproben wird die mikrobiologische Belastung erfasst. Die Proben werden anschließend durch ein unabhängiges Hygieneinstitut analysiert, und die Ergebnisse werden schriftlich dokumentiert. Diese umfassende Überwachung gewährleistet die Einhaltung der geforderten Grenzwerte gemäß GMP und ISO 14644. Regelmäßiges Monitoring ist unerlässlich, um Kontaminationen frühzeitig zu erkennen und zu beheben.
Rolle der Messtechnik in der Reinraumqualifizierung
Die Messtechnik ist ein unverzichtbarer Bestandteil der Reinraumqualifizierung. Für die GMP-konforme Qualifizierung Ihres Reinraums wird hochpräzise, kalibrierte Messtechnik eingesetzt. Diese Systeme entsprechen den aktuellen Anforderungen nach ISO 14644-3 und EU-GMP Annex 1. Durch die präzisen Messungen wird sichergestellt, dass alle relevanten Parameter wie Partikelkonzentration, Temperatur und Feuchtigkeit innerhalb der zulässigen Grenzwerte liegen. Die Validierung der Messmethoden ist dabei ebenso wichtig wie die Qualifizierung der Messtechnik selbst.
GMP-Standards und ihre Bedeutung
GMP-Standards (Good Manufacturing Practice) sind von zentraler Bedeutung für die Reinraumqualifizierung. Sie gewährleisten, dass Produkte unter kontrollierten Bedingungen hergestellt werden, um höchste Qualität und Sicherheit zu gewährleisten. Die Einhaltung der GMP-Standards ist in der Pharma- und Medizintechnik unerlässlich. Die Qualifizierung von Reinräumen gemäß GMP-Richtlinien umfasst die Überprüfung aller relevanten Prozesse und Parameter. Unsere Kunden schätzen die persönliche Betreuung, schnelle Verfügbarkeit und die praxisnahe Umsetzung der GMP-Anforderungen.
GMP und ISO 14644
Verbindung zwischen GMP und ISO 14644
Die Verbindung zwischen GMP und ISO 14644 ist essenziell für die Reinraumqualifizierung. Während GMP die Guten Herstellungspraktiken in der Pharma- und Medizintechnik regelt, definiert ISO 14644 die Standards für Reinräume. Eine GMP-konforme Reinraumqualifizierung beinhaltet daher die Einhaltung der ISO 14644-Normen. Als ISO 9001 zertifiziertes Unternehmen bieten wir Ihnen transparente Prozesse und fundierte Fachkenntnis. Wir führen GMP- und ISO-konforme Qualifizierungen von Reinräumen durch und gewährleisten die Einhaltung aller relevanten Standards.
GMP-konforme Reinraumqualifizierung
Die GMP-konforme Reinraumqualifizierung ist ein umfassender Prozess, der sicherstellt, dass Reinräume die hohen Anforderungen der pharmazeutischen Industrie erfüllen. HG Messtechnik ist spezialisiert auf die Qualifizierung, Requalifizierung und technische Überprüfung von Reinräumen nach den Anforderungen der ISO 14644, DIN 1946-4, VDI 2083 sowie des EU GMP Annex 1. Für die GMP-konforme Qualifizierung Ihres Reinraums setzen wir hochpräzise, kalibrierte Messtechnik ein. Dies umfasst die Überprüfung von Partikelkonzentrationen, Luftströmungen und mikrobiologischen Parametern.
Einfluss von Annex 1 auf die Reinraumqualifizierung
Annex 1 des EU-GMP-Leitfadens hat einen wesentlichen Einfluss auf die Reinraumqualifizierung. Er legt detaillierte Anforderungen an die Herstellung steriler Arzneimittel fest und betont die Bedeutung der Risikobewertung und Kontaminationskontrolle. HG Messtechnik ist spezialisiert auf die Qualifizierung, Requalifizierung und technische Überprüfung von Reinräumen nach den Anforderungen der ISO 14644, DIN 1946-4, VDI 2083 sowie des EU GMP Annex 1. Unsere Systeme entsprechen den aktuellen Anforderungen nach ISO 14644-3 und EU-GMP Annex 1. Die neue Version des Annex 1, veröffentlicht im August 2022, erfordert eine noch strengere Überwachung und Validierung der Reinraumprozesse.
Häufige Fehler bei der Qualifizierung des Reinraums
Unzureichende Planung: Fehlende oder unvollständige Qualifizierungspläne (VPP, IQ/OQ/PQ) führen zu lückenhafter Dokumentation und Nachteilen bei der Validierung.
Nichteinhaltung von Normen und Vorschriften: Ignorieren relevanter Standards (z. B. ISO 14644, GMP) oder nationale Vorgaben führt zu nicht konformer Qualifizierung.
Unvollständige Risikoanalyse: Fehlende oder unzureichende Bewertung von Kontaminationsrisiken und kritischen Parametern verhindert gezielte Maßnahmen.
Falsche oder ungeeignete Messtechnik: Einsatz nicht kalibrierter, falsch platzierter oder ungeeigneter Messgeräte beeinträchtigt Messergebnisse und Bewertung.
Unzureichende Partikel- und Keimmessungen: Zu wenige Messpunkte, falsche Zeitpunkte oder Vernachlässigung von Belastungstests führen zu unzureichender Aussagekraft.
Fehlerhafte Raumklassifizierung: Unsachgemäße Bestimmung von Reinraumklassen oder Vernachlässigung turbulenter Strömungsverhältnisse führt zu falscher Einordnung.
Unzureichende Dokumentation und Protokolle: Fehlende, unvollständige oder nicht nachvollziehbare Aufzeichnungen erschweren Audits und kontinuierliche Überwachung.
Mangelnde Schulung des Personals: Unzureichend geschultes Personal bei Betrieb, Monitoring und Wartung verursacht Bedienfehler und höhere Kontaminationsrisiken.
Vernachlässigung der Wartung und des Betriebs: Fehlende Reinigungs- und Wartungspläne, ungeeignete Reinigungsmittel oder unregelmäßige Filterwechsel beeinträchtigen Reinraumergebnisse.
Nichtdurchgeführte Periodische Revalidierung: Keine regelmäßigen Wiederholungen von Messungen und Prüfungen nach Änderungen oder zeitlich festgelegten Intervallen führt zu veralteter Qualifizierungsbasis.
Unzureichendes Change-Control-Management: Änderungen an Ausstattung, Prozessen oder Räumlichkeiten ohne erneute Bewertung und Qualifizierung gefährden die konforme Zustandsbestätigung.
Reinraum: Was ist die Reinraum Qualifizierung und warum ist sie wichtig?
Die Reinraum Qualifizierung beschreibt die systematische Prüfung und Dokumentation, dass Ihr Reinraum oder Ihre Reinraumanlage gemäß der DIN EN ISO und den GMP-Vorgaben funktioniert. Ziele sind die Sicherstellung der Qualität der Produkte, die Minimierung mikrobiologischer Risiken und die Einhaltung von EU-GMP-Leitfaden sowie Annex 1. Die Qualifizierung erfolgt in mehreren Phasen (DQ, IQ, OQ, PQ) und umfasst Qualifizierungsprüfungen, Reinraummessungen und Prüfungen von Druckkaskaden, Luftwechselraten und Luftströmung.
DIN EN ISO: Welche Normen gelten, besonders EN ISO 14644 und ISO 14644-2?
Für Reinräume gelten die Normen der DIN EN ISO, allen voran EN ISO 14644 und ISO 14644-2, die Anforderungen an Partikelkonzentrationen, Messmethoden und Requalifizierung festlegen. Die Normkonform dokumentierten Reinraummessungen und Qualifizierungsmessungen sind Grundlage für die Bewertung von Reinräumen und zugehörigen Reinraumbereichen sowie für die Einhaltung von GMP-Vorgaben.
Din: Wie läuft die Qualifizierung Ihres Reinraums praktisch ab (OQ, PQ)?
Die praktische Qualifizierung erfolgt typischerweise in mehreren Schritten: Design-Qualifizierung (DQ), Installations-Qualifizierung (IQ), Betriebs-Qualifizierung (OQ) und Leistungs- bzw. Prozess-Qualifizierung (PQ). OQ prüft technische Parameter wie Luftwechselraten, Luftströmung, Druckkaskaden, Filterleistung und Messgeräte. PQ verifiziert, dass Ihr Reinraum im laufenden Betrieb validierten Prozessen genügt und die Qualität der Produkte sichergestellt ist.
Reinraums: Wie oft ist eine Reinraum Requalifizierung notwendig?
Die Requalifizierung von Reinräumen sollte regelmäßig erfolgen und richtet sich nach den internen Vorgaben, der Norm ISO 14644-2 und dem EU-GMP-Leitfaden bzw. Annex 1. Typische Intervalle sind jährlich oder halbjährlich für kritische Bereiche, zusätzlich nach Umbauten, Störungen, Wartung oder wenn Prüfergebnisse Abweichungen zeigen. Requalifizierung umfasst erneut Reinraummessungen, mikrobiologische Tests und eine Überprüfung der technischen Parameter.
Qualifizierung Ihres Reinraums: Welche Prüfungen umfasst die mikrobiologische und technische Kontrolle?
Die Qualifizierungsprüfungen beinhalten mikrobiologische Abklatsch- und Luftkeimmessungen, Partikelzählungen, Messungen der Luftströmung und Luftwechselraten, Überprüfung der Druckkaskaden und Kontrollen von Isolatoren. Zusätzlich werden Reinraummessungen zur Partikelverteilung und Validierung der Reinigungs- und Wartungsprozesse durchgeführt, um sicherzustellen, dass Ihr Reinraum den Anforderungen gemäß Annex 1 und den GMP-Vorgaben genügt.
Luftströmung: Welche Rolle spielen Luftwechselraten und Druckkaskaden für die Qualifizierung?
Luftwechselraten und Druckkaskaden sind zentrale Parameter für die Luftströmung in Reinräumen. Sie beeinflussen Partikeltransport, Kontaminationsschutz und die mikrobiologische Qualität. Bei der Qualifizierung und Validierung werden diese Werte gemessen und dokumentiert, um normkonforme Betriebsbedingungen zu gewährleisten. Abweichungen erfordern Wartung, Nachkalibrierung oder Anpassungen der Reinraumanlage.
Gemäß Annex 1: Welche besonderen Anforderungen stellt der EU-GMP-Leitfaden an Reinräume?
Der EU-GMP-Leitfaden, insbesondere Annex 1, stellt detaillierte Anforderungen an Planung, Qualifizierung, Betrieb und Monitoring von Reinräumen und reinen Umgebungen. Er fordert risikobasierte Strategien, validierte Prozesse, regelmäßige reinraummessungen, mikrobiologisches Monitoring und dokumentierte Wartung. Annex 1 betont außerdem Anforderungen an personalbezogene Maßnahmen, Isolatoren und die Sicherstellung, dass Ihr Reinraum dauerhaft normkonform bleibt.
En ISO 14644: Wann soll Consulting oder ein externer Techniker hinzugezogen werden?
Ein externes Consulting oder qualifizierte Techniker sollten hinzugezogen werden, wenn komplexe Fragestellungen zur Norm ISO 14644-2, bei Umbauten, bei Abweichungen in den Prüfergebnissen oder für die Erstellung normkonformer Qualifizierungsdokumente auftreten. Externe Experten unterstützen bei Reinraummessungen, der Interpretation von Prüfergebnissen, der Umsetzung von Wartungsempfehlungen und bei der gesamten Qualifizierung und Validierung, sodass Ihr Reinraum gmp-konform und validierten Bedingungen entspricht.
In der Welt der industriellen Prozesse ist die Druckluft ein unverzichtbares Medium. Doch nicht jede Druckluft ist gleich. Die Druckluftqualität spielt eine entscheidende Rolle, insbesondere in sensiblen Bereichen wie der Pharma- und Lebensmittelindustrie. Dieser Artikel beleuchtet die Bedeutung der Druckluftqualifizierung, die ISO 8573 Norm und gibt Einblicke in die verschiedenen Qualitätsklassen.
Einführung in die Druckluftqualität
Was ist Druckluftqualität?
Druckluftqualität bezieht sich auf den Reinheitsgrad der Druckluft hinsichtlich verschiedener Verunreinigungen. Dazu gehören Partikel, Wasser und Öl. Die Klassifizierung der Druckluftqualität erfolgt gemäß der ISO 8573-Norm, die Grenzwerte für diese Verunreinigungen festlegt. Die Qualität der Druckluft ist entscheidend für die Effizienz und Sicherheit vieler industrieller Anwendungen.
Warum ist die Qualifizierung von Druckluft wichtig?
Die Qualifizierung von Druckluft ist in der pharmazeutischen und kosmetischen Produktion von entscheidender Bedeutung. Die Qualität der Druckluft beeinflusst direkt die Sicherheit und Reinheit der Produkte. Um die bestmögliche Produktsicherheit zu gewährleisten, muss neben der Personal-, Betriebs- und Produkthygiene auch auf die Druckluft geachtet werden, da sie mit Produkt und Verpackung in Berührung kommt. Druckluft ist bei vielen Maschinen und Produktionsprozessen erforderlich, entweder als Prozessluft oder als Steuerluft im Bereich der Maschinensteuerung. Eine direkte Produktberührung ist oft unvermeidlich, was ein nicht zu unterschätzendes Risiko darstellt. Diese Risiken müssen erkannt und entsprechend den Anforderungen minimiert werden. Die Druckluftqualifizierung gemäß ISO 8573 ist somit ein wesentlicher Schritt zur Risikominimierung.
Überblick über die ISO 8573 Norm
Die ISO 8573 Norm ist eine wichtige Grundlage für die Druckluftqualität. Sie behandelt drei Hauptkategorien: Staubkonzentration, Restwassergehalt und Restölgehalt. Diese Kategorien sind in verschiedene Qualitätsklassen unterteilt, die für die Druckluftqualität maßgeblich sind. Die Klassifizierung reicht von Klasse 6 (höchste Restverschmutzung) bis Klasse 1 (beste Qualität). Seit 2010 gibt es zusätzlich die Klasse 0, die noch strengere Anforderungen stellt. Die ISO 8573-1 definiert diese Klassen und legt die entsprechenden Grenzwerte fest. Die Norm ISO ist somit ein unverzichtbares Werkzeug für die Qualifizierung von Druckluftanlagen.
ISO 8573: Klassifizierung und Standards
Klassifizierung von Druckluft gemäß ISO 8573-1
Die international anerkannte Norm ISO 8573-1:2010 legt die Reinheitsklassen für Druckluft fest. Die Einteilung erfolgt in unterschiedliche Druckluftqualitätsklassen, die Qualitätsklassen für drei Bereiche definiert: Schmutz (Partikel), Wasser und Öl. Die Klassifizierung wird in Form einer dreistelligen Ziffer angegeben – diese gibt der Hersteller Ihrer Anlage vor. Die Druckluft wird nach ISO 8573.1:2010 klassifiziert.
Die verschiedenen Reinheitsklassen
Die Reinheit der Klasse 0 wird durch den Anwender bzw. durch den Gerätehersteller bestimmt, muss aber in jedem Fall besser als die Reinheit der Qualitätsklasse 1 sein. Es gibt die Qualitätsklassen 1-6. Bei Atlas Copco bedeutet die Klasse 0 speziell für den Punkt des Restölgehaltes jedoch die Garantie, dass durch den Verdichtungsprozess in einem ölfrei verdichtendem Kompressor keinerlei Ölaerosole der erzeugten Druckluft zugefügt werden.
Verunreinigungen in Druckluft: Arten und Quellen
Die ISO-8573 behandelt drei Kategorien: Staubkonzentration, Restwassergehalt und Restölgehalt. Im Rahmen der Druckluftprüfung werden verschiedene Parameter untersucht, darunter:
Partikelgehalt
Drucktaupunkt
Öl-Aerosol-Gehalt
Mikrobiologische Parameter (wie der Gehalt an Bakterien, Hefen und Schimmelpilzen)
Folgende Messungen sind möglich und werden durch unser qualifiziertes Service-Team durchgeführt: Bestimmung des Partikelgehalts, Bestimmung des Ölgehalts, Bestimmung des Wassergehalts, Bestimmung der Mikrobiologie (KBE, Schimmelpilze).
Anwendungsbereiche der Druckluftqualifizierung
Industrien, die Druckluft nutzen
Die Klasse 0 wird eingesetzt, wo es auf höchste Reinheit und Qualität der Druckluft ankommt. Dies ist besonders wichtig in Branchen wie:
Medizin und Gesundheitswesen
Textilindustrie
Lebensmittel- und Getränkeindustrie
Automotive
Chemische Industrie
Abwasseraufbereitung
Kritische Anwendungsbereiche sind unter anderem: Druckluft im Lebensmittelbereich und Druckluft im Reinraumbereich. Somit ist die Druckluftqualifizierung gemäß ISO 8573 in vielen Branchen unerlässlich.
GMP-Anforderungen und Druckluftqualität
Sofern aus regulatorischen Gründen erforderlich, gelten zusätzlich die Grundlagen der GMP-Guidelines. Die Qualität der erzeugten Druckluft muss den Anforderungen entsprechen, um die Produktsicherheit zu gewährleisten. Die Einhaltung der Norm ISO und die Qualifizierung von Druckluft gemäß ISO 8573 sind daher von großer Bedeutung. Die Druckluftanlagen müssen regelmäßig überprüft werden.
Messmethoden zur Bewertung der Druckluftqualität
Die international anerkannte Norm ISO 8573-1:2010 legt die Reinheitsklassen für Druckluft fest und wird durch detaillierte Messmethoden in den Normen ISO 8573-2 bis ISO 8573-4 sowie ISO 8573-7 ergänzt. Für die Prüfung der Qualitätsklasse in Druckluft gelten Normen wie z.B. ISO 8573 1-7, EAB 4.07 / 1238. Mit dem AirQualityMonitor ermitteln unsere Techniker Parameter Ihrer Druckluft-, Sauerstoff-, Stickstoffversorgung nach den Richtlinien verschiedener Normen vor Ort: ISO 7396 ISO 8573 EN 12021 BS 2754.
Aufbereitung und Behandlung von Druckluft
Technologien zur Druckluftaufbereitung
Die optimale Druckluftaufbereitung ist entscheidend, um die gewünschte Druckluftqualität zu erreichen. Je nach angestrebter Druckluftqualitätsklasse ist eine präzise Planung des Einsatzes von Kompressoren, Filtern und Trocknern unerlässlich. Hierbei spielen Adsorptionstrockner und Kältetrockner eine wichtige Rolle, um den Wassergehalt in der erzeugten Druckluft zu minimieren. Eine Tabelle der verschiedenen Technologien und ihrer Anwendungsbereiche kann bei der Auswahl helfen.
Filter und deren Rolle in der Druckluftqualität
Filter sind ein zentraler Bestandteil der Druckluftaufbereitung. Sie dienen dazu, Partikel, Wasser und Öl aus der Druckluft zu entfernen. Es gibt verschiedene Arten von Filtern, die je nach Anwendungsbereich und gewünschter Reinheitsklasse eingesetzt werden. Die richtige Auswahl und regelmäßige Wartung der Filter sind entscheidend, um die Qualität der Druckluft gemäß ISO 8573 zu gewährleisten. Die Druckluftqualifizierung gemäß ISO 8573 erfordert den Einsatz geeigneter Filter.
Stickstoff und andere Gase in der Druckluft
Neben Sauerstoff und Stickstoff können auch andere Gase wie Stickoxide in der Druckluft vorhanden sein, die die Qualität der Druckluft beeinträchtigen können. Die Messung dieser Gase ist wichtig, um die Reinheit der Druckluft zu überwachen und sicherzustellen, dass die Grenzwerte gemäß ISO eingehalten werden. Durch die Messung der Sauerstoff- und Stickstoffkonzentration kann die Druckluftqualität festgestellt werden. Der Einsatz von Stickstoffgeneratoren kann eine Alternative zur herkömmlichen Druckluftversorgung darstellen, insbesondere wenn eine hohe Reinheit gefordert wird.
Leitfaden zur Druckluftqualifizierung
Schritte zur Qualifizierung von Druckluft
Die Qualifizierung von Druckluft ist ein strukturierter Prozess, der mehrere Schritte umfasst. Zunächst sollte das Qualifizierungsprojekt gemeinsam mit Experten vor Ort besprochen und festgelegt werden. Dabei werden die Qualitätsklassen für Partikel, Öl- und Wassergehalt definiert, sowie die relevanten normativen Vorgaben gemäß ISO 8573, ISO 14644-1 und den aktuellen GMP-Richtlinien berücksichtigt. Die Druckluftqualifizierung gemäß ISO 8573 ist ein fortlaufender Prozess.
Wichtige Normen und Richtlinien gemäß ISO
Für die Prüfung der Qualitätsklasse in Druckluft gelten Normen wie ISO 8573 1-7 und EAB 4.07 / 1238. Sofern aus regulatorischen Gründen erforderlich, gelten zusätzlich die Grundlagen der GMP-Guidelines. Eine komplette Qualifizierung und Klassifizierung wird nach der Messung erstellt, z.B. Überprüfung der Reinheitswerte gemäß ISO 8573.1:2010 oder ISO 7396. Somit ist die Norm ISO ein wichtiger Bestandteil der Druckluftqualifizierung.
Lehrgänge und Schulungen zur Druckluftqualifizierung
Um eine sachgerechte Druckluftqualifizierung sicherzustellen, sind entsprechende Lehrgänge und Schulungen unerlässlich. Diese vermitteln das notwendige Wissen über die Normen, Messmethoden und Technologien zur Druckluftaufbereitung. Durch qualifizierte Mitarbeiter können Druckluftanlagen effizient betrieben und die Qualität der erzeugten Druckluft sichergestellt werden. Atlas Copco bietet diesbezüglich ein entsprechendes Angebot.
Unterschätzung der gesetzlichen und normativen Anforderungen (z. B. ISO 8573, pharmazeutische Richtlinien)
Fehlende oder unvollständige Dokumentation der Qualifizierungsmaßnahmen
Keine oder ungeeignete Risikoanalyse vor der Festlegung der Qualitätsanforderungen
Unzureichende Planung von Probenahmepunkten und Messpositionen (falsche Orte, zu wenige Punkte)
Falsche oder unzureichende Probenahmemethoden (z. B. falsche Durchflussraten, kontaminationsgefährdete Probenahme)
Verwendung nicht kalibrierter oder ungeeigneter Messgeräte
Ignorieren des Drucktaupunktes bzw. der Restfeuchte und deren Einfluss auf Korrosion und Mikrobewuchs
Vernachlässigung mikrobiologischer Untersuchungen dort, wo biologisch kontaminationskritische Prozesse laufen
Unzureichende Filterauswahl oder falsch dimensionierte Filterelemente
Fehlende Validierung nach Wartung, Modifikation oder Austausch von Komponenten
Keine Regelung von Öl- und Schmierstoffüberwachung (Ölarten, Rückstände, Aerosole)
Verwechslung oder falsche Interpretation von ISO-8573-Klassen
Keine Periodizität für Routineprüfungen oder fehlende Auditpläne
Fehlende Nachverfolgbarkeit und Rückführbarkeit von Prüfmitteln und Proben
Keine klaren Akzeptanzkriterien oder unrealistische Grenzwerte
Unzureichende Schulung des Personals für Probenahme, Messung und Dokumentation
Fehlende oder unzureichende Maßnahmen bei Abweichungen (Korrektur- und Vorbeugemaßnahmen)
Vernachlässigung von Umwelt- und Prozessbedingungen während der Messung (Temperatur, Feuchte, Druck)
Zu enge Fokussierung auf einzelne Parameter statt ganzheitlicher Betrachtung der Prozessanforderungen
Unzureichende Kommunikation zwischen Betrieb, Qualitätssicherung und Instandhaltung
Qualität der Druckluft: Wie definiere ich die Reinheitsklasse gemäß ISO 8573?
Die Reinheitsklasse nach ISO 8573 wird über Parameter wie Partikelanzahl und -größe, Ölgehalt und Wasserkontent definiert. Zur Bestimmung der Qualitätsklasse prüft man das Druckluftsystem inklusive druckluftanlage, Rohrleitungen und Aufbereitungskomponenten. Für Anwendungen, bei denen das Endprodukt in Berührung mit Druckluft kommt (z. B. Abfüllung), sind strengere Klassen erforderlich; in solchen Fällen wird oft eine Klassifizierung bis hin zu Klasse 0 (iso 8573) verlangt. Neben der Messung der Partikelanzahl und des Ölgehalts ist die messtechnik zur eindeutigen Zuordnung der Reinheitsklasse notwendig.
Messung der Druckluft: Wie messe ich Partikelanzahl und Partikelgröße im Druckluftsystemen?
Für die Messung von Partikelanzahl und Partikelgröße werden spezielle Partikelzähler und Messtechnik eingesetzt, die in der Lage sind, auch sehr feine Staubpartikel zu detektieren. Messdurchgänge sollten an repräsentativen Stellen wie nach Filtern, am Ende von Rohrleitungen und nahe kritischen Verbrauchspunkten erfolgen. Die Ergebnisse werden mit den Grenzwerten der ISO 8573 verglichen; bei Bedarf sind wiederholte Messungen zur Validierung und zur aussagekräftigen Bewertung der Druckluftreinheit erforderlich.
Druckluftanlagen: Wie qualifiziere ich eine Druckluftanlage gemäß GMP und ISO?
Die Qualifizierung einer druckluftanlage umfasst Planung und Umsetzung eines qualifizierten Prozesses: Installation Qualification (IQ), Operational Qualification (OQ) und Performance Qualification (PQ). Dabei sind relevante Normen wie ISO 8573 und ggf. ISO 14644-1 zu berücksichtigen, insbesondere wenn mikrobiologische Reinheit wichtig ist. GMP-Anforderungen verlangen dokumentierte Validierung, regelmäßige Messtechnik, Überwachung von Ölgehalt und Partikelanzahl sowie Nachweise, dass keine Kontamination des Endprodukts stattfindet.
Norm ISO und ISO 14644-1: Welche Rolle spielt die Reinraumnorm für druckluftreinheit?
ISO 14644-1 legt Reinheitsklassen für Partikel in der Luft von Reinstäumen fest und ist ergänzend zur ISO 8573 zu betrachten, wenn Druckluft in Reinraumumgebungen oder in direkte Produktkontakte (z. B. Abfüllung) gelangt. Während ISO 8573 die druckluftnach ISO 8573 Reinheitsklassen beschreibt (Partikelanzahl, Ölgehalt), definiert ISO 14644-1 die Umgebungsluft-Partikelgrößen und -Konzentrationen, was bei der Planung und Umsetzung von Druckluftversorgungssystemen in gereinigten Bereichen berücksichtigt werden muss.
Tabelle zur Qualitätsklasse: Welche Qualitätsklassen gibt es und wie interpretiere ich sie?
Eine übersichtliche Tabelle listet die ISO 8573-Klassen für Partikel, Öl und Wasser auf. Die Qualitätsklasse bestimmt zulässige Partikelanzahl pro Volumeneinheit bei definierten Partikelgrößen, maximalen Ölgehalt und Restfeuchte. Für produktkritische Anwendungen wie Lebensmittel oder Pharma ist häufig eine hohe Reinheitsklasse erforderlich; bei Klasse 0 sind organische Ölreste ausgeschlossen. Bei der Auswahl der Klasse sind Aspekte wie Betriebssicherheit, Lebensdauer der Anlage und Instandhaltung zu beachten.
Anwendung: Welche Reinheitsklasse benötige ich, wenn Druckluft mit dem Endprodukt in Berührung kommt?
Wenn Druckluft direkt mit dem Endprodukt in Berührung kommt (z. B. bei Abfüllung), gelten strengere Anforderungen: häufig sind sehr niedrige Partikelanzahlen, minimale Ölgehalte und mikrobiologische Tests nötig. GMP-Anforderungen verlangen validierte Verfahren und regelmäßige Prüfungen zur Sicherstellung der Druckluftreinheit. In solchen Fällen sollte die druckluftanlage so ausgelegt sein, dass sie die geforderte Klasse hält, und die Messtechnik für kontinuierliche oder periodische Überwachung vorhanden sein.
Wirtschaftlichkeit: Wie beeinflussen Wartungskosten und Energieverbrauch die Betriebskosten einer Druckluftanlage?
Die Wirtschaftlichkeit einer Druckluftanlage ergibt sich aus Investitions- und laufenden Kosten, wobei Energieverbrauch einen großen Anteil der Betriebskosten ausmacht. Regelmäßige Instandhaltung und optimale Planung und Umsetzung von Filtern, Trocknern und Rohrleitungen verbessern die Betriebssicherheit und verlängern die Lebensdauer der Komponenten, reduzieren Wartungskosten und senken langfristig die Gesamtbetriebskosten. Eine fundierte Kosten-Nutzen-Analyse berücksichtigt auch Einsparungen durch geringere Partikelbelastung und weniger Ausschuss im Endprodukt.
Validieren und qualifizieren: Wie oft muss man eine Druckluftanlage validieren und welche Messtechnik ist notwendig?
Die Validierung erfolgt initial in IQ/OQ/PQ-Schritten und sollte danach in regelmäßigen Intervallen (z. B. jährlich oder nach Änderungen) wiederholt werden. Notwendige Messtechnik umfasst Partikelzähler, Ölgehaltsmessgeräte und Feuchtemessgeräte; bei mikrobiologischen Anforderungen sind außerdem mikrobiologische Tests vorgesehen. Die Validierung dokumentiert, dass die druckluftanlage die geforderte Reinheitsklasse dauerhaft einhält und dass keine Referenzen auf Partikel oder Öl das Endprodukt kontaminieren.
Instandhaltung und Planung: Welche Rolle spielen Rohrleitungen und Filter bei der Aufrechterhaltung der Reinheitsklasse?
Rohrleitungen, Filter und Trockner sind zentrale Komponenten zur Sicherstellung der Druckluftreinheit. Eine sachgerechte Planung und Umsetzung reduziert Toträume und Kondensatansammlungen, minimiert Staubpartikel und senkt den Ölgehalt. Regelmäßige Wartung, Filterwechsel und Inspektionen verlängern die Lebensdauer der Anlage und verbessern die Betriebssicherheit. Durch gezielte Messtechnik an kritischen Punkten lässt sich die Wirksamkeit von Maßnahmen prüfen und die Instandhaltungskosten optimieren.
Die Einhaltung von Reinheitsstandards ist in vielen Industriezweigen von entscheidender Bedeutung. Dieser Artikel bietet Ihnen eine umfassende Übersicht über Reinraumklassen gemäß ISO 14644-1 und GMP-Richtlinien. Erfahren Sie mehr über die Klassifizierung von Reinräumen und die Bedeutung dieser Normen für verschiedene Anwendungen.
Einführung in die Reinraumklassen
Was sind Reinraumklassen?
Reinraumklassen definieren die zulässigen Grenzwerte für die Anzahl luftgetragener Partikel in einem Reinraum. Diese Reinheitsanforderungen, festgelegt in Normen wie DIN EN ISO 14644-1, bestimmen, wie viele Partikel einer bestimmten Größe pro m³ Luft vorhanden sein dürfen. Die verschiedenen Reinraumklassen, von ISO 1 bis ISO 9, spiegeln unterschiedliche Grade der Reinheit wider, wobei ISO 1 die höchste Reinheit aufweist.
Bedeutung der Normen ISO 14644-1 und GMP
Die Norm DIN EN ISO 14644-1 definiert, wie Reinräume klassifiziert und betrieben werden müssen. Der EG-GMP-Leitfaden (Good Manufacturing Practice) legt zusätzliche Anforderungen fest, insbesondere für die Herstellung von Arzneimitteln. Während die EN ISO 14644 sich auf die Partikelkonzentration konzentriert, berücksichtigt GMP auch die mikrobiologische Kontamination und die Vermeidung von Mikroorganismen, um die Sterilität zu gewährleisten.
Überblick über die Klassifizierung
Die Klassifizierung eines Reinraums erfolgt anhand der Vorgaben der ISO-Klassen. Dabei wird der Reinraum in drei verschiedenen Betriebszuständen bewertet: „As-built“ (fertiggestellt, ungenutzt), „At-rest“ (Betriebsbereitschaft ohne Personal) und „In-operation“ (Normalbetrieb mit Personal). Diese Bewertung stellt sicher, dass die Reinraumklassen auch unter verschiedenen Betriebsbedingungen eingehalten werden, um die Qualität und Sicherheit der Prozesse zu gewährleisten.
Reinraumklassen nach ISO 14644-1
Definition der Reinraumklassen
Die Norm DIN EN ISO 14644-1 findet Anwendung, wenn es um die Begrenzung von Partikeln in der Luft geht. Anhand der Partikelkonzentration pro Kubikmeter (m³) definiert die DIN EN ISO 14644-1 neun Reinraumklassen: ISO 1 bis ISO 9. Diese ISO-Klassen werden auch als „Luftreinheitsklassen“ bezeichnet. Es geht also darum, die Reinheit in Bezug auf die zulässigen Partikel zu definieren. Die Norm DIN EN ISO ist hierfür der Standard.
Partikelkonzentration und Grenzwerte
Pro Klasse wird die maximal zulässige Partikelanzahl pro m³ für verschiedene Partikelgrößen definiert – von ≥ 0,1 µm bis ≥ 5,0 µm. In einem Reinraum der ISO-Klasse 1 dürfen pro m³ lediglich 10 Partikel vorhanden sein, die größer oder gleich (≥) 0,1 µm und kleiner (<) 0,2 µm groß sind. Im Gegensatz dazu erlaubt die ISO-Klasse 9 pro m³ eine deutlich höhere Anzahl von Partikeln.
Vergleich der Reinraumklassen
Je höher die Zahl der ISO-Klasse, desto mehr Partikel sind in dieser Klasse zulässig. Bei einer Reinraum-Lösung kommt es jedoch immer auf den individuellen Prozess im Reinraum an. Neben der Partikelkonzentration sind daher auch Aspekte wie die Strömungsart oder Geschlossenheit des Aufbaus entscheidend. Die Norm ISO dient hier als Richtlinie, die jedoch an die spezifischen Gegebenheiten angepasst werden muss.
GMP und seine Anforderungen
Einführung in den EG-GMP-Leitfaden
GMP steht für „Good Manufacturing Practice“ (= Gute Herstellungspraxis). Die Reinraumklassen im EG-GMP-Leitfaden sind den ISO-Klassen ähnlich, da auch sie die Partikelkonzentration berücksichtigen. Zusätzlich geben sie Anforderungen zur Vermeidung von Mikroorganismen und (falls relevant) für die Erreichung von Sterilität vor. Der EG-GMP-Leitfaden definiert insgesamt vier Klassen – von Klasse A bis D. Während Reinraumklasse A die höchsten Anforderungen hat, sind die Grenzwerte bei Reinraumklasse D am wenigsten streng.
Annex 1: Spezielle Anforderungen für Reinräume
Die Definitionen der Reinraumklassen nach GMP finden sich im Annex beziehungsweise Anhang 1 des Leitfadens. Der Annex 1 ist besonders relevant, da er spezifische Anforderungen an Reinräume in der Arzneimittelherstellung formuliert. Es geht also nicht nur um die Begrenzung der Partikel, sondern auch um die Vermeidung von mikrobiologischer Kontamination und die Gewährleistung der Sterilität, falls erforderlich.
Reinraumklassen nach EG-GMP-Leitfaden
Die Reinraumklassen im EG-GMP-Leitfaden berücksichtigen die Partikelkonzentration. Zusätzlich geben sie Anforderungen zur Vermeidung von Mikroorganismen und (falls relevant) für die Erreichung von Sterilität vor. Ein weiterer wichtiger Unterschied ist die Unterscheidung zwischen Ruhe- und Betriebszustand. Je höher der Buchstabe der Reinraumklasse im Alphabet, desto geringer sind die Anforderungen in puncto Reinheit. Zum Beispiel Reinraumklassen A bis D.
Normen und Richtlinien
DIN EN ISO 14644-1 im Detail
Die DIN EN ISO 14644 ist die deutsche Veröffentlichung der internationalen Norm ISO 14644. Der Zusatz „-1“ bei DIN EN ISO 14644-1 bedeutet, dass es sich um Teil 1 der Norm handelt. Diese Norm DIN EN ISO 14644-1 definiert den Reinheitsgrad der Luft in Reinräumen. Sie legt fest, wie viele Partikel pro m³ Luft vorhanden sein dürfen, um eine bestimmte Reinraumklasse zu erfüllen.
VDI-Richtlinie 2083: Ein Überblick
Auch in der VDI-Richtlinie 2083 des Vereins Deutscher Ingenieure e. V. (VDI) werden Reinraumklassen definiert. Generell basiert sie auf der DIN-Norm EN ISO 14644 und entwickelt diese weiter. Darin werden auch Aspekte wie Energie- und Kosteneffizienz sowie Umweltschutz oder branchenspezifische Belange thematisiert. Auch Spezialthemen wie Reinraumtauglichkeit oder Mini-Environments finden hier Berücksichtigung.
Standards und deren Einfluss auf die Reinraumtechnik
Die Norm DIN EN ISO 14644 gilt dann, wenn es um die Begrenzung von Partikeln in der Luft geht. Daher wird diese Norm in technischen Branchen verwendet, wie beispielsweise der Halbleiter- und Optikindustrie, IT- und Prozessortechnik oder der Automobilindustrie. Die Einhaltung der Reinraumklassen nach DIN EN ISO 14644-1 ist entscheidend für die Qualität und Zuverlässigkeit der Produkte in diesen Branchen.
Mikrobiologische Kontamination und Grenzwerte
Grenzwerte für die mikrobiologische Kontamination
Der EG-GMP-Leitfaden definiert die Einordnung von Reinraumklassen über die mikrobiologische Kontamination. Die Reinraumklassen werden in die vier Stufen A bis D geteilt. Für die Klasse A gelten die strengsten Grenzwerte, während die Klasse D niedrigere Anforderungen erfüllt. Im Gegensatz zur Partikelkonzentration, die durch die DIN EN ISO 14644-1 geregelt wird, fokussiert sich der EG-GMP-Leitfaden auf Keime und Mikroorganismen.
Risikomanagement in Reinräumen
Das Risikomanagement in Reinräumen umfasst die Identifizierung, Bewertung und Kontrolle von Risiken im Zusammenhang mit der mikrobiologischen Kontamination und der Partikelkonzentration. Durch die Anwendung von Risikomanagementprinzipien können Unternehmen sicherstellen, dass ihre Reinräume die erforderlichen Standards gemäß DIN EN ISO 14644-1 und GMP erfüllen, um die Sicherheit und Qualität der Produkte zu gewährleisten.
Fallstudien zur mikrobiologischen Kontamination
Fallstudien zur mikrobiologischen Kontamination in Reinräumen zeigen, wie wichtig die Einhaltung der Reinraumklassen und die Umsetzung von Hygienemaßnahmen sind. Die Analyse von Kontaminationsvorfällen hilft, Schwachstellen in den Prozessen zu identifizieren und geeignete Maßnahmen zur Vermeidung zukünftiger Verunreinigungen zu entwickeln. Diese Erkenntnisse sind entscheidend für die Optimierung der Reinraumtechnik und die Sicherstellung der Produktqualität.
Häufige Fehler im Zusammenhang mit Reinraumklassen
Verwechslung von Partikelgrößen und -zahlen: Annahme, dass alle Partikel gleich relevant sind; Reinraumklassen spezifizieren Partikelgrößen und -anzahlen, nicht alle Partikelarten.
Ignorieren der Messbedingungen: Messergebnisse ohne Angabe von Temperatur, Feuchte, Messvolumen oder Zählgeräten vergleichen — führt zu falschen Schlussfolgerungen.
Annahme, dass Reinraumklasse gleich Sauberkeit bleibt: Reinraumklassifikation ist ein Momentaufnahme; Betriebszustand, Personal und Prozesse verändern die Klasse.
Nur Partikelmessung berücksichtigen: Fehlende Berücksichtigung von mikrobiologischer Kontamination, chemischer Kontaminanten oder Luftströmungsbedingungen.
Unzureichende Filter- und Wartungsplanung: Zu seltene Filterwechsel oder fehlende Überwachung führen zu Leistungseinbußen trotz korrekter anfänglicher Klassifizierung.
Falsche Interpretation von ISO- versus FED-Normen: Nichtbeachtung unterschiedlicher Normsysteme (z. B. ISO 14644 vs. frühere US-Standards) führt zu Verwechslungen bei Anforderungen.
Personalverhalten unterschätzen: Annahme, dass Anlagen allein die Klasse sicherstellen; Bewegung, Kleidung und Schulung des Personals sind entscheidend.
Ungeeignete Luftströmungskonzepte: Einsatz falscher Lüftungs- oder Strömungsprofile (z. B. turbulent statt laminar dort, wo nötig) kann lokale Kontaminationen verursachen.
Messorte falsch wählen: Messung an geschützten oder atypischen Stellen statt an repräsentativen Arbeitsplätzen verfälscht die Klassifizierung.
Nur auf Spitzenwerte achten: Ausschließliches Bewerten von Momentaufnahmen ohne Langzeitüberwachung übersieht wiederkehrende Probleme.
Unrealistische Anforderungen stellen: Forderung nach unnötig hoher Reinraumklasse statt prozessgerechter Spezifikation erhöht Kosten ohne Mehrwert.
Nichteinhaltung von Qualifizierungszyklen: Keine regelmäßige Wiederqualifizierung nach Änderungen, Wartungen oder Umbauten, wodurch die Klassifikation nicht mehr gültig ist.
Dokumentation vernachlässigen: Fehlende oder unvollständige Protokolle zu Messungen, Wartungen und Schulungen erschweren Nachweise und Fehlersuche.
5 überraschende Fakten über Reinraumklassen
Reinraumklassen basieren auf Partikelanzahl und -größe, nicht direkt auf keimfreien Bedingungen — eine hohe ISO-Klasse heißt nicht automatisch „steril“.
Kleinere Partikel sind oft schwieriger zu kontrollieren als größere; ein Raum kann bezüglich sichtbarer Partikel sauber erscheinen, aber für ultrafeine Partikel ungeeignet sein.
Temperatur und Luftfeuchte sind nicht Teil der ISO-Reinraumklassifizierung, werden aber oft streng geregelt, weil Prozessstabilität und Elektrotechnik davon abhängen.
Der Luftstromtyp (turbulente versus laminare Strömung) beeinflusst die effektive Sauberkeit stärker als die nominale Klassenzahl — gleiche Klasse, unterschiedliche Leistung.
Strengere Reinraumklassen erfordern oft intensivere Verhaltensregeln und höhere Betriebskosten; „sauberer“ ist nicht immer wirtschaftlich oder technologisch nötig.
Was bedeuten Reinraumklassen nach DIN EN ISO und wie hängen sie mit EN ISO 14644 zusammen?
Die Reinraumklassen nach DIN EN ISO basieren auf der Norm EN ISO 14644, die die Partikelkonzentration in der Luft definiert und Höchstwerte der zulässigen Konzentrationen für verschiedene ISO-Klassen angibt. Die Norm beschreibt zum Beispiel ISO 1 bis 9, wobei ISO-3 deutlich strengere Vorgaben zur Reinheit der Luft enthält als ISO-klasse 5. EN ISO 14644 legt Messmethoden, Prüfbedingungen und die Grenzwerte pro Kubikmeter Luft für luftgetragene Teilchen fest.
Wie unterscheiden sich Reinraum und Reinraumklasse in der Praxis?
Ein Reinraum ist ein abgeschlossener und kontrollierter Raum, in dem die Reinheit der Luft hinsichtlich Partikelkonzentration in der Luft, Temperatur und Luftfeuchte überwacht wird. Die Reinraumklasse beschreibt das geforderte Reinheitsniveau (z. B. Klasse ISO 5), das je nach Branche variiert: in der Halbleiterindustrie gelten andere Anforderungen als in der pharmazeutischen Produktion oder der medizinischen Forschung.
Übersicht: Welche ISO-Klassen gibt es und wofür werden sie verwendet?
Die Übersicht umfasst ISO 1 bis 9. ISO 1 bis 3 sind extrem rein und werden z. B. in der Luft- und Raumfahrttechnik oder in spezifischen Bereichen der Halbleiterindustrie benötigt. ISO-klasse 5 (auch Klasse ISO 5 oder iso-klasse 5 genannt) ist typisch für sterile Arzneimittelproduktion und bestimmte Bereiche der Biowissenschaften und der medizinischen Forschung. Je nach Branche und Produkt können vier Reinraumklassen oder sieben Reinraumklassen relevant sein.
Wie beeinflussen ISO und GMP (ISO und GMP) die Anforderungen an Reinräume für Arzneimittel?
ISO und GMP oder EU GMP sind parallel anzuwendende Regelwerke: EN ISO 14644 definiert die Partikelkonzentration in der Luft, während EU GMP zusätzliche Vorgaben zur Kontaminationskontrolle bei Arzneimittelherstellung macht. Für Arzneimittel verlangt die EU GMP oft streng überwachte Reinraumklassen (z. B. Klasse ISO 5 für bestimmte aseptische Arbeiten) sowie dokumentierte Good Manufacturing Practice und Kontrollen der Oberfläche und des Luftstroms.
Welche Rolle spielt die VDI und speziell VDI 2083 bei der Auslegung von Reinräumen?
Die VDI, insbesondere VDI 2083, ergänzt die ISO-Normen mit praktischen Richtlinien zur Planung, Betrieb und Qualitätssicherung von Reinräumen. VDI 2083 behandelt Aspekte wie Anlagenkonzepte, Arbeit im Reinraum, Reinigungsstrategien für Oberflächen und Anforderungen an Lüftungsanlagen, die zur Einhaltung der gewünschten Klasse ISO 5 oder anderer Reinraumklassen beitragen.
Was sind typische Messgrößen wie luftgetragener Teilchen und wie werden sie angegeben (pro Kubikmeter Luft)?
Typische Messgrößen sind die Anzahl luftgetragener Teilchen über bestimmter Partikelgrößen pro Kubikmeter Luft (z. B. Partikel >0,5 µm). EN ISO 14644 gibt diese Höchstwerte der zulässigen Konzentrationen je nach ISO-Klasse an. Messungen erfolgen mit Partikelzählern und sind Grundlage zur Bewertung, ob ein Raum z. B. die Anforderungen an Klasse ISO 5 oder ISO 3 erfüllt.
Welche Reinraumklassen sind in der Arzneimittel- und EU GMP-Produktion besonders relevant?
Für die Arzneimittelherstellung nach EU GMP sind besonders die strengeren Klassen relevant: aseptische Abfüllbereiche benötigen häufig Klasse ISO 5, vorbereitende Zonen ISO 7 oder ISO 8. EU GMP ergänzt die ISO-Anforderungen um Verfahrensanweisungen, Personalschulungen und Good Manufacturing Practice, sodass die Kombination aus ISO-Norm und EU GMP die Produktsicherheit gewährleistet.
Wie stark variieren Anforderungen je nach Branche (z. B. Halbleiterindustrie, Luft- und Raumfahrttechnik, Biowissenschaften)?
Die Anforderungen unterscheiden sich deutlich: In der Halbleiterindustrie können sehr niedrige Partikelzahlen in ISO 1 bis 3 nötig sein, während die Luft- und Raumfahrttechnik bestimmte Bereiche mit sehr strikten Vorgaben betreibt. Biowissenschaften und medizinische Forschung benötigen oft spezialisierte Reinräume für biologische Kontrollen. Kurz: je nach Branche und Prozess (je nach Branche) werden unterschiedliche Reinraumklassen und Kontrollmaßnahmen gefordert.
Was bedeutet die historische Referenz US Federal Standard 209E im Vergleich zu den ISO-Normen?
Der US Federal Standard 209E war früher weit verbreitet und definierte Klassen wie Class 100 (vergleichbar mit Klasse ISO 5). Heute wurde er weitgehend durch die ISO-Normen ersetzt. Vergleiche zwischen den Systemen sind möglich, z. B. Class 100 ≈ ISO-klasse 5, wobei moderne Standards wie EN ISO 14644 detailliertere Mess- und Nachweisanforderungen enthalten.
Raumdrucküberwachung: Moderne Messtechnik für Labore und Reinräume
Die Raumdrucküberwachung spielt eine entscheidende Rolle in zahlreichen sensiblen Umgebungen, von pharmazeutischen Laboren bis hin zu modernen Reinräumen in der Halbleiterindustrie. Mit präzisen Differenzdruckmessgeräten, intelligenten Überwachungssystemen und spezialisierten Sensoren wird ein kontrolliertes Umfeld geschaffen, das höchste Qualitätsstandards gewährleistet. Dieser Artikel beleuchtet die verschiedenen Aspekte der Raumdrucküberwachung und deren Bedeutung für kritische Anwendungen.
Was ist eine Raumdrucküberwachung und wozu dient sie?
Die Raumdrucküberwachung bezeichnet ein System zur kontinuierlichen Messung und Kontrolle des Luftdrucks in geschlossenen Räumen im Verhältnis zu angrenzenden Bereichen. Der zentrale Zweck liegt in der Schaffung definierter Druckverhältnisse, wobei die präzise Messung des Differenzdrucks zwischen verschiedenen Räumen oder Zonen im Mittelpunkt steht. Durch die Überwachung und Regelung dieser Parameter wird sichergestellt, dass Luftströme ausschließlich in die gewünschte Richtung fließen – typischerweise von Bereichen mit höheren Reinheitsanforderungen zu Zonen mit niedrigeren Standards. Dies verhindert die Kontamination sensibler Bereiche und stellt einen entscheidenden Sicherheitsmechanismus in vielen industriellen und wissenschaftlichen Anwendungen dar.
Grundprinzip der Differenzdruckmessung
Das Grundprinzip der Differenzdruckmessung basiert auf der Erfassung des Druckunterschieds zwischen zwei definierten Punkten oder Räumen. Dieser Differenzdruck wird typischerweise in Pascal (Pa) gemessen und bildet die Grundlage für die Raumdrucküberwachung. Bei der Messung kommen spezielle Differenzdruckmessgeräte oder Differenzdrucktransmitter zum Einsatz, die mittels hochpräziser Sensoren selbst kleinste Druckunterschiede erfassen können. In modernen Anlagen ermöglicht die digitale Messtechnik eine kontinuierliche Überwachung mit sofortiger Anzeige von Abweichungen. Die technischen Lösungen reichen von einfachen analogen Systemen wie Magnehelic-Messgeräten bis hin zu komplexen digitalen Differenzdruckmanometern mit umfangreichen Funktionen zur Datenaufzeichnung und -auswertung. Besonders wichtig ist dabei die hohe Messgenauigkeit, da bereits kleine Druckunterschiede von wenigen Pascal über die Effektivität der Kontaminationskontrolle entscheiden können. Die meisten Systeme ermöglichen die Einstellung von Grenzwerten, bei deren Überschreitung ein Alarm ausgelöst wird, um sofortige Korrekturmaßnahmen einzuleiten.
Bedeutung für die Reinraumtechnik
In der Reinraumtechnik ist die präzise Raumdrucküberwachung von fundamentaler Bedeutung für die Aufrechterhaltung der definierten Reinraumklassen. Durch gezielten Überdruck in Reinräumen wird verhindert, dass Partikel aus weniger reinen Bereichen eindringen können. Die kontinuierliche Messung und Überwachung des Differenzdrucks zwischen Reinraum und Umgebung oder zwischen verschiedenen Reinraumzonen gehört zu den kritischen Parametern für die Qualitätssicherung. Moderne Messtechnik erlaubt dabei nicht nur die Erfassung des Raumdrucks, sondern häufig auch die Integration weiterer wichtiger Parameter wie Temperatur und Feuchte in ein ganzheitliches Monitoring-System. Die in Reinräumen eingesetzten Differenzdruckmessgeräte müssen besonders hohen Anforderungen genügen – viele Modelle verfügen über Gehäuse aus Edelstahl, die eine leichte Reinigung ermöglichen und den strengen Hygieneanforderungen standhalten. Gleichzeitig ist die Filterüberwachung ein integraler Bestandteil der Reinraumtechnik, da die Effizienz der HEPA- und ULPA-Filter direkt mit dem gemessenen Differenzdruck korreliert. Die gesamte Lüftungsanlage eines Reinraums wird durch ein intelligentes Netzwerk von Sensoren und Differenzdrucktransmittern kontinuierlich überwacht, um jederzeit die Einhaltung der vorgeschriebenen Standards zu gewährleisten und bei Abweichungen frühzeitig eingreifen zu können.
Typische Anwendungsbereiche in Laboren und Industrie
Die Anwendungsgebiete für Raumdrucküberwachung sind vielfältig und erstrecken sich über zahlreiche Branchen. In Laboren der pharmazeutischen Industrie wird durch kontrollierte Druckverhältnisse die Sicherheit sensitiver Prozesse gewährleistet. Besonders in Bereichen, wo mit gefährlichen Substanzen gearbeitet wird, sorgt ein gezielter Unterdruck dafür, dass keine Kontaminanten nach außen gelangen können. Die Halbleiterindustrie stellt mit ihren extremen Reinheitsanforderungen einen weiteren wichtigen Anwendungsbereich dar. Hier werden durch präzise Raumdrucküberwachung selbst kleinste Partikel ferngehalten, die Mikrochips beschädigen könnten. Auch in Krankenhäusern kommt die Differenzdruckmessung zum Einsatz – etwa in Isolierzimmern oder Operationssälen, wo durch definierte Druckverhältnisse Infektionen verhindert werden. Die Lebensmittelindustrie nutzt die Raumdrucküberwachung, um Produktionsbereiche vor Verunreinigungen zu schützen. Moderne Anlagen in der Luft- und Klimatechnik integrieren diese Systeme, um eine effiziente Filterüberwachung zu gewährleisten. In all diesen Anwendungen spielt die Messtechnik von Spezialisten wie Briem eine zentrale Rolle, da sie auf die spezifischen Anforderungen der jeweiligen Industrie zugeschnittene Lösungen anbieten. Die digitale Datenerfassung ermöglicht dabei nicht nur die Überwachung, sondern auch die lückenlose Dokumentation aller relevanten Parameter für Audits und Zertifizierungen.
Welche Messgeräte und Differenzdrucktransmitter sind für die Raumdrucküberwachung verfügbar?
Für die professionelle Raumdrucküberwachung steht heute eine breite Palette an Messgeräten zur Verfügung, die unterschiedliche Anforderungen erfüllen. Differenzdrucktransmitter bilden das Herzstück moderner Überwachungssysteme und zeichnen sich durch ihre Fähigkeit aus, kleinste Druckunterschiede präzise zu erfassen und diese Informationen an übergeordnete Kontrollsysteme weiterzuleiten. Je nach Anwendungsbereich können Anwender zwischen verschiedenen Typen wählen: von robusten analogen Lösungen bis hin zu hochpräzisen digitalen Systemen mit umfangreicher Funktionalität. Moderne Differenzdruckmessgeräte verfügen oft über Schnittstellen wie Modbus für die nahtlose Integration in Gebäudeleitsysteme. Die Messbereiche der verfügbaren Geräte sind auf die spezifischen Anforderungen in Reinräumen und Laboren abgestimmt und reichen typischerweise von wenigen Pascal bis hin zu mehreren hundert Pascal, wobei die Messgenauigkeit auch bei kleinsten Druckunterschieden gewährleistet sein muss.
Magnehelic-Messgeräte und ihre Vorteile
Magnehelic-Messgeräte haben sich als bewährte Lösung für die Differenzdruckmessung in vielen Anwendungsgebieten etabliert. Diese analogen Instrumente zeichnen sich durch ihre Robustheit und Zuverlässigkeit aus, was sie besonders für den Einsatz in anspruchsvollen industriellen Umgebungen qualifiziert. Ein wesentlicher Vorteil der Magnehelic-Technologie ist ihre Wartungsfreiheit – diese Messgeräte arbeiten ohne Batterien oder externe Stromversorgung, was ihren Einsatz auch in entlegenen Bereichen ermöglicht. Die leicht ablesbare Anzeige vermittelt selbst ungeschultem Personal einen schnellen Überblick über die aktuellen Druckverhältnisse. In Reinräumen und Laboren werden Magnehelic-Messgeräte häufig als zusätzliche visuelle Kontrolle installiert, auch wenn parallel digitale Überwachungssysteme vorhanden sind. Die Geräte sind in verschiedenen Messbereichen erhältlich, typischerweise von 0-25 Pa bis 0-750 Pa, wodurch sie für unterschiedlichste Anwendungen in der Raumdrucküberwachung geeignet sind. Trotz des Trends zu digitalen Lösungen bleibt die Magnehelic-Technologie aufgrund ihrer Zuverlässigkeit und einfachen Handhabung ein wichtiger Bestandteil der professionellen Differenzdruckmessung. Besonders bei der Filterüberwachung in Lüftungsanlagen werden diese Messgeräte häufig als sogenannte Filterwächter eingesetzt, da sie ohne externe Energieversorgung zuverlässig die Verschmutzung von Filtern anzeigen können.
Digitale Differenzdruckmanometer im Vergleich
Digitale Differenzdruckmanometer repräsentieren die neueste Generation der Messtechnik für die präzise Raumdrucküberwachung. Im Vergleich zu analogen Systemen bieten sie zahlreiche Vorteile: Ihre hohe Messgenauigkeit mit Abweichungen von oft weniger als 1% vom Messbereich ermöglicht eine zuverlässige Überwachung selbst bei kritischsten Anwendungen. Die digitale Anzeige eliminiert Ablesefehler und viele Modelle verfügen über farblich codierte Displays, die sofort erkennen lassen, ob sich der Differenzdruck im Sollbereich befindet. Ein weiterer entscheidender Vorteil ist die Möglichkeit zur Datenspeicherung und -übertragung – moderne Geräte verfügen über Schnittstellen wie USB, Ethernet oder Modbus, wodurch sie nahtlos in bestehende Monitoring-Systeme integriert werden können. Die Konfiguration von Alarmfunktionen erlaubt eine sofortige Benachrichtigung bei Abweichungen, was besonders in kritischen Umgebungen wie pharmazeutischen Laboren unverzichtbar ist. Anders als Magnehelic-Messgeräte können digitale Differenzdruckmanometer häufig mehrere Parameter gleichzeitig erfassen – neben dem Differenzdruck werden oft auch Temperatur und Feuchte gemessen und dokumentiert. Diese multifunktionalen Geräte erleichtern die ganzheitliche Überwachung von Reinräumen und Laboren erheblich. Die Messbereiche digitaler Systeme sind typischerweise feiner abgestuft und können bei Bedarf sogar automatisch angepasst werden, was die Messgenauigkeit über den gesamten Einsatzbereich optimiert. Führende Hersteller wie Briem Messtechnik bieten spezialisierte digitale Lösungen an, die auf die besonderen Anforderungen in Reinräumen zugeschnitten sind und dabei höchste Standards in Bezug auf Präzision und Zuverlässigkeit erfüllen.
Briem Messtechnik und andere Hersteller
Briem Messtechnik hat sich als einer der führenden Anbieter im Bereich der Differenzdruckmessung und Raumdrucküberwachung etabliert. Das Unternehmen bietet eine breite Palette spezialisierter Lösungen für Reinräume und Labore an, die sich durch hohe Messgenauigkeit und zuverlässige Funktion auszeichnen. Die Produktpalette von Briem umfasst sowohl analoge als auch digitale Differenzdruckmessgeräte, wobei besonders die intelligenten Überwachungssysteme mit umfangreicher Vernetzungsmöglichkeit hervorstechen. Daneben existieren zahlreiche weitere renommierte Hersteller, die qualitativ hochwertige Messtechnik für die professionelle Raumdrucküberwachung anbieten. Das verfügbare Zubehör reicht von speziellen Wandeinbaurahmen aus Edelstahl für hygienische Anwendungen bis hin zu komplexen Kalibriersystemen für die regelmäßige Überprüfung der Messgenauigkeit. Bei der Auswahl des geeigneten Differenzdrucktransmitters sollten Anwender auf spezifische Merkmale achten: Die angebotenen Messbereiche müssen den Anforderungen der jeweiligen Anwendung entsprechen, wobei in Reinräumen häufig sehr niedrige Differenzdrücke im Bereich von 5-50 Pa gemessen werden. Die Art der Anzeige – ob analog oder digital – sollte den praktischen Erfordernissen vor Ort angepasst sein. Besonders in GMP-regulierten Umgebungen wie der Pharmazie sind Aspekte wie die Möglichkeit zur lückenlosen Dokumentation und die Einhaltung relevanter Standards entscheidende Auswahlkriterien. Die Hersteller unterscheiden sich zudem in ihrem Angebot an Dienstleistungen wie Kalibrierung, technischem Support und Schulungen, was besonders bei komplexen Installationen zur Raumdrucküberwachung in umfangreichen Anlagen von Bedeutung sein kann.
Wie funktioniert die Filterüberwachung und das Monitoring in Reinräumen?
Die Filterüberwachung und das Monitoring in Reinräumen stellen zentrale Komponenten eines effektiven Qualitätssicherungssystems dar. Durch kontinuierliche Messung relevanter Parameter wird die Funktionalität der gesamten Lüftungsanlage überwacht und die Einhaltung definierter Standards sichergestellt. Moderne Überwachungssysteme integrieren verschiedene Messgeräte in ein Netzwerk, das nicht nur den Differenzdruck, sondern auch Temperatur, Feuchte und Partikelkonzentration erfasst.
Q: Welche Dokumentation ist für die Raumdrucküberwachung erforderlich?
A: Für die Raumdrucküberwachung ist eine lückenlose Dokumentation der Messergebnisse notwendig, besonders in sensiblen Bereichen wie Reinräumen oder Krankenhäusern. Diese sollte alle gemessenen Differenzdrücke, Zeitpunkte der Messungen, Kalibrierungsnachweise und eventuelle Abweichungen enthalten. Moderne Differenzdruckmessgeräte bieten oft automatische Protokollierung und digitale Übertragung der Daten, was die Dokumentationspflicht erheblich erleichtert.
Q: Wie können Raumdrücke präzise gemessen werden?
A: Um Raumdrücke präzise zu messen, werden spezielle Differenzdruckmessgeräte eingesetzt. Diese erfassen den Druckunterschied zwischen zwei Räumen oder zwischen Raum und Referenzdruck (meist Außenluft). Besonders beliebt sind Magnehelic-Messgeräte, die durch ihre wartungsfreie Bauweise und präzise Anzeige überzeugen. Wichtig ist die korrekte Platzierung der Messpunkte sowie die regelmäßige Kalibrierung der Messgeräte, um zuverlässige Messergebnisse zu erhalten. Bei der Volumenstrommessung sollte zudem der Luftstrom berücksichtigt werden.
Q: Welches Zubehör wird für eine effektive Raumdrucküberwachung benötigt?
A: Für eine effektive Raumdrucküberwachung wird neben dem eigentlichen Differenzdruckmessgerät folgendes Zubehör benötigt: Druckmessschläuche, Wanddurchführungen, Befestigungsmaterial, Alarmierungssysteme bei Druckabfall, Datenlogger für kontinuierliche Aufzeichnungen und ggf. Schnittstellen zur digitalen Übertragung der Daten. Bei Bereichen mit höheren Anforderungen können auch redundante Messsysteme, Notstromversorgungen und automatische Kalibrierungseinrichtungen zum Einsatz kommen.
Q: Was sind die Vorteile von Magnehelic-Geräten bei der Raumdrucküberwachung?
A: Magnehelic-Geräte bieten zahlreiche Vorteile bei der Raumdrucküberwachung: Sie sind absolut wartungsfrei, hochpräzise auch bei kleinsten Differenzdrücken, einfach ablesbar durch die analoge Zeigeranzeige und robust gegenüber Umgebungseinflüssen. Zudem benötigen sie keine Stromversorgung für die Grundfunktion, was sie besonders betriebssicher macht. Moderne Magnehelic-Geräte können mit zusätzlichen elektronischen Komponenten zur Datenübertragung und Alarmierung ausgestattet werden, ohne die bewährte Messtechnik zu kompromittieren.
Q: Welche Messbereiche sind für die Raumdrucküberwachung relevant?
A: Die relevanten Messbereiche für die Raumdrucküberwachung variieren je nach Anwendungsgebiet. In Reinräumen und OP-Sälen werden typischerweise sehr kleine Differenzdrücke von 5-50 Pascal überwacht. Die Messgeräte sollten daher einen entsprechend feinen Druckbereich abdecken können. In industriellen Anwendungen oder bei der Überwachung von Unterdrucks in Isolationsbereichen können größere Differenzdrücken bis zu mehreren hundert Pascal relevant sein. Für klassische Anwendungsgebiete wie Labore oder Produktionsbereiche eignen sich Messbereiche von 0-100 Pa am besten.
Q: Wie oft sollte eine Kalibrierung der Raumdruckmessgeräte erfolgen?
A: Die Kalibrierung von Raumdruckmessgeräten sollte in regulierten Bereichen mindestens einmal jährlich erfolgen. In besonders kritischen Anwendungen wie Reinräumen der höchsten Klassen oder pharmazeutischen Produktionsstätten empfiehlt sich eine halbjährliche Kalibrierung. Nach baulichen Veränderungen, extremen Umgebungsbedingungen oder auffälligen Messergebnissen ist eine außerplanmäßige Kalibrierung durchzuführen. Die Kalibrierung sollte durch geschultes Personal mit zertifizierten Referenzgeräten erfolgen und entsprechend dokumentiert werden.
Q: Welchen Einfluss hat Feuchte auf die Raumdruckmessungen?
A: Feuchte kann die Genauigkeit von Raumdruckmessungen erheblich beeinflussen. Hohe Luftfeuchtigkeit kann zur Kondensation in den Messschläuchen und Sensoren führen, was die Messergebnisse verfälscht. Zudem beeinflusst die Luftfeuchte die Luftdichte, was sich bei präzisen Messungen bemerkbar macht. Bei großen Temperatur- und Feuchteunterschieden zwischen zwei überwachten Räumen sollte dies in der Messauswertung berücksichtigt werden. Einige spezielle Differenzdruckmessgeräte bieten Kompensationsfunktionen für Feuchteeinflüsse oder integrierte Feuchtemessung.
Q: Warum ist die kontinuierliche Raumdruck-Überwachung in sensiblen Bereichen wichtig?
A: Die kontinuierliche Raumdruck-Überwachung ist in sensiblen Bereichen essenziell, da bereits kurzfristige Druckabfälle oder -umkehrungen schwerwiegende Folgen haben können. In Reinräumen kann ein Druckabfall zur Kontamination führen, in Isolierbereichen kann ein fehlender Unterdruck die Ausbreitung von Krankheitserregern ermöglichen. Die lückenlose Überwachung und Dokumentation ist zudem oft regulatorisch vorgeschrieben und bei Audits nachzuweisen. Moderne Systeme bieten Echtzeit-Alarmierung und automatische Protokollierung, was die Sicherheit erhöht und die Wartung vereinfacht.
Drucktaupunkt bei Druckluft: Bedeutung, Messung und Tabelle des Drucktaupunkts
In der Welt der Drucklufttechnik spielt der Drucktaupunkt (DTP) eine entscheidende Rolle für die Qualität und Effizienz von Druckluftsystemen. Als zentraler Parameter für die Bewertung von Feuchtigkeit in Druckluft beeinflusst er maßgeblich Betriebssicherheit, Produktqualität und Lebensdauer von Anlagen. Dieser Artikel beleuchtet umfassend die Bedeutung des Drucktaupunkts, Messmethoden und praktische Anwendungen in verschiedenen industriellen Kontexten.
Was ist der Drucktaupunkt und warum ist er in Druckluftsystemen wichtig?
Definition des Drucktaupunkts in der Drucklufttechnik
Der Drucktaupunkt bezeichnet in der Drucklufttechnik die Temperatur, bei der Wasserdampf in der komprimierten Luft zu kondensieren beginnt. Jedes Gas, einschließlich der Luft in einem Druckluftsystem, kann nur eine bestimmte Menge an Wasserdampf aufnehmen, bevor dieser als flüssiges Wasser auszufallen beginnt. Diese Sättigungsgrenze wird durch den Drucktaupunkt definiert. Er wird in °C gemessen und gibt präzise an, bei welcher Temperatur die in der Druckluft enthaltene Feuchtigkeit zu kondensieren beginnt, solange der Druck konstant bleibt. In der Fachsprache wird der Drucktaupunkt oft als DP (Dew Point) abgekürzt. Ein niedriger Drucktaupunkt bedeutet einen geringen Feuchtigkeitsgehalt in der Druckluft, was für die meisten industriellen Anwendungen wünschenswert ist. Die Kenntnis des Drucktaupunkts ermöglicht es, potenzielle Kondensationsprobleme in Druckluftsystemen vorherzusagen und zu vermeiden, insbesondere wenn die Druckluft durch Leitungen mit unterschiedlichen Temperaturbedingungen geführt wird.
Unterschied zwischen atmosphärischem Taupunkt und Drucktaupunkt
Es ist entscheidend, zwischen dem atmosphärischen Taupunkt und dem Drucktaupunkt zu unterscheiden. Der atmosphärische Taupunkt bezieht sich auf die Taupunkttemperatur bei normalen atmosphärischen Bedingungen (etwa 1 bar), während der Drucktaupunkt sich auf die Kondensationstemperatur unter dem jeweiligen Betriebsdruck des Druckluftsystems bezieht. Wenn komprimierte Luft entspannt wird, wie es beispielsweise beim Austritt aus einem Druckluftsystem geschieht, ändert sich die relative Feuchte (RF) drastisch. Der Wasserdampf, der bei hohem Druck noch gasförmig war, kann bei atmosphärischen Bedingungen kondensieren, selbst wenn die Temperatur konstant bleibt. Dies erklärt, warum ein Druckluftsystem mit einem scheinbar akzeptablen Drucktaupunkt dennoch Kondensationsprobleme aufweisen kann, sobald die Luft entspannt wird. Für präzise Berechnungen und Anwendungen muss daher immer klar sein, ob von einem atmosphärischen Taupunkt oder einem Drucktaupunkt die Rede ist. Diese Unterscheidung ist in der Praxis von erheblicher Bedeutung, da beispielsweise ein Drucktaupunkt von -40°C bei 7 bar einem wesentlich höheren atmosphärischen Taupunkt entsprechen kann, wenn die Luft auf Umgebungsdruck entspannt wird.
Auswirkungen von Feuchtigkeit in Druckluftsystemen
Die Feuchtigkeit in der Luft kann in Druckluftsystemen zahlreiche negative Auswirkungen haben. Wenn der Wasserdampf in der Druckluft kondensiert, bilden sich Wassertropfen, die Ventile, Regeleinrichtungen und pneumatische Werkzeuge beschädigen können. Zudem begünstigt die Feuchtigkeit Korrosionsprozesse in metallischen Leitungen und Komponenten der Druckluftanlage. Dies führt nicht nur zu erhöhtem Wartungsaufwand, sondern kann auch kostspielige Produktionsausfälle verursachen. Besonders in der Lebensmittel- und Pharmaindustrie kann feuchte Druckluft die Qualität von Endprodukten erheblich beeinträchtigen. Auch in Lackieranlagen kann überschüssige Feuchtigkeit zu Oberflächenfehlern führen. Ein weiteres Problem stellt die Bildung von Eis in Druckluftsystemen dar, die bei niedrigen Umgebungstemperaturen auftreten kann, wenn der Drucktaupunkt nicht ausreichend niedrig ist. Dies kann Ventile blockieren und den Luftstrom behindern. Darüber hinaus kann ein zu hoher Feuchtigkeitsgehalt in der Druckluft die Wirksamkeit von Schmiermitteln in pneumatischen Geräten verringern und deren Lebensdauer verkürzen. All diese Faktoren unterstreichen die Bedeutung einer effektiven Kontrolle und Reduzierung der Feuchtigkeit in Druckluftsystemen durch die präzise Überwachung und Steuerung des Drucktaupunkts.
Wie wird der Drucktaupunkt gemessen und überwacht?
Messgeräte und Verfahren zur Bestimmung des Drucktaupunkts
Die genaue Messung des Drucktaupunkts ist für die Qualitätssicherung in Druckluftsystemen unerlässlich. Hierfür stehen verschiedene Messgeräte und Verfahren zur Verfügung. Eine weit verbreitete Methode ist die Verwendung von Taupunktsensoren, die auf verschiedenen physikalischen Prinzipien basieren können. Kapazitive Sensoren messen Veränderungen der elektrischen Kapazität eines Polymers, das auf Feuchtigkeit reagiert. Diese Sensoren bieten eine hohe Genauigkeit im Bereich von ±2°C und sind für kontinuierliche Überwachung geeignet. Für Messungen von sehr niedrigen Taupunkten (unter -60°C) werden häufig Aluminiumoxid-Sensoren eingesetzt, die Änderungen der elektrischen Impedanz bei unterschiedlichem Feuchtigkeitsgehalt registrieren. Eine weitere Methode ist die Spiegeltaupunktmessung, bei der ein Spiegel so lange gekühlt wird, bis sich Kondensat bildet. Die Temperatur, bei der dies geschieht, entspricht genau dem Taupunkt. Diese Methode gilt als Referenzverfahren mit höchster Genauigkeit, ist jedoch technisch aufwendiger und wird hauptsächlich für Kalibriermessungen verwendet. Für die praktische Anwendung im Feld kommen oft mobile Taupunktmessgeräte DP zum Einsatz, die eine schnelle Überprüfung an verschiedenen Stellen des Druckluftsystems ermöglichen. Diese portablen Geräte verfügen über spezielle Druckanschlüsse, die eine sichere Verbindung mit dem Druckluftsystem gewährleisten und präzise Messungen unter Betriebsbedingungen ermöglichen.
Kontinuierliche Überwachung in Druckluftsystemen
Die kontinuierliche Überwachung des Drucktaupunkts ist für viele industrielle Anwendungen von entscheidender Bedeutung. Moderne Druckluftsysteme integrieren daher fest installierte Taupunktsensoren an strategischen Punkten der Anlage. Diese Sensoren werden typischerweise nach dem Trockner installiert, um dessen Effizienz zu überprüfen, sowie an kritischen Verbrauchsstellen, wo besonders trockene Druckluft benötigt wird. Die Messdaten werden in Echtzeit an zentrale Steuerungssysteme übermittelt, die bei Überschreitung definierter Grenzwerte automatisch Alarme auslösen können. Fortschrittliche Überwachungssysteme bieten zudem die Möglichkeit, Langzeittrends zu analysieren, was frühzeitige Hinweise auf Leistungsverschlechterungen des Trockners oder andere Systemprobleme geben kann. Die Sensoren für die kontinuierliche Überwachung müssen regelmäßig kalibriert werden, um ihre Genauigkeit zu gewährleisten. Moderne Taupunktmessgeräte mit integriertem Datenlogger ermöglichen die Aufzeichnung von Messwerten über längere Zeiträume, was besonders für die Dokumentation in qualitätskritischen Branchen wichtig ist. Einige Systeme bieten zudem die Möglichkeit, den Drucktaupunkt automatisch auf den entsprechenden atmosphärischen Taupunkt umzurechnen, was eine bessere Beurteilung der tatsächlichen Kondensationsgefahr nach Druckentspannung ermöglicht. Die kontinuierliche Überwachung trägt wesentlich zur Betriebssicherheit bei und hilft, kostspielige Produktionsausfälle durch Feuchtigkeitsprobleme zu vermeiden.
Interpretation der Messwerte und zulässige Grenzwerte
Die korrekte Interpretation der Drucktaupunkt-Messwerte erfordert Fachwissen und Berücksichtigung verschiedener Faktoren. Ein gemessener Drucktaupunkt muss immer im Kontext des aktuellen Betriebsdrucks betrachtet werden. Für die meisten industriellen Anwendungen gelten bestimmte Grenzwerte, die nicht überschritten werden sollten. In der allgemeinen Industrie wird häufig ein Drucktaupunkt von +3°C bis +7°C als ausreichend betrachtet, was durch einfache Kältetrockner erreicht werden kann. Für anspruchsvollere Anwendungen, etwa in der Elektronik- oder Pharmaindustrie, sind deutlich niedrigere Werte von -20°C bis -40°C erforderlich, was den Einsatz von Adsorptionstrocknern notwendig macht. Bei extremen Anforderungen, beispielsweise in der Halbleiterindustrie, können sogar Drucktaupunkte von -70°C oder niedriger gefordert sein. Die Interpretation wird auch durch den Wassergehalt in der Druckluft unterstützt, der oft in ppm (parts per million) angegeben wird. Diese Werte können anhand von Umrechnungstabellen aus dem gemessenen Drucktaupunkt ermittelt werden. Bei der Beurteilung der Messwerte ist auch der Temperaturverlauf im gesamten Druckluftsystem zu berücksichtigen: Der Drucktaupunkt sollte stets mindestens 10°C unter der niedrigsten im System auftretenden Temperatur liegen, um Kondensation sicher zu vermeiden. Zudem müssen Schwankungen des Drucktaupunkts aufgrund von Lastveränderungen im Kompressor oder jahreszeitlich bedingten Veränderungen der Umgebungsluft bei der Interpretation berücksichtigt werden.
Welche Drucktaupunkt-Tabelle sollte für verschiedene Anwendungen verwendet werden?
Drucktaupunkt-Tabellen für industrielle Anwendungen
Für industrielle Anwendungen existieren standardisierte Drucktaupunkt-Tabellen, die als Referenz für verschiedene Anforderungsprofile dienen. Diese Tabellen berücksichtigen sowohl die technischen Erfordernisse unterschiedlicher Branchen als auch die wirtschaftlichen Aspekte der Druckluftaufbereitung. Eine häufig verwendete Klassifizierung findet sich in der ISO 8573-1, die Druckluftqualitätsklassen definiert. Für jede Klasse gibt diese Norm spezifische Drucktaupunkte vor. Beispielsweise fordert die Klasse 1 einen Drucktaupunkt von -70°C, während für Klasse 4 ein Wert von +3°C als ausreichend gilt. Neben dieser Norm existieren branchenspezifische Tabellen, die die besonderen Anforderungen etwa der Lebensmittel-, Pharma- oder Elektronikindustrie berücksichtigen. Diese Tabellen geben nicht nur Zielwerte für den Drucktaupunkt vor, sondern enthalten oft auch Informationen zum korrespondierenden Wassergehalt in der Druckluft, ausgedrückt in ppm oder g/m³. Für die praktische Anwendung sind zudem Umrechnungstabellen relevant, die den Zusammenhang zwischen Drucktaupunkt und atmosphärischem Taupunkt bei verschiedenen Betriebsdrücken darstellen. Diese Umrechnung ist wichtig, da die Druckluft beim Verlassen des Systems auf atmosphärischen Druck entspannt wird, wodurch sich der effektive Taupunkt ändert. Die richtige Auswahl und Anwendung dieser Tabellen ist entscheidend für die wirtschaftliche Dimensionierung von Trocknersystemen, da unnötig niedrige Drucktaupunkte mit erheblich höheren Energiekosten verbunden sein können.
Zusammenhang zwischen Temperatur, Druck und Taupunkt
Der Zusammenhang zwischen Temperatur, Druck und Taupunkt ist komplex und wird durch thermodynamische Gesetzmäßigkeiten bestimmt. Grundsätzlich gilt: Bei steigendem Druck erhöht sich die Taupunkttemperatur, da die Luft bei höherem Druck weniger Wasserdampf aufnehmen kann. Dieser Effekt führt dazu, dass bei der Kompression von Luft in einem Kompressor der relative Feuchtigkeitsgehalt steigt, bis schließlich Kondensation eintritt. Eine Faustregel besagt, dass der Drucktaupunkt pro 1 bar Druckerhöhung um etwa 6-7°C ansteigt. Diese Beziehung ist jedoch nicht linear und wird bei sehr hohen Drücken oder extremen Temperaturen komplexer.
Q: Was ist der Drucktaupunkt und wie wird er definiert?
A: Der Drucktaupunkt ist die Temperatur, bei der Wasserdampf in der Luft bei einem bestimmten Druck zu kondensieren beginnt. Er ist ein wichtiger Parameter zur Beurteilung der Luftfeuchtigkeit und gibt an, wann Wasser kondensiert. Bei Druckluftsystemen ist der Drucktaupunkt ein entscheidender Faktor, um Kontamination durch Feuchtigkeit zu verhindern. Je niedriger der Drucktaupunkt, desto geringer ist der Wassergehalt in der Druckluft.
Q: Wie kann man den Drucktaupunkt berechnen und welche Formel wird dafür verwendet?
A: Die Berechnung des Drucktaupunkts erfolgt mithilfe thermodynamischer Formeln, die den Zusammenhang zwischen Druck, Temperatur und relativer Luftfeuchtigkeit beschreiben. Eine vereinfachte Formel für den Drucktaupunkt berücksichtigt den Umgebungsdruck, die Temperatur und den Sättigungsdampfdruck. In der Praxis werden jedoch meist Taupunktmessgeräte verwendet, da die exakte Berechnung komplex ist und von vielen Parametern wie dem Volumenstrom und der Fähigkeit der Luft zum Entfernen von Feuchtigkeit abhängt.
Q: Welche Informationen enthält eine Drucktaupunkt-Tabelle?
A: Eine Drucktaupunkt-Tabelle zeigt die Beziehung zwischen Druck, Temperatur und Taupunkt. Sie hilft bei der schnellen Bestimmung des Taupunkts bei verschiedenen Druckverhältnissen ohne komplexe Berechnungen. Typische Tabellen enthalten Werte für unterschiedliche Druckstufen (bar oder psi), Temperaturen und relative Luftfeuchtigkeitswerte. Durch diese Tabellen können Techniker abschätzen, bei welcher Temperatur Kondensation in einem Druckluftsystem zu erwarten ist, um Maßnahmen gegen Feuchtigkeit und Kontamination zu ergreifen.
Q: Warum ist die Messung des Taupunkts in industriellen Anwendungen wichtig?
A: Die Messung des Taupunkts ist in industriellen Anwendungen entscheidend, da Feuchtigkeit in Druckluftsystemen zu erheblichen Problemen führen kann. Sie kann Korrosion verursachen, Produktqualität beeinträchtigen und die Lebensdauer von Maschinen verkürzen. Besonders in der Elektronikfertigung, Pharmazie und Lebensmittelindustrie ist ein niedriger Wassergehalt in der Druckluft erforderlich. Die Taupunktmessung hilft dabei, die Effizienz von Trocknungssystemen zu überwachen und sicherzustellen, dass die Druckluftqualität den Anforderungen entspricht.
Q: Welche Arten von Taupunktmessgeräten gibt es und wie funktionieren sie?
A: Es gibt verschiedene Arten von Taupunktmessgeräten, darunter: 1. Spiegeltaupunktmessgeräte: Messen den Taupunkt durch Kühlung einer Oberfläche bis zur Kondensation. 2. Kapazitive Sensoren: Messen Änderungen der elektrischen Kapazität durch Feuchtigkeitsaufnahme. 3. Mobile Taupunktmessgeräte (DP): Tragbare Geräte für Feldmessungen und temporäre Überwachung. 4. Taupunktmessgeräte mit integriertem Durchflussmesser: Ermöglichen die gleichzeitige Überwachung von Taupunkt und Volumenstrom. Diese Geräte helfen dabei, die Luftfeuchtigkeit im System zu überwachen und sicherzustellen, dass der Drucktaupunkt innerhalb der spezifizierten Grenzen bleibt.
Q: Wie unterscheiden sich Taupunkte bei verschiedenen Druckverhältnissen?
A: Taupunkte variieren erheblich bei unterschiedlichen Druckverhältnissen. Bei höherem Druck steigt der Taupunkt, da komprimierte Luft weniger Wasserdampf aufnehmen kann. Wenn Druckluft entspannt wird, sinkt der Taupunkt wieder. Dieses Verhältnis ist wichtig für die Auslegung von Druckluftsystemen: Ein System, das bei 7 bar einen Taupunkt von -40°C hat, kann bei atmosphärischem Druck einen deutlich niedrigeren Taupunkt aufweisen. Deshalb werden oft zwei Werte angegeben: der Drucktaupunkt (unter Betriebsdruck) und der atmosphärische Taupunkt (nach Entspannung auf Umgebungsdruck).
Q: Welche Normen und Standards gibt es für Drucktaupunkte in industriellen Anwendungen?
A: Für Drucktaupunkte in industriellen Anwendungen existieren verschiedene internationale Normen und Standards: 1. ISO 8573-1: Definiert Luftqualitätsklassen für Druckluft, einschließlich maximaler Taupunktwerte. 2. ISO 8573-3: Spezifiziert Messmethoden für die Bestimmung des Taupunkts. 3. DIN ISO 7183: Legt Standardbedingungen für die Leistungsbewertung von Drucklufttrocknern fest. Diese Standards helfen Unternehmen, konsistente Qualitätsniveaus zu gewährleisten und sicherzustellen, dass ihre Druckluftsysteme den Anforderungen hinsichtlich Luftfeuchtigkeit und des Taupunkts entsprechen, um Kontamination zu vermeiden.
Q: Wie kann man den Drucktaupunkt in einem Druckluftsystem verbessern?
A: Zur Verbesserung des Drucktaupunkts und Reduzierung der Luftfeuchtigkeit in einem Druckluftsystem können folgende Maßnahmen ergriffen werden: 1. Installation effizienterer Lufttrockner (Kältetrockner, Adsorptionstrockner) 2. Regelmäßige Wartung der Trocknungsanlagen 3. Optimierung des Volumenstrom und der Druckluftverteilung 4. Verringerung der Eingangstemperatur der Druckluft 5. Einsatz von Kondensatabscheidern und Filtern 6. Regelmäßige Taupunktmessung zur Überwachung der Systemleistung Eine kontinuierliche Überwachung mit einem Taupunktmessgerät mit integriertem Alarmsystem kann helfen, Probleme frühzeitig zu erkennen und die Fähigkeit der Luft zum Entfernen von Feuchtigkeit zu optimieren.
Taupunktbestimmung: Methoden und Messungen mit Klimamesser
Die Taupunktbestimmung ist ein wesentliches Verfahren zur Ermittlung des Feuchtigkeitszustands der Luft und bietet wichtige Einblicke in verschiedene klimatische Bedingungen. Der Taupunkt spielt eine entscheidende Rolle in der Bauphysik, Wettervorhersage, Klimatechnik und zahlreichen industriellen Anwendungen. Moderne Klimamesser mit Taupunktbestimmung ermöglichen es, diese wichtigen Parameter präzise zu erfassen und rechtzeitig Maßnahmen zu ergreifen, um Probleme wie Kondensation und Schimmelbildung zu vermeiden.
Was ist der Taupunkt und wie wird die Taupunktbestimmung durchgeführt?
Definition des Taupunkts und seine Bedeutung
Der Taupunkt ist definiert als die Temperatur, bei der die Luft mit Wasserdampf gesättigt ist und Kondensation einsetzt. Bei dieser spezifischen Taupunkttemperatur beginnt der in der Luft enthaltene Wasserdampf zu kondensieren und bildet Kondenswasser auf Oberflächen. Die Bedeutung des Taupunkts liegt vor allem darin, dass er ein absolutes Maß für den tatsächlichen Feuchtegehalt der Luft darstellt. Anders als die relative Luftfeuchtigkeit, die stark von der Lufttemperatur abhängig ist, bleibt der Taupunkt konstant, solange der absolute Wassergehalt in der Luft unverändert bleibt. Dies macht die Taupunktbestimmung zu einem wesentlichen Parameter in der Meteorologie, Raumklimatechnik und Bauphysik. Ein hoher Taupunkt deutet auf einen hohen Feuchtegehalt der Luft hin – je wärmer die Luft, desto mehr Wasserdampf kann sie aufnehmen, bevor Sättigung eintritt.
Grundprinzipien der Taupunktbestimmung
Die Taupunktbestimmung basiert auf dem physikalischen Prinzip, dass Luft bei unterschiedlichen Temperaturen unterschiedliche Mengen an Wasserdampf aufnehmen kann. Das Grundprinzip der Taupunktmessung umfasst die Ermittlung jener Temperatur, bei der die Luft vollständig mit Wasserdampf gesättigt ist, also eine relative Luftfeuchtigkeit von 100% erreicht. Bei dieser Temperatur beginnt der Wasserdampf zu kondensieren. In der Praxis wird die Taupunktbestimmung häufig mit speziellen Klimamessern durchgeführt, die sowohl die aktuelle Lufttemperatur als auch die relative Luftfeuchte messen. Aus diesen beiden Parametern kann der Taupunkt berechnet werden. Alternativ gibt es auch direkte Messverfahren, bei denen eine Oberfläche so lange abgekühlt wird, bis sich darauf Kondenswasser bildet. Die Temperatur dieser Oberfläche beim ersten Auftreten von Kondensat entspricht exakt dem Taupunkt. Moderne Klimamesser mit Taupunktbestimmung arbeiten häufig mit Sensoren, die die elektrische Leitfähigkeit oder Kapazität in Abhängigkeit von der Luftfeuchte messen und daraus den Taupunkt automatisch berechnen.
Zusammenhang zwischen Taupunkt und Luftfeuchtigkeit
Der Zusammenhang zwischen Taupunkt und Luftfeuchtigkeit ist fundamental für das Verständnis klimatischer Bedingungen. Die relative Luftfeuchtigkeit gibt das Verhältnis zwischen dem aktuellen Wasserdampfgehalt und dem maximal möglichen Wasserdampfgehalt bei einer bestimmten Temperatur an, ausgedrückt in Prozent. Wenn die Lufttemperatur sinkt, steigt die relative Feuchte, obwohl die absolute Feuchte (der tatsächliche Feuchtegehalt der Luft) konstant bleibt. Wenn die Temperatur den Taupunkt erreicht, beträgt die relative Luftfeuchtigkeit genau 100%. Bei weiterer Abkühlung unterschreitet die Lufttemperatur den Taupunkt, was zur Kondensation führt. Warme Luft kann deutlich mehr Wasserdampf aufnehmen als kalte Luft. Daher liegt der Taupunkt bei feuchter, warmer Luft höher als bei trockener, kühler Luft. Ein großer Unterschied zwischen Raumtemperatur und Taupunkttemperatur deutet auf trockene Luft hin, während ein geringer Unterschied auf eine hohe Luftfeuchte hinweist. Klimamesser, die sowohl Temperatur als auch Luftfeuchtigkeit messen, können diesen Zusammenhang verdeutlichen und helfen, potenzielle Probleme durch Kondenswasserbildung frühzeitig zu erkennen.
Wie kann man den Taupunkt berechnen und welche Formeln werden verwendet?
Taupunktberechnung mit relativer Luftfeuchtigkeit
Die Taupunktberechnung anhand der relativen Luftfeuchtigkeit ist eine der gängigsten Methoden zur Taupunktbestimmung. Um den Taupunkt zu berechnen, benötigt man zwei wesentliche Parameter: die aktuelle Lufttemperatur und die relative Luftfeuchte. Der Zusammenhang basiert auf der Beziehung zwischen dem Sättigungsdampfdruck und der Temperatur. Die relative Luftfeuchtigkeit ist definiert als das Verhältnis des aktuellen Wasserdampfdrucks zum Sättigungsdampfdruck bei gegebener Temperatur, multipliziert mit 100%. Für die Berechnung wird zunächst aus der Lufttemperatur und der relativen Feuchte der aktuelle Wasserdampfdruck ermittelt. Anschließend wird die Temperatur bestimmt, bei der dieser Dampfdruck dem Sättigungsdampfdruck entspricht – dies ist die Taupunkttemperatur. Bei modernen Klimamessern mit Taupunktbestimmung erfolgt diese Berechnung automatisch. Der Benutzer muss lediglich die Messwerte für Temperatur und Feuchte ablesen und erhält den Taupunkt direkt angezeigt. Je höher die relative Luftfeuchtigkeit bei gleichbleibender Temperatur ist, desto näher liegt der Taupunkt an der aktuellen Lufttemperatur, was bedeutet, dass das Risiko für Kondensation steigt.
Mathematische Modelle zur Taupunktberechnung
Für die präzise Taupunktberechnung existieren verschiedene mathematische Modelle, die auf thermodynamischen Prinzipien basieren. Die exakte Berechnung des Taupunkts erfordert komplexe Gleichungen, die den Zusammenhang zwischen Temperatur, Luftdruck und Wasserdampfgehalt beschreiben. Eine weit verbreitete Formel ist die Magnus-Formel, die den Sättigungsdampfdruck in Abhängigkeit von der Temperatur approximiert. Mit dieser lässt sich der Taupunkt berechnen, wenn die relative Luftfeuchte bekannt ist. Für die Taupunkttemperatur Td bei gegebener Lufttemperatur T und relativer Feuchte RH gilt: Td = b × [ln(RH/100) + (a × T)/(b + T)] / [a – ln(RH/100) – (a × T)/(b + T)], wobei a und b Konstanten sind (typischerweise a ≈ 17,27 und b ≈ 237,7°C für Temperaturen zwischen 0°C und 60°C). Komplexere Modelle berücksichtigen zusätzlich den Luftdruck und andere Parameter für noch genauere Ergebnisse. Die Genauigkeit der Taupunktberechnung ist besonders wichtig in industriellen Anwendungen, wo präzise Klimabedingungen erforderlich sind. Fortschrittliche Klimamesser nutzen diese mathematischen Modelle, um eine zuverlässige Taupunktbestimmung zu gewährleisten, ohne dass der Anwender die komplexen Berechnungen selbst durchführen muss.
Einfache Näherungsformeln für alltägliche Anwendungen
Für den alltäglichen Gebrauch sind oft einfachere Näherungsformeln zur Taupunktberechnung ausreichend. Eine praktische Faustregel besagt, dass bei Raumtemperatur eine Änderung der relativen Luftfeuchtigkeit um 5% etwa einer Änderung des Taupunkts um 1°C entspricht. Eine weitere einfache Näherungsformel lautet: Td ≈ T – (100 – RH)/5, wobei Td der Taupunkt, T die Lufttemperatur und RH die relative Luftfeuchte in Prozent ist. Diese Formel liefert für normale Raumtemperaturen und Luftfeuchten zwischen 40% und 90% brauchbare Ergebnisse. Für eine schnelle Einschätzung kann auch eine Tabelle helfen, die typische Taupunktwerte für verschiedene Kombinationen von Temperatur und Feuchte darstellt. Solche Tabellen sind oft in Handbüchern für Heimwerker oder Bauphysik zu finden. Moderne Klimamesser mit Taupunktanzeige machen diese manuellen Berechnungen jedoch überflüssig, da sie den Taupunkt direkt anzeigen. Für den Hausgebrauch sind diese Geräte besonders nützlich, um potenzielle Probleme mit Kondenswasser und Schimmelbildung frühzeitig zu erkennen. Die einfachen Näherungsformeln können aber hilfreich sein, um ein grundlegendes Verständnis für den Zusammenhang zwischen Lufttemperatur, Feuchtegehalt der Luft und Taupunkt zu entwickeln.
Welche Messgeräte und Klimamesser eignen sich zur Taupunktbestimmung?
Digitale Klimamesser mit Taupunktanzeige
Digitale Klimamesser mit Taupunktanzeige haben sich als unverzichtbare Werkzeuge für die präzise Taupunktbestimmung etabliert. Diese modernen Geräte messen sowohl die Lufttemperatur als auch die relative Luftfeuchtigkeit und berechnen daraus automatisch den Taupunkt. Die Vorteile liegen auf der Hand: einfache Bedienung, schnelle Ergebnisse und eine klare digitale Anzeige aller relevanten Parameter. Viele dieser Klimamesser verfügen über zusätzliche Funktionen wie Speichermöglichkeiten für Minimal- und Maximalwerte, Alarmfunktionen bei Überschreitung kritischer Schwellenwerte oder Datenlogging-Funktionen zur langfristigen Aufzeichnung klimatischer Bedingungen. Für den Hausgebrauch gibt es erschwingliche Modelle ab ca. 20 Euro, die für die meisten Anwendungen ausreichend genau sind. Hochwertigere Modelle bieten eine höhere Messgenauigkeit, robustere Sensoren und zusätzliche Funktionen wie Bluetooth-Konnektivität zur Übertragung der Messdaten auf Smartphones oder Computer. Bei der Auswahl eines digitalen Klimamessers sollte neben dem Preis besonders auf die Messgenauigkeit (typischerweise ±0,5°C für Temperatur und ±3-5% für relative Feuchte), die Reaktionszeit der Sensoren sowie die Zuverlässigkeit und Langlebigkeit des Geräts geachtet werden. Einige moderne Klimamesser können zudem in Smart-Home-Systeme integriert werden und ermöglichen so eine automatisierte Überwachung und Steuerung des Raumklimas.
Professionelle Messgeräte für präzise Taupunktmessung
Für professionelle Anwendungen, bei denen höchste Präzision bei der Taupunktbestimmung erforderlich ist, kommen spezialisierte Messgeräte zum Einsatz. Diese professionellen Instrumente arbeiten nach verschiedenen Messprinzipien und bieten eine deutlich höhere Genauigkeit als Standard-Klimamesser. Taupunktspiegel-Hygrometer beispielsweise kühlen eine spiegelnde Oberfläche ab, bis sich Kondensat bildet, und ermitteln so direkt die Taupunkttemperatur mit einer Genauigkeit von bis zu ±0,1°C. Kapazitive und resistive Feuchtesensoren höchster Qualität können die relative Luftfeuchte mit einer Genauigkeit von ±1% oder besser messen, was zu entsprechend präzisen Taupunktberechnungen führt. Industrielle Taupunktmessgeräte verfügen oft über spezielle Sensoren für extreme Bedingungen, etwa für sehr niedrige Feuchtegehalte in Druckluftanlagen oder für hohe Temperaturen in Trocknungsprozessen. Diese professionellen Geräte bieten umfangreiche Kalibriermöglichkeiten, umfassende Datenaufzeichnung und -analyse sowie Schnittstellen zur Integration in industrielle Steuerungssysteme. Der Preisbereich für solche Spezialgeräte beginnt bei mehreren hundert Euro und kann für Höchstpräzisionsinstrumente bis in den fünfstelligen Bereich reichen. Die Investition in ein hochwertiges Messgerät lohnt sich besonders in Bereichen, wo eine falsche Taupunktbestimmung zu erheblichen wirtschaftlichen Schäden führen könnte, wie etwa in der Pharmaproduktion, Elektronikindustrie oder bei der Lagerung empfindlicher Güter.
Vor- und Nachteile verschiedener Messverfahren
Bei der Taupunktbestimmung stehen verschiedene Messverfahren zur Verfügung, die jeweils spezifische Vor- und Nachteile aufweisen. Kapazitive Feuchtesensoren, die in den meisten digitalen Klimamessern verbaut sind, überzeugen durch ihre schnelle Reaktionszeit und moderate Kosten. Allerdings können sie bei extremen Feuchtigkeitswerten ungenau werden und benötigen regelmäßige Kalibrierung. Resistive Sensoren zeigen eine gute Langzeitstabilität, sind aber anfälliger für Verschmutzung und reagieren langsamer auf Feuchteänderungen. Die präzisesten Ergebnisse liefern Taupunktspiegel-Hygrometer durch direkte Messung der Taupunkttemperatur.
Q: Wie funktioniert die Taupunktbestimmung grundsätzlich?
A: Die Taupunktbestimmung ist ein Verfahren zur Ermittlung der Temperatur, bei der Luftfeuchtigkeit zu kondensieren beginnt. Wenn die Lufttemperatur unter den Taupunkt sinkt, bildet sich Kondensat auf Oberflächen. Diese Messung ist wichtig für verschiedene Anwendungen, von der Wettervorhersage bis zur Vermeidung von Schimmel in Gebäuden. Typischerweise wird dafür die relative Luftfeuchtigkeit und die aktuelle Temperatur gemessen und daraus der Taupunkt berechnet.
Q: Welche Methoden gibt es zur Taupunktmessung?
A: Zur Taupunktmessung gibt es mehrere Verfahren: Das psychrometrische Verfahren mit einem Feucht- und Trockenthermometer, elektronische Sensoren (kapazitive oder resistive Feuchtesensoren), Taupunktspiegel, bei denen die Oberflächentemperatur eines Spiegels bis zum Beschlagen reduziert wird, sowie Infrarot-Hygrometer für berührungslose Messungen. Jede Methode hat spezifische Vorteile für unterschiedliche Anwendungsbereiche.
Q: Wie erfolgt die Berechnung des Taupunkts aus Temperatur und relativer Feuchte?
A: Die Berechnung des Taupunkts aus der Temperatur und relativen Feuchte basiert auf verschiedenen Formeln. Eine vereinfachte Methode verwendet die Magnus-Formel: Td = b × ln(RH/100) + (a×T)/(b+T)) / (a – ln(RH/100) – (a×T)/(b+T)), wobei Td der Taupunkt, T die Lufttemperatur, RH die relative Feuchtigkeit und a und b Konstanten sind (typischerweise a=17,27 und b=237,7 für Temperaturen über 0°C). Für präzise Berechnungen werden jedoch oft komplexere Formeln oder digitale Taupunktrechner verwendet.
Q: Welche Bedeutung hat die Taupunktbestimmung für die Entstehung von Kondensat?
A: Die Taupunktbestimmung ist entscheidend für die Vorhersage von Kondensatbildung. Wenn eine Oberfläche eine Temperatur unterhalb des Taupunkts der umgebenden Luft aufweist, bildet sich dort Kondensat. Dies ist besonders relevant in Gebäuden, wo an kalten Außenwänden oder Fenstern Feuchtigkeitsprobleme entstehen können. Durch die Kenntnis des Taupunkts können Maßnahmen ergriffen werden, um die Oberflächentemperatur über dem Taupunkt zu halten oder die Luftfeuchtigkeit zu reduzieren.
Q: Wie kann man mit einem Thermometer den Taupunkt in der Praxis bestimmen?
A: Mit einem einfachen Psychrometer, bestehend aus einem trockenen und einem feuchten Thermometer, kann man den Taupunkt praktisch bestimmen. Das feuchte Thermometer wird mit einem feuchten Docht umwickelt. Durch Verdunstung kühlt es ab, wodurch eine Temperaturdifferenz zum trockenen Thermometer entsteht. Aus dieser Differenz und der Umgebungstemperatur kann man mit Hilfe einer Psychrometertabelle den Taupunkt ablesen. Alternativ gibt es digitale Thermometer-Hygrometer, die den Taupunkt direkt anzeigen.
Q: Wie wirkt sich die Taupunktbestimmung auf das Beschlagen von Oberflächen aus?
A: Die Taupunktbestimmung erlaubt die Vorhersage, wann Oberflächen beschlagen werden. Beschlagen tritt auf, wenn eine Oberfläche (z.B. ein Spiegel oder eine Fensterscheibe) kälter ist als der Taupunkt der umgebenden Luft. Mit diesem Wissen können Maßnahmen ergriffen werden, um das Beschlagen zu verhindern, wie das Beheizen der Oberfläche, die Verbesserung der Isolierung oder die Verringerung der Luftfeuchtigkeit im Raum.
Q: Welche Bedeutung hat die Feuchte bei der Taupunktbestimmung?
A: Die Feuchte, insbesondere die relative Luftfeuchtigkeit, ist ein entscheidender Parameter bei der Taupunktbestimmung. Je höher die relative Luftfeuchtigkeit, desto höher liegt der Taupunkt bei gleicher Temperatur. Bei 100% relativer Feuchtigkeit entspricht der Taupunkt exakt der aktuellen Lufttemperatur. Die Kenntnis der Feuchte ermöglicht es, den Taupunkt zu berechnen und somit potenzielle Kondensationsprobleme vorherzusagen und zu vermeiden.
Q: Wie lässt sich der Taupunkt für die Bauphysik und Schimmelprävention nutzen?
A: In der Bauphysik ist die Taupunktbestimmung essenziell zur Vermeidung von Bauschäden durch Kondensat und Schimmelbildung. Durch die Berechnung des Taupunktverlaufs in Baukonstruktionen kann festgestellt werden, ob und wo Kondenswasser entstehen könnte. Dämmstoffe und Dampfsperren werden so angeordnet, dass der Taupunkt außerhalb oder innerhalb spezieller Schichten liegt. Bei bestehenden Gebäuden hilft die Taupunktmessung, kritische Bereiche zu identifizieren und durch gezielte Maßnahmen wie verbesserte Dämmung oder kontrollierte Lüftung Schimmelbildung zu verhindern.
Q: Welche Rolle spielt die Taupunktbestimmung in der Wettervorhersage?
A: In der Meteorologie ist die Taupunktbestimmung ein wichtiges Instrument zur Vorhersage von Wetterereignissen wie Nebel, Tau, Reif oder Niederschlag. Ein geringer Unterschied zwischen Lufttemperatur und Taupunkt deutet auf hohe Luftfeuchtigkeit hin und erhöht die Wahrscheinlichkeit für Nebel oder Niederschlag. Meteorologen nutzen Taupunktmessungen auch, um die Stabilität der Atmosphäre zu beurteilen und die Bildung von Gewittern vorherzusagen. Zudem hilft der Taupunkt bei der Einschätzung des thermischen Komforts, da hohe Taupunkttemperaturen zu erhöhter Schwüle führen können.
Moderne Druckluftsysteme erfordern eine präzise Überwachung von Parametern wie Partikel-, Wasser- und Ölgehalt. Dabei verlassen sich Betreiber auf die Zuverlässigkeit und Schnelligkeit der eingesetzten Sensoren. Ein oft unterschätzter Faktor ist jedoch die verzögerte Reaktionszeit von Sensoren. Dieser Beitrag beleuchtet, warum diese Verzögerungen auftreten, welche messtechnischen und physikalischen Grundlagen dahinterstehen und wie Ingenieure sowie Messtechniker durch geeignete Maßnahmen exakte und zeitnahe Ergebnisse sicherstellen können.
Physikalische Grundlagen: Trägheit und Signalverarbeitung
Jeder Sensor benötigt eine bestimmte Zeit, um Änderungen in der Messgröße zu erkennen und ein stabilisiertes Ausgangssignal bereitzustellen. Diese Verzögerung wird oft als Ansprechzeit (Response Time) oder T90-Zeit bezeichnet (die Zeit, die ein Sensor benötigt, um 90 % des Endwertes zu erreichen). Ursachen sind u. a.:
Wärmekapazität bei Taupunkt- oder Feuchtesensoren (z. B. bei Temperaturänderungen).
Adsorptions- und Desorptionsvorgänge bei chemischen oder kapazitiven Sensoren.
Signalfilterung und elektronische Glättungsmechanismen in der Auswerteelektronik.
Messfehler durch verzögerte Reaktion
Verzögerte Reaktionszeiten können zu gravierenden Abweichungen in der Druckluftüberwachung führen:
Unterschätzung kurzzeitiger Spitzenwerte: Bei schnellen Änderungen (z. B. durch Druckstöße oder Feuchteimpulse) zeigen Sensoren zu niedrige Werte, da sie nicht schnell genug reagieren.
Verzögerte Warnmeldungen: In sicherheitskritischen Anwendungen (z. B. Reinräume, Lebensmittelverpackung) kann dies zu einer verspäteten Alarmierung führen.
Fehlerhafte Trendanalysen: Langsame Sensoren „glätten“ Kurven und verschleiern reale Schwankungen.
Beispiele: Partikel-, Feuchte- und Ölsensoren
Partikelsensoren: Optische Sensoren reagieren in der Regel sehr schnell (Millisekunden-Bereich), jedoch kann die Signalaufbereitung (z. B. Mittelwertbildung) künstlich verlangsamen.
Feuchtesensoren: Hygrometer oder Taupunktspiegel haben längere Ansprechzeiten (bis zu mehreren Minuten bei großen Luftfeuchteänderungen), da das Gleichgewicht von Feuchteaufnahme und -abgabe Zeit benötigt.
Ölsensoren: Photoionisationsdetektoren oder gravimetrische Methoden benötigen teils längere Zeit für eine aussagekräftige Reaktion auf schwankende Aerosolgehalte.
Einflussfaktoren auf die Reaktionszeit
Die Reaktionszeit hängt ab von:
Bauart und Sensormaterial (z. B. poröse oder massive Oberflächen).
Bedingungen am Messort (Temperatur, Strömungsgeschwindigkeit).
Normen wie ISO 8573 spezifizieren oft keine konkreten Ansprechzeiten, jedoch sind diese für die Praxis entscheidend.
Praktische Maßnahmen für Ingenieure und Messtechniker
Um Messfehler zu vermeiden und die Reaktionszeit zu optimieren, sind folgende Maßnahmen sinnvoll: ✅ Herstellerangaben prüfen: Ansprechzeit in den technischen Daten beachten und bei der Planung berücksichtigen. ✅ Probenahme optimieren: Homogene Strömung und gute Kontaktierung des Sensors mit der Probe (z. B. bei Feuchtemessungen) verkürzen die Ansprechzeit. ✅ Sensoren vorwärmen oder vorkonditionieren: Besonders bei mobilen Einsätzen wichtig, damit der Sensor sofort im stabilen Betriebszustand ist. ✅ Einsatzbereich prüfen: Für Anwendungen mit schnellen Schwankungen (z. B. Steuerluft in hochdynamischen Maschinen) besonders schnelle Sensoren wählen. ✅ Dokumentation und Validierung: Reaktionszeit in die Risikoanalyse und Qualitätssicherung einbeziehen.
Fazit
Verzögerte Reaktionszeiten von Sensoren sind eine oft unterschätzte Fehlerquelle in der Druckluftüberwachung. Besonders in dynamischen Prozessen können diese Verzögerungen zu gefährlichen Fehleinschätzungen führen. Nur durch die richtige Sensorwahl, optimierte Probenahme und Berücksichtigung der Reaktionszeit können Messwerte als belastbare Grundlage für Qualitätssicherung und Prozesssicherheit dienen.
Die präzise Bestimmung von Partikeln, Wasser und Öl in Druckluftsystemen ist ein entscheidender Bestandteil des Qualitätsmanagements und der Prozesssicherheit. Ein oft unterschätzter, jedoch grundlegender Aspekt ist die Auswahl der richtigen Probenahmestelle. Dieser Artikel beleuchtet, warum die Positionierung der Probenahmestelle einen erheblichen Einfluss auf die Messergebnisse hat, welche physikalischen Grundlagen dabei eine Rolle spielen und wie Ingenieure sowie Messtechniker diesen Faktor optimal berücksichtigen können.
Physikalische und technische Grundlagen: Druckluftsysteme und Strömung
Druckluftsysteme sind in der Praxis hochkomplex und bestehen aus vielen Verzweigungen, Leitungen, Ventilen und Abscheidern. Diese Vielfalt führt zu:
Inhomogenen Strömungsprofilen
Druckverlusten
Kondensatbildung an ungünstigen Stellen
Solche Effekte wirken sich unmittelbar auf die Zusammensetzung der Druckluft aus, z. B. auf die Partikelkonzentration oder den Feuchtegehalt. Messungen an einer nicht repräsentativen Stelle liefern somit keine zuverlässigen Aussagen über die tatsächliche Luftqualität.
Anforderungen an die Probenahmestelle nach Normen
Normen wie ISO 8573 und die VDMA-Richtlinien für Druckluftqualität legen fest, dass Probenahmestellen:
Repräsentativ für den tatsächlichen Zustand der Druckluft sein müssen.
Nicht direkt hinter Kompressoren oder Trocknern (wo Temperatur und Feuchte schwanken).
Möglichst in Hauptleitungen mit stabilem Druck und homogener Strömung positioniert sein sollten.
Ziel ist es, den Zustand der Druckluft zu erfassen, wie er tatsächlich am Einsatzort (z. B. Maschine, Produktionslinie) vorliegt.
Auswirkungen falscher Probenahmeorte
Werden Proben an nicht repräsentativen Stellen entnommen, können folgende Probleme auftreten:
Zu hohe Partikelkonzentrationen: An Totzonen oder Rohrbögen sammeln sich Partikel an, die nicht dem eigentlichen Systemzustand entsprechen.
Verfälschte Feuchtemessungen: Hinter Trocknern oder bei Temperaturgradienten kann sich Feuchte lokal anreichern oder ausfällen.
Fehlerhafte Ölmessungen: An ungünstigen Stellen kann sich Öl kondensieren oder sammeln, was die Messung verfälscht.
Dies führt zu Messwerten, die nicht die Realität am Punkt der Luftverwendung widerspiegeln und damit falsche Rückschlüsse auf die Luftqualität ermöglichen.
Einfluss von Strömungsgeschwindigkeit und Turbulenzen
Die Strömungsgeschwindigkeit ist an der Probenahmestelle ebenfalls entscheidend (vgl. ISO 8573-4). Bei unruhigen oder turbulenten Strömungen ist die Verteilung von Partikeln und Aerosolen oft nicht gleichmäßig. Daher:
Keine Messung in Bögen oder direkt nach Querschnittsänderungen.
Mindestens 10x Rohrdurchmesser lange Beruhigungsstrecken vor der Probenahme.
Praxis: Kriterien für eine geeignete Probenahmestelle
Für Ingenieure und Messtechniker ergeben sich daraus folgende Empfehlungen: ✅ Hauptleitungen bevorzugen: Dort ist die Luftqualität meist am homogensten. ✅ Genügend Abstand zu Kompressoren, Trocknern und Filtern: Mindestens einige Rohrdurchmesser Abstand, um lokale Effekte zu vermeiden. ✅ Vermeidung von Totzonen: Keine Probenahme in Rohrabschnitten, in denen sich Kondensat oder Partikel ansammeln. ✅ Einsatz von genormten Probenahmeventilen: Diese bieten definierte Entnahmepunkte mit gleichmäßigem Volumenstrom.
Dokumentation und Überprüfung
Gemäß ISO 8573-5 müssen Probenahmestellen dokumentiert und regelmäßig überprüft werden, um sicherzustellen, dass sie weiterhin repräsentativ sind. Änderungen an der Rohrleitungsführung oder am Betrieb der Druckluftanlage können diese Repräsentativität beeinträchtigen.
Fazit
Die Wahl der richtigen Probenahmestelle ist von entscheidender Bedeutung für präzise und normgerechte Druckluftmessungen. Nur wenn die Probenahme repräsentativ und unter kontrollierten Bedingungen erfolgt, können die gemessenen Werte tatsächlich als Grundlage für Qualitätssicherung, Normkonformität und Prozessoptimierung dienen. Für Ingenieure und Messtechniker ist die gezielte Auswahl, regelmäßige Überprüfung und Dokumentation der Probenahmestelle daher ein Muss.
Die präzise Bestimmung des Wasser- und Ölgehalts in Druckluftsystemen ist für viele industrielle Anwendungen unerlässlich. Insbesondere Branchen wie Pharmazie, Lebensmittelverarbeitung oder Elektronikproduktion setzen auf höchste Luftqualität, um Verunreinigungen und damit verbundene Produkt- oder Prozessrisiken zu vermeiden. Ein oft übersehener, jedoch kritischer Faktor ist die Kondensatabscheidung. Dieser Artikel erläutert, warum unzureichende Kondensatabscheidung zu erheblichen Messfehlern führt, welche physikalischen Grundlagen hierbei wirken und wie Ingenieure und Messtechniker diesen Einflussfaktor zuverlässig beherrschen können.
Physikalische Grundlagen: Kondensatbildung und Luftfeuchte
Druckluft enthält immer eine gewisse Menge an Wasserdampf und möglicherweise auch Öltröpfchen. Wird Druckluft abgekühlt oder stark verdichtet, steigt der Partialdruck von Wasserdampf oder Öl in der Luft über den Sättigungsdampfdruck – Kondensation tritt auf. Dieses Kondensat muss gezielt abgeschieden werden, um eine normgerechte Druckluftqualität sicherzustellen (ISO 8573-1).
Fehlt eine ausreichende Abscheidung, verbleibt das Kondensat in der Druckluft und beeinflusst direkt alle Messungen, die auf den Feuchte- oder Ölanteil abzielen.
Auswirkungen auf die Wassermessung (Taupunkt)
Messgeräte zur Bestimmung des Wassergehalts (z. B. Taupunktmessgeräte) liefern nur dann präzise Ergebnisse, wenn die Druckluft tatsächlich den realen Feuchtegehalt repräsentiert. Ist die Kondensatabscheidung unzureichend:
Kann flüssiges Wasser (nicht nur Dampf) in die Messstrecke gelangen.
Zeigt der Sensor einen zu hohen Wassergehalt an, da Kondensat den Sättigungswert übersteigt.
Führt dies zu verfälschten Taupunktwerten und somit falscher Interpretation der Luftqualität.
Auswirkungen auf die Ölmessung
Ähnlich kritisch ist die Ölmessung: Öltröpfchen oder Aerosole können sich mit Wasser kondensieren und bilden Emulsionen oder ölhaltiges Kondensat. Wenn dieses nicht zuverlässig abgeschieden wird:
Steigt die gemessene Ölkonzentration künstlich an.
Messverfahren wie gravimetrische Filterproben nach ISO 8573-2 oder photoionisationsbasierte Sensoren reagieren nicht mehr nur auf Aerosole, sondern auch auf das flüssige Öl-Kondensat.
Das Ergebnis ist eine Überbewertung des tatsächlichen Ölanteils in der Druckluft.
Normen und Anforderungen
Die ISO 8573-1 definiert klare Grenzwerte für Restöl und Wassergehalt in der Druckluft – allerdings basierend auf einem Zustand, in dem keine flüssigen Kondensatbestandteile mehr enthalten sind. Daher fordern Normen wie ISO 8573-4 (Partikelmessung) und ISO 8573-3 (Feuchtemessung), dass Probenahmesysteme immer mit einer wirksamen Kondensatabscheidung kombiniert werden.
Fehlerhafte oder fehlende Kondensatableiter: Verstopfte oder nicht funktionierende Ableiter verhindern eine zuverlässige Entwässerung.
Ungünstige Einbauorte: Kondensatabscheider funktionieren nur an tiefsten Stellen oder in Abscheidekammern mit definierter Strömungsführung.
Falsche Dimensionierung: Zu kleine Abscheider können bei hohen Luftmengen die anfallenden Kondensatmengen nicht vollständig aufnehmen.
Nichtbeachtung von Temperaturunterschieden: Bei schnellen Temperaturwechseln (z. B. in Kühlbereichen) bildet sich vermehrt Kondensat, das unzureichend erfasst wird.
Praxisempfehlungen für Ingenieure und Messtechniker
Kontrolle und Wartung von Kondensatableitern: Regelmäßige Sicht- und Funktionsprüfung, um sicherzustellen, dass Kondensat kontinuierlich abgeführt wird.
Einsatz geeigneter Abscheider: Zyklon- oder Koaleszenzabscheider mit ausreichender Abscheideleistung je nach Anwendungsfall.
Probenahme unter realistischen Bedingungen: Sicherstellen, dass die Probenahmeleitung trocken und kondensatfrei ist, um repräsentative Ergebnisse zu erzielen.
Dokumentation der Abscheideprozesse: Für ISO-konforme Prüfungen müssen Wartungs- und Abscheideprotokolle vorliegen.
Fazit
Eine unzureichende Kondensatabscheidung führt zu deutlichen Abweichungen bei der Bestimmung des Wasser- und Ölgehalts in Druckluftsystemen. Diese Messfehler gefährden nicht nur die Einhaltung von Normen wie ISO 8573, sondern auch die Prozesssicherheit und Produktqualität. Nur durch eine effiziente Abscheidung, regelmäßige Wartung und eine durchdachte Probenahme kann sichergestellt werden, dass Messergebnisse zuverlässig und belastbar sind.
Die Messung von Partikeln, Wasser und Öl in Druckluftsystemen ist von entscheidender Bedeutung für die Einhaltung von Qualitätsnormen wie ISO 8573 und für den sicheren Betrieb industrieller Anlagen. Doch auch das beste Messsystem ist nur so gut wie sein Wartungs- und Kalibrierkonzept. Dieser Artikel erklärt, warum regelmäßige Wartung und Kalibrierung unverzichtbar sind, welche wissenschaftlichen Grundlagen dahinterstehen und wie Ingenieure und Messtechniker in der Praxis davon profitieren.
Physikalische und metrologische Grundlagen
Jedes Messgerät basiert auf physikalischen Prinzipien – sei es optische Lichtstreuung bei Partikelzählern, kapazitive Feuchtesensoren oder gravimetrische Ölmessverfahren. Diese Sensoren unterliegen natürlichen Alterungsprozessen:
Verschleiß: Mechanische Teile (z. B. Pumpen, Ventile) nutzen sich ab.
Verschmutzung: Ablagerungen oder Staub können Sensorflächen beeinträchtigen.
Drift: Elektronische Komponenten verändern mit der Zeit ihre Eigenschaften.
Zusätzlich unterliegen viele Sensoren nichtlinearen Effekten, die sich mit der Zeit oder bei Temperatur- und Druckschwankungen verstärken. Ohne regelmäßige Kalibrierung bleibt unklar, ob die angezeigten Werte noch dem tatsächlichen Messwert entsprechen.
Bedeutung der Kalibrierung: Rückführbarkeit und Normkonformität
Kalibrierung bedeutet, dass ein Messgerät mit einem rückführbaren Referenzstandard verglichen wird. Dies ist ein Grundprinzip der Metrologie (DIN EN ISO 10012) und stellt sicher:
Messwerte sind international vergleichbar.
Abweichungen (Offset, Drift) werden erkannt und korrigiert.
Normkonformität (z. B. ISO 8573) wird eingehalten.
Für Druckluftmessungen, die oft in kritischen Produktionsprozessen eingesetzt werden (Reinräume, Lebensmittelindustrie), ist diese Rückführbarkeit elementar.
Praxis: Risiken ohne Wartung und Kalibrierung
Fehlt eine regelmäßige Wartung und Kalibrierung, ergeben sich folgende Risiken:
Falsche Messwerte: Abweichungen bleiben unentdeckt, Messwerte stimmen nicht mehr mit der Realität überein.
Qualitätsprobleme: Verunreinigte Druckluft kann Produktionsprozesse stören oder Endprodukte verunreinigen.
Rechtliche Konsequenzen: Normen wie ISO 8573 schreiben dokumentierte Kalibrierungen vor – bei Verstößen drohen Sanktionen oder Haftungsfragen.
Verlust von Vertrauen: Kunden und interne Qualitätsstellen verlassen sich auf präzise Messergebnisse.
Wartung: Sauberkeit und Funktionssicherheit
Neben der Kalibrierung ist auch die Wartung entscheidend:
Reinigung von Sensorflächen, um Verschmutzungseffekte zu eliminieren.
Prüfung mechanischer Komponenten (z. B. Pumpen, Filter), um einen störungsfreien Betrieb sicherzustellen.
Austausch von Verschleißteilen, bevor es zu Ausfällen oder Messfehlern kommt.
In der Praxis kombinieren viele Unternehmen Wartung und Kalibrierung in einem Servicezyklus (z. B. jährlich oder halbjährlich).
Normen und Empfehlungen
ISO 8573-4 (Partikelmessung) und ISO 8573-3 (Taupunktmessung) fordern, dass Messungen nur mit gewarteten und kalibrierten Geräten durchgeführt werden dürfen. Viele Gerätehersteller geben Wartungsintervalle (z. B. alle 12 Monate) vor, die unbedingt einzuhalten sind. Außerdem müssen Kalibrierprotokolle dokumentiert und archiviert werden, um die Rückführbarkeit jederzeit nachweisen zu können.
Praktische Umsetzung für Ingenieure und Messtechniker
Kalibrierintervalle einhalten: Geräte regelmäßig (z. B. jährlich) bei akkreditierten Laboren kalibrieren lassen.
Reinigung und Sichtprüfung: Sensoren auf Verschmutzungen prüfen und ggf. reinigen.
Dokumentation: Wartungs- und Kalibrierprotokolle normkonform archivieren.
Schulung des Personals: Nur geschultes Personal sollte Wartungs- und Kalibrieraufgaben durchführen, um Schäden an empfindlichen Sensoren zu vermeiden.
Fazit
Regelmäßige Wartung und Kalibrierung sind keine lästige Pflicht, sondern ein essenzieller Bestandteil eines funktionierenden Qualitäts- und Messsystems. Nur so können präzise, verlässliche und normkonforme Messwerte garantiert werden – und damit die Qualität von Druckluft und die Sicherheit von Prozessen in Industrie und Produktion.
Die präzise Messung von Partikeln in Druckluftsystemen ist entscheidend für die Einhaltung von Qualitätsstandards (z. B. ISO 8573) und die Funktionsfähigkeit sensibler Produktionsprozesse. Ein oft unterschätzter, jedoch entscheidender Einflussfaktor ist die Strömungsgeschwindigkeit der Druckluft am Messpunkt. In diesem Artikel beleuchten wir, wie sich Strömungsgeschwindigkeiten auf die Messergebnisse auswirken, welche physikalischen Effekte zugrunde liegen und welche technischen Maßnahmen erforderlich sind, um präzise Ergebnisse sicherzustellen.
Physikalische Grundlagen: Strömungsgeschwindigkeit und Partikelverhalten
Die Strömungsgeschwindigkeit beeinflusst direkt die Bewegungsbahnen von Partikeln in der Druckluft. Nach den Gesetzen der Aerodynamik steigt mit zunehmender Geschwindigkeit auch die Trägheitskraft der Partikel. Das führt zu einer veränderten Impaktion (Aufprall auf Sensorflächen) und einer geänderten Partikelverteilung im Messquerschnitt.
Bei sehr hoher Strömungsgeschwindigkeit (turbulente Strömung, hoher Reynolds-Zahl) können Partikel durch Zentrifugal- oder Trägheitskräfte aus der Probenahmezone „herausgedrückt“ werden. Bei zu niedrigen Geschwindigkeiten (laminare Strömung) hingegen sinkt die Probenahmeeffizienz, da Partikel aufgrund der Gravitation aus dem Luftstrom sedimentieren.
Einfluss auf optische Partikelzähler
Optische Partikelzähler (z. B. Streulicht- oder Durchlichtsensoren) sind besonders empfindlich gegenüber Strömungsgeschwindigkeiten. Sie basieren auf der Detektion von Lichtsignalen, die durch Partikel verursacht werden. Ist die Geschwindigkeit zu hoch, passieren Partikel den Detektionsbereich zu schnell – das kann zu einer unvollständigen Erfassung oder zur „Verschmierung“ von Signalen führen.
Umgekehrt kann eine zu geringe Geschwindigkeit die Zählrate verfälschen, da Partikel nicht zuverlässig den Messbereich durchströmen. Daher spezifizieren Hersteller von Partikelzählern häufig einen optimalen Strömungsbereich (z. B. 28,3 l/min oder definierte Strömungsprofile gemäß ISO 8573-4).
ISO 8573: Anforderungen an die Strömungsgeschwindigkeit
Die ISO 8573-4 legt klare Anforderungen an die Probenahme und Strömungsgeschwindigkeit fest. Messungen müssen unter Bedingungen erfolgen, die eine repräsentative Probenahme sicherstellen. Dazu gehört u. a.:
Ein gleichmäßiges Strömungsprofil (möglichst laminare Strömung).
Ein definierter Volumenstrom, der im Einklang mit den Spezifikationen des Sensors steht.
Vermeidung von Verwirbelungen oder Turbulenzen direkt vor der Messeinrichtung.
Praktische Auswirkungen: Fehlerquellen durch falsche Strömungsgeschwindigkeit
In der Praxis ergeben sich typische Fehlerquellen:
Zu hohe Geschwindigkeit: Unterzählung von Partikeln oder unvollständige Signale.
Zu niedrige Geschwindigkeit: Partikel sedimentieren und werden nicht erfasst.
Turbulenzen: Inhomogene Probenahme, insbesondere bei Querschnittsveränderungen oder Bögen in der Leitung.
Falsche Probenahmestellen: Abzweigungen oder Totzonen können die Strömungsgeschwindigkeit stark beeinflussen.
Technische Maßnahmen für präzise Messungen
Für Ingenieure und Messtechniker bedeutet das:
Einhaltung von Herstellerangaben: Sensoren nur im empfohlenen Strömungsbereich betreiben.
Strömungsberuhigungsstrecken: Einbau von geraden Rohrstrecken vor der Messeinrichtung, um Turbulenzen zu reduzieren.
Vermeidung von Querschnittsänderungen: Gleichbleibender Rohrdurchmesser für ein homogenes Strömungsprofil.
Messung und Überwachung: Einsatz von Strömungssensoren, um die Geschwindigkeit am Messpunkt kontinuierlich zu überwachen.
Kalibrierung bei definiertem Volumenstrom: Kalibrierungen immer unter denselben Strömungsbedingungen durchführen.
Auswirkungen auf andere Messgrößen
Auch wenn der Fokus hier auf Partikelmessungen liegt, beeinflusst die Strömungsgeschwindigkeit teilweise auch Messungen von Öl- oder Wassergehalt. Bei stark schwankenden Strömungen kann es zu einer inhomogenen Probenahme kommen, die auch diese Parameter verfälscht.
Fazit
Die Strömungsgeschwindigkeit ist ein entscheidender Faktor für die Genauigkeit von Partikelmessungen in Druckluftsystemen. Abweichungen vom optimalen Strömungsbereich führen zu fehlerhaften oder nicht reproduzierbaren Ergebnissen. Für zuverlässige, normgerechte Messergebnisse nach ISO 8573 ist daher eine sorgfältige Kontrolle und Planung der Strömungsbedingungen unerlässlich.
In industriellen Druckluftsystemen nach ISO 8573-1 sind präzise Messungen von Partikeln, Wasser und Öl entscheidend für Qualität und Prozesssicherheit. Ein oft vernachlässigter, aber kritischer Einflussfaktor ist die Verschmutzung der Messeinrichtung. Dieser Artikel erklärt, warum Ablagerungen und Kontaminationen nicht nur absolute Messwerte verfälschen, sondern auch die Reproduzierbarkeit der Ergebnisse beeinträchtigen. Gleichzeitig werden praxisnahe Empfehlungen zur Wartung und Planung für Ingenieure und Messtechniker gegeben.
Verschmutzungen: Definition und Ursachen
Unter Verschmutzungen versteht man Ablagerungen oder Rückstände in Messgeräten, Leitungen oder Probenahmesystemen. Ursachen sind unter anderem:
Partikel oder Öltröpfchen, die sich in Messkammern ablagern
Kondensat oder Feuchte, die in Form von Wasser- oder Ölschichten Sensoren beeinträchtigen
chemische Rückstände aus vorherigen Messungen oder Reinigungsprozessen
Je nach Aufbau des Sensors (optisch, elektrochemisch, kapazitiv) können diese Verschmutzungen das Signalverhalten dauerhaft oder temporär verändern.
Physikalische Grundlagen: Wie Verschmutzungen wirken
Die grundlegenden Auswirkungen von Verschmutzungen lassen sich physikalisch erklären:
Optische Sensoren (Partikelzähler): Ablagerungen auf Linsen oder Spiegeln streuen oder absorbieren Licht. Dies führt zu einer falschen Partikelkonzentration, da das Sensorsignal nicht mehr korrekt den tatsächlichen Partikelgehalt repräsentiert.
Taupunkt- und Feuchtesensoren: Feuchte- oder Ölfilme können den elektrischen Widerstand oder die Kapazität verfälschen. Dadurch werden zu hohe oder zu niedrige Feuchtewerte angezeigt.
Öl-Aerosolsensoren: Ablagerungen im Sensorgehäuse können die Probenahmeeffizienz verringern. In gravimetrischen Verfahren (ISO 8573-2) führen verunreinigte Filter oder Vorabscheider zu systematischen Messfehlern.
Auswirkungen auf die Messergebnisse
Die Folgen von Verschmutzungen in der Messeinrichtung sind gravierend:
Falsche Absolutwerte: Messwerte werden systematisch zu hoch oder zu niedrig angezeigt.
Schlechtere Reproduzierbarkeit: Wiederholte Messungen am gleichen Messpunkt liefern abweichende Ergebnisse.
Zeitverzögerungen: Besonders bei hygroskopischen Ablagerungen (z. B. Kondensat) kann es zu verzögerten Ansprechzeiten der Sensoren kommen.
Verstöße gegen ISO 8573: Normkonforme Messungen erfordern eine saubere Probenahme und Sensorik. Verschmutzte Messeinrichtungen führen somit zu normwidrigen Ergebnissen.
Normen und Anforderungen: ISO 8573 und Kalibrierung
Die ISO 8573-Normenreihe legt fest, dass Messgeräte regelmäßig gereinigt und kalibriert werden müssen, um deren Genauigkeit zu gewährleisten. Insbesondere in der Partikelmessung (ISO 8573-4) ist die optische Sauberkeit der Messeinrichtung entscheidend. Kalibrierungen müssen in sauberen Umgebungen stattfinden und sind auf verschmutzte Messeinrichtungen nicht übertragbar.
Praxis: Maßnahmen zur Vermeidung von Messfehlern
Für Ingenieure und Qualitätsspezialisten sind folgende Maßnahmen essenziell:
Regelmäßige Reinigung: Sensoren und Probenahmeeinrichtungen sollten in festgelegten Intervallen (z. B. monatlich, vierteljährlich) gereinigt werden.
Verwendung von Spülgasen: Viele optische Sensoren können mit trockener Druckluft oder Stickstoff gereinigt werden, um Partikelrückstände zu entfernen.
Kontrollierte Probenahme: Probenahmeschläuche und -leitungen sollten aus glatten, nicht absorbierenden Materialien bestehen. Poröse oder verschmutzte Schläuche führen zu Feuchte- und Partikelmigration.
Schulung von Personal: Nur qualifiziertes Personal sollte Wartung und Reinigung von Messsystemen durchführen, um Beschädigungen oder Kreuzkontaminationen zu vermeiden.
Installation: Einfluss der Verschmutzungsneigung
Bereits bei der Planung der Druckluftinstallation kann die Verschmutzungsanfälligkeit reduziert werden:
Kurze Probenahmewege: Lange Leitungen erhöhen die Gefahr von Ablagerungen.
Trockene und saubere Umgebungen: Feuchte oder ölbelastete Umgebungen führen schneller zu Verschmutzungen.
Einsatz von Filtern: Direkt vor der Messeinrichtung platzierte Filter reduzieren die Belastung durch Feststoffe und Aerosole.
Fazit
Verschmutzungen in der Messeinrichtung stellen einen erheblichen Risikofaktor für die Messgenauigkeit und die Einhaltung von Normen wie ISO 8573 dar. Eine sorgfältige Wartung, Reinigung und ein gut durchdachtes Anlagenlayout helfen, präzise und zuverlässige Messergebnisse zu erzielen. Für alle, die mit Druckluftmessungen betraut sind, ist das Bewusstsein für diese Problematik und deren physikalische Hintergründe entscheidend.
Die präzise Bestimmung des Wassergehalts in Druckluftsystemen (nach ISO 8573-1) ist essenziell für zahlreiche industrielle Anwendungen – von der Lebensmittelverarbeitung bis zur Steuerluft in Maschinen. Eine oft unterschätzte Einflussgröße ist die Umgebungsfeuchtigkeit. Dieser Artikel erläutert, warum diese Feuchte einen direkten Einfluss auf die Messergebnisse hat, welche physikalischen und messtechnischen Grundlagen hier greifen und wie Ingenieure sowie Qualitätsspezialisten ihre Anlagen optimal gestalten können.
Physikalische Grundlagen: Wasserdampf und Taupunkt
Wasserdampf in Druckluft steht in direkter Wechselwirkung mit der Umgebungsfeuchte. Nach den Grundlagen der Thermodynamik (Sättigungsdampfdruckkurve) kann warme Luft mehr Feuchtigkeit aufnehmen als kalte. Bei Messungen von Wassergehalt in Druckluft – meist durch Taupunktmessgeräte – wird jedoch nicht nur die Druckluft selbst, sondern auch der Einfluss der Umgebungsluft relevant.
Umgebungsfeuchtigkeit und Taupunktmessung
Taupunktmessgeräte, etwa Spiegelhygrometer oder Polymer-Feuchtesensoren, sind empfindlich gegenüber Feuchteänderungen in ihrer Umgebung. Dies liegt daran, dass der Taupunkt das Temperaturmaß ist, bei dem die Luft mit Wasserdampf gesättigt ist und Kondensation beginnt. Wenn jedoch die Umgebungsluft einen hohen Wasserdampfpartialdruck aufweist (hohe relative Feuchte), können Sensoren durch Kondensation auf kalten Oberflächen oder Leckageeffekte beeinflusst werden.
Praxisbeispiel: Bei Messungen in einer Umgebung mit 80 % relativer Feuchte (z. B. im Sommer) kann sich Kondensat an exponierten Messstellen bilden. Dieses Kondensat beeinflusst die Sensorik und verfälscht den gemessenen Drucktaupunkt – oft mit einer Überschätzung des tatsächlichen Wassergehalts.
Einfluss der Umgebungsfeuchte auf Probenahme und Sensoren
Moderne Feuchtesensoren müssen durch entsprechende Gehäuse oder aktive Beheizung (z. B. beheizte Taupunktspiegel) vor der Umgebungsluft abgeschirmt werden. Andernfalls kann sich die Umgebungsfeuchte in das Sensorsystem „einschleichen“ und den Messwert verfälschen.
Zusätzlich spielt die Dichtheit der Probenahmeeinrichtungen eine Rolle:
Undichte Probenahmeschläuche können Wasserdampf aus der Umgebung ansaugen.
Falsch gewählte Materialien (z. B. poröse Schläuche) führen zu einem ständigen Gasaustausch mit der feuchten Umgebungsluft.
Messtechnische Anforderungen: Normen und Kalibrierung
Normen wie die ISO 8573-3 fordern, dass Messungen des Wassergehalts immer unter Betriebsdruck und unter Berücksichtigung der Umgebungseinflüsse durchgeführt werden. Sensorhersteller spezifizieren dabei oft einen „Umgebungsfeuchtebereich“ (z. B. 0–95 % r. F.), in dem der Sensor zuverlässig arbeitet.
Für genaue Messergebnisse ist außerdem eine regelmäßige Kalibrierung unter definierten Bedingungen erforderlich – also auch unter kontrollierter Umgebungsfeuchte. Labore, die auf Feuchte-Metrologie spezialisiert sind, arbeiten mit Referenzgasen, die genau definierte Feuchtegehalte haben, um eine rückführbare Kalibrierung sicherzustellen.
Praktische Umsetzung: Empfehlungen für Ingenieure
Für Anlagenplaner und Messtechniker ergeben sich konkrete Maßnahmen:
Vermeidung von Feuchtebrücken: Probenahmeeinrichtungen sollten aus trockenen, feuchtigkeitsdichten Materialien bestehen.
Isolierung kritischer Leitungen: Bei hoher Umgebungsfeuchte sollten Probenahmeleitungen isoliert oder aktiv beheizt werden, um Kondensatbildung zu vermeiden.
Standortwahl: Messgeräte sollten nicht in feuchten Umgebungen (z. B. direkt neben Kühltürmen oder Waschbereichen) installiert werden.
Kontinuierliche Überwachung: In besonders feuchten Umgebungen kann ein zusätzlicher Umgebungssensor (für Temperatur und Feuchte) helfen, Korrekturfaktoren zu ermitteln oder Anomalien frühzeitig zu erkennen.
Fazit
Die Umgebungsfeuchtigkeit ist ein maßgeblicher Einflussfaktor auf die Messung des Wassergehalts in Druckluft. Unterschätzte Feuchtequellen in der Umgebung können zu erheblichen Abweichungen führen und die Einhaltung von Normen wie ISO 8573 gefährden. Mit sorgfältiger Planung der Probenahme, Auswahl geeigneter Sensorik und aktiver Berücksichtigung der Umgebungsbedingungen lassen sich jedoch genaue und verlässliche Messwerte sicherstellen.
In modernen Druckluftsystemen spielt die genaue Messung von Partikeln, Wasser und Öl eine zentrale Rolle für die Qualitätssicherung und die Einhaltung gesetzlicher und branchenspezifischer Standards (z. B. ISO 8573). Ein entscheidender Einflussfaktor für die Genauigkeit dieser Messungen ist der Druck. Als Messgröße selbst und als physikalische Grundlage für viele Sensoren kann er die Präzision erheblich beeinträchtigen. Dieser Beitrag beleuchtet, warum Druckschwankungen nicht nur Messfehler verursachen, sondern auch zu Fehlinterpretationen führen können – und gibt konkrete Hinweise zur Planung, Installation und Wartung.
Physikalische Grundlagen: Zusammenhang von Druck, Volumen und Temperatur
Gemäß dem idealen Gasgesetz (p·V = n·R·T) stehen Druck, Volumen und Temperatur in einem direkten Zusammenhang. Eine Erhöhung des Drucks führt zu einer Verdichtung des Gases und damit zu einer höheren Massendichte. Diese Dichteänderung beeinflusst direkt alle Messungen, die auf volumen- oder massenbasierten Methoden beruhen – von optischen Sensoren bis zu gravimetrischen Messverfahren.
Druckabhängigkeit der Partikelmessung
Partikelmessgeräte arbeiten häufig nach dem Prinzip der optischen Lichtstreuung. Hierbei spielt die Partikelkonzentration pro Volumeneinheit eine zentrale Rolle. Steigt der Druck, erhöht sich die Dichte der Luft und damit auch die Anzahl der Partikel pro Volumen (wenn die absolute Partikelzahl gleich bleibt).
Daher ist es essenziell, dass die Sensoren entweder:
für den tatsächlichen Betriebsdruck kalibriert sind, oder
über eine automatische Druckkompensation verfügen.
Falls dies nicht der Fall ist, werden Messwerte fälschlicherweise zu hoch oder zu niedrig angezeigt. Viele Partikelzähler korrigieren die gemessenen Konzentrationen auf Normbedingungen (z. B. 1 bar abs, 20 °C), um eine Vergleichbarkeit herzustellen.
Druck und Wassergehalt: Taupunktmessung
Bei der Bestimmung des Wassergehalts in Druckluft ist der Drucktaupunkt (PDP, Pressure Dew Point) ein Schlüsselkriterium. Der PDP hängt direkt vom Betriebsdruck ab: Je höher der Druck, desto höher der Taupunkt. Der ISO 8573-3-Standard schreibt vor, dass Messungen immer unter Betriebsdruck erfolgen müssen.
Für Ingenieure bedeutet das, dass:
Sensoren für den Betriebsdruckbereich ausgelegt sein müssen.
Druckverluste in der Probenleitung (z. B. durch lange Schläuche) zu falschen Taupunktwerten führen können.
Messungen unter Atmosphärendruck (statt Betriebsdruck) nicht den tatsächlichen Wassergehalt in der Druckluftleitung widerspiegeln.
Einfluss des Drucks auf Ölmessungen
Auch bei der Messung von Ölnebeln oder Aerosolen (z. B. durch gravimetrische oder photoionisationsbasierte Sensoren) spielt der Druck eine wichtige Rolle. Eine höhere Luftdichte bei erhöhtem Druck führt zu einer höheren Konzentration der Ölaerosole pro Volumeneinheit. Daher muss bei jeder Ölmessung ebenfalls der Betriebsdruck berücksichtigt oder kompensiert werden.
Messtechnische Anforderungen: Kalibrierung und Kompensation
Für präzise und normgerechte Messergebnisse ist es unerlässlich, dass Messgeräte:
den aktuellen Betriebsdruck in Echtzeit erfassen und in die Auswertung einbeziehen.
für den jeweiligen Druckbereich regelmäßig kalibriert werden (z. B. über Referenzgeräte mit rückführbarer Kalibrierung).
bei kritischen Anwendungen (z. B. Reinräume, Lebensmittel) über eine dokumentierte Druckkompensation verfügen.
Praktische Umsetzung in der Installation
Für Ingenieure und Messtechniker ergeben sich daraus folgende konkrete Maßnahmen:
Vermeidung von Druckverlusten an der Probenahmestelle, z. B. durch kurze Leitungen oder gezielte Druckregler.
Sicherstellung, dass der Druck am Messgerät dem tatsächlichen Leitungsdruck entspricht.
Einsatz von Drucksensoren oder -transmittern direkt am Messpunkt zur Überwachung und Protokollierung.
Berücksichtigung von Druckschwankungen, insbesondere bei wechselnden Lasten oder Kompressorbetrieb.
Normen und Richtlinien
Die ISO 8573-Normenreihe fordert eine klare Definition des Betriebsdrucks und stellt sicher, dass alle Messungen am tatsächlich vorherrschenden Druck erfolgen. Außerdem ist in den Spezifikationen vieler Sensoren ein zulässiger Druckbereich angegeben, der unbedingt eingehalten werden muss, um Messfehler zu vermeiden.
Fazit
Der Betriebsdruck ist ein wesentlicher Einflussfaktor für alle Druckluftmessungen. Er beeinflusst nicht nur die physikalischen Eigenschaften des Gases, sondern auch direkt die Messwerte von Partikeln, Wasser und Öl. Eine genaue Druckerfassung, Kompensation und Berücksichtigung bei der Probenahme ist daher unerlässlich, um die geforderte Druckluftqualität nach Normen wie ISO 8573 sicherzustellen.
Die präzise Bestimmung von Partikeln, Wasser und Öl in Druckluftsystemen ist von elementarer Bedeutung für viele industrielle Anwendungen. Besonders in sensiblen Branchen wie der Lebensmittelindustrie, Pharmazie oder in der Halbleiterfertigung sind exakte Messwerte unverzichtbar. Ein oft unterschätzter, jedoch wesentlicher Einflussfaktor auf die Messgenauigkeit ist die Temperatur. Dieser Artikel beleuchtet die physikalischen Grundlagen, die Bedeutung für die Messtechnik und die praktischen Anforderungen an die Installation und den Betrieb von Messgeräten in Druckluftsystemen.
Physikalische Grundlagen: Temperatur und Gasverhalten
Laut dem idealen Gasgesetz (p·V = n·R·T) steht der Druck (p) in direktem Zusammenhang mit der Temperatur (T). Bei konstantem Volumen (V) führt eine Temperaturänderung zwangsläufig zu Druckänderungen – und umgekehrt. In der Praxis bedeutet das:
Steigt die Temperatur, erhöht sich der Druck der Luft.
Sinkt die Temperatur, verringert sich der Druck.
Diese Änderungen wirken sich unmittelbar auf Sensoren aus, die entweder Druck, Volumen oder Partikelkonzentrationen messen.
Einfluss der Temperatur auf Partikelmessungen
Partikelzähler und optische Sensoren basieren häufig auf Lichtstreuung oder -absorption. Die Temperatur beeinflusst nicht nur die Dichte der Luft, sondern auch deren Brechungsindex. Studien (z. B. ISO 8573) zeigen, dass bei höheren Temperaturen das Signal-Rausch-Verhältnis in optischen Partikelsensoren sinkt, was zu einer Verringerung der Nachweisempfindlichkeit führt.
Ein weiteres Problem: Warme Druckluft enthält in der Regel mehr Energie, was die Beweglichkeit (Brown’sche Bewegung) der Partikel verstärkt. Diese Zunahme der Bewegung kann zu fehlerhaften Zählungen oder falscher Größenklassifizierung führen.
Einfluss der Temperatur auf Feuchte- und Ölmessungen
Die Messung des Wassergehalts in Druckluft (z. B. durch Taupunkt-Sensoren oder Hygrometer) ist besonders temperaturabhängig. Die Sättigungsdampfdruckkurve des Wassers zeigt, dass warme Luft mehr Feuchtigkeit aufnehmen kann als kalte. Bei Temperaturänderungen wird der relative Feuchtewert erheblich beeinflusst, obwohl die absolute Feuchte gleich bleibt. Deshalb fordern Normen wie ISO 8573-3 eine Temperaturkompensation der Sensoren oder eine präzise Temperaturregelung während der Messung.
Ölnebel- und Aerosolmessgeräte sind ebenfalls temperaturabhängig: Viskosität und Verdampfungsverhalten von Öl ändern sich mit der Temperatur, wodurch sich auch die Messwerte verschieben können.
Anforderungen an die Messtechnik
Für exakte Ergebnisse müssen die eingesetzten Sensoren und Messgeräte entweder:
eine integrierte Temperaturkompensation aufweisen, oder
in einem temperaturstabilen Umfeld betrieben werden.
In der Praxis bedeutet das, dass Temperaturfühler direkt am Messpunkt installiert sein sollten. Viele hochwertige Sensoren besitzen bereits eine Temperaturkorrektur nach ISO 8573, was eine lineare oder nichtlineare Korrektur der Messwerte ermöglicht.
Praktische Umsetzung in der Installation
Für Ingenieure, die Druckluftsysteme betreiben oder warten, ist es entscheidend, Temperaturstabilität am Messpunkt zu gewährleisten. Folgende Maßnahmen sind empfehlenswert:
Isolierung von Rohrleitungen, um Temperaturspitzen zu vermeiden.
Vermeidung direkter Sonneneinstrahlung oder anderer Wärmequellen in der Nähe der Messeinrichtung.
Einsatz von temperaturgeregelten Messkammern, insbesondere bei mobilen Messungen.
Regelmäßige Überprüfung und Kalibrierung der Temperaturkompensation.
Normen und Richtlinien
Die ISO 8573-Normenreihe (insbesondere ISO 8573-1 bis -9) sowie die VDMA-Richtlinien zur Druckluftqualität fordern die Berücksichtigung der Temperaturabhängigkeit. Für viele Messgeräte ist in der Spezifikation ein Temperaturbereich angegeben (z. B. 0–50 °C). Messungen außerhalb dieses Bereichs sind nicht normkonform.
Fazit
Die Temperatur ist ein maßgeblicher Einflussfaktor für die Messgenauigkeit in Druckluftsystemen. Ihre Effekte reichen von Änderungen in Druck und Dichte bis hin zu optischen Effekten bei Partikelmessungen. Für präzise und reproduzierbare Messungen ist daher die Beachtung der Temperatur und ihrer Auswirkungen unverzichtbar – sowohl in der Geräteauswahl als auch in der Anlagenplanung.
Einleitung: Der Betriebsdruck in Druckluftsystemen ist eine zentrale Größe, die nicht nur die Leistungsfähigkeit und den Energieverbrauch beeinflusst, sondern auch die Reinheit der Druckluft. Obwohl der Druck oft primär als Energieparameter betrachtet wird, hat er auch einen erheblichen Einfluss auf Partikel-, Wasser- und Ölbelastung in der Druckluft. In diesem Artikel betrachten wir die physikalischen Grundlagen, die Zusammenhänge zwischen Druck und Reinheit sowie praktische Tipps für Ingenieure zur Optimierung.
Grundlagen: Druck als Prozessparameter In Druckluftsystemen herrschen in der Regel Drücke von 6–10 bar Überdruck, in speziellen Anwendungen bis 40 bar oder mehr. Mit steigendem Druck ändert sich die Dichte der Luft und damit das Verhalten von Partikeln, Wasser und Öl.
Einfluss auf Partikelkonzentration
Kompressionseffekt: Nach dem idealen Gasgesetz (p⋅V=n⋅R⋅T)(p \cdot V = n \cdot R \cdot T)(p⋅V=n⋅R⋅T) führt ein höherer Betriebsdruck zu einer erhöhten Luftdichte.
Partikel pro m³ Druckluft: Bei höherem Druck steigt die absolute Partikelanzahl pro Volumen – selbst wenn die Qualität der angesaugten Luft gleichbleibt. Beispiel: Bei Verdichtung von 1 bar auf 7 bar steigt die Partikelkonzentration um den Faktor 7.
Partikelgröße: Die aerodynamische Größe der Partikel bleibt konstant – höhere Konzentration bedeutet aber höhere Belastung für Filter.
Einfluss auf Wassergehalt
Dampfdruck und Taupunkt: Bei steigendem Druck steigt auch der Partialdruck des Wasserdampfs. pWasserdampf, absolut=pUmgebungpBetriebsdruckp_{\text{Wasserdampf, absolut}} = \frac{p_{\text{Umgebung}}}{p_{\text{Betriebsdruck}}}pWasserdampf, absolut=pBetriebsdruckpUmgebung Damit steigt der Taupunkt (Temperatur, bei der Wasser ausfällt).
Beispiel:
Umgebungsluft: 20 °C, 50 % r.F. ➜ Wassergehalt ca. 8,6 g/m³.
Nach Verdichtung auf 7 bar: absoluter Wassergehalt bleibt gleich, aber Drucktaupunkt steigt auf ca. +10 °C.
Folge: Ohne wirksame Trocknung kann Wasser in der Leitung kondensieren und Korrosion verursachen.
Einfluss auf Ölgehalt
Ölaerosole: Mit steigendem Druck nehmen die Dichte und das Rückhaltepotenzial der Luft zu. Öltröpfchen werden dichter „gepackt“, wodurch Koaleszenzfilter stärker belastet werden.
Öldampfanteile: Der Anteil des gasförmigen Öls (Dampfphase) hängt vom Partialdruck ab, der ebenfalls proportional zum Gesamtdruck steigt.
Praktische Folge: ➜ Bei höherem Betriebsdruck steigt die Belastung von Aktivkohleadsorbern, die zur Entfernung von Öldämpfen eingesetzt werden.
Filter- und Trocknerbelastung Höherer Betriebsdruck bedeutet: ✅ Mehr Partikel pro m³ ➜ Filter schneller belastet ✅ Höherer Wasserdampfpartialdruck ➜ Trockner (Taupunkt) stärker gefordert ✅ Ölabscheider müssen mehr Öltröpfchen verarbeiten
Druckabsenkung als Strategie
Energieaspekt: Reduzierung des Betriebsdrucks um 1 bar spart ca. 6–8 % Energie.
Reinheitsaspekt: Weniger Druck bedeutet auch weniger absolute Belastung pro m³ Luft – Filter und Trockner werden entlastet.
Praxis: ➜ Betriebsdruck immer nur so hoch wie nötig einstellen, um sowohl Energie als auch Filterstandzeiten zu optimieren.
Zusammenfassung: Praktische Tipps für Ingenieure ✅ Taupunktüberwachung: Insbesondere bei wechselnden Drücken wichtig, um Kondensatbildung zu vermeiden. ✅ Filterdimensionierung: Höhere Drücke erfordern leistungsfähigere Filter. ✅ Ölanalyse: Bei steigendem Druck Ölgehalt regelmäßig kontrollieren – Aktivkohlefilterbelastung beachten. ✅ Prozessanforderungen prüfen: Manche Anwendungen benötigen hohen Druck, aber auch höchste Reinheit – hier ist sorgfältige Planung unerlässlich.
Fazit: Der Betriebsdruck ist weit mehr als ein Energieparameter – er beeinflusst entscheidend die Partikel-, Wasser- und Ölbelastung der Druckluft. Eine kluge Wahl des Betriebsdrucks, kombiniert mit leistungsfähigen Filter- und Trocknungssystemen, ist der Schlüssel für eine dauerhaft hohe Druckluftqualität und einen effizienten Betrieb.
Tabelle 1: Partikelkonzentration bei verschiedenen Drücken
Betriebsdruck (bar)
Partikelkonzentration (Anzahl pro m³)
1
100.000
7
700.000
10
1.000.000
Tabelle 2: Einfluss des Betriebsdrucks auf den Drucktaupunkt
Einleitung: In Druckluftsystemen ist eine gleichbleibend hohe Druckluftqualität entscheidend für zuverlässige Produktionsprozesse und die Lebensdauer von Maschinen. Während Kompressor- und Trocknungstechnik oft im Fokus stehen, wird die Bedeutung von Wartung und Inspektion häufig unterschätzt. Dabei sind diese Maßnahmen der Schlüssel, um Verschleiß, Leckagen und Verunreinigungen frühzeitig zu erkennen und Schäden zu verhindern. Dieser Artikel erläutert praxisnah, warum und wie Wartung und Inspektion entscheidend zur Druckluftqualität beitragen.
Wechselintervalle: alle 6–12 Monate, abhängig von Betriebsbedingungen.
2️⃣ Trocknungssysteme
Kältetrockner:
Überprüfung der Kältemitteldruckanzeige, Lüfter und Abtauzyklen.
Reinigung des Wärmetauschers, um Effizienz zu erhalten.
Adsorptionstrockner:
Kontrolle der Adsorberfüllung und Regenerationszyklen.
Taupunktmessung als Indikator für Füllungszustand.
3️⃣ Ölabscheider
Ölabscheiderkartuschen in Schraubenkompressoren regelmäßig wechseln.
Bei defekten Abscheidern: Ölbelastung steigt, was die Filter nachgeschaltet belastet und die Luftqualität verschlechtert.
4️⃣ Druckluftleitungen
Sichtprüfung auf Leckagen (z. B. durch Ultraschallmessgeräte).
Rohrleitungsinspektion auf Korrosionsschäden.
Bei älteren Anlagen: Austausch verrosteter Rohrstücke.
Praktische Wartungsmaßnahmen und Intervalle:
Komponente
Maßnahme
Intervall
Filter
Wechsel / Reinigung
6–12 Monate
Trockner
Funktionstest, Taupunktprüfung
6 Monate
Ölabscheider
Wechsel Ölabscheiderkartusche
4–12 Monate
Kompressoröl
Ölwechsel
1–2 Jahre (nach Hersteller)
Druckluftleitungen
Sichtprüfung, Leckageprüfung
1–2 Jahre
Moderne Überwachungstechnologien:
Druckverlustsensoren (Δp) für Filter – Alarm bei Überschreitung.
Taupunktüberwachung für Adsorptionstrockner.
Ölgehalt-Analysatoren für höchste Luftreinheit (ISO 8573-2 Messverfahren).
Digitale Wartungspläne (z. B. CMMS-Software), um alle Intervalle und Ergebnisse zu dokumentieren.
Energieeinsparung durch Wartung:
Ein verstopfter Filter kann einen Druckverlust von 0,5 bar verursachen – was bis zu 3 % mehr Energieverbrauch des Kompressors bedeutet.
Leckagen: Bei nur 3 mm² Leckagefläche bei 6 bar Druckverlust entstehen jährlich Mehrkosten von bis zu 1000 € bei 4000 Betriebsstunden.
Normen und Standards:
Wartung ist fester Bestandteil von ISO 8573 und DIN EN ISO 12500 (Filterprüfung).
Herstellerangaben unbedingt beachten – diese sind oft spezifisch für Kompressor- oder Filtertypen.
Praxis-Tipps für Ingenieure: ✅ Regelmäßige Schulungen des Wartungspersonals: Verständnis der Zusammenhänge von Filter, Trockner und Kompressorbauart. ✅ Dokumentation aller Maßnahmen: Nachvollziehbare Historie spart Zeit bei Audits oder Fehlersuche. ✅ Verbrauchsmaterialien lagern: Ersatzfilter, Dichtungen und Öle sollten immer griffbereit sein. ✅ Saisonale Einflüsse berücksichtigen: Hohe Luftfeuchtigkeit im Sommer ➜ kürzere Wartungsintervalle.
Fazit: Wartung und Inspektion sind keine „lästige Pflicht“, sondern ein Garant für Prozesssicherheit, Energieeffizienz und Produktqualität. Mit gezielten Wartungsstrategien und präventiven Inspektionen stellen Ingenieure sicher, dass ihre Druckluftsysteme jederzeit zuverlässig und effizient arbeiten – eine Investition, die sich langfristig immer auszahlt.
Einleitung: Der Ölgehalt in Druckluftsystemen stellt eine große Herausforderung dar, insbesondere in sensiblen Anwendungen wie der Lebensmittelproduktion, der Pharmaindustrie oder der Elektronikfertigung. Selbst bei ölfreien Kompressoren können noch Ölanteile aus der Umgebungsluft oder aus dem Kompressorölkreislauf eingetragen werden. Daher spielen Ölabscheider und Filter eine entscheidende Rolle, um den Ölgehalt auf die geforderten Reinheitsklassen nach ISO 8573-1 zu reduzieren.
Herkunft des Öls in der Druckluft: Öl kann als Aerosol (Tröpfchen), in dampfförmiger Form oder als flüssiges Öl vorliegen. In ölgeschmierten Kompressoren werden bis zu 200–300 mg/m³ Öl in die Druckluft eingetragen. Selbst in „ölfrei verdichtenden“ Anlagen können geringe Mengen Öl aus Leckagen oder Rückströmungen auftreten.
Funktionsweise von Ölabscheidern und Filtern: Ölabscheider und Filter nutzen physikalische Prinzipien, um Öltröpfchen aus der Luft zu entfernen:
Schwerkraftabscheidung (Zyklonabscheider)
Trägheitsabscheidung
Koaleszenz-Effekte
Adsorption (v. a. Aktivkohlefilter)
Technologien zur Ölminderung im Detail:
Zyklonabscheider
Nutzt die Fliehkraft in einem rotierenden Luftstrom.
Öltröpfchen mit größerer Masse (>1 µm) werden radial nach außen gedrückt und abgeschieden.
Effektivität: Reduktion des Ölgehalts auf ca. 10–20 mg/m³.
mit rrr als Tropfenradius, ρ\rhoρ als Dichte und η\etaη als Viskosität der Luft.
Je kleiner die Tröpfchen, desto langsamer sinken sie ab – daher ist eine feine Faserstruktur entscheidend.
Kombination der Technologien: In modernen Anlagen werden Ölabscheider und Filter stufenweise eingesetzt: 1️⃣ Zyklonabscheider – Grobe Ölabscheidung 2️⃣ Koaleszenzfilter – Feinstpartikel und Aerosole 3️⃣ Aktivkohlefilter – Gasförmige Ölanteile
Praxis-Tipps für Ingenieure: ✅ Druckverlust überwachen: Hohe Filterbeladung führt zu steigendem Druckverlust (Δp), der Kompressorleistung kostet. ✅ Regelmäßige Filterwechsel: je nach Herstellerempfehlung alle 6–12 Monate oder bei Δp-Anstieg um 50 %. ✅ Filterauslegung an Prozessbedingungen anpassen: Druck, Temperatur und Ölbelastung bestimmen die optimale Kombination. ✅ Messung des Ölgehalts: Probenahme und Analyse, z. B. nach ISO 8573-2 (Messverfahren für Aerosolöl).
Fazit: Ölabscheider und Filter sind unverzichtbare Komponenten, um den Ölgehalt in Druckluftsystemen nachhaltig zu minimieren. Durch den gezielten Einsatz von Zyklonabscheidern, Koaleszenz- und Aktivkohlefiltern kann auch in ölgeschmierten Kompressorsystemen der geforderte Reinheitsgrad zuverlässig eingehalten werden. Für Ingenieure gilt: Eine gute Planung und regelmäßige Wartung sichern nicht nur Prozesssicherheit, sondern auch Energieeffizienz und Wirtschaftlichkeit.
Einleitung: Der Ölgehalt in Druckluft ist ein entscheidendes Qualitätsmerkmal, insbesondere in sensiblen Anwendungsbereichen wie der Lebensmittel-, Pharma- oder Elektronikindustrie. Ein zentraler Faktor, der den Ölgehalt bestimmt, ist die Bauart des verwendeten Kompressors. Dieser Artikel bietet Ingenieuren eine tiefgehende Analyse, wie unterschiedliche Kompressortypen – von ölgeschmierten bis zu ölfreien Varianten – den Ölgehalt beeinflussen und welche physikalischen Prinzipien dabei zugrunde liegen.
Warum ist der Ölgehalt relevant?
Verunreinigungsrisiko: Öl kann Produkte oder Prozesse kontaminieren.
Schädigung von Anlagen: Ölnebel kann pneumatische Bauteile verstopfen oder beschädigen.
Hohe Anforderungen in sensiblen Bereichen: ISO 8573-1 definiert für Öl den Gesamtölgehalt (Aerosole, flüssig und dampfförmig) in Klassen – z. B. Klasse 1: max. 0,01 mg/m³.
Bauarten von Kompressoren und ihre Besonderheiten:
Kolbenkompressoren
Ölgeschmiert:
Kolben und Zylinderlaufbuchsen sind mit Öl geschmiert.
Öl kann durch die Kolbenringe in die Druckluft gelangen (typ. 2–10 mg/m³ bei unzureichender Abscheidung).
Bei gut gewarteten Kolbenkompressoren und Ölabscheidern: Werte um 0,1–1 mg/m³ erreichbar.
Ölfrei (trockenlaufend):
Verwendung von selbstschmierenden Werkstoffen (z. B. PTFE, Graphit).
Kein direkter Öleintrag, daher oft Ölgehalt <0,01 mg/m³.
Nachteile: Höhere Temperaturbelastung der Bauteile, kürzere Wartungsintervalle.
Schraubenkompressoren
Öleingespritzt:
Öl dient zur Schmierung, Dichtung und Kühlung.
Ölanteil in der Druckluft vor Abscheidung: bis zu 200–300 mg/m³.
Effektive Ölabscheidesysteme (Zyklonabscheider, Koaleszenzfilter) reduzieren Gehalt auf 1–5 mg/m³ oder weniger.
Ölfrei verdichtend:
Zwei Stufen, oft wassergekühlt, mit PTFE-beschichteten Rotoren.
Keine Ölverwendung in Verdichtungskammer, Ölgehalt <0,01 mg/m³ möglich.
Scrollkompressoren
Ölfrei:
Spiralförmige Verdichtungskammer ohne Schmierung.
Typischerweise für kleinere Volumenströme (Labor, Medizintechnik).
Ölgehalt <0,01 mg/m³ realisierbar.
Physikalische und technische Einflussgrößen:
Temperatur und Druck: Hohe Verdichtungstemperaturen führen zu verstärktem Austreten von Ölnebel oder -dampf.
Drehzahl und mechanische Belastung: Höhere Drehzahlen (z. B. bei Schraubenkompressoren) begünstigen die Ölzerstäubung.
Abscheidesysteme: Zyklon- und Koaleszenzabscheider nutzen Fliehkraft und Oberflächenspannung, um Öltröpfchen aus der Luft abzuscheiden.
Koaleszenzfiltereffizienz: >99 % für Partikel >0,1 µm.
Praxis-Tipps für Ingenieure: ✅ Ölgehalt messen: Regelmäßige Messungen des Ölgehalts (z. B. Ölanalysatoren, Probemessungen). ✅ Wartung der Ölabscheidesysteme: Verschmutzte Filter verlieren Wirkung und lassen Öl passieren. ✅ Passende Kompressorbauart wählen:
Ölfrei für sensible Prozesse
Ölgeschmiert bei hoher Wirtschaftlichkeit, kombiniert mit effektiver Filtration ✅ Prozessanforderungen prüfen: Lebensmittel- oder Pharmaanwendungen erfordern zwingend ölfreie Verdichtung.
Zusätzliche Maßnahmen zur Ölminderung:
Aktivkohlefilter nach dem Kompressor können Restölgehalte weiter reduzieren.
Systemintegration: Kombination mit Kältetrocknern oder Adsorptionstrocknern für zusätzliche Sicherheit, da Wasser und Öl oft gemeinsam auftreten.
Fazit: Der Ölgehalt in der Druckluft hängt maßgeblich von der Kompressorbauart ab. Während ölgeschmierte Kompressoren wirtschaftlich und robust sind, können ölfreie Varianten in sensiblen Prozessen unverzichtbar sein. Mit gezielter Auswahl, geeigneten Abscheidesystemen und regelmäßiger Wartung lässt sich der Ölgehalt auch bei ölgeschmierten Kompressoren zuverlässig auf die geforderte Reinheitsklasse senken – ein entscheidender Beitrag zur Prozesssicherheit und Qualität.
Tabelle 1: Vergleich der Kompressorbauarten
Kompressortyp
Schmierung
Typischer Ölgehalt (mg/m³)
Wartungsaufwand
Anwendungen
Kolben (ölgeschmiert)
Öl
0,1–10
Mittel bis hoch
Allgemeine Industrie
Kolben (ölfrei)
Selbstschmierend
<0,01
Hoch
Pharma, Labor
Schraube (ölgeschmiert)
Öl
1–5
Mittel
Produktion, Werkstätten
Schraube (ölfrei)
Wasser/kein Öl
<0,01
Hoch
Pharma, Lebensmittel, Elektronik
Scroll (ölfrei)
Trockenlaufend
<0,01
Hoch
Medizintechnik, Labore
Tabelle 2: Einfluss physikalischer Faktoren auf den Ölgehalt
Einleitung: Feuchtigkeit in Druckluftsystemen ist ein zentrales Problem, das zu Korrosion, Verstopfungen und teuren Ausfällen führen kann. Um den Wassergehalt zuverlässig zu minimieren und die geforderten Reinheitsklassen nach ISO 8573-1 zu erreichen, sind effiziente Trocknungssysteme unerlässlich. In diesem Artikel betrachten wir die wichtigsten Trocknungstechnologien, ihre physikalischen Grundlagen, typische Einsatzgebiete und praxisorientierte Tipps für Ingenieure.
Warum ist Trocknung so wichtig? Feuchte Druckluft kann erhebliche Schäden verursachen:
Korrosion in Rohrleitungen und Bauteilen
Verminderung der Schmierwirkung in Pneumatikzylindern
Qualitätsprobleme in empfindlichen Prozessen (z. B. Pharmazie, Lebensmitteltechnik)
Gefährdung elektrischer oder elektronischer Komponenten Bereits 1 m³ Luft mit 100 % r.F. bei 20 °C enthält ca. 17 g Wasser – ein enormes Schadenspotenzial bei großen Luftmengen.
Trocknungssysteme im Überblick:
Kältetrockner
Funktionsweise: Abkühlung der Druckluft unter den Taupunkt, Wasser kondensiert aus.
Taupunkte: bis ca. +3 °C (Drucktaupunkt).
Vorteile:
Energieeffizient bei moderaten Anforderungen
Kompakt und wartungsarm
Nachteile:
Nicht geeignet für sehr trockene Druckluft (<0 °C Taupunkt).
Typische Leistungsaufnahme: ca. 0,1–0,2 kWh pro m³/min Luftleistung.
Adsorptionstrockner
Funktionsweise: Wasserdampf wird an hygroskopischen Materialien (z. B. Aluminiumoxid, Silicagel) gebunden.
Taupunkte: bis −40 °C und darunter.
Varianten:
Kaltregeneriert: Teil der trockenen Luft wird zur Regeneration verwendet (typ. 15–20 % Verlustluft).
Warmregeneriert: elektrische oder gasbetriebene Heizung (keine Verlustluft, aber höherer Energieverbrauch).
Vorteile:
Sehr trockene Luft für empfindliche Prozesse
Nachteile:
Hoher Energiebedarf bei warmregenerierten Varianten.
Membrantrockner
Funktionsweise: Halbpermeable Membranen lassen Wasserdampf passieren, trockene Luft bleibt zurück.
Taupunkte: typ. bis −20 °C.
Vorteile:
Kompakt, keine elektrische Energie nötig
Ideal für kleine Volumenströme und mobile Anwendungen
Nachteile:
Geringere Leistung, nicht für hohe Durchsätze geeignet.
Physikalische Grundlagen der Trocknung: Der Wasserentzug aus Druckluft beruht auf der Verschiebung des Gleichgewichts zwischen Wasserdampf und flüssigem Wasser (Kondensation) oder auf der Selektivität der Adsorption an Oberflächen. Wichtige Kenngrößen:
Drucktaupunkt: Temperatur, bei der sich Wasserdampf als Kondensat abscheidet.
Beladungsgrad der Adsorbentien: abhängig von Temperatur, Druck und Feuchte.
Volumenstrom und Kontaktzeit: entscheidend für die Effizienz der Trocknung.
Praxis-Tipps für Ingenieure: ✅ Druckluftbedarf analysieren: Nicht überdimensionieren – das spart Energie und Kosten. ✅ Taupunkt-Anforderungen festlegen: Je nach Anwendung – z. B. −40 °C in Pharma, +3 °C in Werkstätten. ✅ Regelmäßige Wartung: Filter und Adsorbentien überwachen, Verschleiß frühzeitig erkennen. ✅ Energieoptimierung: Bei Adsorptionstrocknern Verlustluft- oder Energieverbrauch minimieren. ✅ Anordnung im Druckluftnetz: Nachkühler, Wasserabscheider und Trockner richtig kombinieren.
Energieeffizienz als Schlüsselfaktor: Der Energieverbrauch der Trocknung kann bis zu 15 % der gesamten Kompressorenergie ausmachen. Daher sind:
Druckabsenkung bei geringerem Luftbedarf entscheidend, um Kosten zu reduzieren und die Nachhaltigkeit zu verbessern.
Fazit: Effiziente Trocknungssysteme sind unerlässlich für eine zuverlässige und qualitativ hochwertige Druckluftversorgung. Durch Auswahl des richtigen Trockners, regelmäßige Wartung und eine gute Systemintegration können Ingenieure nicht nur die Feuchtigkeit auf ein Minimum reduzieren, sondern auch Energieverbrauch und Betriebskosten nachhaltig optimieren.
Tabelle 1: Vergleich der Trocknungstechnologien
Technologie
Typischer Taupunkt
Energiebedarf
Einsatzbereich
Kältetrockner
+3 °C
ca. 0,1–0,2 kWh/m³/min
Allgemeine Anwendungen
Adsorptionstrockner
−40 °C und tiefer
Verlustluft oder elektrische Heizung
Empfindliche Prozesse
Membrantrockner
−20 °C
keine elektrische Energie nötig
Mobile Anwendungen, kleine Volumenströme
Tabelle 2: Vorteile und Nachteile der Systeme
System
Vorteile
Nachteile
Kältetrockner
Geringe Wartung, energieeffizient
Nicht für sehr trockene Luft
Adsorptionstrockner
Sehr trockene Luft möglich
Hoher Energiebedarf
Membrantrockner
Kompakt, wartungsarm, ohne Strombedarf
Geringere Leistung, nicht universell
Tabelle 3: Einflussgrößen für die Trocknungseffizienz
Einleitung: Die Feuchtigkeit in Druckluftsystemen ist ein entscheidender Faktor für die Qualität der erzeugten Druckluft. Überschüssiges Wasser kann Korrosion, Produktverunreinigungen und Ausfälle von pneumatischen Anlagen verursachen. Um die Reinheitsklasse gemäß ISO 8573-1 sicherzustellen, ist es daher unerlässlich, die physikalischen Grundlagen und Einflussgrößen der Wasseranreicherung in der Druckluft zu verstehen.
Physikalische Grundlagen: Der Wassergehalt in Luft wird über die relative Luftfeuchtigkeit (% r.F.) und den Taupunkt (°C) beschrieben. Die Luft kann nur eine bestimmte Menge an Wasserdampf aufnehmen, die von der Temperatur abhängt – eine Eigenschaft, die sich aus dem Clausius-Clapeyron-Gesetz ableitet: dlnpsdT=LRT2\frac{d \ln p_s}{d T} = \frac{L}{R T^2}dTdlnps=RT2L
wobei psp_sps der Sättigungsdampfdruck ist, LLL die Verdampfungsenthalpie von Wasser, RRR die universelle Gaskonstante und TTT die Temperatur.
Praktische Bedeutung:
Bei 20 °C kann Luft ca. 17,3 g/m³ Wasserdampf aufnehmen.
Bei 40 °C steigt die Sättigungsmenge auf ca. 50 g/m³ – fast das Dreifache!
Kühlt sich Druckluft nach der Verdichtung ab, fällt überschüssiger Wasserdampf als Kondensat aus.
Einfluss der Temperatur: Die Temperatur bestimmt direkt die maximale Feuchtigkeitsaufnahme. In Druckluftsystemen ist die Verdichtungstemperatur besonders relevant:
Kolbenkompressoren: Austrittstemperatur 140–180 °C
Schraubenkompressoren: 80–100 °C Hohe Temperaturen führen kurzfristig zu einer erhöhten Wasserdampfkapazität, aber sobald die Druckluft abkühlt, kondensiert das Wasser.
Druck und Temperatur: Kompressibles Gasgesetz Druckluft wird typischerweise auf 6–10 bar verdichtet. Das kompressible Gasgesetz (ideale Gasgleichung) beschreibt die Luftfeuchteänderung bei Kompression: p⋅V=n⋅R⋅Tp \cdot V = n \cdot R \cdot Tp⋅V=n⋅R⋅T
Bei höherem Druck wird die absolute Feuchtigkeitsmenge nicht geändert, wohl aber der relative Anteil. Daher steigt der Taupunkt der Luft mit steigendem Druck.
Einfluss der Umgebungsluftfeuchtigkeit: Die Feuchtigkeit der angesaugten Luft variiert:
Sommer (25 °C, 60 % r.F.): Wasserdampfgehalt ca. 13 g/m³
Winter (0 °C, 60 % r.F.): nur ca. 3 g/m³ Die Saisonalität beeinflusst somit direkt die Belastung von Trocknungssystemen.
Taupunkt und seine Bedeutung: Der Taupunkt ist der Temperaturwert, bei dem sich Wasserdampf als Kondensat absetzt. Für viele Anwendungen wird ein Drucktaupunkt von −40 °C oder besser gefordert (z. B. in der Lebensmittel-, Pharma- oder Elektronikindustrie).
Maßnahmen zur Reduzierung des Wassergehalts:
Kühlung und Kondensatabscheider: Nach der Verdichtung wird die Luft gekühlt (z. B. Nachkühler), wodurch der größte Teil des Wasserdampfs kondensiert.
Trocknertechnik:
Kältetrockner: wirtschaftlich für Drucktaupunkte bis ca. +3 °C
Adsorptionstrockner: für Drucktaupunkte bis −40 °C oder niedriger
Membrantrockner: für kleinere Luftmengen und mittlere Anforderungen
Optimierte Verdichterkühlung: Eine gezielte Steuerung der Verdichtungstemperatur kann den Wasserdampfanfall verringern.
Vermeidung von Temperaturspitzen: Plötzliche Temperaturerhöhungen führen zu kurzfristig erhöhter Wasseraufnahme – das System muss darauf ausgelegt sein.
Energieaspekt und Wirtschaftlichkeit: Wasserabscheidung und -trocknung kosten Energie. Kältetrockner haben typische Leistungsaufnahmen von 0,1–0,2 kWh pro m³/min Luftleistung. Adsorptionstrockner benötigen Regenerationsluft oder Heizung. Eine genaue Auslegung spart hier erhebliche Kosten.
Fazit: Temperatur und Luftfeuchtigkeit bestimmen maßgeblich den Wassergehalt in Druckluftsystemen. Ingenieure müssen diese Einflussfaktoren im Auge behalten, um gezielt Trocknungs- und Abscheidesysteme auszulegen. Nur so lässt sich eine gleichbleibend hohe Druckluftqualität erreichen und kostspielige Ausfälle vermeiden.
Tabelle 1: Sättigungsdampfdruck bei verschiedenen Temperaturen
Temperatur (°C)
Sättigungsdampfdruck (hPa)
Wasserdampfaufnahme (g/m³)
0
6,1
4,8
10
12,3
9,4
20
23,4
17,3
30
42,4
30,4
40
73,8
50,0
Tabelle 2: Vergleich von Trocknungstechnologien
Trocknungstechnik
Drucktaupunkt
Vorteile
Nachteile
Kältetrockner
bis +3 °C
wirtschaftlich, wartungsarm
nicht für sehr trockene Luft
Adsorptionstrockner
bis −40 °C
extrem trockene Luft möglich
hoher Energiebedarf (Regeneration)
Membrantrockner
bis −20 °C
kompakt, kein Stromverbrauch
begrenzte Kapazität
Tabelle 3: Einfluss der Umgebungsluftfeuchtigkeit
Jahreszeit
Temperatur (°C)
relative Feuchte (%)
Wasserdampfgehalt (g/m³)
Sommer
25
60
13
Winter
0
60
3
Tabelle 4: Energieverbrauch von Trocknungssystemen
Einleitung: Die Reinheit von Druckluft ist entscheidend für die Effizienz und Langlebigkeit vieler Prozesse. Besonders Partikel – oft unsichtbar, aber hochgradig schädlich – stellen eine zentrale Herausforderung dar. Filtertechnik ist das Schlüsselwerkzeug, um diese Belastung wirksam zu minimieren.
Grundlagen der Filtertechnik: Filter in Druckluftsystemen arbeiten nach verschiedenen physikalischen Prinzipien, z. B. Trägheitsabscheidung, Diffusion und Abscheidung durch Sperrschichten. Je nach Partikelgröße kommen unterschiedliche Mechanismen zum Tragen:
Große Partikel (>5 µm): vorwiegend durch Trägheitsabscheidung
Feine Partikel (0,1–1 µm): Dominanz von Diffusion und elektrostatischer Anziehung
Ultrafeine Partikel (<0,1 µm): Brown’sche Molekularbewegung unterstützt Filterwirkung
Filterklassen und deren Wirkungsgrade: Die Effizienz von Filtern wird gemäß ISO 16890 oder EN 779 spezifiziert. Typische Filterklassen sind:
Grobfilter (G4): bis 90 % bei >10 µm
Feinstaubfilter (F7–F9): 80–95 % bei PM2,5
Hochleistungsfilter (H13): bis 99,95 % bei Partikeln ≥0,3 µm
Aufbau von Filtersystemen in Druckluftanlagen: Druckluftsysteme nutzen oft mehrstufige Filterketten:
Vorfilter entfernen grobe Partikel und verlängern die Standzeit der Feinfilter.
Feinfilter reduzieren den Großteil der Partikelbelastung.
Hochleistungs- oder Sterilfilter sichern höchste Reinheit, etwa für Lebensmittel- oder Pharmaanwendungen.
Physikalische Kenngrößen und Druckverluste: Die Filtereffizienz ist eng an den Druckverlust (Δp) gekoppelt. Typische Werte:
Neue Grobfilter: Δp ca. 20–50 mbar
Feinfilter: Δp 50–200 mbar
Bei verschmutzten Filtern: Δp kann >400 mbar betragen Hohe Druckverluste bedeuten einen erhöhten Energiebedarf des Kompressors. Daher ist der rechtzeitige Filterwechsel (z. B. alle 6–12 Monate, abhängig von der Belastung) entscheidend.
Materialien und Bauarten: Moderne Filter nutzen Materialien wie:
Glasfasermatten (hohe chemische Beständigkeit)
Synthetische Fasern (geringe Druckverluste)
Nanofaser-Beschichtungen für ultrafeine Filtration Außerdem gibt es Radial- und Axialbauweisen: Radialfilter bieten eine größere Filterfläche bei kompakter Bauweise.
Praxis-Tipps für Ingenieure:
Druckluft-Analysen durchführen, um Filterbedarf exakt zu bestimmen
Filterüberwachungssysteme (Δp-Sensoren) einsetzen
Filterwechselzyklen strikt einhalten, um Druckverluste und Energieverbrauch zu minimieren
Passende Filterklassen für den Anwendungsbereich wählen (z. B. sterile Luft in der Medizintechnik)
Fazit: Filtertechnik ist ein unverzichtbares Werkzeug zur Sicherstellung der Druckluftreinheit. Durch gezielte Auswahl, Kombination und Wartung der Filterstufen kann die Partikelbelastung auf ein Minimum reduziert werden – ein entscheidender Beitrag zur Prozesssicherheit und Effizienz.
Tabelle 1: Filterklassen und ihre Anwendungen
Filterklasse
Abscheidegrad
Typische Anwendungen
G4
bis 90 % bei >10 µm
Grobe Staubabscheidung, Vorfilter
F7–F9
80–95 % bei PM2,5
Feinstaub, empfindliche Prozesse
H13
99,95 % bei ≥0,3 µm
Reinräume, Lebensmittel, Pharmaindustrie
Tabelle 2: Filtermaterialien im Vergleich
Filtermaterial
Vorteile
Nachteile
Glasfasermatten
Hohe chemische Beständigkeit
Höherer Druckverlust
Synthetische Fasern
Geringer Druckverlust
Weniger chemische Beständigkeit
Nanofaser-Beschichtung
Ultrafeine Filtration, niedriger Δp
Höhere Kosten
Tabelle 3: Bauarten von Filtern
Filterbauart
Merkmale
Typischer Einsatzbereich
Radialfilter
Große Filterfläche, kompakte Bauweise
Anlagen mit wenig Platz
Axialfilter
Einfacher Zugang, wartungsfreundlich
Anlagen mit häufiger Wartung
Tabelle 4: Einflussfaktoren auf den Energieverbrauch
Einleitung: Die Qualität der Ansaugluft ist ein entscheidender Faktor für die Reinheit von Druckluft in technischen Anwendungen. In vielen Fällen wird die Bedeutung der Ansaugluft unterschätzt – tatsächlich ist sie jedoch eine der Hauptquellen für Partikel in Druckluftsystemen. Dieser Artikel beleuchtet, wie physikalische und chemische Eigenschaften der Umgebungsluft die Partikelbelastung bestimmen, und erläutert wissenschaftlich fundiert, wie Ingenieure diese Einflussgrößen steuern können.
Herkunft der Partikel in der Ansaugluft: Partikel in der Umgebungsluft stammen vor allem aus natürlichen und anthropogenen Quellen. Typische Konzentrationen von Schwebstaub (PM10) in Stadtgebieten liegen bei 20–50 µg/m³, während ländliche Regionen Werte von 10–20 µg/m³ aufweisen. Bei ungünstigen Wetterbedingungen, z. B. Inversionswetterlagen, können Werte über 100 µg/m³ auftreten (WHO-Bericht 2021). In Industriegebieten sind zusätzlich metallische oder chemische Partikel in erhöhter Konzentration möglich.
Partikelgrößen und ihr Einfluss: Partikel in der Luft unterscheiden sich nach Größe und Masse. Die ISO 8573-1 unterscheidet Partikelklassen bis 0,1 µm (ultrafein) bis hin zu >5 µm. Feine Partikel (PM2,5) können tief in das Druckluftsystem eindringen und die Oberflächen von Bauteilen kontaminieren. Durch das hohe Verhältnis von Oberfläche zu Masse können sie chemisch besonders reaktiv sein.
Physikalische Prozesse beim Ansaugen: Der Luftstrom beim Ansaugen verursacht eine mechanische Mitführung von Partikeln. Nach dem Prinzip der Stokes’schen Sinkgeschwindigkeit können Partikel mit einer Dichte von 2,5 g/cm³ und 1 µm Durchmesser mehrere Stunden in der Luft verbleiben und so leicht mit eingesaugt werden.
Zusätzlich können thermische Aufwinde in Industriehallen (Temperaturdifferenz ΔT) zu lokal höheren Partikelkonzentrationen führen, da warme Luft mehr Partikel tragen kann (thermisches Auftriebsphänomen).
Chemische Zusammensetzung der Partikel: Nicht nur die Menge, sondern auch die chemische Zusammensetzung der Partikel ist relevant. Industriestaub enthält oft Sulfate, Nitrate oder Schwermetalle. Diese können Korrosion verursachen oder als Katalysator für chemische Reaktionen in der Druckluftanlage wirken.
Maßnahmen zur Reduzierung der Partikelaufnahme:
Ansaugstellen außerhalb von Emissionsquellen:
In Industrieumgebungen sollten Ansaugöffnungen mindestens 3–4 m oberhalb von Verkehrswegen oder Prozessabluftquellen liegen, um direkte Einträge von Partikeln zu minimieren.
Filtration vor dem Kompressor:
Grobfilter (z. B. G4 nach EN 779) können 80–90 % der Partikel >10 µm abscheiden.
Feinstaubfilter (z. B. F9) fangen bis zu 95 % der PM2,5-Partikel ab.
Strömungsoptimierung der Ansaugleitung:
Durch laminare Strömung (Reynoldszahl < 2300) werden Turbulenzen vermieden, die Partikelresuspension begünstigen würden.
Regelmäßige Wartung und Reinigung:
Inspektionen der Ansaugfilter alle 1–3 Monate je nach Staubbelastung sind Stand der Technik.
Fazit: Die Qualität der Ansaugluft ist ein Schlüsselfaktor für die Partikelreinheit von Druckluft. Bereits die Auswahl des Ansaugorts und eine geeignete Vorfiltration können den Partikeleintrag um bis zu 90 % reduzieren. Ingenieure sollten daher neben der Druckluftaufbereitung auch die Umgebungsluftqualität im Auge behalten, um eine dauerhaft hohe Reinheitsklasse nach ISO 8573-1 sicherzustellen.
Effektive Reinraumüberwachung: ISO-konforme Monitoring-Lösungen für Reinräume
Die Reinraumüberwachung stellt einen unverzichtbaren Bestandteil im Betrieb und der Qualitätssicherung moderner Reinräume dar. Mit präzisem Monitoring der kritischen Parameter wie Partikelkonzentration, Differenzdruck, Luftstrom und relativer Feuchte lassen sich kontaminationsfreie Umgebungsbedingungen sicherstellen, die für sensible Produktionsprozesse in zahlreichen Branchen entscheidend sind. Dieser Artikel beleuchtet die grundlegenden Anforderungen, Technologien und branchenspezifischen Lösungen für eine effektive Reinraum-Überwachung nach aktuellen Normen und Richtlinien.
Was bedeutet Reinraumüberwachung nach DIN EN ISO 14644?
Die Reinraumüberwachung gemäß DIN EN ISO 14644 umfasst ein systematisches und dokumentiertes Verfahren zur kontinuierlichen oder periodischen Kontrolle der Reinraumumgebung. Die ISO 14644 als international anerkannte Normenreihe definiert präzise Anforderungen an die Überwachung von Reinräumen und legt fest, welche Parameter in welchen Intervallen zu überwachen sind. Zu den Kernaufgaben der Reinraum-Überwachung gehört die Sicherstellung der festgelegten Reinraumklassifizierung durch kontinuierliches oder regelmäßiges Monitoring der kritischen Prozessparameter. Ein effektives Reinraum-Monitoring-System gewährleistet die Einhaltung der vorgegebenen Grenzwerte und ermöglicht frühzeitige Korrekturmaßnahmen bei Abweichungen, bevor diese die Produktqualität beeinträchtigen können. Die Norm DIN EN ISO 14644 bildet dafür das zentrale Regelwerk, nach dem Reinraumüberwachungssysteme konzipiert und betrieben werden müssen.
Welche Parameter müssen in einem Reinraum überwacht werden?
Im Rahmen der Reinraumüberwachung müssen verschiedene kritische Parameter kontinuierlich oder regelmäßig überwacht werden. Der wichtigste Parameter ist die Partikelkonzentration in der Reinraumluft, die mittels spezieller Partikelzähler gemessen wird. Diese optischen Sensoren erfassen Partikel unterschiedlicher Größenklassen und liefern Daten zur Bewertung der Luftqualität entsprechend der Reinraumklassifizierung nach ISO 14644-1. Neben der Partikelbelastung spielt der Differenzdruck zwischen verschiedenen Reinraumbereichen eine zentrale Rolle. Durch präzise Differenzdruck-Messungen wird sichergestellt, dass der Luftstrom stets von Bereichen höherer Reinheit zu Bereichen niedrigerer Reinheit verläuft. Weitere wichtige Parameter, die im Rahmen der Reinraumüberwachung kontinuierlich überwacht werden sollten, sind Temperatur und relative Luftfeuchtigkeit, da diese direkten Einfluss auf Produktionsprozesse und die Entstehung von Kontaminationen haben können. Zusätzlich werden je nach branchenspezifischen Anforderungen weitere Parameter wie mikrobiologische Belastung, Luftströmungsgeschwindigkeit, Luftwechselrate oder spezifische Kontaminanten überwacht. Ein umfassendes Monitoring-System im modernen Reinraum integriert all diese Messwerte in eine zentrale Datenerfassung und -auswertung.
Wie oft sollten Messungen im Rahmen der Reinraumüberwachung erfolgen?
Die Frequenz der Messungen bei der Reinraumüberwachung wird durch mehrere Faktoren bestimmt, insbesondere durch die ISO-Klassifizierung des Reinraums, die branchenspezifischen Anforderungen und die Kritikalität der Prozesse. Gemäß DIN EN ISO 14644 sind für die formale Reklassifizierung von Reinräumen regelmäßige Partikelkonzentrationsmessungen erforderlich, deren Intervalle von der Reinraumklasse abhängen – für kritische Reinräume höherer Klassen (ISO 5 und besser) wird in der Regel eine halbjährliche Überprüfung gefordert. Für das kontinuierliche Monitoring im laufenden Betrieb, besonders in GMP-regulierten Umgebungen wie der Pharmazie und Arzneimittelherstellung gemäß Annex 1, wird hingegen eine ununterbrochene Überwachung kritischer Parameter empfohlen. Hier kommen permanente Monitoring-Systeme zum Einsatz, die in Echtzeit Daten erfassen und bei Abweichungen sofort Alarm auslösen können. Weniger kritische Parameter werden in definierten Intervallen überwacht, beispielsweise durch tägliche, wöchentliche oder monatliche Kontrollen. Die Festlegung dieser Überwachungsintervalle muss im Rahmen einer Risikoanalyse erfolgen und in den Standard Operating Procedures (SOPs) des Reinraums dokumentiert werden. Zusätzlich sind regelmäßige Kalibrierungen der eingesetzten Sensoren und Messgeräte durchzuführen, um deren Genauigkeit sicherzustellen – typischerweise erfolgt die Kalibrierung von Partikelzählern und anderen kritischen Messgeräten jährlich durch akkreditierte Kalibrierlabore.
Welche ISO-Klassifizierungen gibt es für Reinräume?
Die Klassifizierung von Reinräumen erfolgt primär nach der internationalen Norm ISO 14644-1, die neun verschiedene Reinheitsklassen definiert, von ISO Klasse 1 (höchste Reinheit) bis ISO Klasse 9 (geringste Reinheitsanforderungen). Diese Klassifizierung basiert auf der maximal zulässigen Partikelkonzentration pro Kubikmeter Luft für Partikel verschiedener Größen. In einem Reinraum der ISO-Klasse 5, der häufig in der Pharmazie und bei der Arzneimittelherstellung zum Einsatz kommt, dürfen beispielsweise maximal 3.520 Partikel mit einer Größe von ≥0,5 μm pro Kubikmeter Luft vorhanden sein. Die ISO-Klassifizierung ist entscheidend für die Festlegung der Anforderungen an die Reinraumüberwachung, da sie direkten Einfluss auf die Messintervalle, die Anzahl der Messpunkte und die einzusetzende Messtechnik hat. Für GMP-regulierte Bereiche wie die pharmazeutische Industrie gilt zusätzlich die Einteilung in die Reinheitsklassen A bis D gemäß EU-GMP Annex 1, die mit den ISO-Klassen korrespondieren, aber teilweise strengere Anforderungen stellen, insbesondere im Hinblick auf mikrobiologische Kontrollen. Diese unterschiedlichen Klassifizierungssysteme müssen bei der Implementierung eines Reinraum-Monitoring-Systems berücksichtigt werden, um eine normkonforme Überwachung zu gewährleisten. Die Wahl der richtigen Sensoren und Messgeräte für das Monitoring hängt maßgeblich von der Reinraumklasse ab, wobei in höheren Reinheitsklassen präzisere und empfindlichere Messtechnik erforderlich ist.
Wie funktioniert ein kontinuierliches Reinraum-Monitoring-System?
Ein kontinuierliches Reinraum-Monitoring-System bildet das technologische Rückgrat einer effizienten Reinraumüberwachung. Diese komplexen Systeme bestehen aus einem Netzwerk von Sensoren und Messgeräten, die strategisch im Reinraum platziert werden, um alle kritischen Parameter permanent zu überwachen. Moderne Monitoring-Systeme wie das Rotronic Monitoring System integrieren verschiedene Messwerte in einer zentralen Plattform und ermöglichen eine Echtzeit-Überwachung der Reinraumbedingungen. Die technische Umsetzung eines solchen Systems basiert typischerweise auf einer mehrschichtigen Architektur: Die Basisebene bilden die verschiedenen Sensoren und Messgeräte, die über standardisierte Schnittstellen wie Modbus mit einer zentralen Datenerfassungseinheit verbunden sind. Diese Einheit sammelt kontinuierlich die Messwerte und überträgt sie an einen Server, auf dem die eigentliche Monitoring-Software läuft. Diese Software vergleicht die erfassten Daten mit den definierten Grenzwerten und löst bei Abweichungen automatisch Alarme aus. Gleichzeitig werden alle Daten in einer Datenbank gespeichert, um eine lückenlose Dokumentation zu gewährleisten, die für regulatorische Anforderungen wie FDA 21 CFR Part 11 oder GMP Annex 1 essentiell ist. Die kontinuierliche Reinraumüberwachung bietet gegenüber periodischen Messungen den entscheidenden Vorteil, dass Abweichungen sofort erkannt werden und nicht erst bei der nächsten geplanten Messung, wodurch das Risiko von Produktionsverlusten oder Qualitätsmängeln signifikant reduziert wird.
Welche Sensoren werden für die Reinraumüberwachung benötigt?
Für eine umfassende Reinraumüberwachung wird eine Vielzahl spezialisierter Sensoren benötigt, die jeweils auf die Messung bestimmter Parameter optimiert sind. Die Grundausstattung eines Reinraum-Monitoring-Systems umfasst Partikelzähler, die als optische Sensoren arbeiten und die Partikelkonzentration in verschiedenen Größenklassen entsprechend der ISO 14644-1 erfassen. Diese Geräte saugen kontinuierlich Proben der Reinraumluft an und analysieren mittels Laserstreutechnik die Anzahl und Größe der enthaltenen Partikel. Für die Differenzdruck-Überwachung kommen hochpräzise Differenzdrucksensoren zum Einsatz, die selbst kleinste Druckunterschiede zwischen benachbarten Reinraumbereichen messen können. Diese Sensoren sind entscheidend, um den korrekten Luftstrom von Bereichen hoher Reinheit zu weniger reinen Bereichen sicherzustellen. Weitere essentielle Sensoren sind Temperatur- und Feuchtefühler, die die klimatischen Bedingungen im Reinraum überwachen. Speziell kalibrierte Sensoren mit hoher Genauigkeit gewährleisten dabei die Einhaltung der engen Toleranzbereiche, die für viele Reinraumprozesse erforderlich sind. Je nach branchenspezifischen Anforderungen können zusätzliche Spezialssensoren integriert werden, etwa Luftströmungssensoren zur Überwachung des Luftstroms, Mikrobiologische Probenehmer für die Erfassung von Keimen, oder chemische Sensoren für spezifische Schadstoffe. Die Auswahl und Positionierung dieser Sensoren im Reinraum erfolgt basierend auf einer Risikoanalyse und unter Berücksichtigung kritischer Bereiche wie Arbeitsplätze, Materialschleusen oder Bereiche mit erhöhtem Kontaminationsrisiko.
Wie werden Daten im Reinraum-Monitoring-System erfasst und gespeichert?
Die Datenerfassung und -speicherung stellt einen zentralen Aspekt jedes Reinraum-Monitoring-Systems dar und muss höchsten Anforderungen an die Datenintegrität genügen, insbesondere in GMP-regulierten Umgebungen. Moderne Reinraum-Überwachungssysteme nutzen eine vernetzte Infrastruktur, bei der alle Sensoren und Messgeräte über standardisierte Kommunikationsprotokolle wie Modbus, TCP/IP oder drahtlose Technologien mit einem zentralen Datenerfassungssystem verbunden sind. Dieses System sammelt kontinuierlich die Messwerte aller überwachten Parameter und speichert sie in einer validierten Datenbank. Die Speicherung erfolgt nach dem ALCOA+-Prinzip (Attributable, Legible, Contemporaneous, Original, Accurate plus Complete, Consistent, Enduring, Available), wodurch die Authentizität und Unveränderlichkeit der Daten sichergestellt wird – eine zentrale Anforderung gemäß FDA 21 CFR Part 11 und EU-GMP Annex 1. Zur Gewährleistung der Datenintegrität werden Mechanismen wie elektronische Signaturen, Audit-Trails und automatische Backup-Systeme implementiert. Die erfassten Daten dienen nicht nur der unmittelbaren Überwachung der Reinraumumgebung, sondern bilden auch die Grundlage für umfassende Analysen und Trendauswertungen. Moderne Monitoring-Systeme wie das Rotronic Monitoring System bieten leistungsfähige Visualisierungs- und Reportingfunktionen, mit denen Langzeittrends erkannt und präventive Maßnahmen eingeleitet werden können, bevor kritische Grenzwerte überschritten werden. Die Datenaufbewahrung muss dabei den regulatorischen Anforderungen entsprechen, was in der Pharmaindustrie und ähnlich regulierten Branchen eine Archivierung über mehrere Jahre hinweg bedeuten kann.
Wann löst das Monitoring-System einen Alarm aus?
Ein fortschrittliches Reinraum-Monitoring-System verfügt über ein mehrstufiges Alarmmanagement, das bei Grenzwertüberschreitungen oder ungewöhnlichen Trends zuverlässig Alarm auslöst. Die Auslösung eines Alarms basiert auf vorab definierten Grenzwerten für jeden überwachten Parameter, die sich an den Anforderungen der jeweiligen Reinraumklassifizierung und den spezifischen Prozessparametern orientieren. Typischerweise werden mindestens zwei Alarmstufen implementiert: Eine Warnstufe (Alert Level), die bereits auf potenzielle Probleme hinweist, und eine Aktionsstufe (Action Level), die sofortige Maßnahmen erfordert. Bei der Partikelkonzentration kann beispielsweise ein Warnschwellenwert bei 70% des maximal zulässigen Wertes gemäß ISO 14644-1 gesetzt werden, während die Aktionsschwelle bei 90% oder beim Erreichen des Grenzwertes liegt.
Q: Was ist Reinraumüberwachung?
A: Reinraumüberwachung bezieht sich auf die kontinuierliche Überwachung von Bedingungen innerhalb eines Reinraums, um sicherzustellen, dass die Standards für Reinheit, Temperatur, Feuchtigkeit und andere kritische Parameter eingehalten werden, insbesondere in einem GMP-Umfeld.
Q: Warum ist das Monitoring im Reinraum wichtig?
A: Das Monitoring im Reinraum ist entscheidend für die Aufrechterhaltung der Datenintegrität und die Gewährleistung der Patientensicherheit, insbesondere in der Arzneimittel- und Biotechnologiebranche.
Q: Wie oft sollte eine Wartung des Reinraum-Monitoring-Systems durchgeführt werden?
A: Die Wartung des Reinraum-Monitoring-Systems sollte in regelmäßigen Abständen auf der Grundlage einer Risikobewertung der Anwendung erfolgen, um die Effizienz und Zuverlässigkeit der Systeme zu gewährleisten.
Q: Was sind die Hauptkomponenten eines Reinraum-Monitoring-Systems?
A: Zu den Hauptkomponenten eines Reinraum-Monitoring-Systems gehören Partikelzähler, Temperatur- und Feuchtigkeitssensoren sowie Software, die die Daten gemäß ISO 14644-2 aufbereitet und analysiert.
Q: Was ist der Unterschied zwischen Partikelmonitoring und Differenzdrucküberwachung?
A: Partikelmonitoring bezieht sich auf das Zählen und Überwachen von Partikeln in der Luft des Reinraums, während Differenzdrucküberwachung die Druckdifferenz zwischen dem Reinraum und angrenzenden Bereichen misst, um Kontamination zu verhindern.
Q: Welche ISO-Normen sind für die Reinraumüberwachung relevant?
A: Die relevanten ISO-Normen für die Reinraumüberwachung sind unter anderem ISO 14644-1 und ISO 14644-2, die Standards für die Klassifizierung und Überwachung von Reinräumen festlegen.
Q: Wie kann das Reinraum-Monitoring automatisiert werden?
A: Das Reinraum-Monitoring kann automatisiert werden durch den Einsatz moderner Technologien wie das RoTronic Monitoring System, das kontinuierliche Datenüberwachung und -protokollierung ermöglicht und die Effizienz erhöht.
Q: Was bedeutet „Annex 1“ im Kontext der Reinraumüberwachung?
A: „Annex 1“ bezieht sich auf den Anhang der EU-GMP-Leitlinien, der spezifische Anforderungen für die Herstellung steriler Arzneimittel festlegt und wichtige Vorgaben für die Überwachung und den Betrieb von Reinräumen enthält.
Q: Welche Rolle spielt die Luft in einem Reinraum?
A: Die Luft in einem Reinraum muss kontrolliert und gefiltert werden, um eine Kontamination durch Partikel zu minimieren. Die Durchflussrate von 1 cfm für Zählpartikel ist eine gängige Anforderung, um die Luftqualität auf einem hohen Niveau zu halten.
Die richtige Argonreinheit zum Schweißen: Schutzgas für optimales WIG- und MIG-Schweißen
Die Wahl der richtigen Argonreinheit ist entscheidend für erfolgreiche Schweißprozesse. Als inertes Edelgas bietet Argon optimalen Schutz für die Schweißnaht vor Verunreinigungen aus der Umgebungsluft. Ob beim WIG-Schweißen von Edelstahl, beim MIG-Schweißen von Aluminium oder bei anderen technischen Anwendungen – die Reinheit des verwendeten Schutzgases beeinflusst maßgeblich das Ergebnis und die Qualität der Schweißverbindung.
Welche Argonreinheitsgrade gibt es für das Schweißen und was bedeuten sie?
Die Reinheitsgrade von Argon werden in der Schweißtechnik durch eine Zahlenkombination gekennzeichnet, die Auskunft über den Reinheitsgrad des Gases gibt. Beim Einsatz von Argon als Schutzgas beim Schweißen ist die Kenntnis dieser Reinheitsgrade fundamental für die korrekte Anwendung. Argon ist ein inertes Edelgas, was bedeutet, dass es unter normalen Bedingungen nicht mit anderen Elementen reagiert – eine Eigenschaft, die es besonders wertvoll für Schweißprozesse macht, bei denen unerwünschte chemische Reaktionen vermieden werden sollen.
Was bedeuten die Bezeichnungen Argon 4.6, Argon 4.8 und Argon 5.0?
Die Bezeichnungen der Argonreinheitsgrade folgen einem spezifischen System, bei dem die erste Zahl die Anzahl der Neunen angibt, gefolgt von der letzten Stelle nach dem Komma. Argon 4.6 bedeutet beispielsweise eine Reinheit von 99,996%, was 40 ppm (parts per million) Verunreinigungen entspricht. Bei Argon 4.8 spricht man von einer Reinheit von 99,998%, was nur noch 20 ppm Verunreinigungen erlaubt. Der höchste im Standardbereich verfügbare Reinheitsgrad, Argon 5.0, steht für eine Reinheit von 99,999%, was lediglich 10 ppm Verunreinigungen zulässt. Diese 10 ppm Stickstoff oder andere Verunreinigungen machen Argon 5.0 zu einem hochreinen technischen Gas, das besonders für anspruchsvolle Schweißanwendungen geeignet ist, wo selbst minimale Verunreinigungen die Schweißnahtqualität beeinträchtigen können.
Wie unterscheiden sich die verschiedenen Reinheitsgrade von Argon?
Die verschiedenen Reinheitsgrade von Argon unterscheiden sich hauptsächlich in der Konzentration der verbleibenden Verunreinigungen. Im Vergleich zu Argon 4.6 bietet Argon 4.8 eine höhere Reinheit mit weniger Fremdstoffen. Während Argon 4.6 für viele Standardanwendungen beim Schweißen ausreicht, kommt Argon 4.8 oft bei höherwertigen Schweißprozessen zum Einsatz. Argon 5.0 wiederum wird für besonders anspruchsvolle Schweißarbeiten verwendet, bei denen absolute Reinheit erforderlich ist, wie beispielsweise beim Schweißen von reaktiven Metallen wie Titan, Tantal oder Zirkonium. Die Unterschiede zwischen den Reinheitsgraden wirken sich direkt auf die Qualität des Lichtbogens, die Stabilität des Schweißprozesses und letztendlich auf die mechanischen Eigenschaften der Schweißnaht aus. Bei der Auswahl des richtigen Reinheitsgrades sollten Schweißer die spezifischen Anforderungen des zu schweißenden Materials sowie die gewünschte Qualität der Schweißverbindung berücksichtigen.
Welche Verunreinigungen können in Argon als Schutzgas vorkommen?
In Argon als Schutzgas können verschiedene Verunreinigungen vorkommen, die die Schweißqualität beeinträchtigen können. Die häufigsten Verunreinigungen sind Sauerstoff, Stickstoff, Wasserdampf und Kohlendioxid, die hauptsächlich aus der Umgebungsluft stammen. Sauerstoff ist besonders problematisch, da er zur Oxidation der Schmelze führen kann, was die mechanischen Eigenschaften der Schweißnaht negativ beeinflusst. Stickstoff kann in einigen Werkstoffen zur Versprödung führen und die Duktilität des geschweißten Materials verringern. Feuchtigkeit in Form von Wasserdampf kann zur Wasserstoffversprödung führen, besonders bei hochfesten Stählen und Aluminium. Bei empfindlichen Materialien wie Titan oder Zirkonium können selbst geringste Verunreinigungen im Schutzgas zu erheblichen Qualitätsproblemen führen. Daher ist es wichtig, für solche anspruchsvollen Anwendungen hochreines Argon 5.0 zu verwenden, um die Konzentration dieser unerwünschten Elemente auf ein absolutes Minimum zu reduzieren und optimale Schweißergebnisse zu erzielen.
Welche Argonreinheit wird für WIG-Schweißen benötigt?
Das Wolfram-Inertgas-Schweißen (WIG-Schweißen) ist ein Verfahren, das besonders hohe Ansprüche an die Reinheit des verwendeten Schutzgases stellt. Da beim WIG-Schweißen der Lichtbogen zwischen einer nicht abschmelzenden Wolframelektrode und dem Werkstück brennt, ist eine saubere, kontaminationsfreie Schweißatmosphäre entscheidend für präzise und hochwertige Schweißnähte. Das Schutzgas Argon, das als inertes Edelgas geruchlos und reaktionsträge ist, schützt dabei sowohl die heiße Wolframelektrode als auch das Schmelzbad vor dem oxidierenden Einfluss der Umgebungsluft.
Ist Argon 4.6 ausreichend für das WIG-Schweißen?
Für die meisten Standardanwendungen beim WIG-Schweißen ist Argon 4.6 mit seiner Reinheit von 99,996% durchaus ausreichend. Dieser Reinheitsgrad bietet einen guten Kompromiss zwischen Kosten und Qualität und eignet sich hervorragend für das WIG-Schweißen gängiger Materialien wie unlegierter und niedriglegierter Stähle sowie Edelstahl in normalen Materialstärken. Bei der Verarbeitung von Aluminium und Nichteisenmetallen im alltäglichen Gebrauch liefert Argon 4.6 ebenfalls zufriedenstellende Ergebnisse. Die verbleibenden Verunreinigungen von 40 ppm sind bei diesen Anwendungen in der Regel unkritisch und beeinträchtigen weder die Stabilität des Lichtbogens noch die Qualität der Schweißnaht signifikant. Für Heimwerker und kleinere Werkstätten, die gelegentlich schweißen, stellt Argon 4.6 daher eine wirtschaftlich sinnvolle Wahl dar. Die Argon Gasflaschen mit diesem Reinheitsgrad sind weitverbreitet erhältlich und bieten ein gutes Preis-Leistungs-Verhältnis für die meisten WIG-Schweißanwendungen.
Wann sollte Argon 5.0 beim WIG-Schweißen verwendet werden?
Argon 5.0 sollte beim WIG-Schweißen eingesetzt werden, wenn besonders hohe Anforderungen an die Schweißnahtqualität gestellt werden oder wenn hochreaktive und sauerstoffempfindliche Metalle verarbeitet werden. Bei der Verarbeitung von Titan, Tantal oder Zirkonium ist die Verwendung von Argon 5.0 praktisch unverzichtbar, da diese Metalle bereits bei minimalen Verunreinigungen im Schutzgas mit Sauerstoff oder Stickstoff reagieren können, was zu Versprödung und Festigkeitsverlust führt. Auch bei anspruchsvollen Schweißarbeiten an Werkstoffen wie hochlegiertem Edelstahl oder bei dünnwandigen Präzisionsbauteilen bietet Argon 5.0 mit seiner Reinheit von 99,999% deutliche Vorteile. In der Luft- und Raumfahrttechnik, der Medizintechnik oder bei der Herstellung von Halbleitern, wo höchste Reinheit und Präzision gefordert sind, ist der Einsatz von Argon 5.0 beim WIG-Schweißen Standard. Der reinere Lichtbogen und die stabileren Schweißbedingungen führen zu konsistenteren Ergebnissen und minimieren die Nacharbeit oder Ausschussrate bei diesen kritischen Anwendungen.
Wie wirkt sich die Argonreinheit auf die Schweißnahtqualität aus?
Die Reinheit des verwendeten Argons hat einen direkten Einfluss auf die Qualität der Schweißnaht beim WIG-Schweißen. Ein höherer Reinheitsgrad führt zu einem stabileren und konzentrierteren Lichtbogen, was eine präzisere Wärmeeinbringung ermöglicht. Bei der Verwendung von hochreinem Argon 5.0 im Vergleich zu Argon 4.6 lässt sich eine deutlich reduzierte Porenbildung in der Schweißnaht beobachten. Die geringere Menge an Verunreinigungen minimiert unerwünschte chemische Reaktionen mit dem geschmolzenen Metall und verhindert die Bildung von Einschlüssen oder Oxidationsschichten. Besonders bei dünnwandigen Bauteilen oder beim Schweißen von Materialien mit hohen Anforderungen an die Korrosionsbeständigkeit wie Edelstahl macht sich der Unterschied in der Argonreinheit bemerkbar. Die Schweißnähte weisen eine gleichmäßigere Oberfläche, bessere mechanische Eigenschaften und eine höhere Langzeitbeständigkeit auf. Bei reaktiven Metallen wie Titan kann der Unterschied zwischen Argon 4.6 und Argon 5.0 über Erfolg oder Misserfolg der gesamten Schweißverbindung entscheiden, da selbst geringste Verunreinigungen die Metallstruktur nachhaltig schädigen können.
Welche Anforderungen an das Schutzgas gibt es beim MIG-Schweißen?
Das Metall-Inertgas-Schweißen (MIG-Schweißen) stellt spezifische Anforderungen an das verwendete Schutzgas, die sich teilweise von denen des WIG-Schweißens unterscheiden. Beim MIG-Schweißen dient das Schutzgas nicht nur zum Schutz der Schmelze vor Umgebungsluft, sondern beeinflusst auch maßgeblich die Lichtbogenstabilität, den Einbrand, die Spritzerbildung und den Übergang des geschmolzenen Zusatzwerkstoffs ins Schmelzbad. Anders als beim WIG-Schweißen, wo überwiegend reines Argon zum Einsatz kommt, werden beim MIG-Schweißen häufig auch Argon-Mischgase verwendet, die je nach Anwendungsfall mit Helium, Kohlendioxid oder anderen Gasen angereichert sein können.
Welche Argonreinheit ist für MIG-Schweißen von Aluminium notwendig?
Beim MIG-Schweißen von Aluminium spielt die Reinheit des verwendeten Argons eine entscheidende Rolle für die Qualität der Schweißverbindung. Für Standardanwendungen im Aluminium-Bereich wird in der Regel mindestens Argon 4.6 mit einer Reinheit von 99,996% empfohlen. Diese Reinheit ist ausreichend, um eine stabile Lichtbogenführung zu gewährleisten und die typischen Aluminiumlegierungen zuverlässig zu schweißen. Bei dünnwandigen Aluminiumkonstruktionen oder bei Anwendungen mit höheren Qualitätsanforderungen, wie sie beispielsweise in der Luft- und Raumfahrtindustrie vorkommen, kann der Einsatz von Argon 4.8 oder sogar Argon 5.0 vorteilhaft sein. Die höhere Reinheit reduziert das Risiko von Poren und Einschlüssen, die bei Aluminium aufgrund seiner hohen Affinität zu Sauerstoff und Wasserstoff besonders problematisch sein können. Für das MIG-Schweißen von Aluminium und Nichteisenmetallen wird häufig auch eine Beimischung von Helium zum Argon verwendet, was die Wärmeeinbringung erhöht und besonders bei dickeren Materialstärken für einen besseren Einbrand sorgt. Unabhängig von eventuellen Zumischungen bleibt jedoch die Basisreinheit des Argons ein entscheidender Faktor für die Schweißqualität.
Wann werden Argon-Mischgase beim MIG-Schweißen verwendet?
Argon-Mischgase werden beim MIG-Schweißen eingesetzt, wenn reines Argon nicht die optimalen Eigenschaften für den spezifischen Schweißprozess oder das zu schweißende Material bietet. Eine häufige Kombination ist Argon mit Kohlendioxid-Anteilen, was eigentlich zum MAG-Schweißen (Metall-Aktivgas-Schweißen) führt, das oft vereinfachend unter MIG-Schweißen subsumiert wird. Diese Mischung verbessert die Lichtbogenstabilität und den Einbrand beim Schweißen von unlegierten und niedriglegierten Stählen. Für das Schweißen von Edelstahl werden oft Argon-Mischgase mit geringen Anteilen von Sauerstoff oder Kohlendioxid verwendet, was den Tropfenübergang verbessert und Spritzer reduziert. Beim MIG-Schweißen von Aluminium und Kupfer kommen häufig Argon-Helium-Mischungen zum Einsatz.
Q: Welche Reinheitsgrade von Argon als Schweißgas sind erhältlich?
A: Beim Argon für Schweißanwendungen sind verschiedene Reinheitsgrade erhältlich. Typische Reinheitsgrade sind 4.6 (99,996%), 4.8 (99,998%) und 5.0 (99,999%). Für das WIG-Schweißen aller Metalle, besonders bei hochwertigen Materialien wie Titan oder Edelstahl, wird oft ein höherer Reinheitsgrad empfohlen. Beim MIG-Schweißen von Aluminium und Nichteisenmetallen ist ein Reinheitsgrad von mindestens 4.6 ausreichend. Der benötigte Reinheitsgrad hängt stark vom Anwendungsbereich und den zu schweißenden Materialien ab.
Q: Welche wichtigen Eigenschaften von Argon sind für das Schweißen relevant?
A: Argon ist ein inertes Gas, das schwerer als Luft ist und beim Schweißen mehrere vorteilhafte Eigenschaften bietet. Es ist farblos, geruchlos und reagiert nicht mit anderen Elementen. Diese Inertheit macht es ideal als Schutzgas für verschiedene Schweißverfahren. Da Argon schwerer als Luft ist, umhüllt es die Schweißzone effektiv und verdrängt die Umgebungsluft. Dies verhindert Oxidation und andere unerwünschte Reaktionen während des Schweißprozesses, was zu einer höheren Qualität der Schweißnähte führt.
Q: In welchen Anwendungsbereichen wird Argon als Schutzgas verwendet?
A: Argon findet in den unterschiedlichsten Bereichen des Schweißens und Schneidens Anwendung. Es wird hauptsächlich beim WIG-Schweißen (Wolfram-Inertgas) aller Metalle eingesetzt, insbesondere bei hochwertigen Materialien wie Titan oder Edelstahl. Auch beim MIG- und MAG-Schweißen (Metall-Inertgas/Metall-Aktivgas) wird Argon als Basisgas für Mischgase verwendet. Zusätzlich kommt es beim Plasma-Schweißen und als Füllgas für bestimmte Schweißanwendungen zum Einsatz. Seine vielseitige Anwendbarkeit macht Argon zu einem der wichtigsten technischen Gase in der Schweißindustrie.
Q: Welche Gasflaschen und Flaschengrößen sind für Argon erhältlich?
A: Argon Gasflaschen sind in verschiedenen Flaschengrößen erhältlich, wobei die gängigsten 10 Liter, 20 Liter und 50 Liter sind. Diese werden meist mit einem Druck von 200 Bar, bei neueren Flaschen auch mit 300 Bar befüllt. Die Wahl der richtigen Flaschengröße hängt vom Verbrauch und der Häufigkeit der Schweißarbeiten ab. Für Heimwerker oder kleinere Werkstätten sind 10-Liter-Flaschen oft ausreichend, während professionelle Schweißbetriebe zu größeren Flaschen oder Flaschenbündeln tendieren. Neben Gasflaschen ist Argon auch in flüssiger Form für Großverbraucher erhältlich.
Q: Wo kann man Argon kaufen und was sollte man beim Kauf beachten?
A: Argon kann bei Fachhändlern für technische Gase, Schweißbedarfsgeschäften oder direkt bei Gasherstellern wie Linde Gas über deren Kundenportal gekauft werden. Beim Kauf sollte auf den benötigten Reinheitsgrad geachtet werden, der vom Schweißverfahren und den zu verarbeitenden Materialien abhängt. Zudem ist die Entscheidung zwischen Miete und Kauf einer Gasflasche zu treffen. Oft ist das Mietsystem mit regelmäßigem Austausch leerer gegen volle Flaschen wirtschaftlicher. Auch die Verfügbarkeit von Lieferservices kann ein wichtiger Faktor sein, besonders für gewerbliche Anwender.
Q: Welche Lieferformen von Argon gibt es neben Gasflaschen?
A: Neben einzelnen Gasflaschen gibt es Argon in verschiedenen Lieferformen für unterschiedliche Bedarfsmengen. Für Großverbraucher wird Argon in flüssiger Form in Tanks geliefert, was bei hohem Verbrauch wirtschaftlicher sein kann. Flaschenbündel, bei denen mehrere Flaschen zusammengeschaltet sind, bieten eine größere Gasmenge ohne häufigen Flaschenwechsel. Festinstallierte Gasleitungssysteme in größeren Werkstätten werden oft aus Großbehältern oder durch zentrale Gasversorgung gespeist. Für mobile Anwendungen gibt es auch spezielle Trailer-Lösungen mit großen Gasreserven.
Q: Welche Sicherheitsaspekte sind beim Umgang mit Argon als Schweißgas zu beachten?
A: Beim Umgang mit Argon sind mehrere Sicherheitsaspekte zu beachten. Da Argon schwerer als Luft ist, kann es sich in tiefer gelegenen Bereichen ansammeln und zum Sauerstoffmangel führen. Daher ist eine gute Belüftung essentiell. Gasflaschen mit 200 Bar oder 300 Bar Druck müssen immer gesichert aufbewahrt werden, um Umkippen zu verhindern. Beim Transport sind spezielle Vorschriften einzuhalten. Die Armaturen der Flaschen sollten regelmäßig auf Dichtheit geprüft werden, und beim Schweißen selbst sind entsprechende persönliche Schutzausrüstungen zu tragen. Außerdem ist zu beachten, dass selbst inertes Argon bei unsachgemäßer Handhabung gefährlich sein kann.
Q: Welchen Einfluss hat die Reinheit des Argons auf verschiedene Schweißverfahren?
A: Die Reinheit des Argons hat einen signifikanten Einfluss auf die Qualität der Schweißergebnisse. Beim WIG-Schweißen aller Metalle, besonders bei hochwertigen oder reaktiven Materialien wie Titan oder Edelstahl, ist ein hoher Reinheitsgrad (5.0 oder höher) erforderlich, um Verunreinigungen in der Schweißnaht zu vermeiden. Für MIG-Schweißen von Aluminium und Nichteisenmetallen kann ein niedrigerer Reinheitsgrad ausreichend sein. Verunreinigungen im Gas können zu Porenbildung, schlechterer Zündfähigkeit des Lichtbogens und erhöhter Oxidation führen. Für kritische Anwendungen in der Luft- und Raumfahrt oder Medizintechnik werden daher oft höchste Reinheitsgrade vorgeschrieben.
Leitfaden zur Druckluftqualität nach ISO 8573-1: Reinheitsklassen für Druckluftsysteme
Die ISO 8573-1 bildet das internationale Fundament für die Klassifizierung und Bewertung der Druckluftqualität. Dieser umfassende Leitfaden erläutert die Reinheitsklassen für Druckluftsysteme und bietet wertvolle Einblicke, wie Sie die Qualität Ihrer Druckluft gemäß den geltenden Normen sicherstellen können.
Was ist die ISO 8573-1 Norm und welche Bedeutung hat sie für Druckluftqualität?
Definition und Zweck der ISO 8573-1
Die Norm ISO 8573-1 ist ein international anerkannter Standard, der die Qualität der Druckluft in industriellen Anwendungen definiert und klassifiziert. Sie wurde von der Internationalen Organisation für Normung (ISO) entwickelt und dient als maßgeblicher Leitfaden zur Festlegung der Druckluftqualität nach präzisen Kriterien. Der Hauptzweck dieser Norm ist die eindeutige Klassifizierung von Verunreinigungen in Druckluftsystemen, wobei drei Hauptkategorien berücksichtigt werden: Feststoffpartikel, Wasser und Öl. Die ISO 8573-1 ermöglicht es Anwendern und Herstellern von Druckluftsystemen, eine gemeinsame Sprache bezüglich der erforderlichen Luftqualität zu sprechen und standardisierte Anforderungen an die Druckluftqualität zu definieren. Diese Norm hilft dabei, die Qualität der Druckluft zu quantifizieren und sicherzustellen, dass sie den spezifischen Anforderungen der jeweiligen industriellen Anwendung entspricht, ohne die Produktqualität oder die Funktion von Maschinen und Anlagen zu beeinträchtigen.
Geschichte und Entwicklung der Druckluftqualitätsnormen
Die Entwicklung von Druckluftqualitätsnormen hat ihren Ursprung in den frühen industriellen Anwendungen von Druckluftsystemen, als erkannt wurde, dass Verunreinigungen in der Druckluft erhebliche Probleme verursachen können. Vor der Einführung der ISO 8573 in den 1990er Jahren gab es keine einheitlichen internationalen Standards zur Bewertung der Druckluftqualität. Führende Industrieunternehmen wie Atlas Copco und andere Hersteller von Kompressoren und Druckluftaufbereitungsanlagen entwickelten eigene Spezifikationen, was zu Verwirrung und Inkonsistenzen in der Branche führte. Die erste Version der ISO 8573-1 wurde 1991 veröffentlicht und hat seitdem mehrere Überarbeitungen erfahren, um mit den technologischen Fortschritten und den wachsenden Anforderungen an die Druckluftqualität Schritt zu halten. Die bedeutendste Revision erfolgte 2010, bei der die Klassifizierung von Partikeln präzisiert und die Messmethoden für Verunreinigungen verbessert wurden. Diese Entwicklung spiegelt das zunehmende Bewusstsein für die kritische Rolle wider, die reine Druckluft in modernen industriellen Prozessen spielt, insbesondere in sensiblen Bereichen wie der Lebensmittel-, Pharma- und Elektronikindustrie, wo selbst kleinste Verunreinigungen die Produktqualität erheblich beeinträchtigen können.
Wie beeinflusst ISO 8573-1 moderne Druckluftsysteme?
Die ISO 8573-1 hat einen tiefgreifenden Einfluss auf die Gestaltung, Installation und Wartung moderner Druckluftsysteme. Sie dient als verbindlicher Maßstab für Hersteller und Anwender, um die erforderliche Qualität der Druckluft zu definieren und zu erreichen. Moderne Kompressoren und Druckluftaufbereitungsanlagen werden entsprechend den Anforderungen dieser Norm konzipiert, um spezifische Reinheitsklassen zu erfüllen. Die Einhaltung der ISO 8573-1 beeinflusst direkt die Komponenten, die in einem Druckluftsystem installiert werden müssen, wie Filter, Trockner und Kondensatabscheider. Unternehmen wie Atlas Copco und andere führende Hersteller entwickeln ihre Produkte explizit mit Bezug auf die in der Norm definierten Reinheitsklassen. Dies ermöglicht es Anwendern, genau die Komponenten auszuwählen, die für ihre spezifischen Anforderungen erforderlich sind, ohne in überdimensionierte Systeme zu investieren. Die Norm hat auch dazu beigetragen, das Bewusstsein für die wirtschaftlichen Vorteile einer angemessenen Druckluftqualität zu schärfen, da sie hilft, kostspielige Produktionsausfälle, vorzeitigen Verschleiß von Maschinen und Anlagen sowie Qualitätsprobleme bei Endprodukten zu vermeiden. Durch die klare Festlegung von Grenzwerten für Verunreinigungen hat die ISO 8573-1 einen Standard geschaffen, der die Vergleichbarkeit und Transparenz in der gesamten Druckluftindustrie fördert.
Wie sind die Reinheitsklassen in der ISO 8573-1 für Druckluft definiert?
Klassifizierung von Partikeln in der Druckluft
Die ISO 8573-1 definiert ein präzises System zur Klassifizierung von Feststoffpartikeln in der Druckluft, das für die Qualitätssicherung in Druckluftsystemen entscheidend ist. Die Norm teilt die Partikelverunreinigung in neun Klassen ein, wobei Klasse 1 die höchsten Anforderungen stellt und Klasse 9 die niedrigsten. Bei der Klassifizierung werden sowohl die Anzahl der Partikel pro Kubikmeter Luft als auch deren Größe berücksichtigt. Für Klasse 1 beispielsweise dürfen nicht mehr als 20.000 Partikel mit einer Größe von 0,1 bis 0,5 µm, 400 Partikel von 0,5 bis 1 µm und 10 Partikel größer als 1 µm pro m³ enthalten sein. Im Vergleich dazu erlaubt Klasse 2 eine höhere Konzentration, während Klasse 0 spezielle Anforderungen definiert, die strenger sind als Klasse 1 und individuell zwischen Lieferant und Anwender vereinbart werden müssen. Die Partikelgröße wird in Mikrometern (µm) gemessen, wobei selbst kleinste Partikel von 0,1 µm erfasst werden, die mit bloßem Auge nicht sichtbar sind. Diese präzise Klassifizierung ist besonders wichtig in Branchen wie der Elektronik, Pharmazie und Lebensmittelverarbeitung, wo selbst mikroskopisch kleine Feststoffpartikel Produktionsprozesse und Endprodukte ernsthaft beeinträchtigen können. Die Einhaltung der spezifizierten Partikelgrenzwerte erfordert in der Regel mehrere Filterstufen im Druckluftsystem, deren Effizienz durch regelmäßige Messungen überwacht werden sollte.
Feuchtigkeitsklassen und Drucktaupunkt
Die Kontrolle des Wassergehalts in Druckluftsystemen ist ein kritischer Aspekt der Druckluftqualität, der in der ISO 8573-1 durch die Festlegung von Feuchtigkeitsklassen geregelt wird. Die Norm definiert zehn Klassen (0-9) für den Wassergehalt, wobei der Drucktaupunkt als Hauptmessgröße verwendet wird. Der Drucktaupunkt gibt die Temperatur an, bei der Wasserdampf in der Druckluft zu kondensieren beginnt. Je niedriger der Drucktaupunkt, desto trockener ist die Druckluft und desto höher die Qualitätsklasse. Für Klasse 1 wird beispielsweise ein Drucktaupunkt von -70°C oder niedriger gefordert, was einer extrem trockenen Luft entspricht, in der praktisch keine Kondensation auftreten kann. Klasse 2 erfordert einen Drucktaupunkt von -40°C, während Klasse 3 mit -20°C für viele industrielle Anwendungen ausreichend ist. Die Kontrolle des Wassergehalts ist entscheidend, da Feuchtigkeit in Druckluftsystemen zu Korrosion, Bakterienwachstum und Fehlfunktionen von pneumatischen Komponenten führen kann. Zudem kann Wasser in kalten Umgebungen gefrieren und Leitungen blockieren. Die Einhaltung der entsprechenden Feuchtigkeitsklasse wird typischerweise durch den Einsatz von Druckluftrocknern erreicht, wobei verschiedene Technologien wie Kältetrockner, Adsorptionstrockner oder Membrantrockner je nach erforderlicher Klasse zum Einsatz kommen. Die Wahl der richtigen Feuchtigkeitsklasse sollte sich nach den spezifischen Anforderungen der Anwendung richten, wobei zu beachten ist, dass höhere Klassen (niedrigere Drucktaupunkte) in der Regel mit höheren Betriebskosten verbunden sind, da sie mehr Energie für die Trocknung benötigen.
Ölgehalt und Verunreinigungen: Grenzwerte verstehen
Der Ölgehalt ist die dritte kritische Komponente in der Klassifizierung nach ISO 8573-1 und umfasst sowohl flüssiges Öl als auch Öldämpfe und Aerosole in der Druckluft. Die Norm definiert fünf Hauptklassen (1-5) für den Ölgehalt sowie die Sonderklassen 0 und X. Klasse 1 begrenzt den Gesamtölgehalt auf maximal 0,01 mg/m³, was einer extrem ölfreien Luft entspricht. Klasse 2 erlaubt bis zu 0,1 mg/m³, während Klasse 3 einen Grenzwert von 1 mg/m³ festlegt. Die Klasse 0 geht über die standardisierten Grenzwerte hinaus und erfordert spezifische Vereinbarungen zwischen Anwender und Lieferant, wobei die Anforderungen oft noch strenger als bei Klasse 1 sind. Ölverunreinigungen in Druckluftsystemen stammen hauptsächlich aus drei Quellen: dem Kompressor selbst (besonders bei ölgeschmierten Modellen), der Ansaugluft, die bereits Kohlenwasserstoffe aus der Umgebung enthalten kann, und aus Rohrnetzen und Komponenten, die mit Schmiermitteln behandelt wurden. Die Entfernung von Öl aus der Druckluft erfolgt typischerweise durch mehrere Filterstufen, darunter Koaleszenzfilter für Aerosole und Aktivkohlefilter für Öldämpfe. Alternativ können ölfreie Kompressoren eingesetzt werden, die von Herstellern wie Atlas Copco angeboten werden und bereits an der Quelle eine deutlich geringere Ölkontamination gewährleisten. Es ist wichtig zu verstehen, dass selbst als „ölfrei“ bezeichnete Kompressoren einer regelmäßigen Überwachung bedürfen, da Ölverunreinigungen auch aus anderen Quellen stammen können. Die richtige Auswahl der Ölgehaltsklasse ist besonders kritisch in Branchen wie der Lebensmittel-, Pharma- und Elektronikindustrie, wo selbst geringste Ölmengen die Produktqualität erheblich beeinträchtigen können.
Welche Qualitätsklasse der Druckluftaufbereitung benötige ich für meine Anwendung?
Industriespezifische Anforderungen und Empfehlungen
Die Auswahl der richtigen Druckluftqualitätsklasse nach ISO 8573-1 variiert erheblich je nach Industriezweig und spezifischer Anwendung. In der Lebensmittelindustrie, wo Druckluft direkt mit Lebensmitteln in Kontakt kommen kann, sind typischerweise sehr hohe Reinheitsklassen erforderlich, oft Klasse 1 für Partikel und Öl sowie mindestens Klasse 2 für den Wassergehalt, um mikrobielles Wachstum zu verhindern. Die pharmazeutische Industrie stellt ähnlich hohe Anforderungen, wobei für bestimmte kritische Prozesse sogar Klasse 0 spezifiziert werden kann, insbesondere wenn die Druckluft direkt mit dem Produkt in Berührung kommt. Im Elektroniksektor, besonders bei der Halbleiterherstellung, ist die Partikelreinheit entscheidend, wobei häufig Klasse 1 gefordert wird, während der Drucktaupunkt mindestens Klasse 3 entsprechen sollte, um Kondensation auf empfindlichen Komponenten zu vermeiden. In der Automobilindustrie variieren die Anforderungen je nach Prozess: Für Lackieranlagen ist eine hohe Reinheit (oft Klasse 1-2) notwendig, während für allgemeine Werkzeuge niedrigere Klassen (3-4) ausreichend sein können. Die Textilindustrie benötigt besonders trockene Luft (niedriger Drucktaupunkt), um Verfärbungen zu vermeiden, während der Maschinenbau moderate bis hohe Reinheitsklassen (2-3) einsetzt, um die Lebensdauer pneumatischer Komponenten zu verlängern. Für Laboranwendungen und medizinische Bereiche werden oft speziell definierte Anforderungen festgelegt, die über die Standardklassifikation hinausgehen können. Es ist ratsam, branchenspezifische Leitfäden oder Empfehlungen von Fachverbänden zu konsultieren und gegebenenfalls mit Spezialisten für Druckluftaufbereitung zusammenzuarbeiten, um die optimale Qualitätsklasse für die jeweilige Anwendung zu bestimmen.
Q: Was ist die ISO 8573-1 und welche Bedeutung hat sie für Druckluftanwendungen?
A: Die ISO 8573-1 ist eine internationale Norm, die die Reinheit und Qualität von Druckluft klassifiziert. Sie definiert, wie viele Schmutzstoffe wie Partikel, Wasser und Öl in der Druckluft enthalten sein dürfen. Diese Norm ist von entscheidender Bedeutung für Unternehmen, die sicherstellen müssen, dass ihre Druckluft den spezifischen Anforderungen ihrer Anwendungen entspricht, damit ihre Druckluftsysteme zuverlässig und sicher betrieben werden können.
Q: Was bedeutet Klasse 0 gemäß ISO 8573-1 und wie unterscheidet sie sich von anderen Qualitätsklassen?
A: Klasse 0 ist die höchste Qualitätsstufe in der ISO 8573-1 und bedeutet, dass die Druckluft frei von Verunreinigungen entsprechend der vom Anwender und Hersteller vereinbarten Spezifikationen sein muss. Im Gegensatz zu den Klassen 1-9, die spezifische Grenzwerte für Partikel, Feuchtegehalt und Restölgehalt festlegen, definiert Klasse 0 keine standardisierten Grenzwerte, sondern erfordert eine individuelle Definition der Reinheitsanforderungen, die strenger als Klasse 1 sind. Diese Klasse ist besonders wichtig für kritische Anwendungen wie in der Pharma-, Lebensmittel- oder Elektronikindustrie.
Q: Welche Maßnahmen sind für die Einhaltung der ISO 8573-1 in einem Druckluftsystem erforderlich?
A: Zur Einhaltung der ISO 8573-1 sind mehrere Maßnahmen notwendig: Installation geeigneter Filtersysteme zur Entfernung von Partikeln und Öl, Einsatz von Trocknern zur Reduzierung des Feuchtegehalts, regelmäßige Wartung aller Komponenten, kontinuierliche Überwachung der Luftqualität und dokumentierte Prüfverfahren. Die genauen Maßnahmen hängen von der angestrebten Qualitätsklasse und den spezifischen Anforderungen der Druckluftanwendungen ab. Eine sachgemäße Aufbereitung der Druckluft ist entscheidend, um die geforderten Standards zu erfüllen und die Zuverlässigkeit des Systems zu gewährleisten.
Q: Welchen Leitfaden gibt es für die Auswahl der richtigen Druckluftaufbereitung gemäß ISO 8573-1?
A: Bei der Auswahl der richtigen Druckluftaufbereitung gemäß ISO 8573-1 sollte man zunächst die Anforderungen der spezifischen Anwendung ermitteln. Analysieren Sie, welche Qualitätsklasse für Ihre Anwendung erforderlich ist (z.B. Klasse 4 für allgemeine Pneumatik, Klasse 1-2 für kritische Prozesse). Berücksichtigen Sie die drei Hauptverunreinigungen: Partikel, Wasser und Öl. Wählen Sie dann die entsprechenden Komponenten: Filter verschiedener Feinheitsgrade, Trockner (Kälte-, Adsorptions- oder Membrantrockner) und ggf. Aktivkohlefilter für Öldämpfe. Ein umfassender Ansatz stellt sicher, dass die verwendete Druckluft einzuhalten und für den spezifischen Einsatz geeignet ist.
Q: Wie kann die Einhaltung der ISO 8573-1 in bestehenden Druckluftsystemen überprüft werden?
A: Zur Überprüfung der Einhaltung der ISO 8573-1 in bestehenden Systemen sollten regelmäßige Messungen und Analysen durchgeführt werden. Dies umfasst die Partikelmessung mittels Partikelzähler, die Bestimmung des Drucktaupunkts für den Feuchtegehalt und Ölgehaltsmessungen mit speziellen Analysegeräten. Es empfiehlt sich, diese Messungen an kritischen Punkten im System vorzunehmen und die Ergebnisse zu dokumentieren. Viele Unternehmen arbeiten mit spezialisierten Dienstleistern zusammen, die zertifizierte Messverfahren anwenden. Die kontinuierliche Überwachung und regelmäßige Wartung sind entscheidend für die Aufrechterhaltung der Luftqualität gemäß der gewählten Klasse.
Q: Was sind die Konsequenzen, wenn die Anforderungen der ISO 8573-1 nicht eingehalten werden?
A: Die Nichteinhaltung der ISO 8573-1 kann erhebliche betriebliche und wirtschaftliche Folgen haben. Zu hohe Schmutzpartikel-, Feuchte- oder Ölgehalte können zu Störungen und Ausfällen von Pneumatikkomponenten führen, die Produktionsqualität beeinträchtigen, die Lebensdauer von Anlagen verkürzen und unerwartete Stillstandzeiten verursachen. In sensiblen Bereichen wie der Lebensmittel- oder Pharmaindustrie können Verunreinigungen sogar zu Produktkontamination führen, was rechtliche Konsequenzen haben kann. Zusätzlich steigen die Energiekosten durch ineffiziente Systeme. Letztendlich beeinträchtigt eine mindere Druckluftqualität die Zuverlässigkeit des gesamten Produktionsprozesses.
Q: Welche spezifischen Anforderungen gelten für Klasse 4 und Klasse 5 nach ISO 8573-1?
A: Klasse 4 nach ISO 8573-1 erlaubt eine maximale Partikelgröße von 15 μm, einen Drucktaupunkt von +3°C und einen Restölgehalt von 5 mg/m³. Diese Klasse eignet sich für allgemeine Industrieanwendungen und einfache Pneumatik. Klasse 5 ist weniger streng mit derselben Partikelgröße (15 μm), einem höheren Drucktaupunkt von +7°C und einem Restölgehalt von 25 mg/m³. Diese Klasse ist typisch für gröbere industrielle Anwendungen, bei denen keine hohen Reinheitsanforderungen bestehen. Die Wahl zwischen diesen Klassen hängt von der Sensibilität der Anwendung und den betrieblichen Anforderungen ab, wobei Klasse 4 häufig einen guten Kompromiss zwischen Kosten und Leistung darstellt.
Q: Wie kann sichergestellt werden, dass ein Druckluftsystem langfristig die Anforderungen gemäß ISO 8573-1 erfüllt?
A: Um langfristig die Anforderungen gemäß ISO 8573-1 zu erfüllen, ist ein umfassendes Luftqualitätsmanagement notwendig. Dies umfasst regelmäßige Wartung aller Komponenten der Druckluftaufbereitung nach Herstellervorgaben, den Austausch von Filterelementen in vorgegebenen Intervallen und kontinuierliche Überwachung kritischer Parameter. Implementieren Sie ein Protokollsystem zur Dokumentation aller Wartungsarbeiten und Messergebnisse. Schulen Sie das Personal bezüglich der Bedeutung der Luftqualitätsnormen und der korrekten Handhabung der Ausrüstung. Erwägen Sie die Installation permanenter Überwachungssysteme für kritische Anwendungen und führen Sie regelmäßige Audits durch, um sicherzustellen, dass die Systeme den erforderlichen Standard einhalten.
Q: Welche besonderen Herausforderungen bestehen bei der Einhaltung der ISO 8573-1 in verschiedenen Industriezweigen?
A: Die Herausforderungen bei der Einhaltung der ISO 8573-1 variieren je nach Industriezweig erheblich. In der Lebensmittelindustrie ist eine öl- und keimfreie Druckluft essenziell, was oft Klasse 1 oder sogar 0 erfordert. Die Pharmaindustrie benötigt extrem reine Druckluft mit minimaler Partikel- und Keimbelastung. In der Elektronikfertigung können selbst kleinste Partikel oder Feuchtigkeit empfindliche Komponenten beschädigen. Die Automobilindustrie muss einen Kompromiss zwischen hoher Qualität für Lackieranlagen und wirtschaftlicher Effizienz für allgemeine Pneumatik finden. In allen Branchen stellen schwankende Umgebungsbedingungen, Wartungsplanung und die Notwendigkeit, dass die Druckluft zuverlässig und sicher betrieben werden kann, während gleichzeitig Kosten kontrolliert werden müssen, große Herausforderungen dar.
Druckluftqualität nach ISO 8573-1: Reinheitsklassen und richtige Aufbereitung
Die Druckluftqualität ist ein entscheidender Faktor für die Effizienz und Zuverlässigkeit industrieller Prozesse. Die ISO 8573-1 Norm definiert international anerkannte Reinheitsklassen, die als Grundlage für die Festlegung der benötigten Druckluftqualität in verschiedenen Anwendungen dienen. In diesem Artikel erfahren Sie, welche Verunreinigungen in Druckluft enthalten sein können, wie die Klassifizierung von Luft nach ISO funktioniert und welche Maßnahmen zur richtigen Druckluftaufbereitung notwendig sind.
Was bedeutet Druckluftqualität und warum ist sie wichtig?
Die Druckluftqualität beschreibt den Reinheitsgrad der komprimierten Luft in Bezug auf Verunreinigungen wie Partikel, Wasser und Öl. Druckluft wird häufig als die vierte Energieform nach Strom, Gas und Wasser bezeichnet und findet in nahezu allen Industriebereichen Anwendung. Die Qualität der Druckluft ist deshalb so entscheidend, weil sie direkten Einfluss auf die Funktionsfähigkeit von Maschinen und Anlagen, die Produktqualität und die Betriebskosten hat. Eine schlechte Druckluftqualität kann zu erhöhtem Verschleiß, Produktionsausfällen und im schlimmsten Fall zur Kontamination von Endprodukten führen. Namhafte Hersteller wie Atlas Copco und Beko Technologies betonen daher die Bedeutung einer adäquaten Druckluftaufbereitung für einen effizienten und zuverlässigen Betrieb von Druckluftanlagen.
Welche Verunreinigungen können in Druckluft enthalten sein?
In unbehandelter Druckluft können verschiedene Schmutzstoffe enthalten sein dürfen, die die Funktionalität von pneumatischen Systemen beeinträchtigen. Zu den häufigsten Verunreinigungen zählen Feststoffpartikel wie Staub, Rost und Abrieb aus dem Druckluftnetz. Diese Schmutzpartikel können in unterschiedlichen Größen vorkommen, von mikroskopisch klein bis hin zu sichtbaren Partikeln. Des Weiteren ist Wasser in Form von Kondensat ein wesentliches Problem, das durch die Kompression der Umgebungsluft entsteht. Beim Verdichten wird die Luft erhitzt und anschließend abgekühlt, wodurch die in der Luft enthaltene Feuchtigkeit kondensiert. Nicht zuletzt kann Öl, das beim Betrieb ölgeschmierter Kompressoren in die Druckluft gelangt, ein kritischer Verunreinigungsfaktor sein. Der Restölgehalt in der Druckluft muss je nach Anwendung streng kontrolliert werden. Laut Experten von Atlas Copco Deutschland kann ein Kubikmeter (m³) unbehandelter Druckluft mehrere Millionen Schmutzpartikel, signifikante Mengen Wasser und beträchtliche Ölrückstände enthalten.
Wie wirkt sich schlechte Druckluftqualität auf Anwendungen aus?
Eine unzureichende Druckluftqualität kann weitreichende negative Folgen für verschiedene Anwendungen haben. In der Pneumatik können Schmutzpartikel zu vorzeitigem Verschleiß von Ventilen, Zylindern und anderen Komponenten führen. Dies resultiert in erhöhten Wartungskosten und verkürzten Lebenszyklen der Ausrüstung. Wasser in der Druckluft kann Korrosion verursachen, die Leistung von pneumatischen Werkzeugen beeinträchtigen und bei Frosttemperaturen zu Vereisungen in den Leitungen führen. Bei der Oberflächenbehandlung, wie Lackierung oder Pulverbeschichtung, können Öl- und Wasserrückstände zu Oberflächenfehlern und minderwertigen Endergebnissen führen. In der Elektronikfertigung können selbst kleinste Verunreinigungen empfindliche Komponenten beschädigen. Besonders kritisch ist die Situation in Bereichen, in denen Druckluft direkt mit Produkten in Kontakt kommt, wie in der Lebensmittel- und Pharmaindustrie, wo strenge Reinheitsklassen gefordert werden. Eine nicht normgerechte Druckluftqualität kann hier zu Kontaminationen führen, die die Produktqualität gefährden und rechtliche Konsequenzen nach sich ziehen können. Der Einsatz von Druckluft mit unzureichender Qualität kann somit erhebliche wirtschaftliche Schäden verursachen.
Welche Branchen haben besondere Anforderungen an die Druckluftqualität?
Bestimmte Industriezweige stellen besonders hohe Anforderungen an die Druckluftqualität nach ISO 8573-1. In der Lebensmittel- und Getränkeindustrie, wo Druckluft häufig direkt mit Lebensmitteln in Kontakt kommt, sind höchste Reinheitsklassen gefordert, um jegliche Kontamination zu vermeiden. Hier wird oft Klasse 1 oder sogar Klasse 0 für bestimmte Parameter verlangt. Die pharmazeutische Industrie unterliegt strengen regulatorischen Anforderungen, die eine extrem reine Druckluft vorschreiben, insbesondere wenn diese bei der Herstellung von Medikamenten oder medizinischen Geräten eingesetzt wird. Auch die Elektronik- und Halbleiterindustrie benötigt eine sehr hohe Druckluftqualität, da bereits kleinste Partikel oder Feuchtigkeit empfindliche Komponenten beschädigen können. In der Automobilindustrie, besonders bei Lackierprozessen, ist eine ölfreie und trockene Druckluft essenziell für einwandfreie Oberflächenqualität. Labore und Forschungseinrichtungen, die präzise Messungen und Tests durchführen, setzen ebenfalls eine hochreine Druckluft voraus. Unternehmen wie Atlas Copco haben spezialisierte Lösungen entwickelt, um diesen branchenspezifischen Anforderungen gerecht zu werden und die richtige Druckluftqualität für jede Anwendung zu gewährleisten.
Wie funktioniert die Klassifizierung der Druckluftqualität nach ISO 8573-1?
Die Klassifizierung der Druckluftqualität erfolgt nach der international anerkannten Norm ISO 8573-1, die ein systematisches Bewertungssystem für die Reinheit von Druckluft etabliert. Diese Norm definiert neun verschiedene Qualitätsklassen (1-9) für drei Hauptkategorien von Verunreinigungen: Feststoffpartikel, Wasser und Öl. Die Festlegung erfolgt durch eine dreistellige Zahlenfolge, wobei die erste Ziffer die Partikelklasse, die zweite den Drucktaupunkt und die dritte den Ölgehalt repräsentiert. Je niedriger die Klasse, desto höher die Anforderungen an die Reinheit. So bedeutet beispielsweise eine Klassifizierung „1.2.1“, dass die Druckluft der Klasse 1 für Partikel, der Klasse 2 für Feuchtigkeit und der Klasse 1 für Öl entsprechen muss. Diese präzise Festlegung ermöglicht es Anwendern, die exakt benötigte Druckluftqualität für ihre spezifischen Prozesse zu spezifizieren und sicherzustellen, dass die Druckluftaufbereitung entsprechend dimensioniert wird.
Was ist die ISO 8573-1 Norm und wie wird sie angewendet?
Die ISO 8573-1 ist Teil der ISO 8573 Normenreihe und stellt den internationalen Standard für die Bewertung und Klassifizierung der Druckluftqualität dar. Diese Norm wurde von der Internationalen Organisation für Normung (ISO) entwickelt und wird weltweit als Referenz für die Spezifikation von Druckluftqualität verwendet. ISO 8573-1 definiert die Methoden zur Klassifizierung der Reinheit von Druckluft hinsichtlich der drei Hauptverunreinigungsarten: Feststoffpartikel, Wasser und Öl. Die Anwendung dieser Norm erfolgt in mehreren Schritten: Zunächst wird analysiert, welche Druckluftqualität für die jeweilige Anwendung erforderlich ist. Anschließend werden die entsprechenden Reinheitsklassen gemäß ISO 8573-1 festgelegt. Auf Basis dieser Festlegung wird dann die notwendige Druckluftaufbereitung geplant und installiert. Die Norm dient auch als Grundlage für die regelmäßige Überprüfung und Dokumentation der erreichten Druckluftqualität. Hersteller wie Atlas Copco und Beko Technologies orientieren sich bei der Entwicklung ihrer Aufbereitungskomponenten an den in ISO 8573-1 definierten Anforderungen und bieten Lösungen, die spezifisch auf die Erreichung bestimmter Qualitätsklassen ausgerichtet sind.
Welche Qualitätsklassen gibt es und was bedeuten sie?
Die ISO 8573-1 Norm definiert insgesamt neun Qualitätsklassen (1-9) für jede der drei Hauptverunreinigungsarten in der Druckluft. Bei den Feststoffpartikeln werden die Klassen nach Partikelgröße und maximaler Konzentration pro Kubikmeter (m³) Luft eingeteilt. Klasse 1 erlaubt beispielsweise maximal 20.000 Partikel mit einer Größe von 0,1-0,5 µm, während Klasse 4 keine Begrenzung für diese Partikelgröße vorsieht, sondern nur für größere Partikel. Bezüglich des Wassergehalts wird der Drucktaupunkt als Maßstab verwendet. In Klasse 1 darf der Drucktaupunkt -70°C nicht überschreiten, was einem extrem niedrigen Feuchtigkeitsgehalt entspricht. Klasse 4 erlaubt hingegen einen Drucktaupunkt von +3°C, was für viele Standardanwendungen ausreichend ist. Der Ölgehalt wird in mg/m³ gemessen. Klasse 1 lässt maximal 0,01 mg/m³ Öl zu, während in Klasse 4 bis zu 5 mg/m³ enthalten sein dürfen. Die Auswahl der geeigneten Qualitätsklasse hängt stark von der jeweiligen Anwendung ab. Für allgemeine industrielle Anwendungen wie die Standard-Pneumatik sind oft mittlere Klassen wie 2 oder 3 ausreichend, während sensible Bereiche wie die Lebensmittelverarbeitung höchste Reinheitsklassen erfordern.
Was bedeutet Klasse 0 bei der Druckluftqualität?
Die Klasse 0 bei der Druckluftqualität stellt eine Sonderkategorie innerhalb der ISO 8573-1 Norm dar und geht über die standardisierten Klassen 1-9 hinaus. Diese besondere Qualitätsklasse wurde eingeführt, um Anwendungen mit außergewöhnlich hohen Reinheitsanforderungen gerecht zu werden, bei denen selbst die strengen Grenzwerte der Klasse 1 nicht ausreichen. Im Gegensatz zu den anderen Klassen definiert die ISO 8573-1 für Klasse 0 keine festen Grenzwerte. Stattdessen müssen Hersteller und Anwender individuell vereinbaren, welche spezifischen Reinheitsparameter erreicht werden sollen. Diese werden dann strenger gefasst als die Grenzwerte der Klasse 1. Die Druckluftqualität nach Klasse 0 findet vorwiegend in hochsensiblen Bereichen wie der Pharmazie, der Halbleiterfertigung oder in speziellen Prozessen der Lebensmittelindustrie Anwendung. Führende Hersteller wie Atlas Copco bieten spezielle ölfreie Kompressoren und Aufbereitungssysteme an, die für die Erzeugung von Klasse 0 Druckluft zertifiziert sind. Bei dieser höchsten Reinheitsklasse ist eine kontinuierliche Überwachung und Dokumentation der Druckluftqualität besonders wichtig, um die Einhaltung der vereinbarten Parameter jederzeit nachweisen zu können.
Wie werden Schmutzpartikel in der Druckluft gemäß Druckluftqualitätsklasse kontrolliert?
Die Kontrolle von Schmutzpartikeln in der Druckluft erfolgt durch ein mehrstufiges Filtersystem, das je nach geforderter Druckluftqualitätsklasse unterschiedlich ausgelegt wird. Der erste Schritt ist üblicherweise die Installation eines Grobfilters direkt nach dem Kompressor, der größere Partikel zurückhält. Für höhere Reinheitsklassen werden nachgeschaltete Feinfilter eingesetzt, die kleinere Partikel bis in den Submikrometerbereich abscheiden können. Die Auswahl der richtigen Filterelemente richtet sich nach der in der ISO 8573-1 festgelegten Druckluftklasse und den spezifischen Anforderungen der Anwendung. Moderne Druckluftaufbereitungssysteme, wie sie von Atlas Copco oder Beko Technologies angeboten werden, kombinieren verschiedene Filterstufen mit anderen Aufbereitungskomponenten, um eine umfassende Reinigung der Druckluft zu gewährleisten. Wichtig ist dabei auch die regelmäßige Wartung und der rechtzeitige Austausch der Filterelemente, da verstopfte oder beschädigte Filter die Partikelabscheidung beeinträchtigen und zusätzlich den Druckverlust erhöhen können, was zu höheren Energiekosten führt.
Q: Was bedeutet Druckluftqualität und warum ist sie wichtig?
A: Druckluftqualität bezieht sich auf die Reinheit der in einer Druckluftanlage erzeugten Druckluft. Sie ist entscheidend für die einwandfreie Funktion eines pneumatischen Systems. Wenn die Druckluftqualität nicht richtig umgesetzt wird, können Verunreinigungen wie Öl, Wasser und Partikel zu Störungen, erhöhtem Verschleiß und Ausfällen führen. Damit ein Druckluftsystem zuverlässig und sicher betrieben werden kann, müssen bestimmte Qualitätsstandards eingehalten werden.
Q: Wie erfolgt die Klassifizierung der Druckluft nach Qualitätsklassen?
A: Die Klassifizierung der Druckluft erfolgt nach der internationalen Norm ISO 8573-1. Diese Norm definiert verschiedene Qualitätsklassen basierend auf dem Gehalt an Verunreinigungen wie Partikeln, Wasser und Öl. Die Klassen reichen von 0 (höchste Qualität) bis 9 (niedrigste Qualität). Jede Klasse beinhaltet die Festlegung eines bestimmten Maximalgehalts an Schmutzsstoffen. Die passende Qualitätsklasse wird je nach Anwendungsbereich ausgewählt, um sicherzustellen, dass der Einsatz von Druckluft zuverlässig und sicher betrieben werden kann.
Q: Was bedeutet Klasse X in der Druckluftqualität?
A: In der Klassifizierung der Druckluft nach ISO 8573-1 steht „Klasse X“ für eine Konzentration, die über der in Klasse 9 definierten liegt oder wenn eine Verunreinigung nicht gemessen wurde. Diese Kennzeichnung wird verwendet, wenn die Anforderungen an die Druckluftqualität weniger streng sind oder wenn bestimmte Parameter für die jeweilige Anwendung nicht relevant sind. Es ist wichtig zu beachten, dass eine Klasse X nicht bedeutet, dass die Druckluft unbrauchbar ist, sondern dass sie für spezifische Anwendungen mit geringeren Qualitätsanforderungen geeignet sein kann.
Q: Welche Faktoren beeinflussen die Druckluftqualität in einer Druckluftanlage?
A: Die Qualität der erzeugten Druckluft wird von mehreren Faktoren beeinflusst: Die Umgebungsluft, die angesaugt wird, die Art des Kompressors, das Kühlsystem, die Leitungsmaterialien und natürlich die Aufbereitungskomponenten wie Filter und Trockner. Auch Betriebsbedingungen wie Temperatur und Feuchtigkeit spielen eine Rolle. Eine regelmäßige Wartung der Drucklufterzeugung und des gesamten Druckluftsystems ist entscheidend, um eine konstant hohe Druckluftqualität zu gewährleisten.
Q: Welche Aufbereitungskomponenten werden zur Verbesserung der Druckluftqualität eingesetzt?
A: Zur Verbesserung der Druckluftqualität werden verschiedene Komponenten eingesetzt. Dazu gehören Wasserabscheider zur Entfernung von Kondensat, Druckluftfilter in verschiedenen Feinheitsgraden (Grob-, Fein-, Submikrofilter oder Aktivkohlefilter), Drucklufttrockner zur Reduzierung der Feuchtigkeit und Öl-Wasser-Trenner. Der Aufwand bei der Aufbereitung richtet sich nach der benötigten Qualitätsklasse und dem Anwendungsbereich. Je höher die Anforderungen an die Druckluftqualität sind, desto umfangreicher ist in der Regel die notwendige Aufbereitung.
Q: Welche Qualitätsklasse wird für medizinische Anwendungen benötigt?
A: Für medizinische Anwendungen werden besonders hohe Anforderungen an die Druckluftqualität gestellt. In der Regel wird hier mindestens die Qualitätsklasse 1.2.1 nach ISO 8573-1 gefordert. Dies bedeutet sehr niedrige Werte für Partikel (Klasse 1), Feuchtigkeit (Klasse 2) und Öl (Klasse 1). In bestimmten Bereichen wie der Atemluftversorgung oder bei direktem Patientenkontakt können sogar noch strengere Anforderungen gelten. Die verwendete Druckluft einzuhalten ist hier besonders wichtig, da Verunreinigungen direkte Auswirkungen auf die Gesundheit haben können.
Q: Wie kann die Druckluftqualität überwacht und sichergestellt werden?
A: Die Überwachung der Druckluftqualität erfolgt durch regelmäßige Messungen und Analysen. Hierfür stehen verschiedene Messgeräte zur Verfügung, die den Gehalt an Partikeln, Feuchtigkeit und Öl in der Druckluft bestimmen können. Moderne Druckluftanlagen verfügen oft über integrierte Sensoren zur kontinuierlichen Überwachung. Zusätzlich sollten regelmäßige Wartungsintervalle eingehalten, Filter rechtzeitig gewechselt und das gesamte Druckluftsystem auf Lecks überprüft werden. Eine dokumentierte Qualitätskontrolle hilft, die einwandfreie Funktion eines pneumatischen Systems langfristig zu gewährleisten.
Q: Welche wirtschaftlichen Vorteile bietet eine hohe Druckluftqualität?
A: Eine hohe Druckluftqualität bietet zahlreiche wirtschaftliche Vorteile. Sie reduziert Ausfallzeiten und Wartungskosten, da Komponenten weniger verschleißen und seltener gereinigt werden müssen. Die Lebensdauer von pneumatischen Geräten und Werkzeugen wird verlängert. Zudem sinkt der Energieverbrauch, da verschmutzte Systeme einen höheren Druckverlust aufweisen und somit mehr Energie benötigen. Obwohl der Aufwand bei der Aufbereitung zunächst höher erscheinen mag, amortisieren sich diese Investitionen durch geringere Betriebskosten und höhere Zuverlässigkeit des Druckluftsystems über die Lebensdauer.
Q: Was versteht man unter Druckluftqualität und wie wird sie umgesetzt?
A: Unter Druckluftqualität versteht man die Reinheit der Druckluft bezüglich verschiedener Verunreinigungen. Sie wird durch die Einhaltung eines bestimmten Maximalgehalts an Schmutzstoffen wie Öl, Wasser und Partikeln definiert. Die Druckluftqualität wird durch eine ausreichende Druckluftaufbereitung umgesetzt, wobei Filtersysteme, Trockner und andere Aufbereitungskomponenten zum Einsatz kommen, um die Luft von Verunreinigungen zu befreien.
Q: Welche Verunreinigungen können in Druckluft vorkommen?
A: In Druckluft können verschiedene Verunreinigungen vorkommen, darunter Wasser (in Dampfform oder flüssiger Form), Ölpartikel, Feststoffpartikel, Mikroorganismen und in industriellen Umgebungen auch Schwermetalle wie Blei. Die zulässige Menge dieser Verunreinigungen hängt davon ab, wie sauber die Druckluft sein darf, je nach Anwendungsbereich.
Q: Welche Qualitätsklassen gibt es für Druckluft und was bedeuten sie?
A: Die Qualitätsklassen für Druckluft reichen von 0 bis 9, wobei niedrigere Zahlen für höhere Reinheit stehen. Diese Klassen definieren Grenzwerte für Partikel, Wasser und Öl. Anwendungen im Lebensmittelbereich oder in der Medizintechnik unterliegen strengeren Anforderungen als Klasse 1, während für einfache industrielle Anwendungen oft Klasse 4 ausreichend ist. Die genauen Anforderungen für die verwendete Druckluft werden in der ISO 8573-1 festgelegt.
Q: Warum ist die Druckluftqualität in Bereichen, in denen Pneumatik eingesetzt wird, wichtig?
A: In Bereichen, in denen Pneumatik eingesetzt wird, ist die Druckluftqualität entscheidend für die Zuverlässigkeit und Lebensdauer der pneumatischen Komponenten. Verunreinigte Druckluft kann zu vorzeitigem Verschleiß, Fehlfunktionen, erhöhtem Wartungsaufwand und Produktionsausfällen führen. Besonders in der Automatisierung mit Pneumatik sind verbindliche Qualitätsstandards wichtig, um die Prozesssicherheit zu gewährleisten.
Q: Welche Normen regeln die Anforderungen an die Druckluftqualität?
A: Die Anforderungen an die Druckluftqualität werden hauptsächlich durch die ISO 8573-Normen geregelt. Diese Gruppe internationaler Normen definiert die Qualitätsklassen für Druckluft und gibt Messmethoden vor. Die ISO 8573-1 ist dabei die wichtigste Norm, die die Reinheitsklassen für Partikel, Wasser und Öl festlegt. Je nach Branche können zusätzlich spezifische Normen gelten, die bestimmte Anforderungen für spezielle Anwendungen definieren.
Q: Welche besonderen Anforderungen gelten für Druckluft im Lebensmittelbereich?
A: Im Lebensmittelbereich gelten besonders strenge Anforderungen an die Druckluftqualität. Die Druckluft muss praktisch frei von Öl, Partikeln und Mikroorganismen sein, um eine Kontamination der Lebensmittel zu verhindern. Häufig wird hier mindestens Klasse 1 oder sogar Klasse 0 gefordert. Zusätzlich dürfen keine toxischen Substanzen wie Schwermetalle in der Druckluft enthalten sein. Diese strengen Vorgaben erfordern eine spezielle Druckluftaufbereitung mit mehreren Filterstufen und oft ölfreien Kompressoren.
Q: Wie kann man die Druckluftqualität überprüfen und sicherstellen?
A: Die Druckluftqualität kann durch regelmäßige Messungen und Probenahmen überprüft werden. Hierfür gibt es spezielle Messgeräte und Testverfahren, die den Gehalt an Partikeln, Öl und Feuchtigkeit in der Druckluft ermitteln. Um die gewünschte Qualität sicherzustellen, ist eine ausreichende Druckluftaufbereitung mit passenden Filtern, Trocknern und Abscheidern notwendig. Zudem sind regelmäßige Wartung der Aufbereitungskomponenten und Überwachung der Druckluftqualität entscheidend für die Prozesssicherheit.
Q: Welche wirtschaftlichen Vorteile bietet eine hohe Druckluftqualität?
A: Eine hohe Druckluftqualität bietet zahlreiche wirtschaftliche Vorteile: Sie reduziert den Verschleiß an pneumatischen Komponenten, senkt Wartungs- und Reparaturkosten, minimiert Produktionsausfälle und verlängert die Lebensdauer der Anlagen. Zudem erhöht sie die Prozesssicherheit und kann die Produktqualität verbessern. Obwohl die Installation einer hochwertigen Druckluftaufbereitung anfänglich teurer sein kann, amortisieren sich diese Kosten meist schnell durch die genannten Vorteile und geringere Betriebskosten.
Reinraumumgebung: Grundlagen und Standards im modernen Reinraum
Die Reinraumumgebung stellt in der modernen Industrie einen essenziellen Bestandteil für zahlreiche Hightech-Fertigungsprozesse dar. Reinräume sind speziell kontrollierte Umgebungen, in denen die Konzentration luftgetragener Partikel streng reguliert wird, um Verunreinigungen zu minimieren und höchste Produktqualität zu gewährleisten. In diesem umfassenden Artikel beleuchten wir die grundlegenden Aspekte der Reinraumtechnik, von der Klassifizierung über die Verhaltensregeln bis hin zu branchenspezifischen Anforderungen und Überwachungsmethoden.
Was sind Reinraumklassen und wie werden sie in der Reinraumumgebung eingestuft?
Reinraumklassen bilden das Fundament einer jeden Reinraumumgebung und definieren die zulässige Partikelkonzentration in der Luft. Die Klassifizierung erfolgt nach internationalen Standards, wobei die Norm EN ISO 14644 weltweit als wichtigster Referenzstandard gilt. Diese Norm legt fest, wie Reinräume zu klassifizieren, zu betreiben und zu überwachen sind. Die Einstufung der Reinräume erfolgt anhand der Reinheitsklassen, die genau definieren, welche Partikelkonzentration in der Luft zulässig ist. Diese Klassifizierung ist entscheidend, um die Eignung eines Reinraums für bestimmte Anwendungen zu bestimmen und die Einhaltung der vorgeschriebenen Reinheitsanforderungen zu gewährleisten.
Wie werden ISO-Reinraumklassen definiert und gemessen?
Die ISO-Reinraumklassen werden gemäß der DIN EN ISO 14644 definiert und reichen von ISO 1 (höchste Reinheit) bis ISO 9 (geringste Reinheit). Die Klassifizierung basiert auf der maximal zulässigen Anzahl von Partikeln pro Kubikmeter Luft bei verschiedenen Partikelgrößen. Bei der Messung werden Partikel mit Größen von 0,1 μm bis 5,0 μm berücksichtigt. Für jede ISO-Klasse existieren spezifische Grenzwerte, deren Einhaltung regelmäßig überprüft werden muss. Die Messung erfolgt mittels spezieller Partikelzähler, die die Luft des Reinraums kontinuierlich oder in festgelegten Intervallen analysieren. Die Messparameter und -verfahren sind in der Norm genau festgelegt, um vergleichbare und zuverlässige Ergebnisse zu gewährleisten. Die Reinraumklasse bestimmt maßgeblich, welche Produktionsschritte in einem Reinraum durchgeführt werden können und welche Anforderungen an Personal, Materialien und Prozesse gestellt werden.
Welche Partikelkonzentration ist für verschiedene Reinheitsklassen zulässig?
Die zulässige Partikelkonzentration variiert erheblich zwischen den verschiedenen Reinheitsklassen. In einem Reinraum der ISO-Klasse 1, der höchsten Reinheitsstufe, dürfen beispielsweise nicht mehr als 10 Partikel pro Kubikmeter mit einer Größe ≥0,1 μm vorhanden sein. Im Vergleich dazu erlaubt ein Reinraum der ISO-Klasse 5 bereits bis zu 100.000 Partikel pro Kubikmeter der gleichen Größe. Die strengen Grenzwerte für die Partikelkonzentration in Reinräumen der ISO-Klasse 3 und darunter erfordern besonders aufwendige technische Maßnahmen zur Einhaltung. Für die Pharmazie und Biotechnologie sind häufig die GMP-Richtlinien (Good Manufacturing Practice) zusätzlich relevant, die andere Klassifizierungssysteme verwenden, die aber mit den ISO-Klassen korrelieren. Die exakten Grenzwerte für jede Reinheitsklasse sind in der Norm EN ISO 14644 detailliert aufgeführt und bilden die Grundlage für die Auslegung, den Betrieb und die Überwachung von Reinräumen. Um die Einhaltung dieser Werte zu gewährleisten, müssen regelmäßige Messungen durchgeführt und dokumentiert werden.
Welche Branchen nutzen welche Reinraumklassen?
Die Anforderungen an die Reinraumumgebung variieren stark je nach Branche und Anwendungsgebiet. In der Halbleiterindustrie werden extrem saubere Reinräume der ISO-Klassen 1 bis 3 benötigt, da selbst kleinste Partikel die winzigen Strukturen auf Mikrochips zerstören können. Die Pharmazie und Biotechnologie arbeiten oft mit Reinräumen der ISO-Klassen 5 bis 8, wobei hier zusätzlich die GMP-Richtlinien zu beachten sind, die spezifische Anforderungen an die Reinheit für die Herstellung von Arzneimitteln definieren. In den Biowissenschaften werden häufig Reinräume der ISO-Klasse 5 bis 7 eingesetzt, insbesondere bei der Arbeit mit Zellkulturen oder sensitiven biologischen Proben. Die Nanotechnologie erfordert ähnlich hohe Reinheitsstandards wie die Halbleiterfertigung, da die produzierten Strukturen im Nanometerbereich liegen. Die Medizintechnik nutzt überwiegend Reinräume der ISO-Klassen 7 und 8 für die Herstellung von Implantaten und anderen medizinischen Produkten. Auch die Präzisionsoptik und die Luft- und Raumfahrtindustrie haben spezifische Anforderungen an ihre Reinraumumgebung, die sich an den jeweiligen Produktionsanforderungen orientieren. Die Wahl der richtigen Reinraumklasse ist entscheidend für die Qualität der produzierten Produkte und die Wirtschaftlichkeit des Betriebs.
Welche Verhaltensregeln im Reinraum sind für die Einhaltung der Reinheit entscheidend?
Die Einhaltung strikter Verhaltensregeln im Reinraum ist unerlässlich, um die definierte Reinheit zu gewährleisten. Der Mensch stellt dabei die größte potenzielle Kontaminationsquelle dar, da er kontinuierlich Partikel in Form von Hautschuppen, Haaren und Atemaerosolen abgibt. Daher umfassen die Verhaltensregeln im Reinraum umfangreiche Vorgaben zum Tragen der Reinraumkleidung, zur Bewegung im Raum und zur Handhabung von Materialien. Langsame, kontrollierte Bewegungen sind ebenso wichtig wie die korrekte Schleusung in und aus dem Reinraum. Die Schulung des Personals spielt eine zentrale Rolle, um das Bewusstsein für die Bedeutung dieser Regeln zu schärfen und ihre konsequente Einhaltung sicherzustellen. Nur durch die disziplinierte Befolgung aller Verhaltensregeln kann die erforderliche Reinheit in der Reinraumumgebung dauerhaft aufrechterhalten werden.
Wie sollte Reinraumkleidung richtig angelegt und getragen werden?
Die korrekte Anwendung von Reinraumkleidung ist ein fundamentaler Aspekt, um Kontaminationen in der Reinraumumgebung zu minimieren. Je nach ISO-Klasse des Reinraums variiert die erforderliche Schutzkleidung von einfachen Kitteln bei ISO 7 bis hin zu vollständigen Reinraumanzügen mit integrierter Atemluftversorgung bei ISO 3 oder ISO 1. Das Anlegen der Reinraumkleidung erfolgt in einer genau definierten Reihenfolge in speziellen Schleusen, um eine Kreuzkontamination zu vermeiden. Zunächst werden Unterhaube, Mundschutz und Handschuhe angelegt, gefolgt von Overall oder Mantel, Überhaube und Überziehschuhen oder Reinraumschuhen. Bei höheren Reinheitsklassen kommen vollständig geschlossene Anzüge zum Einsatz, die keine Partikel nach außen abgeben. Die Materialien der Reinraumkleidung sind speziell für den Einsatz im Reinraum konzipiert und geben selbst kaum Partikel ab. Sie bestehen aus synthetischen Fasern, die regelmäßig speziellen Reinigungsprozessen unterzogen werden. Die richtige Trage- und Wechselfrequenz der Reinraumkleidung ist ebenfalls entscheidend, da auch die beste Schutzkleidung mit der Zeit kontaminiert wird. Die Einhaltung dieser Vorgaben ist ein wesentlicher Bestandteil der Qualitätssicherung in der gesamten Reinraumumgebung.
Welche Schulung benötigen Mitarbeiter für die Arbeit im Reinraum?
Eine gründliche Schulung der Mitarbeiter ist unerlässlich für die erfolgreiche Arbeit im Reinraum. Die Schulungsinhalte umfassen sowohl theoretische Grundlagen zur Reinraumtechnik als auch praktische Übungen zum korrekten Verhalten in der kontrollierten Umgebung. Zu den Kernthemen gehören die Prinzipien der Reinraumklassifizierung nach EN ISO 14644, die korrekte An- und Ablage der Reinraumkleidung, die Grundlagen der Strömungsprinzipien und deren Bedeutung für die Partikelkonzentration sowie spezifische Verhaltensregeln im Reinraum. Die Schulung muss auch die Sensibilisierung für potenzielle Kontaminationsquellen und deren Minimierung beinhalten. Besonders wichtig ist das Verständnis dafür, dass der Mensch die Hauptquelle für Verunreinigungen darstellt. Regelmäßige Auffrischungsschulungen sind notwendig, um das Bewusstsein für die strengen Anforderungen wachzuhalten und neue Erkenntnisse zu vermitteln. Darüber hinaus sollten branchenspezifische Anforderungen wie GMP-Richtlinien in der Pharmazie oder spezielle Vorgaben in den Biowissenschaften Teil des Schulungsprogramms sein. Eine effektive Schulung verbessert nicht nur die Einhaltung der Reinheitsklassen, sondern trägt auch zur Steigerung der Produktqualität und zur Reduzierung von Ausschuss bei.
Wie können Kontaminationen durch Personal minimiert werden?
Um Kontaminationen durch Personal in der Reinraumumgebung zu minimieren, ist ein umfassendes Konzept erforderlich. Da Menschen die größte Quelle für Partikel im Reinraum darstellen, müssen klare Verhaltensregeln im Reinraum implementiert und strikt eingehalten werden. Zu den wichtigsten Maßnahmen gehört das Tragen der korrekten Reinraumkleidung, die je nach Reinraumklasse unterschiedlich umfangreich sein kann. Kontrollierte, langsame Bewegungen reduzieren die Aufwirbelung von Partikeln und sollten Teil der Schulung sein. Die Anzahl der Personen im Reinraum sollte auf das notwendige Minimum beschränkt werden, da jede zusätzliche Person die Partikelbelastung erhöht. Spezielle Schleusen mit Luftduschen oder Klebefolien zum Entfernen von Partikeln auf der Oberfläche der Kleidung sind weitere wichtige Elemente. Persönliche Hygienemaßnahmen wie häufiges Händewaschen und der Verzicht auf Kosmetika reduzieren ebenfalls das Kontaminationsrisiko. Die Optimierung der Luftströmung kann gezielt eingesetzt werden, um vom Personal ausgehende Partikel abzuführen, besonders wenn mit laminarer Strömung oder Verdrängungsströmung gearbeitet wird. Regelmäßige Schulungen und Refresher-Kurse sensibilisieren das Personal für die Bedeutung ihres Verhaltens und tragen zur Minimierung der Kontamination bei.
Wie funktionieren Strömungsprinzipien in Reinräumen zur Kontrolle der Partikelkonzentration in der Luft?
Strömungsprinzipien spielen eine zentrale Rolle bei der Kontrolle der Partikelkonzentration in Reinräumen. Die Art der Luftströmung hat einen direkten Einfluss darauf, wie effektiv Partikel aus dem Arbeitsbereich entfernt werden können. In modernen Reinräumen kommen hauptsächlich zwei Strömungsprinzipien zum Einsatz: die laminare Strömung (auch „Laminar Flow“ genannt) und die turbulente Strömung. Das Prinzip der Luftströmung wird gezielt eingesetzt, um Partikel kontinuierlich aus dem Reinraum zu entfernen und so die geforderte Reinheitsklasse aufrechtzuerhalten. Die Wahl des geeigneten Strömungsprinzips hängt von der erforderlichen ISO-Klasse und den spezifischen Anforderungen der jeweiligen Branche ab. Hochreine Bereiche in der Halbleiterindustrie oder Biowissenschaften verwenden meist laminare Strömung, während weniger kritische Bereiche der ISO-Klassen 7 bis 9 oft mit turbulenter Strömung ausgestattet sind.
Was ist der Unterschied zwischen turbulenter und laminarer Strömung?
Der fundamentale Unterschied zwischen turbulenter und laminarer Strömung liegt in der Art, wie die Luft durch den Reinraum geführt wird. Bei der laminaren Strömung, auch als Verdrängungsströmung oder „Laminar Flow“ bezeichnet, bewegt sich die Luft in parallelen Schichten mit konstanter Geschwindigkeit, typischerweise von oben nach unten oder horizontal von einer Seite zur anderen. Diese gerichtete Strömung sorgt dafür, dass Partikel direkt aus dem Arbeitsbereich entfernt werden, ohne dass sie in andere Bereiche des Reinraums gelangen. Laminare Strömungen finden vor allem in Reinräumen höherer Reinheitsklassen (ISO 1 bis ISO 5) Anwendung, da sie eine sehr effektive Partikelkontrolle ermöglichen.
Q: Was genau versteht man unter einem Reinraum und wie werden Reinräume in der Fertigung eingesetzt?
A: Ein Reinraum ist eine kontrollierte Umgebung, in der die Konzentration luftgetragener Partikel reguliert wird, um Kontaminationen zu minimieren. Reinräume in der Fertigung sind essentiell für Branchen wie Halbleiter, Pharma und Biotechnologie, wo bereits kleinste Verunreinigungen zu Produktfehlern führen können. Die Reinheit der Luft wird durch spezielle Filtersysteme gewährleistet, während Parameter wie Temperatur, Luftfeuchtigkeit und Druck konstant überwacht werden. Nach ISO 14644-1 definiert werden Reinräume in verschiedene Klassen eingeteilt, abhängig von der maximal zulässigen Partikelanzahl pro Kubikmeter Luft.
Q: Welche ISO-Klassifizierungen gibt es für Reinräume und was bedeuten sie?
A: Die ISO 14644-1 definiert neun Reinraumklassen (ISO-Klasse 1 bis 9), wobei ISO-Klasse 1 die höchste Reinheitsstufe darstellt. Jede Klasse legt die maximale Partikelanzahl pro Kubikmeter Luft fest. Beispielsweise darf ein ISO-Klasse 5 Reinraum maximal 3.520 Partikel (≥0,5 µm) pro Kubikmeter enthalten. Die Klassifizierung bestimmt, welche Produktionsprozesse in einem Reinraum durchgeführt werden können. In der Halbleiterindustrie sind oft ISO-Klassen 1-3 erforderlich, während pharmazeutische Anwendungen häufig ISO-Klassen 5-8 nutzen. Die regelmäßige Überprüfung und Zertifizierung der Reinraumsauberkeit ist ein wesentlicher Teil des Qualitätsmanagements.
Q: Wie funktioniert die Luftströmung in einem Reinraum und was ist „Laminar Flow“?
A: In Reinräumen gibt es zwei Hauptprinzipien der Luftströmung: Laminar Flow (auch „Einrichtungsströmung“ genannt) und turbulente Strömung (Verdünnungsströmung). Beim Laminar Flow bewegt sich die Luft gleichmäßig in eine Richtung, typischerweise von der Decke zum Boden, wodurch Partikel effektiv aus dem Arbeitsbereich entfernt werden. Diese Methode bietet die höchste Reinheit und wird in kritischen Bereichen eingesetzt. Bei der turbulenten Strömung wird gefilterte Luft in den Reinraum eingeführt und erzeugt eine kontinuierliche Verdünnung von Kontaminationen. Die Wahl des Luftstromsystems hängt von den spezifischen Anforderungen an Reinräume ab und beeinflusst maßgeblich den Aufbau und Betrieb der Reinraumtechnik.
Q: Welche GMP-Richtlinien müssen in Reinräumen der Biowissenschaften und Biotechnologie beachtet werden?
A: In den Biowissenschaften und der Biotechnologie müssen Reinräume den Good Manufacturing Practice (GMP) Richtlinien entsprechen. Diese regeln die Produktionsprozesse, Dokumentation, Personalqualifikation und Qualitätssicherung. Für Reinraumbedingungen bedeutet dies spezifische Anforderungen an Luftreinheit, Oberflächenbeschaffenheit, Materialien und Dekontaminationsverfahren. Personal muss speziell geschult sein und strenge Hygieneprotokolle befolgen. Die GMP-Einhaltung wird durch regelmäßige Audits überprüft. Besonders in der Arzneimittelherstellung ist die Einhaltung dieser Richtlinien rechtlich vorgeschrieben, um die Produktqualität und Patientensicherheit zu gewährleisten. Die Implementierung dieser Standards erfordert erhebliche Investitionen in Infrastruktur und Mitarbeiterschulung.
Q: Wie sollte sich Personal verhalten, wenn sie einen Reinraum betreten?
A: Bevor Personal den Reinraum betritt, muss es spezielle Reinraumkleidung anlegen, die je nach Reinheitsklasse von einfachen Kitteln bis zu Vollschutzanzügen reichen kann. Der Anziehvorgang erfolgt in Schleusen mit definierter Reihenfolge. Schmuck, Make-up und persönliche Gegenstände sind verboten. Im Reinraum selbst gelten strenge Verhaltensregeln: langsame, kontrollierte Bewegungen, minimale Sprechaktivität und geplante Arbeitsabläufe, damit Verunreinigungen minimiert werden. Sämtliche Materialien, die in den Reinraum eingebracht werden, müssen vorher gereinigt oder sterilisiert werden. Das Verhalten des Personals ist entscheidend für die Aufrechterhaltung der Reinraumstandards und wird durch regelmäßige Schulungen sichergestellt.
Q: Welche Arten von modularen Reinraumlösungen gibt es und wann werden sie eingesetzt?
A: Modulare Reinraumlösungen bieten flexible Alternativen zu fest installierten Reinräumen. Sie umfassen Softwall-Reinräume mit Vorhängen, Hardwall-Systeme mit festen Paneelen und mobile Reinraumeinheiten. Diese modularen Reinraumlösungen sind besonders vorteilhaft bei temporären Projekten, begrenztem Platzangebot oder wenn schnelle Implementierung erforderlich ist. Sie können an veränderte Anforderungen angepasst oder bei Bedarf erweitert werden. In der Nanotechnologie und bei spezialisierten Forschungsprojekten werden häufig modulare Lösungen eingesetzt, wenn die Infrastruktur für einen permanenten Reinraum nicht gerechtfertigt ist. Der Kostenvorteil und die schnelle Installation machen sie zu einer praktischen Alternative, wobei sie dennoch die notwendigen Reinraumanforderungen erfüllen können.
Q: Welche Parameter werden in einer kontrollierten Reinraumumgebung überwacht?
A: In einer kontrollierten Reinraumumgebung werden zahlreiche Parameter kontinuierlich überwacht. Dazu gehören die Partikelanzahl in verschiedenen Größenklassen, Luftwechselrate, Temperatur, relative Luftfeuchtigkeit, Differenzdruck zwischen Räumen, mikrobiologische Belastung und bei Bedarf chemische Kontaminanten. Moderne Reinraumtechnik verwendet automatisierte Überwachungssysteme mit Echtzeit-Alarmfunktionen. Die Datenaufzeichnung ist oft gesetzlich vorgeschrieben und dient als Nachweis für die Einhaltung der definierten Reinraumbedingungen. Die regelmäßige Kalibrierung der Messgeräte und Validierung der Überwachungssysteme sind wichtige Bestandteile des Qualitätsmanagements. Je nach Branche und Anwendung können zusätzliche spezifische Parameter relevant sein.
Q: Wie werden Reinräume gereinigt und welche speziellen Reinigungsmittel werden verwendet?
A: Die Reinigung von Reinräumen erfolgt nach validierten Protokollen, die sicherstellen, dass keine zusätzlichen Kontaminationen eingebracht werden. Es werden spezielle Reinigungsmittel verwendet, die rückstandsfrei verdunsten und keine Partikel generieren. Häufig kommen sterile Reinigungslösungen mit kontrolliertem pH-Wert, isopropylalkoholbasierte Desinfektionsmittel und spezielle Reinraumtücher zum Einsatz. Die Reinigungsgeräte selbst müssen reinraumtauglich sein. Je nach Reinraumklasse wird zwischen täglicher Oberflächenreinigung, wöchentlicher Grundreinigung und periodischer Tiefenreinigung unterschieden. Das Reinigungspersonal benötigt eine spezielle Ausbildung und muss die gleichen Reinraumprotokolle wie Produktionsmitarbeiter befolgen. Die Wirksamkeit der Reinigung wird durch regelmäßige Umgebungskontrollen überprüft.
Q: Welche Branchen nutzen Reinraumanwendungen und warum ist die Sauberkeit dort entscheidend?
A: Reinraumanwendungen finden sich in zahlreichen Branchen: In der Halbleiterindustrie können bereits nanometergroße Partikel Schaltkreise beschädigen. Die Pharmaindustrie benötigt sterile Bedingungen für Medikamente. In der Biotechnologie und Biowissenschaften sind kontaminationsfreie Umgebungen für Zellkulturen und biologische Prozesse essentiell. Die Nanotechnologie erfordert höchste Reinheit für Präzisionsprozesse. Medizintechnik, Lebensmittelverarbeitung, Raumfahrttechnik und Optik sind weitere Anwendungsgebiete. Die Sauberkeit ist in diesen Branchen entscheidend für Produktqualität, Funktionalität, Sicherheit und Haltbarkeit. Kontaminationen können zu Produktversagen, Rückrufen oder sogar Gesundheitsrisiken führen. Die Anforderungen an Reinräume variieren je nach Branche und spezifischer Anwendung.
GMP-konformes Reinraum-Monitoring: Zuverlässige Überwachung nach DIN EN ISO 14698
Im Bereich der sterilen Fertigung und der Herstellung sensibler Produkte ist ein zuverlässiges Reinraum-Monitoring unerlässlich. Die kontinuierliche Überwachung der Umgebungsbedingungen in Reinräumen stellt sicher, dass die Produktion gemäß GMP-Anforderungen erfolgt und die Produktqualität durchgehend gewährleistet ist. Dieser Artikel beleuchtet die wesentlichen Aspekte des GMP-konformen Reinraum-Monitorings und erläutert die relevanten Normen wie die DIN EN ISO 14698.
Was ist Reinraum-Monitoring und warum ist es für GMP-Umgebungen wichtig?
Definition des Reinraum-Monitorings im GMP-Kontext
Reinraum-Monitoring bezeichnet die systematische und kontinuierliche Überwachung aller kritischen Parameter in Reinraumumgebungen. Im GMP-Umfeld (Good Manufacturing Practice) ist diese Überwachung ein integraler Bestandteil des Qualitätssicherungssystems. Das Monitoring umfasst die regelmäßige Erfassung, Dokumentation und Bewertung verschiedener Messgrößen wie Partikelkonzentration, mikrobiologische Belastung und physikalische Parameter. Diese kontinuierliche Überwachung stellt sicher, dass die definierten Reinheitsklassen gemäß ISO-Standards eingehalten werden und somit die aseptische Herstellung von sensiblen Produkten wie Arzneimitteln gewährleistet ist. Ein modernes Monitoringsystem erfasst dabei nicht nur Momentaufnahmen, sondern ermöglicht durch automatisierte Sensorik eine lückenlose Aufzeichnung und Visualisierung aller prozessrelevanten Daten im Reinraum.
Rechtliche Anforderungen an die Reinraum-Überwachung
Die rechtlichen Anforderungen an das Reinraum-Monitoring sind in verschiedenen Regularien und Normen festgelegt. Grundlegend sind hier die GMP-Richtlinien, insbesondere der Annex 1 für sterile Arzneimittelherstellung, sowie die DIN EN ISO 14698 für die mikrobiologische Überwachung. Ergänzend dazu definiert die ISO 14644-1 die Klassifizierung von Reinräumen und legt entsprechende Grenzwerte für Partikelkonzentrationen fest. Für Hersteller, die auf dem US-amerikanischen Markt aktiv sind, ist zudem die Einhaltung der FDA-Vorgaben unerlässlich, wobei besonders die FDA 21 CFR Part 11 für elektronische Aufzeichnungen und elektronische Signaturen relevant ist. Diese Regularien fordern ein lückenloses Monitoring-System, das alle kritischen Parameter kontinuierlich überwacht und dokumentiert. Die Datenintegrität muss dabei jederzeit gewährleistet sein, was eine entsprechende Validierung des Monitoring-Systems gemäß GMP erfordert. Zudem müssen regelmäßige Kalibrierungen der eingesetzten Messgeräte und Partikelzähler nachgewiesen werden können, um die Zuverlässigkeit der erhobenen Daten sicherzustellen.
Risiken bei mangelhaftem Monitoring in Reinräumen
Ein mangelhaftes Reinraum-Monitoring kann gravierende Folgen für die Produktqualität und Patientensicherheit haben. Ohne zuverlässige Überwachung steigt das Risiko unentdeckter Kontaminationen erheblich an. Besonders in der aseptischen Fertigung von Arzneimitteln kann dies zu mikrobiologischen Verunreinigungen führen, die schwerwiegende gesundheitliche Folgen für Patienten haben können. Zudem drohen bei Verstößen gegen GMP-Anforderungen behördliche Sanktionen, Produktrückrufe und Imageschäden. Ein unzureichendes Monitoring-System kann auch zu fehlerhaften Entscheidungen im Manufacturing-Prozess führen, da wichtige Prozessparameter nicht korrekt erfasst oder interpretiert werden. Besonders kritisch sind unentdeckte Schwankungen im Differenzdruck zwischen verschiedenen Reinraumzonen, da hierdurch Kontaminationen von weniger reinen in reinere Bereiche gelangen können. Auch der Ausfall von Sensoren oder Partikelzählern ohne entsprechende Alarmfunktionen stellt ein erhebliches Risiko dar. Die mangelnde oder fehlerhafte Dokumentation kann zudem bei Audits oder behördlichen Inspektionen zu Beanstandungen führen und im schlimmsten Fall den Entzug von Produktionsgenehmigungen nach sich ziehen.
Welche Parameter müssen beim kontinuierlichen Reinraum-Monitoring überwacht werden?
Partikelmonitoring gemäß ISO-Klassifizierung
Das Partikelmonitoring bildet einen zentralen Bestandteil des Reinraum-Monitorings und richtet sich nach den Vorgaben der ISO 14644-1, welche die Reinraumklassen definiert. Die kontinuierliche Überwachung der Partikelkonzentration erfolgt mittels kalibrierter Partikelzähler, die strategisch im Reinraum positioniert werden. Diese Messgeräte erfassen sowohl die Anzahl als auch die Größe der luftgetragenen Partikel und liefern Echtzeit-Daten an das zentrale Monitoring-System. Die Messfrequenz und Probenahmepunkte variieren je nach ISO-Klasse des Reinraums, wobei in kritischeren Bereichen (ISO Klasse 5 oder besser) eine höhere Überwachungsdichte erforderlich ist. GMP-konforme Monitoring-Systeme müssen dabei zwischen lebensfähigen und nicht-lebensfähigen Partikeln unterscheiden können, um eine vollständige Risikobewertung zu ermöglichen. Die automatische Datenerfassung ermöglicht eine kontinuierliche Trendanalyse der Partikelkonzentration, wodurch sich Veränderungen frühzeitig erkennen lassen, noch bevor Grenzwerte überschritten werden. Moderne Partikelzähler können zudem mit Alarmfunktionen ausgestattet werden, die bei Überschreitung definierter Warn- und Aktionsgrenzen sofortige Benachrichtigungen auslösen und so ein schnelles Eingreifen ermöglichen.
Mikrobiologisches Monitoring nach DIN EN ISO 14698
Das mikrobiologische Monitoring gemäß DIN EN ISO 14698 ist ein weiterer essenzieller Bestandteil des GMP-konformen Reinraum-Monitorings, besonders in Bereichen der aseptischen Fertigung. Diese Norm legt Verfahren zur Bewertung und Kontrolle der mikrobiologischen Biobelastung in Reinräumen fest. Im Gegensatz zum Partikelmonitoring erfolgt die mikrobiologische Überwachung häufig nicht kontinuierlich, sondern nach einem festgelegten Probenahmeplan. Dabei kommen verschiedene Methoden zum Einsatz: Luftkeimsammler zur Erfassung luftgetragener Mikroorganismen, Abklatschplatten für Oberflächen und Kontaktproben für Personal und Materialien. Die Probenanalyse erfolgt nach standardisierten mikrobiologischen Verfahren, deren Ergebnisse dokumentiert und mit den festgelegten Grenzwerten verglichen werden. Besonders in GMP-Umgebungen ist die Identifizierung der gefundenen Mikroorganismen wichtig, um potenzielle Kontaminationsquellen zu identifizieren und geeignete Korrekturmaßnahmen einzuleiten. Ein umfassendes Monitoring-System integriert auch diese mikrobiologischen Daten in die Gesamtbewertung der Reinraumumgebung und ermöglicht so eine ganzheitliche Betrachtung aller qualitätsrelevanten Parameter im Manufacturing-Prozess. Die Einhaltung der DIN EN ISO 14698 stellt sicher, dass die mikrobiologische Kontrolle systematisch und nach wissenschaftlich fundierten Methoden erfolgt.
Physikalische Parameter wie Temperatur, Luftfeuchtigkeit und Differenzdruck
Neben der Partikel- und mikrobiologischen Überwachung spielen physikalische Parameter eine wesentliche Rolle beim GMP-konformen Reinraum-Monitoring. Zu den zentralen Messgrößen zählen Temperatur, relative Luftfeuchtigkeit und der Differenzdruck zwischen verschiedenen Reinraumzonen. Die Temperaturüberwachung ist besonders für temperatursensible Produkte und Prozesse relevant, während die Kontrolle der Luftfeuchtigkeit elektrostatische Aufladungen und mikrobielles Wachstum beeinflussen kann. Der Differenzdruck zwischen angrenzenden Reinräumen verschiedener Klassifizierung stellt einen der kritischsten Parameter dar, da er die Strömungsrichtung der Luft bestimmt und somit verhindert, dass Kontaminationen von weniger reinen in reinere Bereiche gelangen. Für all diese Parameter werden im Rahmen der Qualifizierung spezifische Grenzwerte festgelegt, die kontinuierlich überwacht werden müssen. Moderne Monitoring-Systeme setzen hierfür kalibrierte Sensoren ein, die in Echtzeit Daten liefern und in das zentrale Überwachungssystem einspeisen. Die Sensoren müssen dabei strategisch positioniert werden, um repräsentative Messwerte zu gewährleisten. Besonders wichtig ist die Kalibrierung dieser Messgeräte in regelmäßigen Intervallen, um deren Zuverlässigkeit und Genauigkeit sicherzustellen. Ein umfassendes GMP-Monitoring berücksichtigt zudem Wechselwirkungen zwischen den verschiedenen physikalischen Parametern und ermöglicht so eine ganzheitliche Beurteilung der Reinraumbedingungen.
Wie funktioniert ein automatisiertes Reinraum-Monitoring-System?
Komponenten eines modernen Monitoring-Systems für Reinräume
Ein modernes automatisiertes Reinraum-Monitoring-System besteht aus mehreren integrierten Komponenten, die zusammen eine lückenlose Überwachung gemäß GMP gewährleisten. Den Kern bildet ein Netzwerk aus präzisen Sensoren und Messgeräten, darunter Partikelzähler für die kontinuierliche Erfassung der Luftreinheit, Drucksensoren zur Überwachung des Differenzdrucks zwischen Reinraumzonen sowie Sensoren für Temperatur und Luftfeuchtigkeit. Diese Messeinrichtungen sind über ein validiertes Datennetzwerk mit einer zentralen Monitoring-Software verbunden, die eine Echtzeiterfassung aller relevanten Parameter ermöglicht. Die Software stellt das Herzstück des Systems dar und muss den strengen Anforderungen der FDA 21 CFR Part 11 entsprechen, insbesondere hinsichtlich Datensicherheit und Audit-Trail. Für die mikrobiologische Überwachung gemäß DIN EN ISO 14698 können automatische Probenehmer integriert werden, die nach festgelegten Zeitplänen Proben entnehmen. Zusätzlich umfasst ein modernes Monitoring-System Alarmmodule, die bei Grenzwertüberschreitungen sofortige Benachrichtigungen auslösen, sowie Visualisierungskomponenten, die dem Bedienpersonal einen schnellen Überblick über alle Prozessparameter ermöglichen. Die Systemarchitektur muss dabei so gestaltet sein, dass sie den spezifischen Anforderungen des jeweiligen Reinraums und der darin stattfindenden Manufacturing-Prozesse gerecht wird und gleichzeitig flexibel genug ist, um bei Bedarf erweitert oder angepasst werden zu können.
Vorteile der kontinuierlichen Datenerfassung mit Partikelzählern
Die kontinuierliche Datenerfassung mittels Partikelzählern bietet im Vergleich zu stichprobenartigen Messungen erhebliche Vorteile für ein zuverlässiges Reinraum-Monitoring. Durch die permanente Überwachung können kurzfristige Schwankungen der Partikelkonzentration sofort erkannt werden, was bei periodischen Messungen nicht möglich wäre. Dies ist besonders in GMP-Umgebungen von Bedeutung, wo selbst kurzzeitige Grenzwertüberschreitungen die Produktqualität beeinträchtigen können. Moderne Partikelzähler ermöglichen eine Echtzeitvisualisierung der Reinraumbedingungen und erlauben so eine unmittelbare Reaktion auf Veränderungen. Die automatische Aufzeichnung aller Messwerte schafft zudem eine lückenlose Dokumentation, die bei behördlichen Inspektionen oder im Rahmen von Audits vorgelegt werden kann. Ein weiterer wichtiger Vorteil ist die Möglichkeit zur Trendanalyse: Durch die kontinuierliche Erfassung können langfristige Entwicklungen der Partikelbelastung identifiziert werden, noch bevor kritische Grenzwerte erreicht werden. Dies ermöglicht präventive Maßnahmen und unterstützt die kontinuierliche Verbesserung der Reinraumbedingungen. Zudem reduziert die Automatisierung das Risiko menschlicher Fehler bei der Datenerfassung und -interpretation. Die Integration in ein umfassendes Monitoring-System erlaubt außerdem die Korrelation mit anderen Prozessparametern wie Differenzdruck oder Personalbewegungen, wodurch potenzielle Kontaminationsquellen leichter identifiziert werden können.
Integration von Alarmfunktionen bei Grenzwertüberschreitungen
Ein wesentlicher Bestandteil jedes GMP-konformen Monitoring-Systems ist die Integration zuverlässiger Alarmfunktionen, die bei Überschreitung definierter Grenzwerte automatisch ausgelöst werden. Diese Alarmfunktionen bilden die Brücke zwischen der kontinuierlichen Datenerfassung und der notwendigen Reaktion des Bedienpersonals auf kritische Situationen im Reinraum. Moderne Monitoringsysteme unterscheiden dabei zwischen Warn- und Aktionsgrenzen: Während Warnalarme auf potenzielle Probleme hinweisen und eine erhöhte Aufmerksamkeit erfordern, signalisieren Aktionsalarme unmittelbaren Handlungsbedarf, um die Produktqualität zu sichern.
Q: Warum ist ein Reinraum Monitoring System wichtig für die Herstellung von Arzneimitteln?
A: Ein Reinraum Monitoring System ist für die pharmazeutische Industrie unerlässlich, da es die Einhaltung strenger Qualitätsstandards sicherstellt. Bei der Herstellung von Arzneimitteln müssen kritische Parameter wie Luftfeuchte, Temperatur und die Konzentration luftgetragener Partikel kontinuierlich überwacht werden. Dies gewährleistet, dass die Produktion in kontrollierten Umgebungen stattfindet und die hohen Anforderungen der Arzneimittelherstellung erfüllt werden. Ein zuverlässiges Monitoring System unterstützt somit direkt die Qualitätsüberwachung und hilft, regulatorische Vorgaben einzuhalten.
Q: Welche Normen sind für die Reinraum Qualifizierung besonders relevant?
A: Für die Reinraum Qualifizierung sind insbesondere die ISO 14644-2 sowie die VDI-Richtlinien maßgebend. Diese Standards definieren die Anforderungen an die regelmäßige Überprüfung und Dokumentation von Reinraumbedingungen. Zusätzlich spielen im pharmazeutischen Bereich die GAMP-Richtlinien (Good Automated Manufacturing Practice) eine wichtige Rolle, ebenso wie die FDA 21 CFR Part 11 für elektronische Signaturen und Aufzeichnungen. Diese Normen beschreiben detailliert, wie Raumkonditionen zu überwachen, Daten manipulationssicher zu erfassen und zu speichern sind, und bilden damit den Leitfaden für ein gesetzeskonformes Reinraum Monitoring.
Q: Welche Funktionen sollte eine moderne Reinraum Monitoring-Software bieten?
A: Eine moderne Monitoring-Software für Reinräume sollte mehrere Schlüsselfunktionen bieten: Sie muss in der Lage sein, Daten von verschiedenen Messstellen in Echtzeit zu erfassen und zu verarbeiten. Wesentlich ist auch ein zuverlässiges Alarmsystem, das bei Grenzwertüberschreitungen sofort Warnungen und Alarme auslöst. Die Software sollte modular aufgebaut sein, um an spezifische Anforderungen angepasst werden zu können. Ein lückenloser Audit-Trail zur Nachverfolgung aller Änderungen ist essenziell, ebenso wie die Möglichkeit zur Generierung automatisierter Berichte. Wichtig sind auch sichere Schnittstellen zu anderen Systemen und die manipulationssichere Speicherung großer Datenmengen gemäß regulatorischen Anforderungen der Pharma-Industrie.
Q: Was ist ein Audit-Trail und warum ist er für das Reinraum Monitoring wichtig?
A: Ein Audit-Trail ist eine chronologische, unveränderbare Aufzeichnung aller Aktivitäten und Änderungen innerhalb eines Monitoring-Systems. Er ist für das Reinraum Monitoring von entscheidender Bedeutung, da er lückenlos dokumentiert, wer wann welche Änderungen an Systemeinstellungen, Grenzwerten oder Daten vorgenommen hat. Dies ermöglicht die Nachverfolgung von Verantwortlichkeiten und stellt sicher, dass alle Daten manipulationssicher erfasst und gespeichert werden. Besonders im regulierten Umfeld der Pharma-Industrie ist der Audit-Trail unverzichtbar, um bei Inspektionen und Audits die Integrität des Überwachungssystems nachweisen zu können und den Anforderungen der 21 CFR Part 11 für elektronische Signaturen zu entsprechen.
Q: Wie unterscheiden sich manuelle und automatisierte Reinraum Monitoring Systeme?
A: Manuelle und automatisierte Reinraum Monitoring Systeme unterscheiden sich grundlegend in ihrer Funktionsweise und Zuverlässigkeit. Bei manuellen Systemen werden Messungen durch Personal in festgelegten Intervallen durchgeführt und dokumentiert. Dies ist arbeitsintensiv, fehleranfällig und bietet nur Momentaufnahmen der Raumkonditionen. Automatisierte Systeme wie das Briem Monitoring hingegen erfassen kontinuierlich Daten über kalibrierte Sensoren, verarbeiten diese in Echtzeit und speichern sie manipulationssicher. Sie bieten automatische Alarmierung bei Grenzwertüberschreitungen und generieren ohne menschliches Zutun Berichte. Während manuelle Systeme für einfache Anwendungen ausreichen können, sind für die streng regulierte Herstellung von Arzneimitteln automatisierte Systeme unverzichtbar, da sie durchgängige Überwachung und lückenlose Dokumentation gewährleisten.
Q: Welche Parameter werden typischerweise beim Reinraum Monitoring überwacht?
A: Beim Reinraum Monitoring werden in erster Linie Parameter überwacht, die die Qualität der kontrollierten Umgebungen sicherstellen. Zu den wichtigsten zählen die Konzentration luftgetragener Partikel verschiedener Größenklassen gemäß ISO 14644, Differenzdrücke zwischen angrenzenden Räumen, Temperatur und Luftfeuchte sowie Luftströmungsgeschwindigkeiten. Je nach Anwendungsbereich können auch mikrobiologische Kontaminationen, VOCs (flüchtige organische Verbindungen), Beleuchtungsstärke oder spezielle Gase überwacht werden. Für pharmazeutische Reinräume sind zusätzlich oft Parameter wie Personenbewegungen, Türstatus und Anlagenzustände relevant. Die genaue Auswahl der zu überwachenden Parameter wird im Pflichtenheft spezifiziert und richtet sich nach den regulatorischen Anforderungen und dem spezifischen Herstellungsprozess.
Q: Wie oft sollte die Wartung eines Reinraum Monitoring Systems erfolgen?
A: Die Wartung eines Reinraum Monitoring Systems sollte gemäß einem klar definierten Wartungsplan erfolgen, der sich an den Herstellervorgaben, regulatorischen Anforderungen und der Kritikalität der überwachten Prozesse orientiert. Typischerweise umfasst dies eine regelmäßige präventive Wartung in Intervallen von 6-12 Monaten. Sensoren und Messgeräte müssen entsprechend ihrer Spezifikation regelmäßig kalibriert werden, meist jährlich oder halbjährlich. Software-Updates sollten nach einem kontrollierten Change-Management-Prozess implementiert werden. Bei Systemen zur Überwachung kritischer Parameter in der Herstellung von Arzneimitteln kann eine häufigere Überprüfung erforderlich sein. Ein umfassendes Wartungskonzept mit dokumentierten Prüfungen ist essenziell, um die Zuverlässigkeit des Systems langfristig zu gewährleisten und den Anforderungen von Audits zu entsprechen.
Q: Welche Vorteile bietet ein modulares Reinraum Monitoring System?
A: Ein modulares Reinraum Monitoring System bietet zahlreiche Vorteile: Es kann flexibel an die spezifischen Anforderungen eines Unternehmens angepasst werden und ermöglicht eine schrittweise Erweiterung der überwachten Parameter und Messstellen. Durch den modularen Aufbau können Unternehmen zunächst mit einem Basissystem beginnen und dieses bei Bedarf um zusätzliche Funktionen ergänzen. Dies reduziert die Anfangsinvestition und erlaubt eine bedarfsgerechte Skalierung. Zudem können bei modularen Systemen einzelne Komponenten bei technologischen Neuerungen oder geänderten Anforderungen ausgetauscht werden, ohne das Gesamtsystem ersetzen zu müssen. In kontrollierten Umgebungen der Pharma-Industrie bietet dies den Vorteil, dass nur die geänderten Module neu qualifiziert werden müssen, was Zeit und Kosten spart und gleichzeitig die regulatorische Compliance sicherstellt.
Q: Wie unterstützt ein Reinraum Monitoring System die Vorbereitung auf behördliche Inspektionen?
A: Ein professionelles Reinraum Monitoring System unterstützt die Vorbereitung auf behördliche Inspektionen maßgeblich, indem es lückenlose, manipulationssicher erfasste und gespeicherte Daten über alle relevanten Reinraumparameter bereitstellt. Durch die kontinuierliche Überwachung und Dokumentation der Raumkonditionen können Unternehmen jederzeit nachweisen, dass die Produktion unter kontrollierten, spezifizierten Bedingungen stattfindet. Die automatische Generierung von Berichten, Trendanalysen und Abweichungsprotokollen ermöglicht eine effiziente Datenauswertung und -präsentation während der Inspektion. Ein vollständiger Audit-Trail dokumentiert alle Systemaktivitäten und erfüllt die Anforderungen der 21 CFR Part 11 für elektronische Signaturen. Durch die systematische Erfassung von Warnungen und Alarmen sowie der daraus resultierenden Korrekturmaßnahmen demonstriert das Unternehmen zudem sein aktives Qualitätsmanagement, was bei Inspektionen in der pharmazeutischen Industrie besonders positiv bewertet wird.
Autoklaven für die Lebensmittelindustrie: Verpackte Lebensmittel sicher autoklavieren
In der modernen Lebensmittelindustrie spielen Autoklaven eine entscheidende Rolle bei der Gewährleistung von Lebensmittelsicherheit und Haltbarkeit. Diese speziellen Geräte ermöglichen es, verpackte Lebensmittel thermisch zu behandeln und dabei unerwünschte Mikroorganismen abzutöten. Von Konserven bis hin zu Fertiggerichten – Autoklaven für Lebensmittel bieten vielseitige Anwendungsmöglichkeiten und tragen maßgeblich zur sicheren Produktion und längeren Haltbarkeit bei.
Was sind Autoklaven und wie werden sie in der Lebensmittelindustrie eingesetzt?
Definition und Funktionsweise von Autoklaven
Ein Autoklav ist ein druckfester Behälter, der zur thermischen Behandlung von Produkten unter Druck verwendet wird. In der Lebensmittelindustrie dienen Autoklaven primär zum Sterilisieren von verpackten Lebensmitteln. Die Funktionsweise basiert auf dem Prinzip, dass unter erhöhtem Druck Wasser oder Dampf Temperaturen über 100°C erreichen kann, ohne zu verdampfen. Typischerweise arbeiten Lebensmittel-Autoklaven mit Temperaturen zwischen 115°C und 135°C. Diese hohen Temperaturen ermöglichen es, Mikroorganismen zuverlässig abzutöten und die Produkte haltbar zu machen. Der Prozess des Autoklavierens erfolgt in mehreren Phasen: zunächst wird der Autoklav mit den verpackten Lebensmitteln beschickt, dann wird Dampf eingeleitet, der die Luft verdrängt. Anschließend wird der Druck erhöht, die Sterilisationstemperatur erreicht und für eine vorbestimmte Zeit gehalten. Zuletzt erfolgt die Abkühlphase, bei der manche Autoklaven einen Gegendruck aufbauen, um ein Bersten der Verpackungen zu vermeiden.
Hauptanwendungen von Autoklaven in der Lebensmittelindustrie
Die Anwendung von Autoklaven in der Lebensmittelindustrie ist vielfältig und umfasst zahlreiche Produktkategorien. Eine der klassischsten Anwendungen ist die Herstellung von Konserven und Fertiggerichten. Hier werden Vollkonserven durch das Autoklavieren haltbar gemacht, wobei die thermische Behandlung sicherstellt, dass pathogene Keime vollständig abgetötet werden. Besonders bei niedrigsauren Lebensmitteln mit einem pH-Wert über 4,5 ist die Sterilisation im Autoklav unerlässlich, da hier die Gefahr durch Clostridium botulinum besteht. Neben Konserven werden auch Fertiggerichte in Schalen, Beuteln oder anderen flexiblen Verpackungen autoklaviert. Die Entwicklung und Herstellung kompakter Autoklaven hat zudem dazu beigetragen, dass auch kleinere Produzenten und Manufakturen diese Technologie nutzen können. In der modernen Lebensmittelproduktion werden Autoklaven sowohl für die Pasteurisierung (Erhitzung auf etwa 80-100°C) als auch für die vollständige Sterilisation (über 100°C) eingesetzt, wobei die Wahl des Verfahrens von der gewünschten Haltbarkeit und den Produkteigenschaften abhängt.
Vorteile der Verwendung von Autoklaven bei Lebensmitteln
Die Verwendung von Autoklaven in der Lebensmittelindustrie bietet zahlreiche Vorteile, die sowohl die Produktsicherheit als auch die Wirtschaftlichkeit betreffen. Einer der Hauptvorteile ist die zuverlässige Abtötung von Mikroorganismen, wodurch eine lange Haltbarkeit ohne Kühlung erreicht werden kann. Dies ist besonders für Produkte wichtig, die global vertrieben werden oder in Regionen mit begrenzter Kühlinfrastruktur. Durch die präzise Steuerung der Prozessparameter wie Temperatur, Druck und Zeit kann die Produktqualität optimiert werden – ein entscheidender Faktor für Geschmack, Textur und Nährwerterhalt der Lebensmittel. Moderne Autoklaven ermöglichen zudem eine lückenlose Dokumentation des Sterilisationsprozesses, was für Qualitätssicherungssysteme und behördliche Anforderungen in der Lebensmittelindustrie unerlässlich ist. Der sogenannte F₀-Wert, der die Sterilisationswirkung quantifiziert, kann präzise überwacht und dokumentiert werden. Unsere Autoklaven sind so konzipiert, dass sie eine gleichmäßige Wärmeverteilung im gesamten Behälter gewährleisten, was zu einer konsistenten Behandlung aller Produkte führt. Ein weiterer wesentlicher Vorteil ist die Vielseitigkeit: Autoklaven können für verschiedenste Verpackungsarten verwendet werden, von traditionellen Metalldosen über Glasgefäße bis hin zu modernen flexiblen Verpackungen wie Retortbeuteln.
Wie funktioniert die Sterilisation von Lebensmitteln mit Autoklaven?
Sterilisationsverfahren für verschiedene Lebensmittelarten
Die Sterilisation von Lebensmitteln mittels Autoklaven variiert je nach Lebensmittelart und gewünschtem Ergebnis. Grundsätzlich unterscheidet man zwischen verschiedenen Verfahren, die auf die spezifischen Eigenschaften der Produkte abgestimmt sind. Bei festen Lebensmitteln wie Fleisch, Gemüse oder ganzen Früchten in Konserven wird häufig ein Sprühverfahren angewendet, bei dem heißes Wasser oder Dampf um die Behälter zirkuliert. Für flüssige oder pastöse Produkte eignet sich dagegen oft das Tauchverfahren, bei dem die Behälter vollständig in Wasser eingetaucht werden. Die Sterilisation von Lebensmitteln in flexiblen Verpackungen wie Retortbeuteln erfordert spezielle Autoklaven mit Gegendruck, um ein Platzen der Verpackungen zu verhindern. Bei der Entwicklung der Sterilisationsparameter müssen Faktoren wie Wärmeleitfähigkeit, Dichte und pH-Wert der Lebensmittel berücksichtigt werden. So benötigen beispielsweise Produkte mit hohem Fettgehalt oder dichter Struktur längere Prozesszeiten, um im Kern die sterilisierende Temperatur zu erreichen. Besonders anspruchsvoll ist die thermische Behandlung von Produkten, die sowohl feste als auch flüssige Komponenten enthalten, wie viele Fertiggerichte. Hier muss sichergestellt werden, dass auch im Zentrum des festen Bestandteils die erforderliche Temperatur für die erforderliche Zeit gehalten wird.
Unterschied zwischen Sterilisation und Pasteurisierung
In der Lebensmittelindustrie sind Sterilisation und Pasteurisierung zwei fundamentale, aber unterschiedliche thermische Verfahren. Die Sterilisation zielt darauf ab, alle lebensfähigen Mikroorganismen inklusive ihrer Sporen abzutöten, was zu einer kommerziellen Sterilität führt. Hierfür werden Temperaturen über 100°C (typischerweise 115-135°C) verwendet, die nur in Autoklaven unter Druck erreicht werden können. Sterilisierte Produkte sind mehrere Jahre ohne Kühlung haltbar und werden daher oft als Vollkonserven bezeichnet. Die Pasteurisierung hingegen, benannt nach Louis Pasteur, ist ein milderes Verfahren bei Temperaturen zwischen 60°C und 90°C. Sie tötet primär vegetative Keime ab, nicht jedoch alle Sporen und hitzeresistenten Mikroorganismen. Pasteurisierte Lebensmittel haben daher eine begrenzte Haltbarkeit und erfordern oft Kühlung. Der entscheidende Unterschied liegt also in der Intensität der thermischen Behandlung und den daraus resultierenden Auswirkungen auf die Produkthaltbarkeit. Viele moderne Autoklaven können sowohl für sterilisierende als auch für pasteurisierende Prozesse eingesetzt werden, indem die Parameter entsprechend angepasst werden. Die Wahl zwischen Sterilisation und Pasteurisierung hängt von verschiedenen Faktoren ab: der Art des Lebensmittels, den Anforderungen an die Haltbarkeit, der Vertriebskette und nicht zuletzt den Auswirkungen auf die sensorischen Eigenschaften des Produkts.
Parameter und Prozessüberwachung beim Autoklavieren
Die präzise Überwachung und Steuerung der Prozessparameter ist beim Autoklavieren von Lebensmitteln entscheidend für die Produktsicherheit und -qualität. Zu den wichtigsten Parametern zählen Temperatur, Druck, Zeit und F₀-Wert. Der F₀-Wert ist ein Maß für die Sterilisationswirkung und gibt an, wie lange ein Produkt bei 121,1°C erhitzt werden müsste, um eine bestimmte Abtötungsrate von Referenzmikroorganismen (typischerweise Clostridium botulinum) zu erreichen. Moderne Autoklaven für die Lebensmittelindustrie verfügen über ausgeklügelte Steuerungssysteme, die eine kontinuierliche Erfassung und Aufzeichnung aller relevanten Parameter ermöglichen. Dies beinhaltet Temperaturfühler an kritischen Punkten im Autoklav sowie oft auch Kerntemperaturfühler, die in Referenzprodukte eingeführt werden. Die Prozessüberwachung erfolgt in Echtzeit und ermöglicht sofortige Anpassungen bei Abweichungen. Nach jedem Durchgang wird ein detaillierter Sterilisationsbericht erstellt, der für die Qualitätssicherung und behördliche Nachweise unverzichtbar ist. Besonders fortschrittliche Autoklaven bieten zusätzliche Funktionen wie die Fernüberwachung über vernetzte Systeme oder vorprogrammierte Rezepturen für verschiedene Produkttypen. Dies erhöht die Betriebssicherheit und reduziert das Risiko menschlicher Fehler. Die zuverlässige Prozessüberwachung beim Autoklavieren stellt sicher, dass jedes Produkt die notwendige thermische Behandlung erhält, ohne durch übermäßige Hitzeeinwirkung in seiner Qualität beeinträchtigt zu werden.
Welche Autoklaven eignen sich für Konserven und Fertiggerichte?
Terra Food-Tech® Autoklaven für die Lebensmittelproduktion
Terra Food-Tech® hat sich auf die Entwicklung und Herstellung kompakter Autoklaven spezialisiert, die besonders für kleinere bis mittlere Lebensmittelproduzenten geeignet sind. Diese Autoklaven zeichnen sich durch ihre benutzerfreundliche Bedienung und vielseitige Anwendungsmöglichkeiten aus. Sie sind speziell für die thermische Behandlung von verpackten Lebensmitteln konzipiert und erfüllen alle notwendigen Standards der Lebensmittelindustrie. Die Terra Food-Tech Produktlinie umfasst verschiedene Modelle mit Kapazitäten von 21 bis 175 Litern, was sie ideal für Produktentwicklung, kleine Serien oder spezialisierte Produktion macht. Ein großer Vorteil der Terra Food-Tech® Autoklaven ist ihre kompakte Bauweise bei gleichzeitig robuster Konstruktion aus Edelstahl. Die Geräte verfügen über präzise Steuerungstechnik, die eine genaue Regelung der Temperatur- und Druckverläufe ermöglicht. Besonders hervorzuheben ist die integrierte Datenaufzeichnung und -verwaltung, die eine lückenlose Dokumentation der Sterilisationsprozesse gewährleistet. Die Autoklaven sind mit verschiedenen Programmen für Sterilisation und Pasteurisierung voreingestellt, können aber auch individuell programmiert werden. Für die Verarbeitung von Fertiggerichten in flexiblen Verpackungen bietet Terra Food-Tech® spezielle Modelle mit Gegendrucksystem an. Diese verhindern, dass sich Verpackungen während des Sterilisationsprozesses durch den Innendruck verformen oder platzen.
Raypa Benchtop Autoklaven für kleinere Produktionsmengen
Raypa Benchtop Autoklaven haben sich als verlässliche Lösung für Lebensmittelproduzenten mit kleineren Produktionsmengen etabliert. Diese kompakten Tischgeräte kombinieren Effizienz mit platzsparender Konstruktion und sind ideal für handwerkliche Betriebe, Manufakturen oder Forschungs- und Entwicklungsabteilungen größerer Unternehmen. Die Raypa Autoklaven sind besonders für die thermische Behandlung von Konserven und Fertiggerichten in kleinen Chargen konzipiert. Trotz ihrer kompakten Abmessungen bieten diese Geräte alle wesentlichen Funktionen, die für eine professionelle Lebensmittelsterilisation notwendig sind. Sie verfügen über eine präzise Temperatur- und Druckregelung und ermöglichen sowohl Sterilisations- als auch Pasteurisierungsprozesse. Die Fertigung aus hochwertigem Edelstahl gewährleistet eine lange Lebensdauer und erfüllt die strengen Hygieneanforderungen der Lebensmittelindustrie. Die Bedienung erfolgt über ein intuitives Kontrollpanel, das auch weniger erfahrenen Anwendern einen sicheren Umgang ermöglicht. Ein besonderer Vorteil der Raypa Autoklaven ist ihre Flexibilität bei der Verarbeitung verschiedener Verpackungsarten – von klassischen Gläsern über Dosen bis hin zu modernen Verpackungsformen. Für die Sterilisation von Produkten in flexiblen Verpackungen bietet Raypa spezielle Modelle mit Gegendrucktechnologie an, die ein Platzen der Verpackungen während des Prozesses verhindern.
Q: Was ist ein Autoklav und wie wird er in der Nahrungsmittelindustrie eingesetzt?
A: Ein Autoklav ist ein Gerät zur Sterilisation und Pasteurisierung von Lebensmitteln durch die Kombination von Druck und Temperatur. In der Nahrungsmittelindustrie werden industrielle Autoklaven verwendet, um Lebensmittel haltbar zu machen, indem sie Mikroorganismen abtöten. Die Anwendung dieser Sterilisationstechnik ermöglicht die sichere Konservierung von Lebensmitteln in verschiedenen Behältnissen wie Gläsern, Dosen oder flexiblen Verpackungen. Mit mehr als 50 Jahren Erfahrung hat sich diese Technologie als zuverlässige Methode zur Haltbarmachung etabliert.
Q: Welche Vorteile bieten Autoklaven mit Gegendruck für die Lebensmittelverarbeitung?
A: Autoklaven mit Gegendruck bieten den entscheidenden Vorteil, dass sie auch Lebensmittel in empfindlichen Verpackungen wie Glasflaschen oder flexiblen Beuteln verarbeiten können. Der Gegendruck gleicht den Innendruck aus, der während des Sterilisierens oder Pasteurisierens entsteht, und verhindert so das Platzen oder Verformen der Behältnisse. Dies ermöglicht eine bessere Wärmeübertragung und sorgt für eine gleichmäßige Behandlung des Produkts. Zudem erlauben moderne Gegendruck-Autoklaven eine schnelle Abkühlung nach dem Prozess, was die Produktqualität verbessert.
Q: Wie unterscheiden sich die Prozesse des Sterilisierens und Pasteurisierens in Autoklaven?
A: Beim Sterilisieren von Lebensmitteln im Autoklaven werden Temperaturen über 121°C erreicht, um alle Mikroorganismen einschließlich Sporen abzutöten, was eine längere Haltbarkeit bei Raumtemperatur ermöglicht. Die Sterilisation wird durch F0-Werte gemessen, die die Abtötungsrate von Mikroorganismen angeben. Das Pasteurisieren erfolgt dagegen bei niedrigeren Temperaturen (meist 65-95°C) und tötet hauptsächlich vegetative Keime ab, nicht aber alle Sporen. Dieser Prozess wird durch P0-Werte kontrolliert und eignet sich für Produkte, die gekühlt gelagert werden. Beide Verfahren können in modernen Autoklaven durchgeführt werden, wobei die Parameter je nach Produkt angepasst werden.
Q: Welche Arten von Autoklaven gibt es für die Lebensmittelverarbeitung?
A: Es gibt verschiedene Arten von Autoklaven für die Lebensmittelverarbeitung, die je nach Bedarf eingesetzt werden. Statische Autoklaven arbeiten mit ruhenden Produkten, während Rotationsautoklaven die Behältnisse während des Prozesses bewegen, um die Wärmeübertragung zu verbessern. Autoklaven für Konserven sind speziell für Metalldosen konzipiert, während Gegendruck-Autoklaven für empfindliche Verpackungen geeignet sind. Darüber hinaus gibt es spezielle Ausführungen für trockene Hitze, die für bestimmte Anwendungen wie die Sterilisation von Gewürzen verwendet werden. Die Terra Food-Tech Serie bietet beispielsweise kompakte, maßgeschneiderte Lösungen für unterschiedliche Produktanforderungen.
Q: Warum sind Autoklaven aus Edelstahl besonders für die Lebensmittelverarbeitung geeignet?
A: Autoklaven aus Edelstahl bieten entscheidende Vorteile für die Lebensmittelverarbeitung. Das Material ist korrosionsbeständig, hygienisch und leicht zu reinigen, was die strengen Hygieneanforderungen der Lebensmittelindustrie erfüllt. Edelstahl widersteht den häufigen Druck- und Temperaturveränderungen während der Sterilisations- und Pasteurisierungszyklen ohne Qualitätsverlust. Zudem ist das Material langlebig und gewährleistet eine gleichmäßige Wärmeverteilung, was für präzise Sterilisations- und Pasteurisierungsprozesse entscheidend ist. Diese Eigenschaften machen Edelstahl-Autoklaven zur bevorzugten Wahl für Lebensmittelhersteller, die auf Qualität und Haltbarkeit setzen.
Q: Wie werden Autoklaven für Pilotchargen in der Produktentwicklung eingesetzt?
A: Autoklaven für Pilotchargen sind unverzichtbare Werkzeuge in der Lebensmittelproduktentwicklung. Sie ermöglichen es Herstellern, neue Rezepturen und Verpackungen in kleinem Maßstab zu testen, bevor sie in die Massenproduktion gehen. Diese kompakten Autoklaven, wie die Terra Food-Tech Modelle, bieten die gesamte Technologie und Vielseitigkeit größerer industrieller Autoklaven, erlauben aber kostengünstigere Tests. Bei der Entwicklung können F0- und P0-Werte genau überwacht werden, um optimale Sterilisations- und Pasteurisierungsparameter zu ermitteln. Dies reduziert Entwicklungskosten und beschleunigt die Markteinführung neuer Produkte, während gleichzeitig die Lebensmittelsicherheit gewährleistet wird.
Q: Welche spezifischen Anwendungen haben Autoklaven für Konserven in der Lebensmittelindustrie?
A: Autoklaven für Konserven sind speziell auf die Verarbeitung von Metallbehältnissen ausgerichtet und finden in der Lebensmittelindustrie vielfältige Anwendungen. Sie werden hauptsächlich für die Sterilisation von Gemüse, Obst, Fleisch, Fisch und Fertiggerichten in Dosen eingesetzt. Diese Autoklaven können mit hohen Temperaturen (über 121°C) arbeiten, um eine vollständige Sterilisation zu erreichen, was eine lange Haltbarkeit bei Raumtemperatur ermöglicht. Moderne Anlagen verfügen über präzise Steuerungssysteme, die eine optimale Wärmeübertragung gewährleisten und die Produktqualität erhalten. Zudem werden sie auch für die Produktion von Tiernahrung in Konserven verwendet, wo ähnliche Haltbarkeitsanforderungen bestehen.
Q: Wie werden Druck und Temperatur in Lebensmittel-Autoklaven kontrolliert?
A: In modernen Lebensmittel-Autoklaven werden Druck und Temperatur durch hochpräzise digitale Kontrollsysteme gesteuert. Sensoren überwachen kontinuierlich beide Parameter in Echtzeit und passen sie automatisch an die programmierten Werte an. Der Druck wird durch Dampfeinspritzung oder Luftkompression reguliert, während die Temperatur durch Heiz- und Kühlsysteme kontrolliert wird. Bei Autoklaven mit Gegendruck wird zusätzlich der Außendruck gesteuert, um dem Innendruck der Behältnisse entgegenzuwirken. Diese präzise Kontrolle ist entscheidend, um die vorgeschriebenen F0-Werte beim Sterilisieren und P0-Werte beim Pasteurisieren zu erreichen, die die Sicherheit und Qualität der Lebensmittel garantieren.
Reinraumqualifizierung: GMP-Compliance durch validierte Messungen in Reinräumen
Die Reinraumqualifizierung stellt einen essentiellen Prozess für pharmazeutische Unternehmen und die Medizintechnik dar. Sie gewährleistet die Einhaltung strenger regulatorischer Anforderungen und sichert die Produktqualität. In diesem Artikel betrachten wir die komplexen Verfahren zur Qualifizierung von Reinräumen, die notwendigen Messungen gemäß DIN EN ISO 14644 und die Bedeutung einer dokumentierten Qualifizierung für die GMP-Compliance.
Was ist Reinraumqualifizierung und warum ist sie gemäß GMP wichtig?
Definition und Ziele der Reinraumqualifizierung
Die Reinraumqualifizierung bezeichnet einen strukturierten Prozess, bei dem der Nachweis erbracht wird, dass Reinräume und Reinraumanlagen die definierten Spezifikationen erfüllen und für ihren vorgesehenen Zweck geeignet sind. Das Qualifizieren von Reinräumen erfolgt durch systematische Messungen verschiedener Parameter wie Partikelkonzentration, Druckverhältnisse, Luftwechselraten und mikrobiologische Belastung. Der primäre Zweck besteht darin, die Kontamination in kontrollierten Umgebungen zu minimieren und somit die Produktsicherheit zu gewährleisten. Durch die dokumentierte Qualifizierung wird eine lückenlose Beweiskette geschaffen, die die Einhaltung aller relevanten Richtlinien nachweist. Die Reinraumqualifizierung dient nicht nur als Nachweis gegenüber Aufsichtsbehörden, sondern auch als internes Qualitätssicherungsinstrument, das die Zuverlässigkeit der Reinraumprozesse sicherstellt.
GMP-Anforderungen an qualifizierte Reinräume
Die GMP-Anforderungen an qualifizierte Reinräume sind im EU-GMP-Leitfaden, insbesondere im Annex 1, detailliert beschrieben. Dieser Leitfaden fordert eine umfassende und systematische Qualifizierung von Reinräumen als Grundvoraussetzung für die pharmazeutische Produktion. Die Einhaltung dieser Richtlinien ist nicht optional, sondern verpflichtend für die Compliance. Der EU-GMP-Leitfaden verlangt, dass alle kritischen Parameter der Reinraumanlage, wie Luftwechselraten, Druckkaskaden und Partikelbelastung, innerhalb festgelegter Grenzen liegen und regelmäßig überwacht werden. Die Reinraumklassen gemäß ISO 14644-1 müssen sowohl im Zustand „at rest“ als auch „in operation“ nachgewiesen werden, wobei je nach Reinraumklasse unterschiedliche Grenzwerte für die Partikelbelastung gelten. Besonders wichtig ist dabei die Dokumentation aller Qualifizierungsschritte, da der GMP-Grundsatz „Was nicht dokumentiert ist, wurde nicht gemacht“ strikt angewendet wird. Zudem fordert der Annex 1 eine risikobasierte Herangehensweise bei der Qualifizierung von Reinräumen, wobei potenzielle Kontaminationsrisiken identifiziert und durch geeignete Maßnahmen minimiert werden müssen.
Unterschied zwischen Qualifizierung und Validierung im Reinraumkontext
Im Kontext der Reinraumtechnik werden die Begriffe Qualifizierung und Validierung oft verwechselt, obwohl sie unterschiedliche Prozesse beschreiben. Die Qualifizierung bezieht sich auf die Prüfung und den Nachweis, dass Anlagen, Systeme oder Geräte korrekt installiert sind und wie spezifiziert funktionieren. Im Reinraumkontext bedeutet dies den Nachweis, dass die technischen Parameter wie Luftwechselrate, Druckverhältnisse und Partikelbelastung den Vorgaben entsprechen. Die Validierung hingegen geht einen Schritt weiter und bewertet, ob ein Prozess oder Verfahren konsistent ein Produkt hervorbringt, das vorgegebene Spezifikationen erfüllt. Während also die Qualifizierung und Validierung eng miteinander verknüpft sind, fokussiert sich die Qualifizierung auf die technische Infrastruktur und die Validierung auf die Prozesse, die in dieser Infrastruktur ablaufen. Gemäß den GMP-Richtlinien ist die Qualifizierung von Reinräumen eine Voraussetzung für die Validierung der darin stattfindenden Herstellungsprozesse. Der Qualifizierungsprozess liefert die Basisdaten, die belegen, dass die Umgebungsbedingungen für die Validierung der Prozesse geeignet sind. Beide Konzepte sind Teil eines umfassenden Qualitätsmanagementsystems und erfüllen die regulatorischen Anforderungen für pharmazeutische und medizintechnische Produkte.
Welche Phasen umfasst die vollständige Qualifizierung eines Reinraums?
Designqualifizierung (DQ) als Grundlage der Reinraumplanung
Die Designqualifizierung (DQ) bildet den ersten entscheidenden Schritt im Qualifizierungsprozess eines Reinraums und legt das Fundament für alle nachfolgenden Qualifizierungsphasen. In dieser Phase wird dokumentiert nachgewiesen, dass die Planung des Reinraums allen Anforderungen entspricht und GMP-konform gestaltet wurde. Die DQ beginnt mit einer detaillierten Risikoanalyse, bei der potenzielle Kontaminationsquellen und kritische Punkte im geplanten Reinraum identifiziert werden. Auf Basis der VDI 2083 und weiterer einschlägiger Richtlinien werden die technischen Spezifikationen für den Reinraum festgelegt, die den Anforderungen der gewünschten Reinraumklasse entsprechen müssen. Im Rahmen der Designqualifizierung werden zudem Materialflüsse, Personalflüsse und Abläufe definiert, um Kreuzkontaminationen zu vermeiden. Besondere Aufmerksamkeit gilt der korrekten Dimensionierung der raumlufttechnischen Anlagen, der Festlegung von Druckkaskaden zwischen angrenzenden Räumen und der Platzierung kritischer Messstellen für das spätere Monitoring. Die DQ umfasst auch die Auswahl geeigneter Bau- und Oberflächenmaterialien, die leicht zu reinigen sind und keine Partikel emittieren. Die sorgfältige Dokumentation aller Designentscheidungen und deren Begründung ist essentiell, da sie die Basis für die Abnahme des fertigen Reinraums bildet und bei Inspektionen durch Behörden vorgelegt werden muss.
Installationsqualifizierung (IQ) und technische Abnahme
Nach Abschluss der Bauphase folgt die Installationsqualifizierung (IQ), bei der überprüft wird, ob alle Komponenten der Reinraumanlage gemäß den in der DQ festgelegten Spezifikationen installiert wurden. Dieser kritische Schritt umfasst die Dokumentation und Überprüfung sämtlicher technischer Aspekte der Reinrauminstallation. Im Rahmen der IQ werden alle verbauten Komponenten wie Lüftungsanlagen, HEPA-Filter, Beleuchtungssysteme, Zugangskontrollsysteme und Monitoring-Sensoren akribisch inventarisiert und auf ihre korrekte Installation hin überprüft. Kalibriernachweise für Messgeräte und Sensoren werden gesammelt und dokumentiert, um die Zuverlässigkeit zukünftiger Messungen sicherzustellen. Die Installationsqualifizierung beinhaltet zudem die Prüfung aller Versorgungsmedien wie Reinwasser, Druckluft oder Gase auf ihre Spezifikationskonformität. Ein weiterer wichtiger Aspekt ist die Überprüfung aller Dichtungen und Durchdringungen, um sicherzustellen, dass keine ungewollten Leckagen bestehen, die die Reinraumfunktion beeinträchtigen könnten. Die IQ schließt mit einer formalen technischen Abnahme ab, bei der alle Installationsdetails dokumentiert und eventuelle Abweichungen von den Planungsvorgaben festgehalten werden. Diese detaillierte Dokumentation bildet die Grundlage für die nachfolgende Funktionsqualifizierung und dient als Referenzdokumentation für zukünftige Änderungen oder Wartungsarbeiten an der Reinraumanlage.
Von der Funktionsqualifizierung (OQ) zur Leistungsqualifizierung (PQ)
Nach erfolgreicher Installationsqualifizierung folgt die Funktionsqualifizierung (OQ), bei der die korrekte Funktion aller Systeme des Reinraums unter Betriebsbedingungen nachgewiesen wird. In dieser Phase werden umfangreiche Messungen durchgeführt, um zu belegen, dass die Reinraumanlage die in der DQ festgelegten Leistungsparameter erfüllt. Die OQ umfasst Tests zur Luftwechselrate, Strömungsvisualisierung, Differenzdruckmessungen zwischen angrenzenden Räumen und die Prüfung aller Alarm- und Sicherheitssysteme. Ein besonders wichtiger Teil der Funktionsqualifizierung ist der Filterlecktest gemäß ISO 14644-3, der die Integrität aller HEPA-Filter nachweist. Zudem werden die Recovery-Zeiten nach einer künstlichen Kontamination gemessen, um die Effizienz des Luftwechsels zu bestimmen. Nach erfolgreichem Abschluss der OQ beginnt die anspruchsvollste Phase – die Leistungsqualifizierung (PQ). Während die PQ wird der Reinraum unter realistischen Produktionsbedingungen („in operation“) mit Personal, Geräten und simulierten Arbeitsprozessen getestet. Hier werden Partikelmessungen gemäß ISO 14644-1 durchgeführt, um die tatsächliche Reinraumklasse zu bestimmen. Ergänzend erfolgen mikrobiologische Messungen, um die Keimbelastung zu quantifizieren. Die PQ muss sowohl im Ruhezustand („at rest“) als auch unter Betriebsbedingungen („in operation“) erfolgen, wobei die Parameter in beiden Zuständen den Anforderungen der jeweiligen Reinraumklasse entsprechen müssen. Erst wenn alle Qualifizierungsphasen erfolgreich abgeschlossen sind und die Dokumentation vollständig vorliegt, kann der Reinraum für die Produktion freigegeben werden.
Wie werden Reinraumqualifizierungsmessungen gemäß DIN EN ISO 14644 durchgeführt?
Partikelmessungen zur Bestimmung der Reinraumklassen
Die Partikelmessungen zur Bestimmung der Reinraumklassen stellen das Herzstück der Reinraumqualifizierung dar und werden gemäß DIN EN ISO 14644-1 durchgeführt. Diese Norm definiert präzise Verfahren zur Klassifizierung von Reinräumen basierend auf der Partikelkonzentration in der Luft. Die Messung erfolgt mit kalibrierten Partikelzählern, die Partikel verschiedener Größenklassen detektieren können. Die Anzahl der Messpunkte wird anhand der Quadratwurzel aus der Grundfläche des Reinraums berechnet, wobei mindestens drei Messpunkte pro Raum erforderlich sind. Bei der Erstqualifizierung ist es essentiell, dass die Messungen sowohl im Zustand „at rest“ (Reinraum betriebsbereit, aber ohne Personal und Produktionstätigkeit) als auch „in operation“ (unter realen Produktionsbedingungen) durchgeführt werden. Für jede Reinraumklasse sind in der Norm spezifische Grenzwerte für verschiedene Partikelgrößen festgelegt. So darf beispielsweise ein Reinraum der Klasse ISO 5 im „at rest“-Zustand maximal 3.520 Partikel ≥ 0,5 µm pro Kubikmeter Luft aufweisen. Die Messungen müssen in definierter Arbeitshöhe, typischerweise auf Höhe der Arbeitsflächen, durchgeführt werden. Das Messvolumen muss ausreichend groß sein, um statistisch relevante Ergebnisse zu erzielen – mindestens 2 Liter Luft pro Messpunkt. Besonders wichtig ist die vollständige Dokumentation der Messbedingungen, der Messpunkte und der Ergebnisse, um die Reproduzierbarkeit zu gewährleisten und eine solide Basis für zukünftige Requalifizierungen zu schaffen.
Durchführung des Filterlecktests für Reinräume
Der Filterlecktest stellt einen kritischen Bestandteil der Reinraumqualifizierung dar und wird gemäß ISO 14644-3 durchgeführt. Dieser Test dient dem Nachweis, dass die installierten HEPA- oder ULPA-Filter ordnungsgemäß funktionieren und keine Leckagen aufweisen, die zu unerwünschten Kontaminationen führen könnten. Bei der Durchführung wird ein Aerosol, typischerweise DEHS (Di-Ethyl-Hexyl-Sebacat) oder PAO (Poly-Alpha-Olefin), in den Luftstrom vor dem Filter eingeleitet. Dieses Aerosol besteht aus gleichmäßigen Partikeln definierter Größe, meist im Bereich von 0,3 bis 0,5 µm. Mit einem kalibrierten Partikelzähler wird dann die gesamte Filterfläche sowie die Dichtungen und Rahmen systematisch abgescannt, um potenzielle Leckagen zu identifizieren. Gemäß den GMP-Richtlinien und VDI-Empfehlungen gilt ein Filter als dicht, wenn die lokale Partikelkonzentration einen bestimmten Prozentsatz der zugeführten Konzentration nicht überschreitet – typischerweise 0,01% für kritische Bereiche.
Q: Was ist eine Reinraum Qualifizierung und warum ist sie notwendig?
A: Die Reinraum Qualifizierung ist ein systematischer Prozess zur Überprüfung und Dokumentation, dass der Reinraum alle festgelegten Anforderungen erfüllt und für seinen vorgesehenen Zweck geeignet ist. Sie ist besonders in der pharmazeutischen Industrie notwendig, um die Qualität der Produkte zu gewährleisten und regulatorische Anforderungen gemäß der DIN EN ISO 14644 und VDI 2083 sowie des EU-GMP-Leitfadens zu erfüllen. Die Qualifizierung stellt sicher, dass alle Geräte und Anlagen ordnungsgemäß funktionieren und der Reinraum die definierten Reinheitsklassen in den verschiedenen Betriebszuständen („At Rest“ und „Operation“) einhält.
Q: Welche Phasen umfassen die Qualifizierungsphasen bei der Reinraum Qualifizierung?
A: Die Qualifizierungsphasen bei der Reinraum Qualifizierung umfassen typischerweise vier Hauptphasen: Design Qualification (DQ) – Überprüfung der Planungsunterlagen und Spezifikationen; Installation Qualification (IQ) – Überprüfung der korrekten Installation aller Komponenten; Operational Qualification (OQ) – Prüfung der Funktionalität im Leerlauf; und Performance Qualification (PQ) – Überprüfung der Leistungsfähigkeit unter realen Betriebsbedingungen. Jede Phase muss gemäß Annex 15 des EU-GMP-Leitfadens dokumentiert und genehmigt werden, bevor mit der nächsten Phase begonnen werden kann.
Q: Was ist der Unterschied zwischen Erstqualifizierung und Requalifizierung eines Reinraums?
A: Die Erstqualifizierung erfolgt bei neu errichteten oder umfassend umgebauten Reinräumen nach der Inbetriebnahme und dient als Referenz für alle zukünftigen Überprüfungen. Sie ist besonders umfangreich und prüft alle relevanten Parameter. Die Requalifizierung hingegen ist eine regelmäßig durchzuführende Wiederholungsprüfung, die sicherstellt, dass der Reinraum weiterhin den Anforderungen entspricht. Nach ISO 14644-2 müssen Requalifizierungen in festgelegten Intervallen (meist halbjährlich oder jährlich) oder nach signifikanten Änderungen durchgeführt werden. Der Umfang der Requalifizierung kann je nach GMP-Anforderungen geringer sein als bei der Erstqualifizierung.
Q: Welche Arten von Messungen werden bei der mikrobiologischen Qualifizierung eines Reinraums durchgeführt?
A: Bei der mikrobiologischen Qualifizierung eines Reinraums werden verschiedene Messungen durchgeführt, um die Kontamination mit Mikroorganismen zu überwachen: Luftkeimmessungen zur Bestimmung der mikrobiellen Belastung der Raumluft; Oberflächenabklatschproben von Arbeitsflächen und Geräten; Kontaktplattenabdrücke von Handschuhen und Arbeitskleidung des Personals; sowie Sedimentationsplatten, die über einen bestimmten Zeitraum offen ausgelegt werden. Die Probenahme erfolgt sowohl im Ruhezustand als auch während des Betriebs („Operation“). Die Ergebnisse werden mit den Grenzwerten gemäß EU-GMP-Leitfadens verglichen und dokumentiert, um die mikrobiologische Reinheit des Reinraums nachzuweisen.
Q: Welche Bedeutung hat die ISO 14644-1 für die Klassifizierung von Reinräumen?
A: Die ISO 14644-1 ist der internationale Standard, der die Klassifizierung von Reinräumen und zugehörigen Reinraumumgebungen definiert. Sie legt die Reinheitsklassen (ISO-Klassen 1-9) basierend auf der Partikelkonzentration in der Luft fest und beschreibt die Methodik zur Bestimmung dieser Klassen. Die Norm definiert die Anforderungen an Probenahmestrategien, Messverfahren und die statistische Auswertung der Messergebnisse für die Qualifizierung ihrer Reinräume. Im Gegensatz zu den EU-GMP-Anforderungen, die speziell für die pharmazeutische Industrie gelten, ist die ISO 14644-1 branchenübergreifend anwendbar und bildet die Grundlage für die technische Bewertung von Reinräumen während der Qualifizierungsmessungen und der regelmäßigen Überwachung.
Q: Wie wird ein Filterlecktest im Rahmen der Reinraum Qualifizierung durchgeführt?
A: Der Filterlecktest ist ein wesentlicher Bestandteil der Reinraum Qualifizierung und prüft die Integrität und Effizienz der HEPA- oder ULPA-Filter. Bei diesem Test wird ein Partikelgenerator vor den Filter platziert, der Testaerosole erzeugt. Anschließend wird die Filteroberfläche und deren Abdichtung mit einem Partikelzähler systematisch abgescannt, um potenzielle Leckagen zu identifizieren. Gemäß ISO 14644 und VDI-Richtlinien darf die lokale Penetration bestimmte Grenzwerte nicht überschreiten. Der Test wird sowohl bei der Erstqualifizierung als auch bei regelmäßigen Requalifizierungen durchgeführt und ist entscheidend für die Aufrechterhaltung der Reinraumklasse, da undichte Filter die Hauptursache für partikuläre Kontaminationen darstellen können.
Q: Welche Anforderungen stellt der EU GMP-Leitfaden an die Dokumentation von Reinraum Qualifizierungen?
A: Der EU GMP-Leitfaden stellt umfangreiche Anforderungen an die Dokumentation von Reinraum Qualifizierungen. Alle Qualifizierungsprüfungen müssen GMP-gerecht dokumentiert werden, was einen Qualifizierungsplan, Testprotokolle, Rohdaten, Abweichungsberichte und einen abschließenden Qualifizierungsbericht umfasst. Die Dokumentation muss Risikoanalysen, klare Akzeptanzkriterien, detaillierte Messmethoden, kalibrierte Messgeräte mit Rückverfolgbarkeit und die Qualifikation des durchführenden Personals nachweisen. Besonders wichtig ist die vollständige Rückverfolgbarkeit aller Änderungen durch ein Change Control System. Gemäß Annex 15 des GMP-Leitfadens muss die Dokumentation mindestens die Lebensdauer des Reinraums aufbewahrt werden und bei behördlichen Inspektionen vorgelegt werden können.
Q: Was beinhaltet ein kontinuierliches Monitoring-System für Reinräume?
A: Ein kontinuierliches Monitoring-System für Reinräume umfasst die fortlaufende Überwachung kritischer Parameter durch fest installierte Sensoren. Dazu gehören Partikelzähler zur Überwachung der Luftreinheit, Differenzdrucksensoren zur Kontrolle der Druckkaskaden zwischen Räumen, Temperaturfühler, Feuchtigkeitssensoren sowie ggf. Strömungsmonitore. Alle Sensoren sind mit einem zentralen Datenerfassungssystem verbunden, das Echtzeitdaten liefert, Trends analysiert und bei Überschreitung von Grenzwerten Alarme auslöst. Moderne Systeme bieten webbasierte Visualisierung und automatisierte Berichterstellung. Die kontinuierliche Überwachung ergänzt die periodischen Qualifizierungsmessungen und hilft, potenzielle Probleme frühzeitig zu erkennen, bevor sie die Produktqualität beeinträchtigen können.
Q: Warum ist die Hygieneinspektion nach VDI 6022 für Reinräume wichtig?
A: Die Hygieneinspektion nach VDI 6022 ist für Reinräume wichtig, da sie die hygienischen Aspekte der Raumlufttechnischen (RLT) Anlagen bewertet, die für die Luftqualität im Reinraum entscheidend sind. Die Richtlinie definiert Standards für die hygienische Planung, Ausführung und Wartung von RLT-Anlagen und schreibt regelmäßige Überprüfungen vor. Bei der Inspektion werden Luftleitungen, Luftfilter, Befeuchter und Wärmetauscher auf mikrobiologische Kontaminationen, Staubablagerungen und Korrosion untersucht. Eine VDI 6022-konforme Anlage trägt wesentlich zur Verhinderung von mikrobiellen Kontaminationen im Reinraum bei und unterstützt damit die Einhaltung der geforderten Reinheitsklassen. Die regelmäßige Hygieneinspektion ist daher ein wichtiger Bestandteil der ganzheitlichen Reinraum Qualifizierung und des präventiven Hygienemanagements.
Reinraumklassen nach GMP und ISO 14644-1: Eine umfassende Übersicht
Die Einhaltung strenger Reinraumklassen ist in der pharmazeutischen Industrie und anderen kritischen Produktionsbereichen unverzichtbar. Diese Klassifizierungssysteme, die durch die Good Manufacturing Practice (GMP) und die internationale Norm DIN EN ISO 14644-1 definiert werden, stellen sicher, dass Produkte unter kontrollierten Bedingungen hergestellt werden. In der folgenden umfassenden Übersicht beleuchten wir die verschiedenen Reinraumklassen, ihre Anforderungen und die Unterschiede zwischen den Klassifizierungssystemen, um ein tieferes Verständnis für dieses wichtige Thema zu vermitteln.
Was sind Reinraumklassen und welche Bedeutung haben sie in der GMP?
Definition und Zweck von Reinraumklassen
Reinraumklassen sind standardisierte Kategorien, die die Reinheit von Räumen hinsichtlich der Konzentration von Partikeln und Mikroorganismen definieren. Die Klassifizierung von Reinräumen erfolgt primär nach zwei maßgeblichen Standards: der internationalen Norm DIN EN ISO 14644-1 und den GMP-Richtlinien (Good Manufacturing Practice). Der Hauptzweck dieser Reinraumklassen besteht darin, kontrollierte Umgebungen zu schaffen, in denen die Verunreinigung von Produkten durch Partikel, Mikroorganismen oder andere Kontaminanten auf ein definiertes Minimum reduziert wird. In der pharmazeutischen Industrie, wo die Reinheit von Arzneimitteln direkte Auswirkungen auf die Patientensicherheit hat, sind diese Standards von entscheidender Bedeutung. Die Einhaltung definierter Grenzwerte pro Kubikmeter Luft gewährleistet die Qualität und Sicherheit der hergestellten Produkte und erfüllt gleichzeitig regulatorische Anforderungen, die in verschiedenen Leitfäden wie dem EU-GMP-Leitfaden festgelegt sind.
Unterschiede zwischen GMP und ISO Reinraumklassifizierung
Die Reinraumklassifizierung nach GMP und ISO 14644-1 unterscheidet sich in mehreren wesentlichen Aspekten. Während die DIN EN ISO 14644-1 ein breit gefächertes Spektrum von Reinraumklassen (ISO 1 bis ISO 9) definiert, die in verschiedenen Industrien anwendbar sind, konzentriert sich der GMP-Leitfaden spezifisch auf die pharmazeutische Produktion mit den Klassen A, B, C und D. Ein entscheidender Unterschied besteht darin, dass die ISO-Klassifizierung hauptsächlich auf der Partikelkonzentration basiert, während die GMP-Klassifizierung zusätzlich mikrobiologische Grenzwerte und spezifische betriebliche Anforderungen berücksichtigt. Der EU-GMP-Leitfaden, insbesondere Annex 1, der sich mit der Herstellung steriler Arzneimittel befasst, legt großen Wert auf die Kontrolle mikrobiologischer Kontamination, was über die reinen Partikelgrenzwerte der ISO-Norm hinausgeht. Die Beziehung zwischen ISO-Klassen und GMP-Reinraumklassen ist jedoch klar definiert: Klasse A entspricht etwa ISO 5, Klasse B entspricht ISO 5 im Ruhezustand und ISO 7 im Betrieb, Klasse C entspricht ISO 7 im Ruhezustand und ISO 8 im Betrieb, während Klasse D etwa ISO 8 entspricht.
Bedeutung der Reinraumklassen für die pharmazeutische Industrie
In der pharmazeutischen Industrie sind Reinraumklassen von fundamentaler Bedeutung für die Qualitätssicherung bei der Herstellung von Arzneimitteln. Die strengen Anforderungen der Good Manufacturing Practice (GMP) stellen sicher, dass pharmazeutische Produkte unter Bedingungen hergestellt werden, die Kontaminationen minimieren und die Produktqualität maximieren. Die höchsten Anforderungen gelten für Klasse A-Reinräume, in denen kritische Prozesse wie die aseptische Abfüllung stattfinden. Hier müssen die niedrigsten Partikelkonzentrationen und strengsten mikrobiologischen Grenzwerte eingehalten werden. Der EU-GMP-Leitfaden definiert nicht nur die Grenzwerte, sondern auch die Überwachungsfrequenz und -methoden, um die konstante Einhaltung der Reinraumstandards zu gewährleisten. Die Nichteinhaltung dieser Standards kann zu schwerwiegenden Konsequenzen führen, darunter Produktrückrufe, behördliche Sanktionen und potenzielle Gefährdung der Patienten. Daher investieren pharmazeutische Unternehmen erhebliche Ressourcen in die Einrichtung, Überwachung und Wartung ihrer Reinräume gemäß den vorgeschriebenen Reinraumklassen nach GMP und ISO 14644-1.
Wie unterscheiden sich die Reinraumklassen nach ISO 14644-1 und GMP-Leitfaden?
ISO 14644-1 Klassifizierung: Von ISO 1 bis ISO 9
Die Norm DIN EN ISO 14644-1 etabliert ein umfassendes Klassifizierungssystem für die Reinheit der Luft in Reinräumen und zugehörigen kontrollierten Umgebungen. Diese internationale Norm definiert neun Reinraumklassen, von ISO 1 (höchste Reinheit) bis ISO 9 (niedrigste Reinheit), basierend auf der maximal zulässigen Partikelkonzentration pro Kubikmeter Luft. Die Klassifizierung erfolgt anhand der Anzahl von Partikeln verschiedener Größen (typischerweise 0,1 µm bis 5 µm). Bei ISO 1, der reinsten Klasse, sind beispielsweise nur 10 Partikel mit einer Größe von ≥0,1 µm pro Kubikmeter Luft erlaubt, während bei ISO 9 bis zu 35.200.000 Partikel mit einer Größe von ≥0,5 µm pro Kubikmeter zulässig sind. Diese präzise Klassifizierung nach EN ISO 14644-1 bietet einen standardisierten Rahmen für die Spezifikation, Überwachung und Kontrolle der Luftreinheit in verschiedensten Industriezweigen, von der Halbleiterfertigung bis zur pharmazeutischen Produktion. Die ISO-Klassifizierung ist dabei ausschließlich auf nicht-viable Partikel fokussiert und berücksichtigt keine mikrobiologischen Kontaminationen, was einen wesentlichen Unterschied zur GMP-Klassifizierung darstellt.
GMP-Reinraumklassen: A, B, C und D
Die GMP-Reinraumklassen, die im EU-GMP-Leitfaden Annex 1 definiert sind, umfassen vier Kategorien: A, B, C und D, die speziell für die pharmazeutische Produktion konzipiert wurden. Klasse A repräsentiert Bereiche mit den höchsten Anforderungen an die Reinheit und wird für kritische Prozesse wie die aseptische Abfüllung verwendet. Typischerweise handelt es sich dabei um lokale Zonen wie Laminar-Flow-Einheiten. Klasse B umgibt in der Regel Klasse A-Bereiche und dient als Hintergrundumgebung für aseptische Vorbereitungs- und Abfüllprozesse. Die Klassen C und D sind für weniger kritische Phasen der Herstellung steriler Produkte vorgesehen. Ein entscheidender Aspekt der GMP-Klassifizierung ist die Unterscheidung zwischen dem „at rest“ (Ruhezustand) und „in operation“ (Betriebszustand) Status. Während der ISO-Standard primär den Ruhezustand bewertet, legt der GMP-Leitfaden Wert auf die Bewertung beider Zustände, was realistischere Betriebsbedingungen widerspiegelt. Zudem beinhalten die GMP-Anforderungen nicht nur Partikelgrenzwerte, sondern auch mikrobiologische Grenzwerte, Personalanforderungen, Monitoringfrequenzen und spezifische Verhaltensregeln für jede Reinraumklasse, was die umfassende Natur der Good Manufacturing Practice unterstreicht.
Übersicht der Korrelation zwischen ISO und GMP Reinraumklassen
Die Korrelation zwischen ISO und GMP Reinraumklassen ist für Praktiker in der pharmazeutischen Industrie von entscheidender Bedeutung, da beide Klassifizierungssysteme häufig parallel verwendet werden. Der EU-GMP-Leitfaden stellt eine direkte Verbindung zwischen seinen Klassen und den entsprechenden ISO-Klassen gemäß DIN EN ISO 14644-1 her. Konkret entspricht die GMP-Klasse A der ISO-Klasse 5, wobei hier die Partikelgrenzwerte für Partikel ≥0,5 µm bei maximal 3.520 pro Kubikmeter Luft liegen. Die GMP-Klasse B entspricht im Ruhezustand ebenfalls ISO 5, im Betriebszustand jedoch ISO 7. GMP-Klasse C korreliert mit ISO 7 im Ruhezustand und ISO 8 im Betriebszustand, während GMP-Klasse D ungefähr der ISO-Klasse 8 entspricht. Diese Übersicht verdeutlicht, dass die GMP-Klassifizierung die Dynamik des Reinraumbetriebs berücksichtigt, indem sie zwischen Ruhe- und Betriebszustand unterscheidet. Während ISO 14644-1 und GMP unterschiedliche Ansätze zur Reinraumklassifizierung verfolgen, ermöglicht ihr Zusammenspiel eine umfassende Qualitätssicherung in der pharmazeutischen Produktion, wobei die ISO-Norm den technischen Rahmen bietet und die GMP-Richtlinien die spezifischen Anforderungen für pharmazeutische Anwendungen definieren.
Welche Partikelgrenzwerte gelten für die verschiedenen Reinraumklassen nach EU-GMP-Leitfaden?
Partikelgrenzwerte für Reinraumklasse A
Die Reinraumklasse A nach dem EU-GMP-Leitfaden stellt die höchsten Anforderungen an die Luftreinheit und ist für kritische Prozesse wie aseptische Abfüllung oder andere hochsensible Verfahren in der pharmazeutischen Produktion vorgesehen. Gemäß dem aktuellen Annex 1 des EU-GMP-Leitfadens gelten für Klasse A strenge Partikelgrenzwerte, die mit ISO 5 nach DIN EN ISO 14644-1 korrespondieren. Im Detail dürfen in Klasse A-Bereichen maximal 3.520 Partikel pro Kubikmeter Luft mit einer Größe von ≥0,5 µm und maximal 20 Partikel pro Kubikmeter mit einer Größe von ≥5,0 µm vorhanden sein. Diese Grenzwerte gelten sowohl im Ruhezustand als auch im Betriebszustand, was die besondere Bedeutung dieser Reinraumklasse unterstreicht. Die kontinuierliche Überwachung der Partikelkonzentration ist in Klasse A-Bereichen obligatorisch, wobei moderne Partikelzähler mit entsprechender Messgenauigkeit eingesetzt werden müssen. Jede Überschreitung dieser Grenzwerte muss dokumentiert, untersucht und mit Korrekturmaßnahmen versehen werden, um die Reinheit und damit die Qualität der hergestellten Arzneimittel konstant zu gewährleisten.
Grenzwerte für Reinraumklassen B, C und D
Für die Reinraumklassen B, C und D gelten nach dem EU-GMP-Leitfaden abgestufte Partikelgrenzwerte, die weniger stringent sind als für Klasse A, aber dennoch strenge Kontrollen erfordern. In Klasse B, die häufig als Hintergrundumgebung für Klasse A-Bereiche dient, dürfen im Ruhezustand maximal 3.520 Partikel (≥0,5 µm) pro Kubikmeter Luft vorhanden sein (entsprechend ISO 5), im Betriebszustand jedoch bis zu 352.000 Partikel (entsprechend ISO 7). Für Klasse C gelten im Ruhezustand Grenzwerte von 352.000 Partikeln (≥0,5 µm) und 2.900 Partikeln (≥5,0 µm) pro Kubikmeter, während im Betriebszustand bis zu 3.520.000 Partikel (≥0,5 µm) und 29.000 Partikel (≥5,0 µm) zulässig sind. Die Klasse D erlaubt im Ruhezustand bis zu 3.520.000 Partikel (≥0,5 µm) und 29.000 Partikel (≥5,0 µm) pro Kubikmeter, während für den Betriebszustand keine spezifischen Partikelgrenzwerte festgelegt sind, sondern risikobasierte Ansätze zur Bestimmung angemessener Grenzwerte empfohlen werden. Diese abgestufte Klassifizierung entspricht den unterschiedlichen Anforderungen verschiedener Produktionsprozesse und ermöglicht eine wirtschaftliche Balance zwischen Reinheitsanforderungen und Betriebskosten in der pharmazeutischen Herstellung.
Messung und Überwachung der Partikelkonzentration
Die Messung und Überwachung der Partikelkonzentration in Reinräumen ist ein kritischer Aspekt der Qualitätssicherung in der pharmazeutischen Produktion. Gemäß DIN EN ISO 14644-1 und dem EU-GMP-Leitfaden müssen standardisierte Verfahren mit kalibrierten Partikelzählern durchgeführt werden.
Q: Was sind die Unterschiede zwischen Reinraumklassen nach DIN EN ISO 14644-1 und GMP?
A: Die DIN EN ISO 14644-1 Norm definiert Reinraumklassen anhand der Partikelkonzentration in der Luft, wobei Klassen von ISO 1 (reinste) bis ISO 9 (am wenigsten rein) reichen. Im Gegensatz dazu basiert das GMP-System (Good Manufacturing Practice) auf vier Reinraumklassen A bis D, die speziell für die Herstellung steriler Arzneimittel entwickelt wurden. Der wesentliche Unterschied liegt darin, dass die ISO-Norm ausschließlich Partikel betrachtet, während GMP zusätzlich mikrobiologische Kontamination berücksichtigt und strengere Anforderungen an Prozesse und Personal stellt.
Q: Wie werden die Reinraumklassen nach dem EU-GMP Leitfaden Annex 1 definiert?
A: Der EU-GMP Leitfaden Annex 1 definiert vier Reinraumklassen (A bis D) für die pharmazeutische Industrie. Klasse A entspricht dem höchsten Reinheitsgrad (vergleichbar mit ISO 5 im Betriebszustand) und wird für kritische Prozesse wie aseptisches Abfüllen verwendet. Klasse B dient als Hintergrundumgebung für Klasse A-Bereiche. Klasse C und D sind für weniger kritische Produktionsschritte vorgesehen. Für jede Klasse gibt es spezifische Grenzwerte für die Partikelkonzentration und mikrobiologische Kontamination, die im Leitfaden detailliert aufgeführt sind.
Q: Welche Bedeutung hat die Norm DIN EN ISO 14644 für Reinräume in der Industrie?
A: Die Norm DIN EN ISO 14644 ist der internationale Standard für Reinräume und zugehörige Bereiche. Sie definiert einheitliche Methoden zur Klassifizierung der Luftreinheit anhand der Partikelkonzentration und legt Verfahren für Überwachung, Tests und Zertifizierung fest. Teil 1 der Norm (DIN EN ISO 14644-1) beschreibt die Klassifizierung von Reinraumklassen von ISO 1 bis ISO 9. Diese Norm ist branchenübergreifend anwendbar und bildet die technische Grundlage für Reinraumkonzepte in verschiedenen Industriezweigen wie Pharmazie, Halbleiterindustrie, Lebensmittelverarbeitung und Medizintechnik.
Q: Wie unterscheiden sich die Anforderungen der VDI-Richtlinie 2083 von anderen Reinraumstandards?
A: Die VDI-Richtlinie 2083 ist ein deutsches Regelwerk, das ergänzende und detailliertere Informationen zu Reinraumtechnik bietet als die internationalen Normen. Im Gegensatz zur DIN EN ISO 14644, die primär Klassifizierung und Testmethoden definiert, deckt die VDI 2083 in mehreren Blättern praktische Aspekte wie Planung, Bau, Qualifizierung und Betrieb von Reinräumen ab. Sie gibt konkrete Handlungsempfehlungen für verschiedene Anwendungsbereiche und berücksichtigt auch Aspekte wie Energieeffizienz und Nachhaltigkeit, die in internationalen Standards oft weniger detailliert behandelt werden.
Q: Welche Grenzwerte für die mikrobiologische Kontamination gelten in den GMP-Reinraumklassen?
A: Im EU-GMP Leitfaden Annex 1 sind folgende Grenzwerte für die mikrobiologische Kontamination definiert: Für Klasse A dürfen im Mittel weniger als 1 KBE (Koloniebildende Einheit) pro m³ Luft nachweisbar sein. In Klasse B sind es 10 KBE/m³, in Klasse C 100 KBE/m³ und in Klasse D 200 KBE/m³. Bei Kontaktplatten gelten für Klasse A maximal 1 KBE pro Platte, für Klasse B 5 KBE, für Klasse C 25 KBE und für Klasse D 50 KBE. Diese Grenzwerte müssen regelmäßig überwacht werden, um die Einhaltung der Good Manufacturing Practice zu gewährleisten.
Q: Wie erfolgt die Überwachung von Reinräumen nach DIN EN ISO 14644?
A: Die Überwachung von Reinräumen nach DIN EN ISO 14644 umfasst regelmäßige Messungen der Partikelkonzentration mit kalibrierten Partikelzählern gemäß festgelegter Probenahmepläne. Die Norm schreibt vor, wie viele Messpunkte je nach Raumgröße notwendig sind und welche Mindestprobevolumina zu untersuchen sind. Zusätzlich werden Parameter wie Luftwechselrate, Druckkaskaden, HEPA-Filterintegrität, Temperatur und Luftfeuchtigkeit überwacht. Die Messintervalle hängen von der Reinraumklasse und Kritikalität ab und reichen von kontinuierlicher Überwachung bei ISO-Klasse 1 bis zu längeren Intervallen bei weniger kritischen Klassen.
Q: Welche Bedeutung hat der Annex 1 des EU-GMP Leitfadens für die Herstellung steriler Arzneimittel?
A: Der Annex 1 des EU-GMP Leitfadens ist das zentrale Regelwerk für die Herstellung steriler Arzneimittel in Europa. Er definiert spezifische Anforderungen an Reinräume, Prozesse, Personal und Qualitätskontrolle, um die Sterilität der Produkte zu gewährleisten. Der Anhang legt die vier Reinraumklassen A bis D fest und bestimmt deren Anwendungsbereiche. Er fordert einen risikobasierten Ansatz bei der Kontaminationskontrolle und betont die Bedeutung der aseptischen Technik. Die Einhaltung des Annex 1 ist verpflichtend für alle Hersteller steriler Arzneimittel im EU-Raum und wird durch behördliche Inspektionen überwacht.
Q: Wie wird die Einstufung in Reinraumklassen nach ISO und GMP in der Praxis umgesetzt?
A: In der Praxis erfolgt die Einstufung in Reinraumklassen durch Qualifizierungs- und Validierungsprozesse. Zunächst wird der Reinraum im Ruhezustand (at rest) vermessen, um die bauliche Eignung nachzuweisen. Anschließend erfolgt die Messung im Betriebszustand mit Personal und laufenden Prozessen. Die Partikelzählung erfolgt nach den Vorgaben der DIN EN ISO 14644-1 an definierten Messpunkten. Bei GMP-regulierten Bereichen kommen zusätzlich mikrobiologische Untersuchungen hinzu. Die Ergebnisse werden dokumentiert und mit den Grenzwerten der jeweiligen Norm verglichen. Auf Basis dieser Daten wird die offizielle Reinraumklasse festgelegt und in regelmäßigen Abständen requalifiziert.
Q: Welche technischen Anforderungen müssen Reinräume der ISO-Klasse 5 (entspricht GMP A) erfüllen?
A: Reinräume der ISO-Klasse 5 (entspricht GMP A) müssen höchsten technischen Anforderungen genügen. Sie benötigen eine turbulenzarme Verdrängungsströmung (Laminar Flow) mit einer Luftgeschwindigkeit von 0,36-0,54 m/s und einem Luftwechsel von mehr als 600 pro Stunde. HEPA-Filter der Klasse H14 oder ULPA-Filter sind obligatorisch. Die Materialien müssen partikelarm, chemisch beständig und gut zu reinigen sein. Die Druckdifferenz zu angrenzenden Räumen sollte mindestens 15 Pascal betragen. Schleusen mit Interlocking-Systemen sind erforderlich, und das Monitoring-System muss kontinuierlich die Partikelkonzentration, Luftströmung und Druckverhältnisse überwachen. Diese Räume erfordern spezielle Schulungen für das Personal gemäß Good Manufacturing Practice.
Q: Wie unterscheiden sich die neun Reinraumklassen nach DIN EN ISO 14644-1 voneinander?
A: Die neun Reinraumklassen nach DIN EN ISO 14644-1 unterscheiden sich durch die maximal zulässige Anzahl von Partikeln pro m³ Luft. ISO-Klasse 1 ist die reinste Klasse mit maximal 10 Partikeln ≥0,1 µm pro m³, während ISO-Klasse 9 bis zu 35.200.000 Partikel ≥0,5 µm pro m³ zulässt. Jede nächsthöhere ISO-Klasse erlaubt etwa die zehnfache Partikelkonzentration der vorherigen Klasse. Die Norm definiert Grenzwerte für verschiedene Partikelgrößen (0,1 µm bis 5 µm), wobei nicht für jede ISO-Klasse alle Partikelgrößen relevant sind. In der Praxis werden ISO-Klassen 3-8 am häufigsten verwendet, während ISO 1-2 hauptsächlich in der Halbleiterindustrie und ISO 9 als Übergang zu normalen Räumen dient.
Der ultimative Leitfaden zur Messung der Druckluftqualität nach ISO 8573-1
Die Druckluftqualität ist ein entscheidender Faktor für die Effizienz und Zuverlässigkeit industrieller Prozesse. Um eine konstant hohe Qualität der Druckluft zu gewährleisten, ist eine regelmäßige und präzise Messung gemäß etablierter Standards wie der ISO 8573-1 unerlässlich. Dieser Leitfaden bietet einen umfassenden Überblick über die Druckluftqualitätsmessung, relevante Messtechniken und die Bedeutung der kontinuierlichen Überwachung in verschiedenen Anwendungsbereichen.
Was bedeutet Druckluftqualität und warum ist sie wichtig?
Die Druckluftqualität bezieht sich auf den Reinheitsgrad der komprimierten Luft, die in industriellen Prozessen verwendet wird. Gemäß ISO 8573-1, dem international anerkannten Standard zur Bewertung der Druckluftqualität, werden verschiedene Parameter gemessen, um die Reinheit der Druckluft zu bestimmen. Diese Messungen sind entscheidend, da verunreinigte Druckluft erhebliche negative Auswirkungen auf Produktionsprozesse, Endprodukte und Anlagenkomponenten haben kann. Die Anforderungen an die Druckluftqualität variieren je nach Anwendungsbereich, wobei Branchen wie die Lebensmittel-, Pharma- oder Elektronikindustrie besonders hohe Standards haben. Eine regelmäßige Messung der Druckluftqualität nach ISO 8573-1 ermöglicht es Unternehmen, potenzielle Probleme frühzeitig zu erkennen und die Effizienz ihrer Druckluftsysteme zu optimieren.
Die grundlegenden Parameter der Druckluftqualität
Bei der Bewertung der Druckluftqualität gemäß ISO 8573-1 werden drei Hauptparameter betrachtet: Partikel, Wasser und Öl. Die Partikelmessung erfasst feste Verunreinigungen verschiedener Größenklassen, typischerweise von 0,1 bis 5 µm. Diese Partikel stammen oft aus der Umgebungsluft oder entstehen durch Abrieb im Kompressor und den Rohrleitungen des Druckluftsystems. Der Wassergehalt wird durch den Drucktaupunkt bestimmt, der angibt, bei welcher Temperatur die Feuchtigkeit in der Druckluft kondensiert. Ein niedriger Drucktaupunkt bedeutet weniger Feuchtigkeit und damit eine bessere Qualität der Druckluft. Der Ölgehalt bzw. Restölgehalt in der Druckluft umfasst sowohl flüssiges als auch dampfförmiges Öl, das hauptsächlich von ölgeschmierten Kompressoren stammt. Die Messung des dampfförmigen Restölgehalts in der Druckluft erfordert besonders präzise Messgeräte. Alle diese Parameter müssen regelmäßig überwacht werden, um sicherzustellen, dass die Druckluftanlage die erforderlichen Reinheitsklassen einhält.
Auswirkungen mangelhafter Druckluftqualität auf Produktionsprozesse
Eine unzureichende Druckluftqualität kann weitreichende negative Folgen haben. Verunreinigungen in der Druckluft wie Partikel, übermäßige Feuchtigkeit oder ein zu hoher Restölgehalt können zu Produktausschuss, Maschinenstillständen und erhöhtem Wartungsaufwand führen. Besonders gravierend sind die Auswirkungen in sensiblen Produktionsbereichen. In der Lebensmittelindustrie können Verunreinigungen in der Druckluft direkt die Produktqualität und -sicherheit beeinträchtigen. In der Elektronikindustrie können selbst mikroskopisch kleine Partikel zu Defekten in empfindlichen Bauteilen führen. Zudem verursacht ein hoher Feuchtigkeitsgehalt in der Druckluft Korrosion in Rohrleitungen und Werkzeugen, was deren Lebensdauer verkürzt. Ein erhöhter Restölgehalt in der Druckluft kann Dichtungen beschädigen und zu Leckagen führen. All diese Probleme unterstreichen die Wichtigkeit einer kontinuierlichen Überwachung der Druckluftqualität gemäß ISO 8573-1, um kostspielige Produktionsausfälle und Qualitätsprobleme zu vermeiden.
Branchen mit besonderen Anforderungen an die Druckluftqualität
Verschiedene Industriezweige stellen spezifische Anforderungen an die Druckluftqualität, die über die allgemeinen Standards hinausgehen. In der Pharmaindustrie ist eine Druckluftqualität gemäß ISO 8573-1 der höchsten Reinheitsklassen unerlässlich, da selbst minimale Verunreinigungen die Produktsicherheit gefährden können. Die Lebensmittel- und Getränkeindustrie benötigt ebenfalls besonders reine Druckluft, insbesondere wenn diese direkt mit Lebensmitteln in Kontakt kommt. Hier liegt ein besonderer Fokus auf der Kontrolle des Restölgehalts in der Druckluft, da Ölkontaminationen gesundheitsschädlich sein können. In der Elektronikfertigung können selbst kleinste Partikel ab 0,1 µm Schäden an empfindlichen Komponenten verursachen. Die Automobilindustrie benötigt für Lackieranlagen öl- und partikelfreie Druckluft, um Oberflächenfehler zu vermeiden. Im Gesundheitswesen muss medizinische Druckluft höchsten Reinheitsstandards entsprechen. Anbieter wie Atlas Copco haben spezialisierte Lösungen entwickelt, um diesen branchenspezifischen Anforderungen an die Druckluftqualität gerecht zu werden und bieten maßgeschneiderte Druckluftsysteme für verschiedene Anwendungsbereiche an.
Wie funktioniert die Messung der Druckluftqualität nach ISO 8573-1?
Die Messung der Druckluftqualität nach ISO 8573-1 folgt einem strukturierten Ansatz, bei dem verschiedene Komponenten der Druckluft systematisch analysiert werden. Der ISO-Standard definiert dabei nicht nur die zu messenden Parameter, sondern auch die anzuwendenden Messmethoden. Bei der praktischen Durchführung wird zunächst eine repräsentative Probe aus dem Druckluftsystem entnommen. Diese Probenahme erfolgt gemäß den Vorgaben der ISO, um verfälschte Ergebnisse zu vermeiden. Anschließend werden die drei Hauptverunreinigungen – Partikel, Feuchtigkeit und Öl – mit spezialisierten Messgeräten quantifiziert. Für die Partikelmessung kommen Partikelzähler zum Einsatz, die Partikelgrößen und -konzentrationen bestimmen. Die Feuchtigkeitsmessung erfolgt über den Drucktaupunkt, während für die Bestimmung des Restölgehalts in der Druckluft spezielle Analysegeräte verwendet werden. Die gemessenen Werte werden dann mit den in der ISO 8573-1 definierten Reinheitsklassen verglichen, um den Qualitätsgrad der Druckluft zu bestimmen.
Die Klassifizierung gemäß ISO 8573 verstehen
Das ISO 8573-Normwerk bildet das Fundament für die einheitliche Klassifizierung der Druckluftqualität. Der wichtigste Teil, die ISO 8573-1, definiert ein Nummernsystem zur Beschreibung der Druckluftqualität anhand der drei Hauptverunreinigungen. Bei diesem System werden die Reinheitsklassen durch drei Ziffern angegeben, wobei die erste Ziffer die Partikelklasse, die zweite die Feuchtigkeitsklasse und die dritte die Ölklasse bezeichnet. Je niedriger die Zahl, desto höher die Reinheit. Ein Druckluftsystem mit der Klassifizierung 1.2.1 weist beispielsweise eine sehr hohe Reinheit bei Partikeln (Klasse 1) und Öl (Klasse 1) auf, während die Feuchtigkeitsanforderungen mit Klasse 2 etwas weniger streng sind. Die Messung gemäß ISO 8573 erfordert spezifische Messtechniken und Geräte, die in anderen Teilen der Norm beschrieben werden. Um die korrekte Klassifizierung zu ermitteln, müssen Betreiber von Druckluftanlagen regelmäßige Messungen durchführen und dokumentieren. Diese systematische Herangehensweise ermöglicht es, die Qualität der Druckluft objektiv zu bewerten und mit den Anforderungen verschiedener Anwendungen abzugleichen.
Reinheitsklassen und ihre spezifischen Grenzwerte
Die ISO 8573-1 definiert insgesamt neun Reinheitsklassen für jeden der drei Hauptparameter, wobei jede Klasse spezifische Grenzwerte festlegt. Für Partikel werden die Klassen basierend auf der maximalen Anzahl pro Kubikmeter für drei Größenbereiche definiert: 0,1-0,5 µm, 0,5-1 µm und 1-5 µm. Die Reinheitsklasse 1 erlaubt beispielsweise maximal 20.000 Partikel pro Kubikmeter in der Größe 0,1-0,5 µm, während Klasse 5 deutlich mehr Verunreinigungen zulässt. Beim Feuchtigkeitsgehalt werden die Klassen anhand des Drucktaupunkts bestimmt. Klasse 1 erfordert einen Drucktaupunkt von -70°C oder niedriger, während Klasse 6 einen Wert bis zu +10°C zulässt. Für den Ölgehalt reichen die Klassen von 0,01 mg/m³ bei Klasse 1 bis zu 5 mg/m³ bei Klasse 4. Die höchste Reinheitsklasse 0 verlangt, dass der jeweilige Parameter unterhalb der Nachweisgrenze liegt und wird für besonders anspruchsvolle Anwendungen wie in der Pharmaindustrie gefordert. Die Druckluftqualitätsmessung nach ISO 8573-1 ermöglicht es Betreibern, präzise zu bestimmen, ob ihre Druckluftanlage die für die jeweilige Anwendung erforderlichen Reinheitsklassen erfüllt.
Messverfahren und Prüfintervalle nach ISO-Standard
Die ISO 8573-1 beschreibt nicht nur die Reinheitsklassen, sondern gibt in weiteren Teilen der Norm auch Richtlinien für Messverfahren und Prüfintervalle vor. Für eine korrekte Druckluftqualitätsmessung ist die Einhaltung dieser Verfahren essentiell. Die Probenahme muss unter isokinetischen Bedingungen erfolgen, was bedeutet, dass die Strömungsgeschwindigkeit der Probe der des Hauptstroms entsprechen sollte, um repräsentative Ergebnisse zu erhalten. Die empfohlenen Prüfintervalle variieren je nach Anwendung und Branche, liegen aber typischerweise zwischen vierteljährlichen und jährlichen Überprüfungen. Für kritische Prozesse, wie in der Pharma- oder Lebensmittelindustrie, kann eine kontinuierliche Überwachung der Druckluftqualität erforderlich sein. Die Messung des dampfförmigen Restölgehalts in der Druckluft erfordert besondere Sorgfalt und spezialisierte Geräte. Für die Partikelmessung werden in der Regel Laser-Partikelzähler eingesetzt, während für die Feuchtigkeitsmessung Taupunktsensoren verwendet werden. Die ISO empfiehlt zudem, dass alle Messgeräte regelmäßig kalibriert werden, um präzise Ergebnisse zu gewährleisten. Die dokumentierte Druckluftqualitätsmessung gemäß ISO 8573-1 dient nicht nur der internen Qualitätssicherung, sondern kann auch bei Audits und Zertifizierungen relevant sein.
Welche Messgeräte werden für die Druckluftqualitätsmessung benötigt?
Für eine umfassende Druckluftqualitätsmessung gemäß ISO 8573-1 sind verschiedene spezialisierte Messgeräte erforderlich, die jeweils einen der Hauptparameter erfassen. Die Genauigkeit und Zuverlässigkeit dieser Messtechnik ist entscheidend für die korrekte Beurteilung der Druckluftqualität. Moderne Messgeräte ermöglichen nicht nur Momentaufnahmen, sondern auch die kontinuierliche Überwachung der Druckluftparameter. Für die Partikelmessung werden Laser-Partikelzähler eingesetzt, die Partikel verschiedener Größenklassen zwischen 0,1 und 5 µm quantifizieren können. Die Bestimmung des Restölgehalts in der Druckluft erfolgt mittels spezifischer Öldetektoren, die sowohl flüssiges als auch dampfförmiges Öl nachweisen können. Für die Feuchtigkeitsmessung dienen Taupunkttransmitter, die den Drucktaupunkt präzise bestimmen. Viele dieser Geräte verfügen über digitale Schnittstellen, die eine Integration in übergeordnete Überwachungssysteme ermöglichen. Bei der Auswahl der geeigneten Messgeräte sollten Faktoren wie Messbereich, Genauigkeit, Kalibrierungsmöglichkeiten und die Kompatibilität mit bestehenden Systemen berücksichtigt werden.
Q: Warum ist es wichtig, die Druckluftqualität zu messen?
A: Die Sicherstellung der Druckluftqualität ist entscheidend für viele industrielle Prozesse. Verunreinigte Druckluft kann zu Produktionsausfällen, Qualitätsproblemen und erhöhtem Wartungsaufwand führen. Mit hochpräziser Messtechnik wie dem DS 500 Bildschirmschreiber oder dem Oil Check 500 kann die Druckluftqualität nach DIN ISO 8573-1 kontinuierlich überwacht werden, um die geforderte Druckluftqualitätsklasse einzuhalten und Produktionsprozesse zu optimieren.
Q: Welche Parameter werden bei der Druckluftqualität gemessen nach ISO?
A: Bei der Druckluftqualität messen nach ISO 8573-1 werden hauptsächlich drei Hauptparameter überwacht: Partikel (Feststoffe), Restfeuchte (Wasser) und Restölgehalt (Öl). Die Norm definiert verschiedene Qualitätsklassen für jeden Parameter. Für eine umfassende Überwachung der Druckluftqualitätsklasse 1 werden spezielle Messgeräte von CS Instruments eingesetzt, die alle relevanten Parameter für Druckluft und Gase zuverlässig erfassen können.
Q: Wie funktioniert ein Partikelzähler für Druckluft?
A: Ein Partikelzähler wie der PC 400 nutzt Lasertechnologie, um Partikel in der Druckluft zu zählen und zu klassifizieren. Das Gerät saugt ein definiertes Luftvolumen an und leitet es durch eine beleuchtete Messkammer. Wenn Partikel den Lichtstrahl passieren, streuen sie das Licht, was von einem Sensor erfasst wird. Die Intensität der Streuung ermöglicht die Bestimmung der Partikelgröße. Der Partikelzähler PC 400 kann die Anzahl der Partikel pro Kubikmeter Druckluft in verschiedenen Größenklassen gemäß ISO 8573-1 messen.
Q: Wie erfolgt die Restölmessung in Druckluftsystemen?
A: Die Restölmessung in Druckluftsystemen erfolgt mit speziellen Messgeräten wie dem Oil Check 500, der den dampfförmigen Restölgehalt in der Druckluft misst. Das Gerät arbeitet nach dem Prinzip der Photoionisationsdetektion (PID) und kann Ölkonzentrationen im Bereich von 0,001 bis 5,000 mg/m³ erfassen. Für eine normgerechte Restölmessung nach ISO 8573-2 wird die Druckluft zuerst entnommen und aufbereitet, bevor der tatsächliche Ölgehalt bestimmt wird. Diese kontinuierliche Messung ist entscheidend zur Überwachung der Druckluftqualitätsklasse und zur Sicherstellung ölfreier Prozesse.
Q: Welche Rolle spielt die Messung der Restfeuchte bei der Drucklufttechnik?
A: Die Messung der Restfeuchte ist ein kritischer Aspekt in der Drucklufttechnik, da Feuchtigkeit zu Korrosion, Bakterienwachstum und Störungen in pneumatischen Systemen führen kann. Mit Taupunktsensoren wird der Feuchtigkeitsgehalt der Druckluft überwacht, was besonders in sensiblen Anwendungen wichtig ist. CS Instruments bietet Messgeräte an, die den Taupunkt präzise erfassen und in den Bildschirmschreiber DS 500 integriert werden können, um eine kontinuierliche Überwachung zu gewährleisten und die Einhaltung der entsprechenden Druckluftqualitätsklasse zu dokumentieren.
Q: Welche Anwendungen erfordern besonders hohe Druckluftqualität?
A: Besonders hohe Anforderungen an die Druckluftqualität bestehen in der Lebensmittel- und Getränkeindustrie, Pharmaherstellung, Elektronikfertigung, Automobilindustrie (Lackieranlagen), medizinischen Anwendungen und der Produktion optischer Komponenten. In diesen Bereichen kann bereits eine minimale Verunreinigung pro Kubikmeter Druckluft zu erheblichen Qualitätsproblemen führen. Die kontinuierliche Messung und Überwachung der Druckluftqualitätsklasse 1 mit Geräten wie dem Partikelzähler PC 400 und dem Oil Check 500 ist hier unerlässlich, um Produktionsstandards zu erfüllen und Ausschuss zu vermeiden.
Q: Welche Vorteile bietet der Bildschirmschreiber DS 500 bei der Druckluftqualitätsmessung?
A: Der Bildschirmschreiber DS 500 von CS Instruments bietet zahlreiche Vorteile bei der Druckluftqualitätsmessung. Er fungiert als zentrale Datenerfassungs- und Auswertungseinheit, an die verschiedene Sensoren für Partikel, Restöl und Restfeuchte angeschlossen werden können. Das Gerät ermöglicht die kontinuierliche Aufzeichnung aller relevanten Parameter, visualisiert Trends, sendet Alarme bei Grenzwertüberschreitungen und erstellt automatisch Berichte zur Dokumentation der Druckluftqualität. Mit seiner benutzerfreundlichen Oberfläche und Netzwerkfähigkeit unterstützt der DS 500 die umfassende Sicherstellung der Druckluftqualität und hilft bei der Einhaltung von Normen wie DIN ISO 8573-1.
Q: Wie oft sollte die Kalibrierung von Druckluftmessgeräten erfolgen?
A: Die Kalibrierung von Druckluftmessgeräten wie dem Partikelzähler PC 400, dem Oil Check 500 und Sensoren zur Restfeuchtemessung sollte in der Regel jährlich erfolgen, um hochpräzise Messergebnisse zu gewährleisten. Bei besonders kritischen Anwendungen oder in regulierten Industrien können kürzere Intervalle erforderlich sein. CS Instruments bietet Kalibrierservices an, die nach internationalen Standards durchgeführt werden und die Rückführbarkeit auf nationale Normale sicherstellen. Eine regelmäßige Kalibrierung ist unerlässlich für die zuverlässige Überwachung der Druckluftqualitätsklasse und die Validierung von Prozessen gemäß ISO 8573.
Q: Welche gesetzlichen Vorgaben gibt es zur Messung der Druckluftqualität?
A: Die Messung der Druckluftqualität unterliegt verschiedenen Normen und Richtlinien, wobei die DIN ISO 8573-1 als international anerkannter Standard die Druckluftqualitätsklassen definiert. Je nach Branche können zusätzliche Vorschriften gelten: In der Lebensmittelindustrie sind HACCP-Anforderungen relevant, in der Pharmaindustrie gelten GMP-Richtlinien und in der Medizintechnik die ISO 13485. In Deutschland fordert zudem die Berufsgenossenschaft die regelmäßige Überwachung von Druckluftsystemen zur Arbeitssicherheit. Die kontinuierliche Messung mit geeigneter Messtechnik wie dem DS 500 und spezialisierten Sensoren von CS Instruments hilft, diese Vorgaben zu erfüllen und nachzuweisen.
Ölfreie Druckluft in der Lebensmittel- und Getränkeindustrie: Sicherheit und Qualität
In der modernen Lebensmittelindustrie spielt die Qualität der Druckluft eine entscheidende Rolle für die Produktsicherheit und -qualität. Insbesondere ölfreie Druckluft ist heute ein unverzichtbarer Bestandteil vieler Produktionsprozesse in der Lebensmittel- und Getränkeindustrie. Dieser Artikel beleuchtet die Bedeutung hochwertiger Druckluftsysteme und erklärt, warum saubere Druckluft für die Einhaltung von Qualitätsstandards unerlässlich ist.
Warum ist hochwertige Druckluft in der Lebensmittelindustrie so wichtig?
Der Einsatz von Druckluft in der Lebensmittelindustrie ist vielseitig und weitreichend. Hochwertige Druckluft wird in nahezu allen Produktionsphasen benötigt, von der Verarbeitung bis zur Verpackung. Die besondere Bedeutung ergibt sich daraus, dass Druckluft häufig direkt mit Lebensmitteln in Kontakt kommt oder zumindest in unmittelbarer Nähe zum Produkt eingesetzt wird. Ein Druckluftsystem, das nicht den höchsten Standards entspricht, kann die gesamte Produktionskette gefährden. Renommierte Hersteller wie Atlas Copco haben daher spezielle ölfreie Kompressorsysteme entwickelt, die den strengen Anforderungen der Lebensmittelbranche gerecht werden und eine einwandfreie Qualität der Druckluft garantieren können.
Welche Risiken birgt verunreinigte Druckluft für Lebensmittelprodukte?
Verunreinigte Druckluft stellt ein erhebliches Risiko für Lebensmittelprodukte dar. Wenn Druckluft mit Öl, Wasser oder Partikeln kontaminiert ist, können diese Schadstoffe auf die Lebensmittel übertragen werden. Dies geschieht besonders dann, wenn die Druckluft direkt mit dem Produkt in Berührung kommt, wie es bei vielen pneumatischen Anwendungen der Fall ist. Mikrobiologische Verunreinigungen in der Druckluft können zu Schimmelbildung oder bakterieller Kontamination führen, was die Haltbarkeit der Produkte drastisch reduziert und potenzielle Gesundheitsrisiken für die Verbraucher schafft. Ölpartikel können nicht nur den Geschmack beeinträchtigen, sondern auch toxische Reaktionen auslösen. Selbst kleinste Mengen an Verunreinigungen können zu Produktrückrufen führen, die nicht nur kostspielig sind, sondern auch dem Ruf des Unternehmens schaden. Daher ist es unerlässlich, dass Druckluftsystemen in der Lebensmittelproduktion eine besondere Aufmerksamkeit geschenkt wird, um jegliche Form der Kontamination zu verhindern.
Wie beeinflusst Druckluftqualität die Lebensmittelsicherheit?
Die Druckluftqualität hat einen direkten Einfluss auf die Lebensmittelsicherheit. In der Lebensmittel- und Getränkeindustrie wird Druckluft für zahlreiche Prozesse eingesetzt, bei denen sie mit dem Produkt in Kontakt kommen kann. Eine hohe Reinheit der Druckluft ist daher unerlässlich, um die Sicherheit und Qualität der Endprodukte zu gewährleisten. Ölfreie Druckluft verhindert die Kontamination von Lebensmitteln durch Schmierstoffe, die in herkömmlichen Kompressoren verwendet werden. Zudem reduziert saubere Druckluft das Risiko mikrobieller Verunreinigungen, die durch Feuchtigkeit in Druckluftsystemen entstehen können. Die Lebensmittelsicherheit wird auch durch die Abwesenheit von Partikeln in der Druckluft verbessert, da diese sonst als Träger für Bakterien oder Schimmelpilze dienen könnten. Unternehmen, die in hochwertige Druckluftsysteme investieren, schützen nicht nur ihre Produkte, sondern auch ihre Reputation auf dem Markt. Die konsequente Überwachung und Wartung dieser Systeme ist daher ein integraler Bestandteil eines umfassenden Lebensmittelsicherheitskonzepts.
Welche Vorschriften regeln den Einsatz von Druckluft in der Lebensmittelbranche?
Der Einsatz von Druckluft in der Lebensmittelbranche unterliegt strengen regulatorischen Anforderungen, die sicherstellen sollen, dass keine Kontamination der Produkte stattfindet. Auf internationaler Ebene bilden die ISO-Normen, insbesondere die ISO 8573-1 und ISO 22000, das Fundament für die Qualitätsanforderungen an Druckluft. Die ISO 8573-1 klassifiziert die Reinheit der Druckluft hinsichtlich Partikeln, Wasser und Öl, während die ISO 22000 als Standard für Lebensmittelsicherheitsmanagementsysteme auch Aspekte der Druckluftqualität umfasst. In Europa müssen Lebensmittelhersteller zudem die Verordnung (EG) Nr. 852/2004 über Lebensmittelhygiene einhalten, die vorschreibt, dass alle Materialien und Geräte, die mit Lebensmitteln in Berührung kommen, ordnungsgemäß gereinigt und erforderlichenfalls desinfiziert werden müssen – dies schließt auch Druckluftsysteme ein. Die HACCP-Grundsätze (Hazard Analysis Critical Control Points) erfordern ebenfalls eine Risikobewertung und -kontrolle für alle Prozesse, einschließlich der Verwendung von Druckluft. In vielen Ländern haben nationale Behörden zusätzliche Richtlinien veröffentlicht, die spezifische Anforderungen an die Druckluftqualität in der Lebensmittelindustrie stellen. Die Einhaltung dieser Vorschriften ist nicht nur gesetzlich vorgeschrieben, sondern auch entscheidend für das Vertrauen der Verbraucher in die Sicherheit der Lebensmittelprodukte.
Welche ISO-Normen gelten für Druckluft in der Lebensmittelproduktion?
Für die Lebensmittelproduktion sind spezifische ISO-Normen von entscheidender Bedeutung, um die Sicherheit und Qualität der Produkte zu gewährleisten. Diese internationalen Standards definieren klare Richtlinien für die Druckluftqualität und helfen dabei, potenzielle Risiken zu minimieren. Die Einhaltung dieser Normen ist nicht nur eine Frage der Compliance, sondern trägt maßgeblich zur Produktsicherheit und zum Verbraucherschutz bei. In der Lebensmittel- und Getränkeindustrie ist es daher unerlässlich, mit Druckluftsystemen zu arbeiten, die diese strengen internationalen Kriterien erfüllen, insbesondere wenn die Druckluft direkt oder indirekt mit Lebensmitteln in Kontakt kommt.
Was bedeutet die ISO 8573-1 für Druckluftsysteme in der Lebensmittelindustrie?
Die ISO 8573-1 ist ein fundamentaler Standard für Druckluftsysteme in der Lebensmittelindustrie und definiert die Reinheitsklassen für Druckluft. Dieser internationale Standard kategorisiert die Druckluftqualität nach dem Gehalt an Verunreinigungen wie Partikeln, Wasser und Öl. Für die Lebensmittel- und Getränkeindustrie ist diese Norm besonders relevant, da sie die Basis für die Qualitätssicherung der verwendeten Druckluft bildet. Die ISO 8573-1 teilt die Reinheit der Druckluft in verschiedene Klassen ein, wobei Klasse 1 die höchsten Anforderungen an die Reinheit stellt und Klasse 9 die niedrigsten. In der Lebensmittelproduktion wird häufig mindestens Klasse 2 für Partikel und Klasse 4 für Feuchte gefordert, während für Öl in der Regel die strengere Klasse 1 oder sogar ölfreie Druckluft nach Klasse 0 vorgeschrieben ist. Die Einhaltung dieser Norm gewährleistet, dass die Druckluft, die mit Lebensmitteln in Kontakt kommt, frei von schädlichen Verunreinigungen ist. Unternehmen, die compressed air in ihrer Produktion einsetzen, müssen regelmäßige Tests durchführen, um sicherzustellen, dass ihre Druckluftsysteme die entsprechenden ISO-Anforderungen erfüllen. Dies ist besonders wichtig bei Prozessen, wo die Druckluft direkt mit dem Produkt in Berührung kommt, wie beim Sprühtrocknen oder bei der Verpackung.
Wie wird die Klasse 0 Druckluft nach ISO-Standard definiert?
Die Klasse 0 Druckluft repräsentiert nach ISO 8573-1 die höchste Reinheitsstufe und wird speziell für Anwendungen definiert, bei denen absolut keine Ölkontamination toleriert werden kann. Anders als bei den Klassen 1-9, die konkrete Grenzwerte festlegen, bedeutet Klasse 0, dass der Anwender und der Hersteller des Druckluftsystems strengere Spezifikationen vereinbaren, die über die Standard-Klassifizierungen hinausgehen. In der Praxis bedeutet dies, dass die Konzentration von Ölaerosolen und -dämpfen in der Druckluft unter der Nachweisgrenze liegen muss, was in der Regel Werte unter 0,01 mg/m³ bedeutet. Für die Lebensmittel- und Getränkeindustrie ist diese höchste Reinheitsstufe besonders relevant, da selbst kleinste Ölmengen die Produktqualität erheblich beeinträchtigen können. Führende Kompressorhersteller wie Atlas Copco bieten spezielle ölfreie Schraubenkompressoren an, die nach Klasse 0 zertifiziert sind und somit garantieren, dass keine Ölkontamination in den Produktionsprozess eingebracht wird. Diese Kompressoren arbeiten mit Technologien, die vollständig auf Schmieröl verzichten, wodurch das Risiko einer Verunreinigung von vornherein ausgeschlossen wird. In der Lebensmittelproduktion, wo Druckluft direkt mit empfindlichen Produkten in Berührung kommen kann, ist die Verwendung von Klasse 0 Druckluft oft nicht nur eine Frage der Qualitätssicherung, sondern auch eine gesetzliche Anforderung, um die höchsten Standards der Lebensmittelsicherheit zu gewährleisten.
Welche Rolle spielt ISO 22000 bei der Druckluftanwendung?
Die ISO 22000 spielt eine zentrale Rolle bei der Druckluftanwendung in der Lebensmittel- und Getränkeindustrie, da sie einen umfassenden Rahmen für das Lebensmittelsicherheitsmanagementsystem bietet. Dieser internationale Standard verlangt, dass Unternehmen alle potenziellen Gefahren identifizieren und kontrollieren, die die Lebensmittelsicherheit beeinträchtigen könnten – einschließlich solcher, die durch Druckluftsysteme entstehen können. In der praktischen Anwendung bedeutet dies, dass Betriebe, die nach ISO 22000 zertifiziert sind, nachweisen müssen, dass ihre Druckluft keine Kontaminationsgefahr für die Lebensmittelproduktion darstellt. Die Norm erfordert eine systematische Überwachung und Dokumentation der Druckluftqualität, besonders wenn diese direkt mit Lebensmitteln in Berührung kommt. Unternehmen müssen Verfahren implementieren, die sicherstellen, dass die verwendete Druckluft den erforderlichen Reinheitsstandards entspricht, wie sie in ISO 8573-1 definiert sind. Dies umfasst regelmäßige Wartung der Kompressoren, den Austausch von Filtern und die Überwachung von Feuchtigkeits- und Ölgehalten. Die ISO 22000 verlangt zudem, dass die kritischen Kontrollpunkte (CCPs) in Bezug auf Druckluft identifiziert und kontinuierlich überwacht werden. Bei Abweichungen müssen Korrekturmaßnahmen ergriffen werden, um die Sicherheit der Produkte zu gewährleisten. Die Integration von Druckluftqualitätskontrollen in das HACCP-Konzept (Hazard Analysis Critical Control Points) ist ein wesentlicher Bestandteil der ISO 22000-Konformität und trägt dazu bei, das Vertrauen der Verbraucher in die Sicherheit und Qualität von Lebensmittelprodukten zu stärken.
Wie sieht der optimale Einsatz von Druckluft in der Lebensmittel- und Getränkeherstellung aus?
Der optimale Einsatz von Druckluft in der Lebensmittel- und Getränkeindustrie erfordert ein durchdachtes Konzept, das sowohl die Produktqualität als auch die Betriebseffizienz berücksichtigt. In dieser sensiblen Branche ist es entscheidend, dass die verwendete Druckluft höchsten Reinheitsstandards entspricht, insbesondere wenn sie direkt mit Lebensmitteln in Kontakt kommt. Ein effizientes Druckluftsystem basiert auf einer sorgfältigen Planung, die den spezifischen Anforderungen der verschiedenen Produktionsprozesse gerecht wird. Dies umfasst die Auswahl des richtigen Kompressortyps, eine angemessene Druckluftaufbereitung und ein kontinuierliches Monitoring der Luftqualität.
Q: Warum ist ölfreie Druckluft in der Lebensmittel- und Getränkeindustrie wichtig?
A: Ölfreie Druckluft ist in der Lebensmittel- und Getränkeindustrie essentiell, da jede Verunreinigung durch Ölpartikel oder Öldampf die Qualität der Produkte beeinträchtigen kann. Besonders wenn Druckluft mit Lebensmitteln in Berührung kommt, muss sie absolut frei von Kontaminationen sein. Ölfreien Kompressoren, wie die von Atlas Copco oder Beko Technologies, die nach ISO 8573-1 Klasse 0 zertifiziert sind, gewährleisten höchste Reinheit und verhindern kostspielige Rückrufaktionen oder Produktionsausfälle.
Q: Welche spezifischen Anforderungen gelten für Druckluftsysteme in der Lebensmittelindustrie?
A: Druckluftsysteme in der Lebensmittelindustrie müssen strengen Hygienestandards entsprechen. Sie erfordern ölfreie Kompressoren, eine spezielle Aufbereitung durch Filtration und Trocknung mit niedrigem Drucktaupunkt, um Mikroorganismen keine Wachstumschance zu bieten. Zudem müssen alle Materialien, die mit der Druckluft in Kontakt kommen, lebensmittelecht sein. Die Einhaltung der ISO 8573-1 Klasse 0 ist für viele Anwendungen Pflicht, insbesondere bei direktem Kontakt mit Lebensmitteln, wie beim Abfüllen oder der Verpackung.
Q: Wie unterscheiden sich ölfreie Schraubenkompressoren von herkömmlichen Kompressoren in der Anwendung?
A: Ölfreie Schraubenkompressoren arbeiten ohne Schmieröl in der Verdichtungskammer, wodurch keine Ölpartikel in die Druckluft gelangen können. Im Gegensatz zu herkömmlichen Kompressoren benötigen sie keine nachgeschaltete Ölfiltration, was Betriebskosten reduziert und Ausfallrisiken minimiert. Für die Lebensmittel- und Getränkeindustrie bieten sie entscheidende Vorteile: absolute Reinheit der Druckluft, geringeres Kontaminationsrisiko und Übereinstimmung mit strengen Hygienevorschriften. Sie sind zwar in der Anschaffung teurer, amortisieren sich jedoch durch längere Lebensdauer und niedrigere Wartungskosten.
Q: Welche Rolle spielt die Druckluftaufbereitung in der Lebensmittel- und Getränkeindustrie?
A: Die Druckluftaufbereitung ist ein kritischer Prozess in der Lebensmittelindustrie. Sie umfasst mehrere Stufen wie Filtration, Trocknung und Sterilisation, um Verunreinigungen wie Partikel, Feuchtigkeit und Mikroorganismen zu entfernen. Ein niedriger Drucktaupunkt verhindert Kondensatbildung, die Mikroorganismen fördern könnte. Je nach Anwendung und direktem Kontakt mit Lebensmitteln werden unterschiedliche Aufbereitungsstufen benötigt. Moderne Systeme von Herstellern wie Beko Technologies bieten spezielle Lösungen für die Lebensmittelproduktion, die kontinuierliche Überwachung und Dokumentation der Druckluftqualität ermöglichen.
Q: Welche Maßnahmen zur Wartung sind für Druckluftsysteme in der Lebensmittelproduktion notwendig?
A: Die Wartung von Druckluftsystemen in der Lebensmittelproduktion erfordert besondere Sorgfalt. Regelmäßige Inspektionen, der Austausch von Filtern und die Überprüfung auf Leckagen sind essentiell. Das Kondensat muss fachgerecht entsorgt werden. Zudem sollten Messungen der Druckluftqualität gemäß ISO 8573-1 durchgeführt werden, um sicherzustellen, dass die erforderliche Reinheitsklasse eingehalten wird. Wartungsintervalle müssen strikt eingehalten werden, und alle Komponenten, die mit der Umgebungsluft oder der Produktionsanlage in Kontakt kommen, sollten auf Kontaminationsrisiken überprüft werden. Professionelle Wartungsverträge mit Spezialisten für Drucklufttechnik garantieren die dauerhafte Einhaltung der Hygienestandards.
Q: Welche Folgen können durch verunreinigte Druckluft in der Lebensmittelindustrie entstehen?
A: Verunreinigte Druckluft kann in der Lebensmittelindustrie gravierende Konsequenzen haben. Kontaminationen durch Ölpartikel oder Mikroorganismen können die Haltbarkeit von Produkten verringern oder sogar gesundheitsschädlich sein. Die Folgen reichen von Produktionsausfällen und kostspieligen Rückrufaktionen bis hin zu Imageschäden und rechtlichen Konsequenzen. Besonders kritisch ist dies bei Anwendungen, wo Druckluft direkt mit Lebensmitteln in Berührung kommt. Die British Compressed Air Society und andere Fachverbände betonen daher die Notwendigkeit höchster Standards bei der Druckluftqualität für Lebensmittel- und Getränkehersteller.
Q: Wie wird die Qualität der Druckluft in Lebensmittelbetrieben überwacht und dokumentiert?
A: Die Überwachung der Druckluftqualität in Lebensmittelbetrieben erfolgt durch kontinuierliche oder regelmäßige Messungen kritischer Parameter wie Restölgehalt, Feuchtigkeit (Drucktaupunkt) und Partikelbelastung. Moderne Systeme bieten Echtzeit-Monitoring mit automatischer Dokumentation. Lebensmittel- und Getränkehersteller müssen im Rahmen ihres HACCP-Konzepts Nachweise über die Druckluftqualität führen. Zertifizierte Messstellen sollten in regelmäßigen Abständen Proben entnehmen und analysieren. Anbieter wie Atlas Copco und Beko Technologies bieten spezielle Überwachungssysteme, die allen regulatorischen Anforderungen entsprechen und bei Audits als Nachweis dienen können.
Q: Welche aktuellen Innovationen gibt es in der Drucklufttechnik für die Lebensmittelindustrie?
A: Die Drucklufttechnik für die Lebensmittelindustrie entwickelt sich stetig weiter. Zu den neuesten Innovationen zählen energieeffizientere ölfreie Schraubenkompressoren mit niedrigerem CO2-Fußabdruck, intelligente Steuerungssysteme zur Optimierung des Energieverbrauchs und fortschrittliche Sensoren zur Echtzeit-Überwachung der Druckluftqualität. Neue Membrantrockner ermöglichen extrem niedrige Drucktaupunkte bei geringerem Energieverbrauch. Zudem gibt es Fortschritte bei antibakteriellen Materialien für Druckluftleitungen und Komponenten, die speziell für den Kontakt mit Lebensmitteln entwickelt wurden. Hersteller wie Atlas Copco und Beko Technologies bieten zunehmend ganzheitliche Lösungen, die alle Aspekte der Druckluftversorgung in der Lebensmittel- und Getränkeindustrie abdecken.
Taupunktmessung für Druckluft und Gase: Präzise Feuchtemessung mit Taupunktsensoren
Die präzise Taupunktmessung von Druckluft und Gasen ist für zahlreiche industrielle Anwendungen von entscheidender Bedeutung. Mit zuverlässigen Taupunktsensoren können Unternehmen die Qualität ihrer Druckluftsysteme überwachen und potenzielle Probleme durch Feuchtigkeit frühzeitig erkennen. Dieser Artikel behandelt die grundlegenden Aspekte der Taupunktmessung, geeignete Messgeräte sowie deren Installation und Wartung für optimale Ergebnisse.
Was ist der Taupunkt bei Druckluft und warum ist seine Messung wichtig?
Definition des Drucktaupunkts in °C td
Der Drucktaupunkt, angegeben in °C td, bezeichnet die Temperatur, bei der die in der Druckluft enthaltene Feuchtigkeit kondensiert und sich in flüssiges Wasser umwandelt. Diese Messgröße ist ein entscheidender Parameter für die Qualitätsbeurteilung von Druckluftsystemen. Bei der Taupunktmessung wird bestimmt, wieviel Wasserdampf in der Druckluft enthalten ist. Je niedriger der Drucktaupunkt, desto trockener ist die Druckluft und desto geringer ist die Gefahr von Kondensatbildung. Typische Drucktaupunkte in industriellen Anwendungen liegen zwischen +10 °C td für einfache Anwendungen und -80 °C td für hochsensible Prozesse. Die Überwachung des Taupunkts ist daher unerlässlich, um die Leistungsfähigkeit von Drucklufttrocknern zu bewerten und sicherzustellen, dass die Druckluftqualität den Anforderungen des jeweiligen Prozesses entspricht.
Auswirkungen von Feuchtigkeit in Druckluftsystemen
Feuchtigkeit in Druckluftsystemen kann zu erheblichen Problemen führen. Wenn der Taupunkt überschritten wird, kondensiert der Wasserdampf zu flüssigem Wasser, was korrosive Prozesse in Rohrleitungen und Komponenten auslösen kann. In Druckluftsystemen mit bis zu 16 bar oder sogar 350 bar kann unentdeckte Feuchte zu massiven Schäden führen. Besonders in Anwendungen, wo die Druckluft direkt mit Produkten in Kontakt kommt, kann kondensierte Feuchte zu Qualitätsproblemen führen. Zudem kann Wasser in pneumatischen Werkzeugen und Ventilen Funktionsstörungen verursachen oder Frostschäden bei niedrigen Umgebungstemperaturen entstehen lassen. Auch die Effizienz von Druckluftsystemen wird durch Feuchtigkeit beeinträchtigt, da für die Kompression von feuchter Luft mehr Energie benötigt wird. Die zuverlässige Taupunktmessung mithilfe fortschrittlicher Taupunktsensoren ist daher ein wichtiger Bestandteil des präventiven Instandhaltungsmanagements in industriellen Betrieben und trägt wesentlich zur Betriebssicherheit bei.
Qualitätsanforderungen nach ISO 8573-1
Die internationale Norm ISO 8573-1 definiert Qualitätsklassen für Druckluft und legt dabei besonderes Augenmerk auf den Feuchtegehalt. Die Drucktaupunktmessung spielt hier eine zentrale Rolle. Die Norm unterteilt die Druckluftqualität in verschiedene Klassen von 0 bis 6, wobei Klasse 1 die höchsten Anforderungen an Trockenheit stellt mit einem Drucktaupunkt von -70 °C td oder niedriger. Für die meisten industriellen Anwendungen sind Drucktaupunkte zwischen -40 °C td (Klasse 2) und +3 °C td (Klasse 4) üblich. Mit geeigneten Taupunktsensoren können Unternehmen kontinuierlich überprüfen, ob ihre Druckluftsysteme die erforderlichen Qualitätsstandards einhalten. Besonders in sensiblen Branchen wie der Pharma- oder Lebensmittelindustrie ist die Einhaltung dieser Normen unerlässlich und muss durch zuverlässige Taupunktmessgeräte für Druckluft und Gase dokumentiert werden. Die Integration von Datenloggern in moderne Messsysteme erleichtert dabei die lückenlose Dokumentation und Nachweisführung gegenüber Auditoren.
Wie funktioniert die Taupunktmessung von Druckluft mit Taupunktsensoren?
Messprinzipien moderner Taupunktsensoren
Moderne Taupunktsensoren zur Feuchtemessung in Druckluft und Gasen basieren überwiegend auf kapazitiven Messprinzipien. Diese Sensoren verfügen über eine spezielle Aluminiumoxidschicht, deren elektrische Kapazität sich in Abhängigkeit von der adsorbierten Feuchte ändert. Der Sensor misst diese Kapazitätsänderung und wandelt sie in einen entsprechenden Drucktaupunktwert in °C td um. Hochwertige Taupunktsensoren wie der FA 500 von CS Instruments sind extrem langzeitstabil und bieten eine hohe Genauigkeit auch bei sehr niedrigen Taupunkten. Neben kapazitiven Sensoren kommen auch Spiegel-Kühlhygrometer zum Einsatz, die den Taupunkt durch optische Erkennung von Kondensation auf einer gekühlten Oberfläche ermitteln. Diese Methode gilt als Referenzverfahren, ist jedoch für die kontinuierliche Überwachung in Industrieumgebungen weniger praktikabel. Für die Taupunktmessung von Druckluft in industriellen Anwendungen haben sich kapazitive Sensoren durchgesetzt, da sie robust, wartungsarm und für einen breiten Messbereich geeignet sind. Über die integrierte Schnittstelle können alle vom Taupunktsensor gemessenen und berechneten Messwerte an übergeordnete Systeme übertragen werden.
Unterschiede zwischen mobilen und stationären Taupunktmessgeräten
Bei der Taupunktmessung in Druckluftsystemen kommen sowohl stationäre als auch mobile Taupunktmessgeräte zum Einsatz, die sich in verschiedenen Aspekten unterscheiden. Stationäre Taupunktsensoren werden fest in das Druckluftsystem integriert und ermöglichen eine kontinuierliche Überwachung des Drucktaupunkts. Diese Geräte sind oft mit integriertem Display und Alarmrelais ausgestattet, um bei Überschreitung kritischer Taupunktwerte sofort zu warnen. Sie werden häufig an neuralgischen Punkten wie nach Kältetrocknern oder Adsorptionstrocknern installiert. Mobiles Taupunktmessgerät hingegen, wie der DP 500 oder DP 510, bieten Flexibilität für Servicetechniker, die verschiedene Messpunkte im System überprüfen müssen. Diese portablen Geräte verfügen über spezielle Messkammern mit Schnellkupplungen, die eine einfache Verbindung mit dem Druckluftsystem ermöglichen. Sie sind besonders wertvoll für die Fehlersuche oder für periodische Überprüfungen an verschiedenen Stellen des Netzwerks. Fortschrittliche mobile Taupunktmessgeräte für Druckluft und Gase bieten zusätzlich Datenlogger-Funktionen und können mit Software wie CS Soft Basic kommunizieren, um Messwerte zu dokumentieren und zu analysieren.
Messbereiche und Genauigkeit bei der Feuchtemessung
Die Genauigkeit der Taupunktmessung ist entscheidend für eine zuverlässige Feuchteüberwachung in Druckluftsystemen. Moderne Taupunktsensoren decken typischerweise Messbereiche von +20 °C td bis hin zu -80 °C td ab, wobei die Genauigkeit je nach Messbereich variiert. Im mittleren Bereich von -40 °C td bis +20 °C td erreichen hochwertige Sensoren eine Genauigkeit von ±1-2 °C td. Bei extrem niedrigen Taupunkten unter -60 °C td kann die Messgenauigkeit auf ±2-3 °C td sinken. Die Messwerte werden von den Taupunktsensoren in Echtzeit erfasst und können in verschiedenen Einheiten wie °C td, ppmv (parts per million volume), mg/m³ oder relative Feuchte in % angezeigt werden. Bei der Auswahl eines Taupunktmessgeräts für Druckluft und Gase sollte neben dem benötigten Messbereich auch auf die Druckfestigkeit geachtet werden. Während Standardgeräte meist für Drücke bis 16 bar ausgelegt sind, bieten Spezialausführungen Messmöglichkeiten bei Drücken bis zu 350 bar. Die Kalibrierung der Sensoren erfolgt in der Regel mit rückführbaren Referenzgeräten, um die spezifizierte Genauigkeit zu gewährleisten und langfristig zu erhalten.
Welche Taupunktmessgeräte für Druckluft und Gase sind auf dem Markt verfügbar?
Taupunktmessgeräte
Verschiedene Hersteller bieten spezielle Ausführungen für unterschiedliche Anwendungen an, beispielsweise für die Überwachung von Kältetrocknern oder Adsorptionstrocknern. Die meisten modernen Taupunktsensoren sind mit einem 4-20 mA Analogausgang ausgestattet, der eine einfache Integration in bestehende Überwachungssysteme ermöglicht. Zudem verfügen hochwertige Taupunktmessgeräte über Alarmrelais, die bei Überschreitung definierter Grenzwerte automatisch Warnsignale auslösen können.
Integrierte Systeme mit Datenlogger-Funktionen
Fortschrittliche Taupunktmessgeräte für Druckluft und Gase verfügen heute über integrierte Datenlogger-Funktionen, die eine umfassende Dokumentation der Messwerte ermöglichen. Diese integrierten Systeme speichern kontinuierlich den gemessenen Drucktaupunkt und andere Parameter wie Systemdruck und Temperatur über lange Zeiträume. Damit lassen sich Trends analysieren und frühzeitig Maßnahmen ergreifen, bevor kritische Werte erreicht werden. Die gespeicherten Daten können über verschiedene Schnittstellen ausgelesen und mit Softwarelösungen wie CS Soft Basic ausgewertet werden. Dies ermöglicht die Erstellung detaillierter Berichte zur Qualitätssicherung und Anlageneffizienz. Besonders wertvoll sind integrierte Systeme mit automatischer Alarmfunktion, die bei Überschreitung des zulässigen Taupunkts sofort Warnmeldungen generieren. Einige Taupunktmessgeräte verfügen über integriertem Display und Alarmrelais, so dass kritische Messwerte direkt vor Ort erkennbar sind und gleichzeitig zentrale Leitsysteme informiert werden können. Die Kombination aus präziser Taupunktmessung und intelligenter Datenverarbeitung macht diese Geräte zu einem unverzichtbaren Werkzeug für die vorausschauende Wartung von Druckluftsystemen.
Portable Taupunktmessgeräte für Servicetechniker
Für Servicetechniker, die regelmäßig verschiedene Druckluftsysteme überprüfen müssen, sind portable Taupunktmessgeräte . Diese mobilen Taupunktmessgeräte kombinieren eine kompakte Bauform mit hoher Messgenauigkeit und sind speziell für den Feldeinsatz konzipiert. Sie ermöglichen die schnelle und zuverlässige Überprüfung des Drucktaupunkts an verschiedenen Messstellen und verfügen über spezielle Messkammern mit Schnellkupplungen für den einfachen Anschluss an das Druckluftsystem. Die meisten portablen Messgeräte können Drücke bis zu 16 bar oder in Spezialausführungen sogar bis 350 bar verarbeiten. Ein großer Vorteil dieser Geräte ist die Möglichkeit, Messungen direkt vor Ort durchzuführen und die Ergebnisse sofort auf dem integrierten Display abzulesen. Moderne portable Taupunktmessgeräte für Druckluft und Gase bieten zudem die Möglichkeit, Messwerte über längere Zeiträume aufzuzeichnen und diese später am Computer auszuwerten.
Q: Wie funktioniert ein Taupunktsensor bei der Druckluftmessung?
A: Ein Taupunktsensor misst den Punkt, an dem Wasserdampf in der Druckluft zu kondensieren beginnt. Die neuen Taupunktsensoren zeichnen sich durch eine hohe Genauigkeit und schnelle Angleichzeit aus. Sie werden in einer Messkammer installiert und können entweder fest verbaut oder als mobiles Taupunktmessgerät für Druckluft und Gase verwendet werden. Moderne Sensoren verfügen über ein integriertes Display, das den Taupunkt groß sowie weitere Feuchtemessgrößen anzeigt, und können über eine digitale meter Schnittstelle in Überwachungssysteme eingebunden werden.
Q: Was ist der Drucktaupunkt und warum ist er wichtig?
A: Der Drucktaupunkt ist die Temperatur, bei der Wasserdampf in einem Druckluftsystem zu kondensieren beginnt. Er ist ein entscheidender Parameter, da Kondenswasser die Qualität der Druckluft beeinträchtigen und zu Korrosion, Fehlfunktionen von Pneumatikkomponenten und Produktionsausfällen führen kann. Im Gegensatz zum atmosphärischen Taupunkt wird der Drucktaupunkt unter Betriebsdruck gemessen und gibt Aufschluss über die tatsächliche Trockenheit der Druckluft im System.
Q: Welche Vorteile bieten Adsorptionstrockner bei der Druckluftreinigung?
A: Adsorptionstrockner können besonders niedrige Drucktaupunkte bis zu -70°C erreichen, was sie ideal für Anwendungen macht, die sehr trockene Druckluft erfordern. Sie arbeiten mit Trocknungsmitteln wie Silikagel oder Molekularsieben, die Feuchtigkeit aus der Druckluft binden. Adsorptionstrockner sind weniger abhängig von der Umgebungstemperatur als Kältetrockner und eignen sich daher auch für den Einsatz unter schwierigen Bedingungen. Zur Überwachung ihrer Effizienz werden spezielle Taupunktsensoren zur Feuchtemessung in Adsorptionstrocknern eingesetzt.
Q: Wie unterscheiden sich Kältetrockner von Adsorptionstrocknern?
A: Kältetrockner kühlen die Druckluft ab, um Wasserdampf zu kondensieren und zu entfernen. Sie erreichen typischerweise Drucktaupunkte von +2°C bis +10°C und sind energieeffizienter als Adsorptionstrockner. Adsorptionstrockner hingegen nutzen ein Trocknungsmittel zur Feuchtigkeitsabsorption und können deutlich niedrigere Taupunkte bis -70°C erreichen. Die Wahl zwischen beiden Systemen hängt von den Anforderungen der Anwendung ab, wobei für viele industrielle Prozesse ein Kältetrockner ausreichend ist, während bei sensiblen Anwendungen wie in der Pharma- oder Elektronikindustrie Adsorptionstrockner bevorzugt werden.
Q: Welche Methoden gibt es zur Feuchtemessung in Druckluft und Gas?
A: Zur Feuchtemessung in Druckluft und Gas stehen verschiedene Methoden zur Verfügung. Die häufigsten sind kapazitive Polymersensoren, die Änderungen der elektrischen Kapazität bei Feuchtigkeitsaufnahme messen, und Spiegeltaupunktsensoren, die den tatsächlichen Kondensationspunkt bestimmen. Für industrielle Anwendungen werden oft robuste Sensoren mit integriertem Display und Alarmrelais eingesetzt. Die Messung kann fest installiert oder mit einem mobilen Taupunktmessgerät DP oder qualificierung-validierung.de durchgeführt werden.
Q: Was sollte bei der Auswahl eines Taupunktsensors beachtet werden?
A: Bei der Auswahl eines Taupunktsensors sollten mehrere Faktoren berücksichtigt werden: der erforderliche Messbereich (abhängig davon, ob ein Kältetrockner oder Adsorptionstrockner überwacht wird), die Genauigkeit, die Druckbeständigkeit, die Kommunikationsoptionen, die intuitive Bedienung und die Möglichkeit zur Alarmierung. Ein Sensor mit Alarmrelais ist der ideale Taupunktsensor für kritische Anwendungen. Zudem sollte die schnelle Angleichzeit beachtet werden, um zeitnahe Messungen zu ermöglichen.
Q: Wie werden Taupunktsensoren zur Feuchtemessung in Adsorptionstrocknern eingesetzt?
A: Taupunktsensoren zur Feuchtemessung in Adsorptionstrocknern werden strategisch am Ausgang des Trockners installiert, um die Effizienz des Trocknungsprozesses kontinuierlich zu überwachen. Sie helfen dabei, den optimalen Zeitpunkt für die Regeneration des Trocknungsmittels zu bestimmen und unnötige Regenerationszyklen zu vermeiden, was Energie spart. Moderne Sensoren verfügen über ein integriertes Display, das den Taupunkt anzeigt, und können Alarme auslösen, wenn kritische Schwellenwerte überschritten werden. Durch die Überwachung kann die Lebensdauer des Adsorptionstrockners verlängert und gleichzeitig eine konstant hohe Druckluftqualität sichergestellt werden.
Q: Welche Vorteile bietet ein mobiles Taupunktmessgerät gegenüber fest installierten Sensoren?
A: Ein mobiles Taupunktmessgerät DP bietet mehrere Vorteile: Es ermöglicht Messungen an verschiedenen Stellen des Druckluftsystems, was zur Identifizierung problematischer Bereiche beitragen kann. Es ist ideal für Dienstleister, die verschiedene Anlagen überprüfen, oder für Unternehmen mit mehreren Produktionslinien. Die intuitive Bedienung und die Möglichkeit, Daten vor Ort mit Handgerät oder qualificierung-validierung.de auszuwerten, erleichtern die Arbeit. Mobile Geräte sind oft kostengünstiger als die Installation mehrerer fester Sensoren und bieten dennoch präzise Messungen mit schneller Angleichzeit zur Überwachung der Druckluftqualität.
Q: Wie beeinflussen unterschiedliche Druckverhältnisse die Taupunktmessung?
A: Die Druckverhältnisse haben einen erheblichen Einfluss auf die Taupunktmessung, da der Taupunkt druckabhängig ist. Bei höherem Druck steigt der Taupunkt, während er bei niedrigerem Druck sinkt. Daher ist es wichtig zu unterscheiden, ob man den Drucktaupunkt (bei Betriebsdruck) oder den atmosphärischen Taupunkt (nach Entspannung auf Umgebungsdruck) misst. Für eine aussagekräftige Überwachung von Trocknern sollte die Messung unter Betriebsbedingungen erfolgen. Moderne Taupunktmessgeräte für Druckluft und Gase können Messungen bei verschiedenen Drücken durchführen und rechnen diese oft automatisch um, was einen direkten Vergleich ermöglicht und die Interpretation der Messwerte erleichtert.
Q: Wie oft sollte eine Kalibrierung von Taupunktsensoren durchgeführt werden?
A: Eine regelmäßige Kalibrierung von Taupunktsensoren ist wichtig, um genaue Messergebnisse sicherzustellen. Die meisten Hersteller empfehlen eine jährliche Kalibrierung, abhängig von den Einsatzbedingungen und den Qualitätsanforderungen kann dieser Zeitraum jedoch variieren. Bei Anwendungen mit sehr hohen Genauigkeitsanforderungen oder in rauen Umgebungen mit Verunreinigungen, die die Qualität der Druckluft beeinträchtigen können, sind häufigere Kalibrierungen ratsam. Die Kalibrierung kann entweder durch Rücksendung an den Hersteller oder vor Ort mit speziellen Kalibriergeräten erfolgen. Einige neuere Taupunktsensoren bieten auch Selbstdiagnosefunktionen, die auf Abweichungen hinweisen können.
Stickstoff Reinheitsklassen: Qualität und Anwendung von Industriegasen mit hoher Reinheit
In der modernen Industrie spielen technische Gase eine entscheidende Rolle, wobei Stickstoff als eines der am häufigsten verwendeten Industriegase gilt. Die Reinheitsklassen von Stickstoff bestimmen maßgeblich die Einsatzmöglichkeiten und die Qualität der damit durchgeführten Prozesse. In diesem Artikel werden wir die verschiedenen Stickstoff-Reinheitsklassen, deren Anwendungsgebiete und die wirtschaftlichen Aspekte bei der Auswahl der optimalen Gasreinheit detailliert betrachten.
Was bedeuten die verschiedenen Reinheitsklassen bei Stickstoff?
Die Reinheitsklassen bei Stickstoff kennzeichnen den Grad der Gasreinheit und sind ein entscheidendes Qualitätsmerkmal für technische Gase. Bei der Einstufung von Industriegasen wird die Konzentration von Verunreinigungen gemessen, wobei diese in parts per million (ppm) angegeben wird. Je niedriger der ppm-Wert, desto reiner ist der Stickstoff. Die Reinheitsklassen werden durch ein Zahlensystem gekennzeichnet, bei dem die Zahl vor dem Punkt die Anzahl der Neunen in der prozentualen Reinheitsangabe angibt. Beispielsweise bedeutet Stickstoff 5.0, dass das Gas zu 99,999% rein ist und nur 10 ppm Verunreinigungen enthält. Diese Klassifizierung ist für Anwender von entscheidender Bedeutung, da spezifische industrielle Prozesse oft bestimmte Mindestanforderungen an die Stickstoffreinheit stellen.
Wie wird die Stickstoffreinheit klassifiziert?
Die Klassifizierung der Stickstoffreinheit erfolgt nach einem international anerkannten System, das die Reinheitsgrade in einer numerischen Skala darstellt. Der Reinheitsgrad wird durch eine Zahl mit einer Nachkommastelle ausgedrückt, wobei die Zahl vor dem Punkt angibt, wie viele Neunen in der prozentualen Reinheitsangabe enthalten sind. Stickstoff 2.0 ist demnach 99% rein, Stickstoff 3.0 ist 99,9% rein, Stickstoff 4.0 entspricht 99,99% Reinheit, und so weiter. Die Stickstoffreinheit wird dabei durch die Menge an Verunreinigungen wie Sauerstoff, Wasser, Kohlenwasserstoffen und anderen Gasen bestimmt. Bei der Produktion von Stickstoff mit hoher Reinheit werden fortschrittliche Reinigungstechnologien eingesetzt, um diese Verunreinigungen zu entfernen und die gewünschte Reinheitsklasse zu erreichen. Hersteller wie Atlas Copco Deutschland und andere Anbieter von Industriegasen haben spezielle Prozesse entwickelt, um Stickstoff in verschiedenen Reinheitsgraden zu produzieren und damit den spezifischen Anforderungen verschiedener industrieller Anwendungen gerecht zu werden.
Was unterscheidet Stickstoff 5.0 von niedrigeren Reinheitsgraden?
Stickstoff 5.0 zeichnet sich durch seine hohe Reinheit von 99,999% aus, was einem Verunreinigungsgrad von lediglich 10 ppm entspricht. Im Vergleich dazu weisen niedrigere Reinheitsgrade wie Stickstoff 4.0 (99,99% rein) oder Stickstoff 3.0 (99,9% rein) deutlich höhere Verunreinigungskonzentrationen auf. Der entscheidende Unterschied liegt in der chemischen Zusammensetzung der verbleibenden Verunreinigungen. Bei Stickstoff 5.0 sind die Gehalte an Sauerstoff, Wasserdampf, Kohlenwasserstoffen und anderen Gasen auf ein Minimum reduziert. Diese hohe Reinheit macht Stickstoff 5.0 ideal für sensible Anwendungen, bei denen selbst kleinste Verunreinigungen zu Qualitätsproblemen oder Prozessstörungen führen könnten. Besonders in der Halbleiterindustrie, in der Pharmaproduktion oder bei speziellen analytischen Verfahren ist die Verwendung von hochreinem Stickstoff unverzichtbar. Je reiner der produzierte Stickstoff, desto geringer ist das Risiko unerwünschter chemischer Reaktionen oder Kontaminationen. Für viele anspruchsvolle industrielle Prozesse stellt daher Stickstoff 5.0 den optimalen Kompromiss zwischen Reinheit und Wirtschaftlichkeit dar.
Welche Standardisierung gibt es bei den Reinheitsklassen?
Die Standardisierung der Reinheitsklassen für technische Gase wie Stickstoff erfolgt nach internationalen Normen und Industriestandards, die eine einheitliche Qualitätskontrolle und Vergleichbarkeit der Produkte verschiedener Hersteller gewährleisten. Die wichtigsten Normen für Stickstoff-Reinheitsklassen umfassen die ISO 14175, die speziell die Reinheit von Schweißgasen regelt, sowie die ISO 8573 für Druckluft und verwandte Gase. Die Festlegung der Reinheitsklassen erfolgt dabei nach dem sogenannten Dezimalsystem, wobei die Zahlen vor und nach dem Punkt die prozentuale Reinheit und die maximale Verunreinigungsmenge in ppm angeben. Diese Standardisierung ermöglicht es Anwendern, genau die Gasqualität zu spezifizieren, die für ihre Prozesse erforderlich ist. Zudem stellen Zertifizierungsorganisationen sicher, dass die deklarierten Reinheitsklassen tatsächlich eingehalten werden. Die meisten Hersteller von Industriegasen bieten zusätzlich detaillierte Analysenzertifikate für ihre Produkte an, die die genaue Zusammensetzung und den Gehalt an Verunreinigungen dokumentieren. Diese Standardisierung ist besonders wichtig für internationale Unternehmen, die weltweit konsistente Prozessqualität gewährleisten müssen.
Welche Anforderungen haben verschiedene Industrieanwendungen an die Stickstoffreinheit?
Die Anforderungen an die Stickstoffreinheit variieren erheblich je nach industrieller Anwendung. In der Lebensmittelindustrie wird Stickstoff beispielsweise zur Verpackung unter Schutzatmosphäre eingesetzt, wobei meist ein Reinheitsgrad von 4.0 (99,99%) ausreicht. Bei der Elektronikherstellung hingegen, wo selbst geringste Verunreinigungen kritische Bauteile beschädigen können, wird oft Stickstoff mit Reinheitsgraden von 5.0 oder höher benötigt. Die chemische Industrie stellt wiederum unterschiedliche Anforderungen je nach Prozess: Während bei einfachen Inertisierungen niedrigere Reinheitsgrade genügen, erfordern katalytische Reaktionen oder spezielle Syntheseprozesse hochreinen Stickstoff, um unerwünschte Nebenreaktionen zu vermeiden. Die Anwendung überhaupt von Stickstoff erfahren hat in den letzten Jahren eine erhebliche Ausweitung, wobei sich die Anforderungen an die Reinheit parallel zu den technologischen Fortschritten entwickelt haben. Entscheidend für die Wahl der richtigen Reinheitsklasse ist stets das Verständnis der spezifischen Prozessanforderungen und der potenziellen Auswirkungen von Verunreinigungen auf das Endergebnis.
Für welche Anwendungen ist Stickstoff 5.0 oder höher erforderlich?
Stickstoff mit einer Reinheitsklasse von 5.0 oder höher wie Stickstoff 6.0 wird in besonders anspruchsvollen Industriebereichen eingesetzt, wo selbst geringste Verunreinigungen gravierende Auswirkungen haben können. In der Halbleiterindustrie ist hochreiner Stickstoff unverzichtbar für die Herstellung von Mikrochips, da schon kleinste Sauerstoffspuren zu Oxidation führen können, die die elektronischen Eigenschaften der Halbleiter beeinträchtigt. Auch in der pharmazeutischen Produktion, besonders bei der Herstellung steriler Arzneimittel, wird Stickstoff mit höchster Reinheit benötigt, um Kontaminationen zu vermeiden und die Produktqualität zu sichern. In der Laboranalytik, insbesondere bei hochpräzisen chromatographischen Verfahren, ist Stickstoff 6.0 mit seiner Reinheit von 99,9999% oft erforderlich, um verlässliche und reproduzierbare Analyseergebnisse zu erzielen. Weitere Anwendungen, die Stickstoff mit hoher Reinheit erfordern, umfassen die Lasertechnologie, speziell beim Laserschneiden reaktiver Materialien, die Produktion optischer Fasern sowie bestimmte metallurgische Prozesse, bei denen selbst geringste Verunreinigungen die Materialeigenschaften negativ beeinflussen können. Die Erzeugung solch hochreiner Gase erfordert spezielle Ausrüstung und sorgfältige Qualitätskontrolle, was sich in den höheren Kosten für diese Reinheitsklassen widerspiegelt.
Wann kann man mit niedrigeren Reinheitsgraden arbeiten?
Niedrigere Reinheitsgrade von Stickstoff sind für zahlreiche industrielle Anwendungen völlig ausreichend und bieten dabei einen erheblichen Kostenvorteil. Bei Prozessen wie der Reifenbefüllung, einfachen Inertisierungen von Tanks oder Rohrleitungen sowie in vielen Bereichen der Lebensmittelkonservierung genügt oft Stickstoff mit einer Reinheit von 99,5% (Reinheitsklasse 2.5) bis 99,99% (Reinheitsklasse 4.0). Auch beim Laserschneiden von nicht-reaktiven Materialien oder bei einfachen Schweißanwendungen kommen häufig mittlere Reinheitsgrade zum Einsatz. In der Öl- und Gasindustrie, wo Stickstoff für Drucktests oder als Spülgas verwendet wird, sind die Anforderungen an die Gasreinheit ebenfalls meist moderat. Entscheidend für die Wahl der richtigen Reinheitsklasse ist eine genaue Kenntnis der spezifischen Prozessanforderungen und der möglichen Auswirkungen von Verunreinigungen. Bei vielen Anwendungen in der allgemeinen Fertigungsindustrie, der Metallbearbeitung oder bei Verpackungsprozessen ist es wirtschaftlich sinnvoller, mit Stickstoff niedrigerer Reinheit zu arbeiten, solange die Prozessergebnisse den Qualitätsanforderungen entsprechen. Dies ermöglicht erhebliche Einsparungen bei den Gaskosten, ohne die Produktqualität zu beeinträchtigen.
Wie bestimmt man die benötigte Reinheitsklasse für spezifische Prozesse?
Die Bestimmung der benötigten Reinheitsklasse für spezifische industrielle Prozesse erfordert eine systematische Herangehensweise, die mehrere Faktoren berücksichtigt. Zunächst sollte eine detaillierte Analyse des Prozesses erfolgen, bei der kritische Parameter und potenzielle Auswirkungen von Verunreinigungen identifiziert werden. Dabei spielt die chemische Sensitivität des Prozesses eine zentrale Rolle – reagieren die beteiligten Materialien empfindlich auf Sauerstoff, Feuchtigkeit oder andere Verunreinigungen? Die Anforderungen an die Produktqualität sind ebenfalls entscheidend: Für medizinische oder elektronische Produkte gelten typischerweise höhere Standards als für allgemeine industrielle Anwendungen. Viele Unternehmen führen Testreihen mit unterschiedlichen Reinheitsgraden durch, um den optimalen Wert zu ermitteln. Hierbei wird die niedrigste Reinheitsklasse gewählt, die noch zuverlässig akzeptable Ergebnisse liefert. Branchenspezifische Normen und Vorschriften geben oft Mindestanforderungen vor, die eingehalten werden müssen. Zusätzlich können Herstellerempfehlungen für spezielle Ausrüstung oder Prozesse nützliche Orientierung bieten. Industriegasanbieter wie Atlas Copco Deutschland und andere Hersteller von Stickstoffgeneratoren bieten häufig Beratungsdienstleistungen an, die bei der Bestimmung der idealen Stickstoffreinheit für spezifische Anwendungen unterstützen. Eine regelmäßige Überprüfung und Anpassung der Gasreinheitsanforderungen im Rahmen kontinuierlicher Verbesserungsprozesse kann zudem langfristig zu einer optimalen Balance zwischen Qualität und Kosten führen.
Wie wirken sich höhere Kosten bei höherer Reinheit auf die Anwendung aus?
Die Kostendifferenz zwischen verschiedenen Reinheitsklassen von Stickstoff kann erheblich sein und beeinflusst direkt die Wirtschaftlichkeit industrieller Prozesse. Mit steigender Reinheit nehmen sowohl die Produktionskosten als auch die Kosten für Transport, Lagerung und Qualitätskontrolle zu. Für Unternehmen bedeutet dies eine sorgfältige Abwägung zwischen technischen Anforderungen und wirtschaftlichen Überlegungen. Während in kritischen Anwendungen wie der Halbleiterproduktion die hohen Kosten für Stickstoff 5.0 oder 6.0 durch die Notwendigkeit höchster Qualität gerechtfertigt sind, können in anderen Bereichen übermäßig hohe Reinheitsgrade unnötige Kosten verursachen. Viele Unternehmen führen daher detaillierte Kosten-Nutzen-Analysen durch, um die optimal passende Reinheitsklasse zu identifizieren.
Q: Was bedeutet die Reinheitsklasse 6.0 bei Stickstoff und für welche Anwendungen ist diese Qualität erforderlich?
A: Die Reinheitsklasse 6.0 bei Stickstoff bedeutet eine Reinheit von 99,9999% (sechs Neunen). Diese höchste Reinheitsklasse wird hauptsächlich in der Halbleiterindustrie, Forschung und sensiblen Laboren verwendet, wo bereits kleinste Verunreinigungen das Endprodukt beeinträchtigen können. Stickstoff 6.0 ist wesentlich teurer als niedrigere Reinheitsgrade, daher ist es wichtig, die für Ihre bestimmte Anwendung tatsächlich benötigte Reinheit zu prüfen. Experten für Stickstofferzeugung helfen Ihnen gern bei der Auswahl der passenden Qualität nach dem Prinzip „rein wie nötig, günstig wie möglich“.
Q: Welche Reinheitsklassen sind bei Industriegasen wie Stickstoff üblich und wie werden sie gekennzeichnet?
A: Bei Industriegasen wie Stickstoff sind Reinheitsklassen von 2.0 bis 6.0 üblich. Die Kennzeichnung erfolgt durch die Zahlen, wobei die Ziffer vor dem Punkt die Anzahl der Neunen angibt und die Ziffer nach dem Punkt die letzte Stelle nach dem Komma. Beispiele: – 2.0: 99% rein – 3.0: 99,9% rein – 4.0: 99,99% rein – 5.0: 99,999% rein – 6.0: 99,9999% rein Jede Branche hat ihre eigenen Vorgaben zu Reinheitsgraden, die je nach Anwendungen von Stickstoff variieren können.
Q: Wie kann ich herausfinden, welche Stickstoff-Qualität für meine spezifische Anwendung tatsächlich benötigt wird?
A: Um die für Ihre Anwendung passende Stickstoff-Qualität zu ermitteln, sollten Sie zunächst die branchenspezifischen Vorgaben prüfen. Manchmal sind die Anforderungen in technischen Richtlinien oder Normen festgelegt. Alternativ können Sie direkt mit Experten für Stickstofferzeugung Kontakt aufnehmen, die Ihnen anhand Ihrer Endprodukte und Prozesse die optimale Reinheitsklasse empfehlen können. Hersteller wie Linde Gas bieten auch über ihr Kundenportal Beratung an. Das Prinzip „rein wie nötig, günstig wie möglich“ ist hier ausschlaggebend, da höhere Reinheiten auch deutlich höhere Kosten verursachen.
Q: Welche Vorteile bieten Stickstoffgeneratoren gegenüber dem Kauf von Flaschen oder Tanks bei verschiedenen Reinheitsklassen?
A: Stickstoffgeneratoren bieten mehrere Vorteile, besonders wenn kontinuierlich Stickstoff benötigt wird. Sie produzieren Gas nach Bedarf und sparen langfristig Kosten im Vergleich zum Flaschen- oder Tankkauf. Je nach Modell können sie Reinheitsgrade bis zu 99,999% (5.0) erreichen. Für viele industrielle Anwendungen ist dies ausreichend. Hauptvorteile sind: – Kontinuierliche Versorgung ohne Logistikaufwand – Langfristig kostengünstiger – Unabhängigkeit von externen Lieferanten – Umweltfreundlicher durch Wegfall von Transportwegen Für Anwendungen, die Stickstoff 6.0 benötigen, sind jedoch spezielle Hochleistungsgeneratoren oder der Bezug von Spezialanbietern notwendig.
Q: Wie unterscheiden sich die Kosten zwischen den verschiedenen Reinheitsklassen von Stickstoff und warum ist das Prinzip „günstig wie möglich“ wichtig?
A: Die Kosten für Stickstoff steigen exponentiell mit der Reinheitsklasse. Ein Upgrade von Stickstoff 4.0 auf 5.0 kann bereits eine Preiserhöhung von 50-100% bedeuten, während der Sprung auf 6.0 die Kosten nochmals verdoppeln oder verdreifachen kann. Das Prinzip „günstig wie möglich“ ist daher wirtschaftlich sehr relevant. Überdimensionierte Reinheitsgrade verursachen unnötige Kosten ohne zusätzlichen Nutzen für das Endprodukt. Viele Industrieprozesse funktionieren mit 4.0 oder 5.0 einwandfrei, während nur spezielle Anwendungen in der Halbleitertechnik oder Forschung tatsächlich 6.0 benötigen.
Q: Welche technischen Anforderungen bestehen für die Erzeugung von hochreinem Stickstoff der Klasse 6.0 mit Stickstoffgeneratoren?
A: Für die Erzeugung von Stickstoff 6.0 mit Stickstoffgeneratoren werden höchste technische Anforderungen gestellt. Benötigt wird ein mehrstufiges Reinigungssystem mit: – Hocheffizienten Kompressoren mit einer Kapazität und Qualität weit über Standardgeräten – Speziellen Molekularsieben und Membranen – Katalytischen Konvertern zur Entfernung von Wasserstoff – Hochleistungs-Adsorptionstrocknern – Feinfiltern für Partikel bis in den Nanobereich – Sauerstoff-Analysatoren zur kontinuierlichen Überwachung Diese Systeme sind deutlich teurer in Anschaffung und Betrieb und erfordern regelmäßige Wartung durch Spezialisten. Für viele industrielle Anwendungen ist diese maximale Reinheit jedoch gar nicht erforderlich.
Q: Welche Hersteller bieten spezielle Lösungen für verschiedene Reinheitsklassen von Stickstoff an?
A: Mehrere namhafte Hersteller haben sich auf Stickstoff in verschiedenen Reinheitsklassen spezialisiert: – Linde Gas und Air Liquide bieten das komplette Spektrum von 2.0 bis 6.0 für alle Branchen an – Parker Hannifin, Atlas Copco und Domnick Hunter sind bekannt für ihre Stickstoffgeneratoren für Reinheitsklassen bis 5.0 – Für Spezialanwendungen mit höchsten Reinheitsanforderungen (6.0) sind Messer Group und Nippon Gases etablierte Anbieter Viele dieser Hersteller bieten auch individuelle Beratung, um die für Ihre bestimmte Anwendung optimale Reinheitsklasse zu ermitteln und entsprechende Systeme zu konfigurieren.
Q: Wie wirken sich verschiedene Verunreinigungen in Stickstoff auf die Qualität und Anwendungsmöglichkeiten aus?
A: Verschiedene Verunreinigungen in Stickstoff können unterschiedliche Auswirkungen haben: – Sauerstoff: Kann Oxidationsprozesse verursachen, kritisch bei empfindlichen Materialien oder in Lebensmittelanwendungen – Feuchtigkeit: Problematisch in der Elektronikherstellung und bei Tiefkühlprozessen – Kohlenwasserstoffe: Können chemische Reaktionen beeinflussen und Endprodukte kontaminieren – Partikel: Besonders in der Halbleiterindustrie und Forschung störend Die erforderliche Qualität hängt stark von der spezifischen Anwendung ab. Während für einfache Schutzgasatmosphären oft Stickstoff 4.0 ausreicht, benötigen präzise Analyseverfahren in der Forschung oder Halbleiterfertigung häufig die höchste Reinheitsklasse 6.0, um verlässliche Ergebnisse bzw. fehlerfreie Endprodukte zu gewährleisten.
Q: Welche Prüfmethoden werden angewendet, um die Reinheit von Stickstoff zu bestimmen und zu überwachen?
A: Zur Bestimmung und Überwachung der Stickstoffreinheit werden verschiedene Prüfmethoden eingesetzt: – Sauerstoffanalysatoren: Messen den Restsauerstoffgehalt, besonders wichtig für die meisten industriellen Anwendungen – Feuchtigkeitsmessgeräte: Bestimmen den Taupunkt bzw. die Restfeuchtigkeit – Gaschromatographie: Identifiziert und quantifiziert verschiedene Verunreinigungen – Massenspektrometrie: Für höchste Präzision bei der Analyse von Spurenelementen, besonders bei Stickstoff 6.0 – Partikelzähler: Messen Anzahl und Größe von Partikeln im Gas Diese Analysemethoden werden sowohl von Herstellern zur Qualitätskontrolle als auch von Anwendern zur kontinuierlichen Überwachung ihrer Prozesse eingesetzt. Für kritische Anwendungen in der Halbleiterindustrie oder Forschung ist eine Echtzeit-Überwachung der Gasqualität oft unverzichtbar.
Umfassende Übersicht der Reinraumklassen nach ISO 14644-1 und GMP
Die Reinraumklassen bieten eine standardisierte Methode zur Klassifizierung von Reinräumen basierend auf Luftreinheit und Partikelkonzentration. In der heutigen qualitätsbewussten Industrie ist ein fundiertes Verständnis der Reinraumklassen nach DIN EN ISO 14644-1 und gemäß der Good Manufacturing Practice (GMP) unerlässlich. Diese umfassende Übersicht stellt die wichtigsten Aspekte der Reinraumklassifizierung dar, von grundlegenden Definitionen bis hin zu praktischen Anwendungen in verschiedenen Industriebereichen, insbesondere im pharmazeutischen Sektor.
Was sind Reinraumklassen und warum sind sie wichtig?
Definition und Zweck von Reinraumklassen
Reinraumklassen repräsentieren ein internationales Klassifizierungssystem, das die maximal zulässige Partikelkonzentration pro Kubikmeter Luft in Reinräumen definiert. Die Norm DIN EN ISO 14644-1 definiert den Reinheitsgrad von Reinräumen anhand der Anzahl und Größe von Partikeln in der Raumluft. Diese Standards wurden entwickelt, um eine einheitliche Methode zur Bewertung und Überwachung der Luftreinheit in kontrollierten Umgebungen zu schaffen. Die Reinraumklassen reichen von ISO 1 (höchste Reinheit) bis ISO 9 (geringste Reinheit), wobei jede ISO-Klasse spezifische Grenzwerte für die Partikelkonzentration festlegt. Der Zweck dieser Klassifizierung besteht darin, die Verunreinigung von Produkten durch Partikel und Mikroorganismen zu minimieren und somit die Produktqualität und -sicherheit zu gewährleisten.
Bedeutung für verschiedene Industriebereiche
Reinraumklassen sind für zahlreiche Industriebereiche von entscheidender Bedeutung. In der pharmazeutischen Industrie, wo die Einhaltung von Good Manufacturing Practice (GMP) obligatorisch ist, werden Reinräume nach strengen Richtlinien klassifiziert, um die Herstellung sicherer Arzneimittel zu gewährleisten. Die Halbleiterindustrie benötigt extrem reine Umgebungen (oft ISO-Klasse 1 oder 2), um Mikrochips ohne Verunreinigungen herzustellen. Medizinproduktehersteller verlassen sich auf Reinraumklassen nach EN ISO 14644, um sterile Bedingungen für ihre Produkte sicherzustellen. In der Lebensmittelindustrie helfen klassifizierte Reinräume, die mikrobiologische Kontamination zu reduzieren und die Haltbarkeit von Produkten zu verlängern. Die Luft- und Raumfahrtindustrie nutzt Reinräume, um empfindliche Komponenten unter kontrollierten Bedingungen zu montieren. In jedem dieser Bereiche dient die Klassifizierung nach ISO 14644-1 und GMP als Grundlage für die Qualitätssicherung und Compliance mit regulatorischen Anforderungen.
Einfluss auf Produktqualität und Sicherheit
Die Einhaltung der entsprechenden Reinraumklassen hat einen direkten Einfluss auf die Produktqualität und -sicherheit. In pharmazeutischen Reinräumen, die nach GMP-Richtlinien und Annex 1 klassifiziert sind, werden strenge Grenzwerte für Partikel und mikrobiologische Kontamination festgelegt, um die Reinheit der hergestellten Arzneimittel zu gewährleisten. Je höher die Anforderungen an das Produkt, desto strenger sind die Reinheitsklassen. Beispielsweise erfordern sterile Injektionen eine Herstellung unter den striktesten Bedingungen (Klasse A nach GMP), während weniger kritische Produkte in niedrigeren Reinraumklassen hergestellt werden können. Die Partikelkonzentration pro Kubikmeter (oder pro m³) ist direkt mit dem Kontaminationsrisiko verbunden, weshalb die Überwachung und Einhaltung der Grenzwerte für verschiedene Reinraumklassen essenziell ist. Eine unzureichende Kontrolle der Reinraumumgebung kann zu Produktrückrufen, regulatorischen Sanktionen und im schlimmsten Fall zu Gefährdungen für Patienten oder Verbraucher führen. Daher ist die korrekte Implementierung und Überwachung der Reinraumklassen nicht nur ein regulatorisches Erfordernis, sondern auch ein entscheidender Faktor für den Unternehmenserfolg und die öffentliche Sicherheit.
Wie unterscheiden sich Reinraumklassen nach DIN EN ISO 14644-1 von früheren Normen?
Historische Entwicklung der Reinraumklassifizierung
Die Entwicklung der Reinraumklassifizierung hat eine lange Geschichte, die bis in die 1960er Jahre zurückreicht. Vor der Einführung internationaler Standards wie der ISO 14644-1 existierten verschiedene nationale Normen und Richtlinien. In Deutschland war die VDI-Richtlinie 2083 lange Zeit maßgebend für die Klassifizierung von Reinräumen. Diese Richtlinie definierte Reinraumklassen basierend auf der Partikelanzahl in der Luft, jedoch mit anderen Grenzwerten als die heutigen ISO-Standards. In den USA wurde der Federal Standard 209 verwendet, der Reinraumklassen mit Zahlen von 1 bis 100.000 bezeichnete, wobei die Zahl die maximal zulässige Partikelkonzentration pro Kubikfuß darstellte. Mit zunehmender Globalisierung wuchs der Bedarf an einem einheitlichen internationalen Standard. Dies führte zur Entwicklung der ISO 14644-Reihe, die 1999 erstmals veröffentlicht wurde und später zur DIN EN ISO 14644-1 wurde. Diese Norm etablierte ein einheitliches System zur Klassifizierung von Reinräumen basierend auf der Partikelkonzentration pro Kubikmeter und löste nach und nach die früheren nationalen Standards ab.
Vergleich mit VDI-Richtlinie 2083
Die VDI-Richtlinie 2083 war in Deutschland lange Zeit der Standard für Reinraumtechnik, bevor die DIN EN ISO 14644-1 eingeführt wurde. Ein wesentlicher Unterschied zwischen beiden Klassifizierungssystemen liegt in der Methodik der Partikelmessung und den festgelegten Grenzwerten. Die VDI 2083 klassifizierte Reinräume in Klassen von 1 bis 6, wobei die Klasse 1 die höchste Reinheit darstellte. Im Gegensatz dazu verwendet die ISO 14644-1 eine Skala von ISO 1 bis ISO 9, wobei ISO 1 die höchste Reinheit bezeichnet. Die Umrechnung zwischen beiden Systemen ist nicht linear und erfordert eine sorgfältige Betrachtung der spezifischen Partikelgrößen und -konzentrationen. Ein weiterer wichtiger Unterschied besteht darin, dass die VDI-Richtlinie 2083 primär auf die technischen Aspekte der Reinraumgestaltung fokussiert war, während die ISO 14644-1 einen umfassenderen Ansatz verfolgt, der auch Testmethoden, Betriebsparameter und Überwachungsverfahren einschließt. Die Umstellung von VDI 2083 auf ISO 14644-1 erforderte von vielen Unternehmen eine Neubewertung ihrer Reinräume und gegebenenfalls Anpassungen, um die neuen internationalen Standards zu erfüllen.
Wichtigste Änderungen in der aktuellen Norm
Die aktuelle Norm DIN EN ISO 14644-1 hat im Vergleich zu früheren Versionen und anderen Standards mehrere bedeutende Änderungen eingeführt. Eine der wichtigsten Neuerungen ist die Vereinheitlichung der Klassifizierungsmethodik auf internationaler Ebene, was den globalen Austausch und die Zusammenarbeit in reinraumrelevanten Industrien erheblich erleichtert. Die Norm definiert nun neun ISO-Klassen anstelle der früheren Systeme mit unterschiedlichen Skalierungen. Ein weiterer wesentlicher Unterschied liegt in der Definition der Partikelgrößen und Messverfahren. Die ISO 14644-1 berücksichtigt Partikel verschiedener Größen von 0,1 bis 5,0 Mikrometer und legt für jede Größe spezifische Grenzwerte fest. Dies ermöglicht eine differenziertere Beurteilung der Reinraumqualität als frühere Standards. Zudem wurden die Probenahmeverfahren und statistische Methoden zur Auswertung der Messergebnisse präzisiert. Die aktuellen Versionen der Norm legen auch verstärkten Wert auf die kontinuierliche Überwachung und regelmäßige Rezertifizierung von Reinräumen, was die Qualitätssicherung verbessert. Die Integration mit Good Manufacturing Practice (GMP) Anforderungen wurde ebenfalls verbessert, wodurch insbesondere für pharmazeutische Reinräume eine klarere Korrelation zwischen ISO-Klassen und GMP-Anforderungen (Klassen A bis D) hergestellt wurde.
Welche Partikelkonzentration ist für die verschiedenen Reinraumklassen nach ISO erlaubt?
Grenzwerte für Partikelkonzentration pro Kubikmeter
Die ISO 14644-1 definiert den Reinheitsgrad von Reinräumen anhand der maximalen Partikelkonzentration pro Kubikmeter Luft. Die Grenzwerte sind für jede ISO-Klasse und für verschiedene Partikelgrößen präzise festgelegt. Für ISO-Klasse 1, die höchste Reinheitsstufe, ist eine maximale Konzentration von nur 10 Partikeln pro m³ mit einer Größe von ≥0,1 µm erlaubt. Bei ISO-Klasse 5, die häufig in der pharmazeutischen Produktion eingesetzt wird, sind 3.520 Partikel pro m³ bei einer Größe von ≥0,5 µm zulässig. Die ISO-Klasse 8, die oft in weniger kritischen Bereichen verwendet wird, erlaubt hingegen 3.520.000 Partikel pro m³ der gleichen Größe. Mit jeder Erhöhung der ISO-Klasse verzehnfacht sich der zulässige Grenzwert annähernd, was die logarithmische Natur dieser Klassifikation verdeutlicht. Es ist wichtig zu verstehen, dass diese Grenzwerte sich auf den „at-rest“-Zustand beziehen, wenn der Reinraum betriebsbereit ist, aber keine Produktionsaktivitäten stattfinden. Im „in-operation“-Zustand, wenn der Reinraum in Betrieb ist, können die tatsächlichen Partikelkonzentrationen höher sein, müssen aber dennoch innerhalb definierter Grenzen bleiben, besonders in GMP-regulierten Umgebungen, wo zusätzlich zu den ISO-Anforderungen auch die Grenzwerte für mikrobiologische Kontamination eingehalten werden müssen.
Messverfahren und Prüfintervalle
Die Norm DIN EN ISO 14644-1 legt nicht nur Grenzwerte fest, sondern definiert auch präzise Messverfahren zur Überwachung der Partikelkonzentration in Reinräumen. Die Messung erfolgt mittels Partikelzähler, die Luftproben analysieren und die Anzahl der Partikel verschiedener Größen bestimmen. Die Probenahmestellen müssen strategisch platziert werden, um repräsentative Ergebnisse zu erhalten. Die Anzahl der erforderlichen Messpunkte wird nach einer Formel berechnet, die die Quadratwurzel der Reinraumfläche in Quadratmetern berücksichtigt. Die Prüfintervalle variieren je nach Reinraumklasse und Anwendungsbereich. In pharmazeutischen Reinräumen, die nach GMP-Richtlinien betrieben werden, sind häufigere Kontrollen erforderlich als in weniger kritischen Bereichen. Für ISO-Klasse 5 oder GMP Klasse A Bereiche kann eine kontinuierliche Überwachung notwendig sein, während für niedrigere Klassen halbjährliche oder jährliche Überprüfungen ausreichend sein können. Die Messungen müssen im „at-rest“ und „in-operation“ Zustand durchgeführt werden, um ein vollständiges Bild der Reinraumbedingungen zu erhalten. Neben der Partikelkonzentration werden in GMP-regulierten Umgebungen auch mikrobiologische Tests durchgeführt, um die Anwesenheit von Mikroorganismen zu überwachen. Die Ergebnisse aller Messungen müssen sorgfältig dokumentiert werden, um Compliance mit den entsprechenden Standards nachzuweisen und Trends zu erkennen, die auf potenzielle Probleme hinweisen könnten.
ISO-Klassen 1-9 im Überblick
Die ISO 14644-1 definiert neun Reinraumklassen, die ein breites Spektrum an Reinheitsanforderungen abdecken. Die ISO-Klasse 1 repräsentiert die höchste erreichbare Reinheit mit extrem niedrigen Partikelkonzentrationen. Diese Klasse wird hauptsächlich in der Halbleiterindustrie für die Herstellung hochempfindlicher Komponenten verwendet. ISO-Klasse 2 und 3 finden ebenfalls in der Halbleiterindustrie sowie bei der Herstellung von Präzisionsoptik Anwendung. ISO-Klasse 4 und 5 sind in der pharmazeutischen Industrie weit verbreitet, wobei ISO 5 häufig mit der GMP Klasse A (für aseptische Prozesse) korreliert. Die ISO-Klasse 6 entspricht oft der GMP Klasse B und wird für Umgebungen verwendet, die aseptische Bereiche umgeben. ISO-Klasse 7 korreliert mit GMP Klasse C und findet in weniger kritischen Bereichen der Arzneimittelherstellung Anwendung.
Q: Was sind Reinraumklassen und welche Übersicht gibt es dazu?
A: Reinraumklassen definieren den Reinheitsgrad der Luft in Reinräumen basierend auf der maximal zulässigen Partikelkonzentration pro m³. Es gibt zwei wichtige Klassifizierungssysteme: die Norm ISO 14644-1 mit Klassen von ISO 1 (reinste) bis ISO 9, und die GMP-Richtlinien mit Klassen A bis D. Diese Klassifizierungen sind entscheidend für Branchen wie Pharmazie, Medizintechnik, Halbleiterindustrie und Mikroelektronik, wo spezifische Anforderungen an die Reinheit der Umgebung gestellt werden.
Q: Wie unterscheiden sich Reinraumklassen nach ISO 14644-1 und nach EG-GMP-Leitfaden?
A: Die DIN EN ISO 14644-1 klassifiziert Reinräume nach der Partikelkonzentration in der Luft von ISO 1 (reinste) bis ISO 9. Der EG-GMP-Leitfaden („Good Manufacturing Practice“) nutzt dagegen die Klassen A bis D, wobei A der höchste Reinheitsgrad ist. Während die ISO-Norm hauptsächlich die Partikelgröße und -menge bewertet, berücksichtigt der GMP-Leitfaden auch mikrobiologische Kontamination. Beispielsweise entspricht Reinraumklasse A etwa ISO 4.8, während Reinraumklasse D etwa ISO 8 entspricht. Die GMP-Klassifizierung ist besonders in der pharmazeutischen Industrie relevant.
Q: Welche Tabelle gibt einen Überblick über die Reinraumklassen gemäß DIN EN ISO 14644?
A: Die Reinraumklassen nach DIN EN ISO 14644-1 werden in einer standardisierten Tabelle dargestellt, die die maximale Anzahl von Partikeln pro Kubikmeter für verschiedene Partikelgrößen (0,1 µm bis 5,0 µm) und für jede ISO-Klasse (1-9) angibt. Für ISO 5 sind beispielsweise maximal 3.520 Partikel ≥0,5 µm pro m³ zulässig, während für ISO 8 maximal 3.520.000 Partikel ≥0,5 µm pro m³ erlaubt sind. Diese Tabelle ist ein wesentliches Referenztool für die Planung und Überwachung von Reinräumen.
Q: Was besagt das Annex 1 in Bezug auf Reinraumklassen?
A: Annex 1 ist ein wichtiger Teil der EU-GMP-Richtlinien, der spezifische Anforderungen für die Herstellung steriler Arzneimittel festlegt. Er definiert die Reinraumklassen A bis D und legt sowohl Grenzwerte für die Partikelkonzentration als auch für die mikrobiologische Kontamination fest. Annex 1 gibt detaillierte Anforderungen für den Betriebszustand und Ruhezustand von Reinräumen vor. Beispielsweise dürfen in Klasse A im Betriebszustand nicht mehr als 20 KBE/m³ (koloniebildende Einheiten) vorhanden sein, während in Klasse D bis zu 200 KBE/m³ zulässig sind.
Q: Welche Grenzwerte für die mikrobiologische Kontamination gelten in Reinräumen?
A: Die Grenzwerte für mikrobiologische Kontamination variieren je nach Reinraumklasse und werden in KBE (koloniebildende Einheiten) gemessen. Nach dem GMP-Leitfaden gelten folgende Grenzwerte: – Reinraumklasse A: max. 1 KBE/m³ (Luft) und <1 KBE/Abklatschplatte (Oberflächen) – Reinraumklasse B: max. 10 KBE/m³ (Luft) und 5 KBE/Abklatschplatte – Reinraumklasse C: max. 100 KBE/m³ (Luft) und 25 KBE/Abklatschplatte – Reinraumklasse D: max. 200 KBE/m³ (Luft) und 50 KBE/Abklatschplatte Diese Grenzwerte sind besonders für die pharmazeutische Produktion und Medizintechnik relevant.
Q: Wie wird die Reinraumklasse ISO mit den GMP-Klassen in Beziehung gesetzt?
A: Die Beziehung zwischen ISO und GMP Reinraumklassen kann wie folgt dargestellt werden: – GMP Klasse A entspricht etwa ISO 4.8 – GMP Klasse B entspricht etwa ISO 5 – GMP Klasse C entspricht etwa ISO 7 – GMP Klasse D entspricht etwa ISO 8 Es ist wichtig zu beachten, dass diese Zuordnung nicht exakt ist, da die Systeme unterschiedliche Parameter bewerten. ISO konzentriert sich hauptsächlich auf Partikelzahlen, während GMP zusätzlich mikrobiologische Kontrollen umfasst. Bei der Planung von Reinräumen sollten daher die spezifischen Anforderungen beider Systeme berücksichtigt werden.
Q: Welche sind die wichtigsten Normen und Richtlinien für Reinräume?
A: Zu den wichtigsten Normen und Richtlinien für Reinräume zählen: – DIN EN ISO 14644: Internationaler Standard für Reinräume, bestehend aus mehreren Teilen, die Klassifizierung, Überwachung, Prüfung und Betrieb regeln – EU-GMP-Leitfaden mit Annex 1: Europäische Richtlinien für die Herstellung von Arzneimitteln – FDA-Richtlinien: US-amerikanische Vorschriften für die pharmazeutische Produktion – VDI 2083: Deutsche Richtlinie für Reinraumtechnik – ISPE-Richtlinien: Internationale Empfehlungen für pharmazeutische Anlagen Diese Normen definieren nicht nur die Reinraumklassen, sondern auch Testmethoden, Überwachungsverfahren und betriebliche Anforderungen.
Q: Wie werden Reinraumklassen bestimmt und überwacht?
A: Die Bestimmung von Grenzwerten und Überwachung von Reinraumklassen erfolgt durch: 1. Partikelzählung: Messung der Partikelkonzentration in der Luft mit Hilfe spezieller Partikelzähler 2. Mikrobiologisches Monitoring: Probenahme auf Oberflächen und in der Luft zur Bestimmung der biologischen Belastung 3. Luftströmungsmessungen: Prüfung der Luftgeschwindigkeit, -richtung und Strömungsmuster 4. Druckdifferenzmessungen: Überwachung des Druckunterschieds zwischen Reinräumen und angrenzenden Bereichen 5. Temperatur- und Feuchtigkeitskontrolle Die Überwachung erfolgt kontinuierlich oder in festgelegten Intervallen gemäß den Anforderungen der DIN EN ISO 14644 und des jeweiligen regulatorischen Rahmens.
Q: Welche besonderen Anforderungen gelten für Reinräume der Klasse A und ISO 5?
A: Reinraumklasse A (ähnlich ISO 5) stellt die höchsten Anforderungen an die Reinheit: – Maximale Partikelkonzentration im Betriebszustand: 3.520 Partikel ≥0,5 µm pro m³ – Laminare Strömung mit einer Luftgeschwindigkeit von 0,36-0,54 m/s – Häufiger Luftwechsel (>20-mal pro Stunde) – Strenge Zugangskontrolle und spezielle Schutzkleidung – Regelmäßige Validierung und Monitoring – Materialien müssen reinraumtauglich sein – Personal benötigt spezielle Schulung Diese Klasse wird typischerweise für kritische Prozesse wie aseptische Abfüllung in der Pharmazie oder bestimmte Prozesse in der Halbleiterindustrie verwendet.
Q: Was sind die Unterschiede zwischen Reinraumklassen in verschiedenen Industriezweigen?
A: Obwohl die grundlegenden Klassifizierungssysteme (ISO und GMP) industrieübergreifend sind, gibt es branchenspezifische Unterschiede: – Pharmazeutische Industrie: Fokus auf mikrobiologische Kontrolle und Sterilität, primäre Nutzung des GMP-Systems – Halbleiterindustrie und Mikroelektronik: Höhere Anforderungen an Partikelfreiheit (oft ISO 1-3), weniger Fokus auf Mikrobiologie – Medizintechnik: Balance zwischen Partikel- und mikrobiologischer Kontrolle – Lebensmittelindustrie: Anpassung der Reinraumkonzepte an HACCP-Prinzipien – Raumfahrt: Extreme Anforderungen an Reinheit und spezielle Parameter wie Ausgasung Die Anforderungen werden durch verschiedene regulatorische Rahmenbedingungen und Produktanforderungen bestimmt.
Lebensmittelsicherheit durch saubere Druckluft in der Lebensmittelindustrie
Die Gewährleistung höchster Lebensmittelsicherheit ist in der modernen Lebensmittelindustrie von entscheidender Bedeutung. Ein oft übersehener, aber kritischer Faktor ist die Qualität der Druckluft, die in zahlreichen Prozessen der Lebensmittel- und Getränkeherstellung zum Einsatz kommt. Saubere Druckluft spielt eine wesentliche Rolle bei der Vermeidung von Kontaminationen und trägt maßgeblich zur Einhaltung strenger Qualitätsstandards bei. Dieser Artikel beleuchtet die Anforderungen an Druckluftsysteme in der Lebensmittelproduktion und erläutert, wie zuverlässige und effiziente Lösungen implementiert werden können.
Welche Anforderungen an die Druckluftqualität gelten in der Lebensmittel- und Getränkeindustrie?
Die Lebensmittel- und Getränkeindustrie unterliegt strengen Regularien, wenn es um die Verwendung von Druckluft geht. Druckluft kommt in direkten oder indirekten Kontakt mit Lebensmitteln und muss daher höchsten Reinheitsanforderungen entsprechen. Die Qualität der Druckluft ist entscheidend, um Verunreinigungen zu vermeiden, die die Haltbarkeit oder Sicherheit von Lebensmittelprodukten beeinträchtigen könnten. Der Kompressor als Herzstück jedes Druckluftsystems muss besonders in der Lebensmittelproduktion unter hygienischen Bedingungen arbeiten. Hersteller wie Atlas Copco haben spezielle Kompressoren entwickelt, die den besonderen Anforderungen der Lebensmittelbranche gerecht werden. Diese Systeme minimieren das Risiko von Kontaminationen durch Partikel, Öl oder Mikroorganismen und gewährleisten so eine zuverlässige und sichere Anwendung der Druckluft bei allen Produktionsprozessen.
Wie definiert die ISO 8573-1 die Druckluftqualität für Lebensmittel?
Die internationale Norm ISO 8573-1 bildet das Fundament für die Definition und Klassifizierung der Druckluftqualität in der Lebensmittelindustrie. Diese ISO-Norm etabliert ein umfassendes Klassifizierungssystem, das die Reinheit der Druckluft hinsichtlich dreier Hauptverunreinigungen quantifiziert: Partikel, Wasser und Öl. Für Anwendungen in der Lebensmittel- und Getränkeherstellung ist in der Regel mindestens Klasse 1 für den Ölgehalt erforderlich, was einem Restölgehalt von maximal 0,01 mg/m³ entspricht. Besonders bei direktem Kontakt mit Lebensmitteln werden jedoch oft strengere Anforderungen gestellt. Die ISO 8573-1 definiert zudem Grenzwerte für Feststoffpartikel und Feuchtigkeit, wobei der Drucktaupunkt ein entscheidendes Kriterium darstellt. Lebensmittelhersteller müssen bei der Auswahl ihrer Druckluftsysteme die spezifischen Anforderungen ihrer Produktionsprozesse berücksichtigen und sicherstellen, dass die eingesetzte Druckluftaufbereitung die entsprechenden Qualitätsklassen zuverlässig einhält, um die Lebensmittelsicherheit zu gewährleisten und regulatorische Anforderungen zu erfüllen.
Warum ist Klasse 0 Druckluft für die Lebensmittelsicherheit wichtig?
Klasse 0 Druckluft repräsentiert den höchsten Qualitätsstandard in der Druckluftaufbereitung und ist für kritische Anwendungen in der Lebensmittelindustrie von überragender Bedeutung. Im Gegensatz zu Klasse 1, die noch einen minimalen Ölgehalt zulässt, definiert die Klasse 0 gemäß ISO 8573-1 eine Druckluftqualität, bei der Verunreinigungen praktisch ausgeschlossen sind. Dies ist besonders relevant, wenn Druckluft in direkten Kontakt mit Lebensmitteln kommt oder in sensiblen Bereichen der Lebensmittelproduktion eingesetzt wird. Führende Hersteller wie Atlas Copco bieten spezielle ölfreie Kompressoren an, die diese strengen Anforderungen erfüllen können. Die Verwendung von Klasse 0 Druckluft minimiert das Kontaminationsrisiko drastisch und unterstützt Lebensmittelhersteller bei der Einhaltung strenger Hygienevorschriften und HACCP-Konzepte. Für Unternehmen in der Lebensmittel- und Getränkeindustrie bedeutet der Einsatz von Klasse 0 Druckluft nicht nur höchste Produktsicherheit, sondern auch Rechtssicherheit, da sie nachweislich alle Anforderungen an die Druckluftqualität übertreffen und somit einen wichtigen Beitrag zur Lebensmittelsicherheit leisten.
Welche Risiken entstehen durch verunreinigte Druckluft in der Lebensmittelproduktion?
Verunreinigte Druckluft stellt in der Lebensmittelproduktion ein ernstzunehmendes Risiko für die Lebensmittelsicherheit dar. Wenn Druckluftsysteme nicht ordnungsgemäß gewartet oder unzureichend aufbereitet werden, können verschiedene Kontaminanten in die Produktionskette gelangen. Öl aus nicht-ölfreien Kompressoren kann direkt oder als Aerosol Lebensmittel verunreinigen und deren Geschmack, Aussehen und Haltbarkeit beeinträchtigen. Partikel wie Rost, Metallabrieb oder Staubpartikel aus dem Leitungssystem können physikalische Kontaminationen verursachen. Besonders problematisch ist die mögliche mikrobiologische Verunreinigung: Feuchtigkeit in Druckluftsystemen schafft ideale Bedingungen für das Wachstum von Bakterien, Hefen und Schimmelpilzen, die dann mit der Druckluft in Kontakt mit Lebensmitteln kommen können. Dies kann zu verkürzter Haltbarkeit, Qualitätseinbußen oder im schlimmsten Fall zu gesundheitlichen Risiken für Verbraucher führen. Kondensatwasser und darin gelöste Substanzen wie Wasser und Öl können chemische Reaktionen in Lebensmitteln auslösen oder deren Struktur negativ beeinflussen. Die Folgen solcher Kontaminationen sind nicht nur potenzielle Gesundheitsrisiken, sondern auch kostspielige Produktrückrufe, Reputationsschäden und rechtliche Konsequenzen aufgrund von Verstößen gegen Lebensmittelsicherheitsstandards wie die ISO 22000.
Wie kann ölfreie Druckluft die Hygiene in der Lebensmittelproduktion verbessern?
Ölfreie Druckluft bildet einen Grundpfeiler für die Gewährleistung höchster Hygiene in der Lebensmittelproduktion. Anders als konventionelle Kompressoren, die Öl zur Verdichtung nutzen, arbeiten ölfreie Systeme ohne diesen potenziellen Kontaminationsfaktor. Dies eliminiert das Risiko, dass Ölpartikel oder -aerosole mit Lebensmitteln in Kontakt kommen und deren Qualität oder Sicherheit beeinträchtigen. Die Implementierung ölfreier Druckluftsysteme in der Lebensmittel- und Getränkeindustrie stellt sicher, dass selbst bei direktem Kontakt mit dem Produkt keine öligen Verunreinigungen auftreten können. Dies ist besonders relevant bei pneumatischen Anwendungen wie dem Sprühauftrag von Beschichtungen, dem Transport offener Produkte oder der Verpackung. Premium-Hersteller wie Atlas Copco bieten zertifizierte ölfreie Kompressoren der Klasse 0 an, die nachweislich keine Ölkontamination verursachen und somit einen wichtigen Beitrag zur Einhaltung von HACCP-Konzepten leisten. Die Einführung ölfreier Druckluft verbessert nicht nur die Produktqualität und -sicherheit, sondern reduziert auch das Risiko kostspieliger Produktrückrufe und unterstützt Lebensmittelhersteller dabei, die strengen Anforderungen der ISO 22000 und anderer Qualitätsstandards zuverlässig zu erfüllen.
Welche Vorteile bietet ölfreie Druckluft gegenüber herkömmlichen Systemen?
Ölfreie Druckluft bietet gegenüber konventionellen Systemen zahlreiche entscheidende Vorteile für die Lebensmittelindustrie. Der offensichtlichste Nutzen liegt in der Elimination jeglicher Ölkontamination, was die Lebensmittelsicherheit signifikant erhöht. In herkömmlichen ölgeschmierten Kompressoren besteht stets das Risiko, dass Öl in den Luftstrom gelangt, selbst wenn aufwändige Filtersysteme installiert sind. Ölfreie Kompressoren von Qualitätsherstellern wie Atlas Copco eliminieren dieses Risiko vollständig und liefern zuverlässig Druckluft der Klasse 0 gemäß ISO 8573-1. Dies reduziert nicht nur direkte Kontaminationsrisiken, sondern vereinfacht auch die Druckluftaufbereitung erheblich, da weniger Filterstufen benötigt werden. Die Einhaltung von Hygienestandards wird erleichtert, was bei Audits und Zertifizierungen nach ISO 22000 oder IFS-Standards einen Vorteil darstellt. Langfristig betrachtet führt der Einsatz ölfreier Systeme zu geringeren Wartungskosten und längeren Standzeiten der Filterelemente, was die Gesamteffizienz der Anlage verbessert. Zudem entfallen die Kosten für die umweltgerechte Entsorgung ölhaltiger Filterkondensate. Für Unternehmen in der Lebensmittel- und Getränkeherstellung bedeutet die Investition in ölfreie Drucklufttechnologie daher nicht nur erhöhte Produktsicherheit, sondern auch wirtschaftliche Vorteile durch geringere Betriebskosten und ein reduziertes Risiko kostspieliger Produktrückrufe aufgrund von Kontaminationen.
Wie verhindert man Kontaminationen bei Lebensmitteln, die mit Druckluft in Berührung kommen?
Um Kontaminationen bei Lebensmitteln zu verhindern, die mit Druckluft in Berührung kommen, ist ein ganzheitlicher Ansatz erforderlich. Die Basis bildet die Auswahl des richtigen Kompressorsystems – idealerweise ölfreie Kompressoren, die gemäß ISO 8573-1 die Anforderungen der Klasse 0 erfüllen. Führende Hersteller wie Atlas Copco bieten speziell für die Lebensmittelindustrie konzipierte Systeme an, die das Kontaminationsrisiko minimieren. Die Druckluftaufbereitung spielt eine entscheidende Rolle: Eine mehrstufige Filtration ist unerlässlich, um Partikel, Feuchtigkeit und potenzielle Mikroorganismen zuverlässig zu entfernen. Sterile Filter sollten an kritischen Punkten installiert werden, wo Druckluft direkt mit Lebensmitteln in Kontakt kommt. Regelmäßige Wartung und Überwachung der Druckluftsysteme sind unverzichtbar – dazu gehören planmäßige Filterwechsel, Überprüfung des Drucktaupunkts und mikrobiologische Tests der Druckluftqualität. Die Integration des Druckluftsystems in das HACCP-Konzept (Hazard Analysis and Critical Control Points) ermöglicht die systematische Identifikation und Kontrolle von Gefahrenpunkten. Dokumentierte Verfahren zur regelmäßigen Überprüfung und Validierung der Druckluftqualität unterstützen die Einhaltung der ISO 22000 und anderer lebensmittelspezifischer Standards. Durch den Einsatz von Materialien, die für den Lebensmittelkontakt zugelassen sind, in allen Komponenten, die mit der Druckluft in Berührung kommen, wird eine zusätzliche Sicherheitsebene geschaffen. Die Schulung des Personals bezüglich der Bedeutung sauberer Druckluft für die Lebensmittelsicherheit rundet das Konzept ab und stellt sicher, dass alle Beteiligten die Wichtigkeit der Druckluftqualität für die sichere Lebensmittelproduktion verstehen.
Welche Rolle spielt der Drucktaupunkt für die Lebensmittelsicherheit?
Der Drucktaupunkt ist ein kritischer Parameter für die Lebensmittelsicherheit in Druckluftsystemen und bestimmt maßgeblich die Qualität der Druckluft in der Lebensmittelindustrie. Er definiert die Temperatur, bei der Wasserdampf in der Druckluft zu kondensieren beginnt, und ist damit ein direkter Indikator für den Feuchtigkeitsgehalt. Ein niedriger Drucktaupunkt bedeutet weniger Feuchtigkeit im System, was das Wachstumsrisiko von Mikroorganismen wie Bakterien, Hefen und Schimmelpilzen erheblich reduziert. In der Lebensmittel- und Getränkeherstellung ist dies besonders wichtig, da Feuchtigkeit in Verbindung mit Nährstoffen aus der Umgebung ideale Bedingungen für mikrobielle Kontaminationen schaffen kann. Gemäß ISO 8573-1 werden für kritische Anwendungen in der Lebensmittelproduktion typischerweise Drucktaupunkte der Klasse 1 (-70°C) oder Klasse 2 (-40°C) gefordert.
Q: Was ist der Einsatz von Druckluft in der Lebensmittelindustrie?
A: Der Einsatz von Druckluft in der Lebensmittelindustrie ist entscheidend für verschiedene Anwendungen, wie z.B. Verpackung, Automatisierung und Transport von Produkten, wobei sichergestellt werden muss, dass die Druckluftqualität den Anforderungen entspricht.
Q: Welche Anforderungen müssen Druckluftsysteme in der Lebensmittelindustrie erfüllen?
A: Druckluftsysteme in der Lebensmittelindustrie müssen strengen Qualitätsanforderungen genügen, einschließlich der Einhaltung von ISO 8573 und HACCP, um Verunreinigungen zu vermeiden und die Sicherheit der Lebensmittel zu garantieren.
Q: Wie wird die Qualität der Druckluft in der Lebensmittelindustrie überwacht?
A: Die Überwachung der Druckluftqualität erfolgt durch regelmäßige Tests und Analysen, die sicherstellen, dass die Druckluft frei von Verunreinigungen ist und den Normen wie DIN EN ISO entspricht.
Q: Warum ist die Verwendung von ölfrei verdichtenden Kompressoren in der Lebensmittelindustrie wichtig?
A: Ölfrei verdichtende Kompressoren sind wichtig, da sie verhindern, dass Öl in die Druckluft gelangt, was die Verunreinigung von Lebensmitteln und Getränken verhindert und somit die Produktsicherheit erhöht.
Q: Welche Rolle spielt die Automatisierung in der Drucklufttechnik der Lebensmittelindustrie?
A: Die Automatisierung in der Drucklufttechnik verbessert die Effizienz des Produktionsprozesses, reduziert den Energieverbrauch und sorgt für eine sichere und zuverlässige Druckluftversorgung für Lebensmittel- und Getränkehersteller.
Q: Welche Standards sind für die Druckluftversorgung in der Lebensmittelindustrie relevant?
A: Relevante Standards für die Druckluftversorgung in der Lebensmittelindustrie sind unter anderem ISO 22000, BRC und IFS, die die Einhaltung von Sicherheits- und Qualitätsanforderungen gewährleisten.
Q: Was sind die Vorteile der Druckluftaufbereitung in der Lebensmittelindustrie?
A: Die Druckluftaufbereitung verbessert die Qualität der Druckluft, indem sie Verunreinigungen entfernt und sicherstellt, dass die Druckluft die erforderlichen Standards für den Kontakt mit Lebensmitteln einhält.
Q: Wie beeinflusst die Qualität der Druckluft das Endprodukt in der Lebensmittelindustrie?
A: Die Qualität der Druckluft hat direkten Einfluss auf das Endprodukt, da Verunreinigungen die Sicherheit der Lebensmittel gefährden können und somit auch die Zufriedenheit der Kunden beeinträchtigen.
Q: Welche Arten von Anwendungen nutzen Druckluftsysteme in der Lebensmittelindustrie?
A: Druckluftsysteme werden in der Lebensmittelindustrie für Anwendungen wie das Fördern von Materialien, das Betreiben von Maschinen, das Verpacken von Produkten und die Automatisierung von Produktionslinien eingesetzt.
Q: Welche Maßnahmen können ergriffen werden, um die Verunreinigung von Druckluft in der Lebensmittelindustrie zu minimieren?
A: Um die Verunreinigung von Druckluft zu minimieren, sollten regelmäßige Wartungen der Druckluftsysteme durchgeführt, geeignete Filter und Trockner eingesetzt sowie Schulungen für das Personal zur richtigen Handhabung der Systeme angeboten werden.
Luftwechselrate in Reinräumen: Grundlagen, ISO-Normen und optimaler Betrieb
Die Luftwechselrate ist ein entscheidender Parameter in der Reinraumtechnik, der maßgeblich zur Aufrechterhaltung der geforderten Reinheitsklasse beiträgt. In modernen Reinräumen, die nach internationalen Standards wie der ISO 14644 klassifiziert werden, spielt die korrekte Einstellung und Überwachung der Luftwechsel pro Stunde eine zentrale Rolle für den sicheren und effizienten Betrieb von Reinräumen. Dieser Artikel beleuchtet die Grundlagen der Luftwechselrate, ihre Bedeutung für verschiedene Reinraumklassen von ISO 1 bis ISO 9 und gibt praktische Hinweise zur Optimierung.
Was ist die Luftwechselrate in Reinräumen und warum ist sie wichtig?
Definition der Luftwechselrate und ihre Bedeutung für die Reinraumtechnik
Die Luftwechselrate beschreibt, wie oft die gesamte Raumluft eines Reinraums innerhalb einer Stunde ausgetauscht wird. Sie wird als Anzahl der Luftwechsel pro Stunde angegeben und ist ein fundamentaler Parameter in der Reinraumtechnik. In Reinräumen ist die kontrollierte Luftführung mit HEPA-Filtern (High Efficiency Particulate Air) essentiell, um Partikel effektiv aus der Raumluft zu entfernen und Kontaminationen zu vermeiden. Die Luftwechselrate bestimmt dabei maßgeblich, wie schnell Verunreinigungen aus dem Raum entfernt werden können und wie effektiv die Reinheitsklasse aufrechterhalten wird. Je nach Anwendung und Reinraumklasse können die erforderlichen Luftwechselraten von 5-10 Luftwechseln pro Stunde in weniger kritischen Reinräumen (ISO 8) bis zu mehr als 600 Luftwechseln pro Stunde in hochreinen Bereichen (ISO 3 oder sauberer) reichen. Die Norm ISO 14644 gibt hierbei zwar keine konkreten Werte vor, allerdings haben sich in der Praxis bestimmte Bereiche für die verschiedenen Reinraumklassen etabliert, die von Experten und durch die Erfahrung im Betrieb von Reinräumen als empfohlen gelten.
Zusammenhang zwischen Luftwechselrate und Partikelkonzentration
Die Luftwechselrate steht in direktem Zusammenhang mit der Partikelkonzentration im Reinraum. Je höher die Anzahl der Luftwechsel pro Stunde, desto geringer ist in der Regel die Anzahl von Partikeln in der Raumluft. Dieser Zusammenhang ist besonders wichtig für die Einhaltung der definierten Grenzwerte, die für jede Reinraumklasse festgelegt sind. Die ISO-Klassifizierung basiert auf der maximal zulässigen Anzahl der Partikel pro Kubikmeter Luft bei bestimmten Partikelgrößen, meist gemessen in Mikrometer (μm). Beispielsweise darf ein ISO 6 Reinraum nicht mehr als 35.200 Partikel pro Kubikmeter mit einer Größe von ≥0,5 μm aufweisen. Um diese Grenzwerte einhalten zu können, muss die Luftwechselrate entsprechend dimensioniert sein. Die Beziehung zwischen Luftwechselrate und Partikelkonzentration ist jedoch nicht linear, sondern folgt einer komplexen Dynamik, die von zahlreichen Faktoren wie der Partikelquellstärke, dem Strömungsmuster und der Effizienz der HEPA-Filter abhängt. Die frühere US-amerikanische Federal Standard 209E, die Reinräume in Klassen wie Klasse 100 oder Klasse 100.000 einteilte, wurde zwar offiziell durch die ISO-Norm ersetzt, findet aber in vielen Branchen noch immer Verwendung als Referenz.
Einfluss der Luftwechselrate auf die Kontaminationskontrolle
Die Luftwechselrate ist ein zentrales Instrument zur Kontaminationskontrolle in Reinräumen. Eine adäquate Anzahl von Luftwechseln stellt sicher, dass Verunreinigungen in den Reinraum schnell verdünnt und entfernt werden. Dies ist besonders in pharmazeutischen Anwendungen oder in der Herstellung steriler Produkte von entscheidender Bedeutung, wo jede Kontamination schwerwiegende Folgen haben kann. Die Luftwechselrate beeinflusst direkt die Erholzeit eines Reinraums – also die Zeit, die der Raum benötigt, um nach einer Verunreinigung wieder auf die spezifizierte Reinheitsklasse zurückzukehren. Bei höheren Luftwechselraten verkürzt sich diese Erholzeit erheblich. Zudem spielt die Luftwechselrate eine wichtige Rolle bei der Kontrolle von mikrobiologischen Kontaminationen, insbesondere in GMP-regulierten Umgebungen (Good Manufacturing Practice), die von Aufsichtsbehörden wie der Food and Drug Administration (FDA) überwacht werden. Die richtige Balance zu finden zwischen einer ausreichenden Luftwechselrate für die Kontaminationskontrolle und einem energieeffizienten Betrieb der Lüftungsanlage ist eine der größten Herausforderungen in der modernen Reinraumtechnik und erfordert ein tiefes Verständnis der spezifischen Anforderungen jeder Branche und Anwendung.
Wie werden Luftwechselraten nach ISO-Reinraumklassen bestimmt?
Übersicht der ISO-Reinraumklassen von ISO 1 bis ISO 9
Die internationale Norm ISO 14644 definiert Reinraumklassen von ISO 1 (höchste Reinheit) bis ISO 9 (niedrigste Reinheit) basierend auf der maximal zulässigen Anzahl von Partikeln bestimmter Größen pro Kubikmeter Luft. Die Klassifizierung erfolgt durch Messung der Partikelkonzentration unter definierten Bedingungen. Ein ISO 1 Reinraum erlaubt beispielsweise maximal 10 Partikel größer als 0,1 μm pro Kubikmeter, während ein ISO 9 Reinraum bis zu 35.200.000 Partikel größer als 0,5 μm pro Kubikmeter zulässt. Die verschiedenen Reinraumklassen erfordern unterschiedliche Luftwechselraten, um die jeweiligen Partikelgrenzwerte einzuhalten. Während die ISO-Norm selbst keine spezifischen Luftwechselraten vorschreibt, haben sich in der Praxis bestimmte Richtwerte etabliert. Die früheren Klassifikationen nach Federal Standard 209E mit Bezeichnungen wie Klasse 100 (entspricht etwa ISO 5) oder Klasse 10.000 (entspricht etwa ISO 7) werden noch immer häufig in der Branche als Referenz verwendet, obwohl dieser Standard offiziell zurückgezogen wurde. Die Reinraumklassifizierung nach ISO-Standard ist heute international anerkannt und wird in praktisch allen Branchen verwendet, die Reinräume betreiben – von der Halbleiterfertigung über die pharmazeutische Industrie bis hin zur Medizintechnik.
Spezifische Anforderungen für ISO 5, ISO 6, ISO 7 und ISO 8 Reinräume
Die mittleren Reinraumklassen ISO 5 bis ISO 8 sind in der industriellen Praxis besonders relevant und stellen unterschiedliche Anforderungen an die Luftwechselrate. Ein Reinraum der Klasse ISO 5 (früher auch als Klasse 100 bezeichnet) erfordert typischerweise 240-600 Luftwechsel pro Stunde, um die maximale Partikelkonzentration von 3.520 Partikeln größer als 0,5 μm pro Kubikmeter zu gewährleisten. Diese Klasse wird häufig für sterile Abfüllprozesse in der pharmazeutischen Industrie oder für kritische Prozesse in der Mikroelektronik verwendet. ISO 6 Reinräume benötigen in der Regel 150-240 Luftwechsel pro Stunde und finden Anwendung in weniger kritischen pharmazeutischen Prozessen oder in der Herstellung bestimmter medizinischer Geräte. Für ISO 7 Reinräume sind typischerweise 60-90 Luftwechsel pro Stunde empfohlen, während ISO 8 Reinräume mit 15-40 Luftwechseln pro Stunde betrieben werden können. Diese niedrigeren Reinraumklassen werden oft als Umkleideräume oder für weniger kritische Produktionsprozesse eingesetzt. Die tatsächlich erforderliche Luftwechselrate kann jedoch stark von diesen Richtwerten abweichen, abhängig von spezifischen Faktoren wie der Anzahl der Personen im Raum, der Art der durchgeführten Prozesse und den spezifischen Anforderungen der Produktion. Daher ist eine individuelle Bewertung für jeden Reinraum notwendig, um die optimale Luftwechselrate zu bestimmen.
Messverfahren zur Bestimmung der Luftwechselrate im Reinraum
Die korrekte Messung der Luftwechselrate ist entscheidend für die Qualifizierung und den sicheren Betrieb von Reinräumen. Zur Bestimmung der tatsächlichen Luftwechselrate werden verschiedene Methoden eingesetzt. Die grundlegende Berechnung erfolgt durch Messung des Zuluftvolumenstroms und Division durch das Raumvolumen. Dies ergibt die theoretische Anzahl der Luftwechsel pro Stunde. In der Praxis werden jedoch oft direktere Messverfahren eingesetzt, wie die Tracergas-Methode, bei der ein inertes Gas in den Raum eingebracht und dessen Konzentrationsverlauf über die Zeit gemessen wird. Die Abklingrate der Gaskonzentration entspricht dabei der effektiven Luftwechselrate. Eine weitere Methode ist die Messung der Strömungsgeschwindigkeit an den Zuluftfiltern mittels Anemometer und die anschließende Berechnung des Gesamtvolumenstroms. Für die Validierung von Reinräumen gemäß ISO 14644 ist zudem die Messung der Partikelkonzentration unter definierten Bedingungen erforderlich, um die Einhaltung der jeweiligen Reinheitsklasse zu bestätigen. Die Messung der Recovery-Zeit (Erholzeit) eines Reinraums nach einer definierten Partikelbelastung gibt zusätzlich Aufschluss über die Effektivität der Luftwechselrate. All diese Messverfahren müssen regelmäßig im Rahmen der Reinraumqualifizierung und -requalifizierung durchgeführt werden, um sicherzustellen, dass die Lüftungsanlage die geforderte Leistung erbringt und der Reinraum entsprechend seiner Klassifizierung betrieben wird.
Welche Luftwechselrate benötigt ein Reinraum der Klasse ISO 6?
Empfohlene Luftwechselraten für ISO 6 Reinräume
Für Reinräume der Klasse ISO 6 werden typischerweise Luftwechselraten zwischen 150 und 240 Luftwechseln pro Stunde empfohlen. Diese Richtwerte haben sich in der Praxis als effektiv erwiesen, um die maximal zulässige Partikelkonzentration von 35.200 Partikeln pro Kubikmeter (≥0,5 μm) einzuhalten. ISO 6 Reinräume stellen einen guten Kompromiss zwischen hohen Reinheitsanforderungen und wirtschaftlichem Betrieb dar und werden daher in vielen Branchen eingesetzt. Die genaue Luftwechselrate hängt jedoch stark von verschiedenen Faktoren ab, wie der Art der durchgeführten Prozesse, dem Kontaminationsrisiko, der Personenbelegung und der spezifischen Anordnung der Lüftungskomponenten. Ein ISO 6 Reinraum mit turbulenter Mischströmung benötigt in der Regel höhere Luftwechselraten als ein vergleichbarer Reinraum mit gerichteter Verdrängungsströmung. Die Luftwechselraten für ISO 6 Reinräume müssen so ausgelegt sein, dass sie nicht nur unter idealen Bedingungen, sondern auch unter realistischen Betriebsbedingungen die Einhaltung der Reinheitsklasse gewährleisten. Dies bedeutet, dass die tatsächlich implementierte Luftwechselrate oft höher angesetzt wird als der theoretische Minimalwert, um eine Sicherheitsmarge zu schaffen. In der pharmazeutischen Industrie, wo ISO 6 Reinräume häufig für nicht-sterile aber hochreine Prozesse eingesetzt werden, können sogar noch höhere Luftwechselraten erforderlich sein, um den strengen GMP-Anforderungen zu genügen.
Unterschiede zwischen minimaler und optimaler Luftwechselrate
Bei der Planung von Reinräumen ist es wichtig, zwischen der minimalen und der optimalen Luftwechselrate zu unterscheiden. Die minimale Luftwechselrate ist der theoretische Wert, der gerade noch ausreicht, um unter idealen Bedingungen die Partikelgrenzwerte der jeweiligen Reinraumklasse einzuhalten. Die optimale Luftwechselrate hingegen berücksichtigt zusätzliche Faktoren wie Betriebssicherheit, Energieeffizienz und praktische Aspekte des Reinraumbetriebs. Für einen ISO 6 Reinraum könnte die minimale Luftwechselrate beispielsweise bei 120 Luftwechseln pro Stunde liegen, während die optimale Rate bei 180-200 Luftwechseln pro Stunde angesetzt wird, um eine ausreichende Sicherheitsreserve zu gewährleisten. Diese höhere Rate ermöglicht es, auch bei erhöhter Partikelproduktion durch intensive Tätigkeiten oder bei temporären Störungen der Luftströmung die Reinheitsanforderungen zuverlässig einzuhalten.
Q: Wie werden die verschiedenen Reinraumklassen definiert und welche Luftwechselrate benötigen sie?
A: Reinraumklassen werden nach internationalen Standards wie ISO 14644-4 oder den GMP-Richtlinien definiert. Je nach Reinheitsgrad variiert die erforderliche Luftwechselrate. Für ISO 4 (entspricht etwa Reinraum der Klasse 100) sind etwa 60-100 Luftwechsel pro Stunde notwendig, während ISO 2 bis zu 600 Luftwechsel benötigen kann. Der Reinheitsgrad wird anhand der zulässigen Partikeln einer bestimmten Größe pro Kubikmeter Luft gemessen. In pharmaceutical Bereichen ist oft eine höhere Luftwechselrate erforderlich, um mikrobiologische Kontaminationen zu vermeiden.
Q: Warum ist eine hohe Luftwechselrate in einem Reinraum so wichtig, um diesen sauber zu halten?
A: Eine hohe Luftwechselrate ist entscheidend, um luftgetragene Partikel kontinuierlich aus dem Reinraum zu entfernen. Durch den ständigen Austausch wird die Luft durch HEPA-Filter gereinigt, was die Konzentration von Partikeln reduziert. Bei einer Luftwechselrate von 20 oder höher werden regelmäßig alle luftgetragenen Kontaminationen aus dem Raum beseitigt. Dies verhindert die Sedimentation von Partikeln auf kritischen Oberflächen und sorgt dafür, dass ein Reinraum seinen spezifizierten Reinheitsgrad konstant einhalten kann.
Q: Welche Luftwechselrate benötigt ein Reinraum der Klasse 100?
A: Ein Reinraum der Klasse 100 (entspricht etwa ISO 5) benötigt typischerweise eine Luftwechselrate zwischen 60 und 90 pro Stunde. Die Bezeichnung „Klasse 100“ stammt aus dem US Federal Standard 209E und bedeutet, dass maximal 100 Partikel pro Kubikfuß mit einer Größe von ≥0,5 Mikrometer zugelassen sind. Die hohe Luftwechselrate stellt sicher, dass die Konzentration luftgetragener Partikel konstant unter diesem Grenzwert bleibt und die Current Good Manufacturing Practice (cGMP) Anforderungen erfüllt werden.
Q: Wie unterscheiden sich die Luftwechselraten für verschiedene Reinraumklassen nach ISO-Standard?
A: Die Luftwechselraten steigen mit höheren Reinheitsanforderungen: Für ISO 8 reichen oft 5-15 Luftwechsel pro Stunde, für ISO 7 etwa 30-60, für ISO 6 etwa 50-90, für ISO 5 (ehemals Klasse 100) etwa 60-90, für ISO 4 etwa 80-120, für ISO 3 etwa 300-500 und für die höchsten Klassen ISO 2 und ISO 1 sind 500-600 Luftwechsel üblich, wobei ISO 1 die höchste Reinheitsklasse darstellt. Die Luftwechselrate muss ausreichend sein, um die maximal zulässige Konzentration von Partikeln pro Kubikmeter Luft einzuhalten.
Q: Welche Faktoren beeinflussen die benötigte Luftwechselrate eines Reinraums?
A: Die benötigte Luftwechselrate wird von mehreren Faktoren beeinflusst: der angestrebten Reinraumklasse, der Anzahl der Personen im Raum, der Art der durchgeführten Prozesse, der Menge an Partikeln, die in den Reinraum gebracht werden, und der Größe der Partikel, die kontrolliert werden müssen. Zudem spielen die Raumgeometrie, Luftströmungsmuster, die Effektivität der Luftschleusen und die Effizienz der HEPA-Filter eine wichtige Rolle. In Bereichen mit hohem Risiko für mikrobiologische Kontamination können die GMP-Richtlinien noch strengere Anforderungen stellen.
Q: Was bedeutet eine Luftwechselrate von 20 für einen Reinraum?
A: Eine Luftwechselrate von 20 (20 Air Changes Per Hour) bedeutet, dass das gesamte Luftvolumen des Reinraums 20-mal pro Stunde komplett ausgetauscht wird. Dies wird oft als 20-fach Luftwechsel bezeichnet. Diese Rate ist für weniger kritische Reinräume wie ISO 7 oder 8 üblich. Bei dieser Luftwechselrate wird alle drei Minuten das komplette Luftvolumen erneuert, was eine grundlegende Kontrolle luftgetragener Partikel ermöglicht. Für höhere Reinheitsklassen ist diese Rate jedoch nicht ausreichend, um die strengeren Anforderungen an die Luftreinheit zu erfüllen.
Q: Wie wird die Luftwechselrate in einem Cleanroom gemessen und überwacht?
A: Die Luftwechselrate in einem Cleanroom wird durch Messung des Zuluftvolumens im Verhältnis zum Raumvolumen berechnet. Für die Überwachung werden Luftströmungssensoren, Differenzdruckmessgeräte und Partikelzähler eingesetzt, die kontinuierlich die Luftqualität überprüfen. Die Messung der Partikelkonzentration in Mikrometer pro Kubikmeter erlaubt Rückschlüsse auf die Effektivität der Luftwechselrate. Moderne Reinräume verfügen über automatisierte Überwachungssysteme, die Abweichungen sofort melden und so eine konstante Luftreinheit gewährleisten.
Q: Welche technischen Systeme werden benötigt, um die erforderliche Luftwechselrate in Reinräumen zu erreichen?
A: Für die erforderliche Luftwechselrate werden leistungsstarke Lüftungssysteme mit speziellen Zuluft- und Abluftanlagen benötigt. Zentral sind HEPA- oder ULPA-Filter, die luftgetragene Partikel mit hoher Effizienz entfernen. Zusätzlich sind präzise Luftverteilungssysteme notwendig, die eine laminare oder turbulente Strömung je nach Reinraumanforderung erzeugen. Druckkaskadesysteme zwischen verschiedenen Reinraumzonen und Luftschleusen verhindern das Eindringen von Kontaminationen. Energierückgewinnungssysteme und intelligente Steuerungen optimieren den Energieverbrauch bei gleichzeitiger Aufrechterhaltung der strikten Reinheitsanforderungen.
Q: Wie wirkt sich eine unzureichende Luftwechselrate auf die Partikelkonzentration in einem Reinraum aus?
A: Eine unzureichende Luftwechselrate führt zu einer erhöhten Konzentration von luftgetragenen Partikeln und einer Verschlechterung der Luftreinheit. Die Kontamination durch Partikel nimmt zu, da diese nicht schnell genug aus dem Raum entfernt werden. In kritischen Prozessen, besonders in der Pharma- und Halbleiterindustrie, kann dies zu Produktionsausfällen, Qualitätsproblemen und erheblichen Kosten führen. Die Anzahl der luftgetragenen Partikel steigt exponentiell an, wenn die Luftwechselrate unter den für die jeweilige Reinraumklasse erforderlichen Wert fällt. Dies gefährdet besonders empfindliche Prozesse, bei denen selbst kleinste Partikelkonzentrationen problematisch sind.
Reinraumplanung und Bau von Reinraumanlagen: Komplettlösungen für Ihre Reinraumtechnik
Der Bau von Reinraumanlagen stellt besondere Herausforderungen an Planer und Ausführende. Um die strengen Anforderungen an Sauberkeit und Kontaminationsfreiheit zu erfüllen, ist ein umfassendes Verständnis der Reinraumtechnik unerlässlich. In diesem Artikel erfahren Sie alles Wichtige zur Planung und Ausführung von Reinräumen – von der Konzeption maßgeschneiderter Lösungen bis zur Inbetriebnahme und Wartung nach dem neuesten Stand der Technik.
Was ist bei der Planung einer Reinraumanlage zu beachten?
Die Reinraumplanung bildet das Fundament für den erfolgreichen Bau einer Reinraumanlage. In dieser Phase werden alle wichtigen Parameter definiert, welche die spätere Funktionalität des Reinraums bestimmen. Eine durchdachte Planung berücksichtigt nicht nur die technischen Vorgaben der anwendbaren Normen wie DIN EN ISO 14644, sondern auch die spezifischen Anforderungen des Kunden. Die Definition des Reinheitsgrads, die Auswahl geeigneter Materialien sowie die Konzeption der Lüftungstechnik sind zentrale Elemente dieser Planungsphase. Experten für Reinraumtechnik analysieren dabei zunächst die Prozessanforderungen und entwickeln darauf basierend ein ganzheitliches Konzept, das alle relevanten Aspekte der späteren Nutzung berücksichtigt.
Welche Reinraumklassen gemäß ISO-Norm sind für mein Projekt relevant?
Die Auswahl der richtigen Reinraumklasse ist entscheidend für die Planung einer Reinraumanlage. Die internationale Norm ISO 14644-1 definiert neun Reinraumklassen (ISO 1 bis ISO 9), die sich in der maximal zulässigen Partikelkonzentration unterscheiden. Je niedriger die Zahl, desto strenger sind die Anforderungen an die Reinheit. Die DIN EN ISO 14644-1 ist dabei der in Deutschland gültige Standard, der die Klassifizierung von Reinräumen und zugehörigen Reinraumbereichen festlegt. Bei der Konzeption eines Reinraumes muss zunächst ermittelt werden, welche Reinraumklasse für die jeweiligen Produktionsprozesse erforderlich ist. Während beispielsweise in der Halbleiterindustrie häufig sehr strenge Reinraumklassen (ISO 3-4) notwendig sind, können für bestimmte Bereiche der Pharmabranche oder Medizintechnik auch Reinräume der Klassen ISO 7-8 ausreichend sein. Die Festlegung der Reinraumklasse beeinflusst maßgeblich das technische Konzept und die Kosten für Bau und Betrieb der Reinraumanlage.
Wie beeinflusst die Branche die Anforderungen an die Reinraumplanung?
Die Anforderungen an Reinraumanlagen variieren stark je nach Branche und Anwendungsbereich. In der Pharma-Industrie gelten beispielsweise neben den ISO-Normen zusätzlich die GMP-Richtlinien (Good Manufacturing Practice), die besondere Anforderungen an die Prozesssicherheit und Dokumentation stellen. Die Reinraumtechnik muss hier spezifische Kontaminationsrisiken durch Mikroorganismen minimieren. Im Bereich der Halbleiterfertigung hingegen stehen vor allem kleinste Partikel im Fokus, die die empfindlichen Produktionsprozesse stören könnten. Die Medizintechnik wiederum erfordert oft eine Kombination aus Partikelfreiheit und mikrobiologischer Reinheit. Das VDI-Regelwerk, insbesondere die VDI 2083 Blatt 1, bietet branchenübergreifende Richtlinien für die Reinraumplanung. Bei der Konzeption einer neuen Reinraumanlage müssen die Experten daher stets die spezifischen Anforderungen der jeweiligen Branche berücksichtigen und das Engineering entsprechend anpassen. Die Planung und Ausführung erfolgt dabei immer unter Berücksichtigung der relevanten Normen und Richtlinien, wobei oft maßgeschneiderte Lösungen entwickelt werden müssen.
Welche baulichen Voraussetzungen müssen für eine Reinraumanlage geschaffen werden?
Die baulichen Voraussetzungen spielen eine entscheidende Rolle für die erfolgreiche Realisierung einer Reinraumanlage. Das Gebäude oder der Bereich, in dem der Reinraum eingerichtet werden soll, muss bestimmte strukturelle Eigenschaften aufweisen. Dazu gehören ausreichende Raumhöhen für die Installation der Reinraumdecke mit den notwendigen Lüftungssystemen, eine tragende Struktur für die Aufnahme der zusätzlichen Lasten sowie geeignete Anschlussmöglichkeiten für die technische Infrastruktur. Die bauliche Konzeption eines Reinraums umfasst dabei die Planung von Wänden, Böden, Decken und Türsystemen, die alle den speziellen Anforderungen an Partikelfreiheit und Reinigbarkeit entsprechen müssen. Bei der Reinraumplanung ist es wichtig, bereits in einem frühen Stadium Experten für Reinraumtechnik hinzuzuziehen, um teure bauliche Anpassungen in späteren Projektphasen zu vermeiden. Die VDI 2083 Blatt 1 bietet hier wichtige Anhaltspunkte für die bauliche Gestaltung von Reinräumen. Je nach Reinraumklasse und Branche können unterschiedliche bauliche Maßnahmen erforderlich sein, um die geforderte Sauberkeit im Reinraumes zu gewährleisten.
Wie funktioniert der schlüsselfertige Bau von Reinräumen?
Der schlüsselfertige Bau von Reinräumen bietet eine Komplettlösung für Unternehmen, die eine neue Reinraumanlage benötigen. Dabei übernimmt ein spezialisierter Anbieter von Reinraumtechnik die gesamte Projektabwicklung – von der ersten Konzeption bis zur qualifizierten Übergabe des fertigen Reinraums. Im Vergleich zur Beauftragung einzelner Gewerke vereinfacht der schlüsselfertige Ansatz die Koordination erheblich und reduziert potenzielle Schnittstellenprobleme. Ein erfahrener Generalunternehmer im Bereich Reinraumbau verfügt über das notwendige Know-how, um alle baulichen, technischen und regulatorischen Anforderungen zu erfüllen und ein Reinraumprojekt termingerecht und budgetkonform umzusetzen. Der Bau nach dem neuesten Stand der Technik und in Übereinstimmung mit den relevanten Normen wie DIN EN ISO 14644 ist dabei selbstverständlich.
Welche Vorteile bietet ein schlüsselfertiger Reinraumbau?
Ein schlüsselfertiger Reinraumbau bietet zahlreiche Vorteile gegenüber einer fragmentierten Projektabwicklung. Durch die Bündelung aller Leistungen bei einem Anbieter für Reinraumtechnik profitieren Auftraggeber von klaren Verantwortlichkeiten und einem zentralen Ansprechpartner. Dies reduziert den Koordinationsaufwand erheblich und minimiert potenzielle Schnittstellenprobleme. Ein weiterer wesentlicher Vorteil ist die Terminsicherheit: Da alle Gewerke aus einer Hand geplant und ausgeführt werden, können die einzelnen Projektphasen optimal aufeinander abgestimmt werden. Auch in Bezug auf die Kosten bietet der schlüsselfertige Bau Vorteile, da bereits in der Planungsphase ein verbindliches Gesamtbudget festgelegt werden kann. Die Expertise eines auf Reinraumanlagen spezialisierten Unternehmens gewährleistet zudem, dass alle relevanten Normen wie die DIN EN ISO 14644 und branchenspezifische Anforderungen, etwa GMP-Richtlinien in der Pharma-Industrie, berücksichtigt werden. Nicht zuletzt beinhaltet ein schlüsselfertiges Projekt in der Regel auch die Qualifizierung und Validierung des Reinraums, was einen nahtlosen Übergang zur Produktionsphase ermöglicht.
Welche Phasen umfasst der komplette Bauprozess einer Reinraumanlage?
Der komplette Bauprozess einer Reinraumanlage gliedert sich in mehrere klar definierte Phasen. Am Anfang steht die Konzeptphase, in der die grundlegenden Anforderungen an den Reinraum festgelegt werden. Hier werden die Reinraumklasse gemäß ISO 14644-1, die benötigte Fläche und die funktionalen Anforderungen definiert. In der anschließenden Planungsphase erfolgt die detaillierte Ausarbeitung des Konzepts: Raumaufteilung, Materialflüsse, technische Systeme und bauliche Details werden spezifiziert. Die Engineering-Phase umfasst die technische Detailplanung aller Komponenten der Reinraumtechnik, von der Lüftungsanlage bis zu den Überwachungssystemen. Nun folgt die eigentliche Bauphase, die mit den baulichen Grundarbeiten beginnt und über den Aufbau der Reinraumwände und der Reinraumdecke bis zur Installation der technischen Systeme reicht. Nach Fertigstellung des Reinraums erfolgt die Inbetriebnahme der Reinraumanlage mit umfangreichen Tests aller Systeme. Den Abschluss bildet die Qualifizierung des Reinraums nach den Vorgaben der DIN EN ISO 14644 oder branchenspezifischen Standards wie GMP. Hierbei wird nachgewiesen, dass die Reinraumbedingungen den definierten Anforderungen entsprechen und die Reinraumanlage alle Spezifikationen erfüllt.
Wie wird die Qualitätssicherung beim Bau von Reinräumen gewährleistet?
Die Qualitätssicherung beim Bau von Reinräumen ist ein kontinuierlicher Prozess, der in allen Phasen des Projekts stattfindet. Schon in der Planungsphase werden Qualitätskriterien definiert, die sich an den relevanten Normen wie DIN EN ISO 14644 sowie an den spezifischen Anforderungen der Branche orientieren. Während der Bauphase erfolgen regelmäßige Kontrollen aller Materialien und Bauteile auf ihre Eignung für den Einsatz im Reinraum. Besonders wichtig ist hierbei die Überwachung der Partikelemission von Materialien gemäß VDI 2083 Blatt 1. Die Montage und Installation der Reinraumkomponenten wird durch spezialisierte Fachkräfte durchgeführt, die mit den besonderen Anforderungen der Reinraumtechnik vertraut sind. Nach Fertigstellung der Reinraumanlage erfolgt eine umfassende Prüfung aller Systeme und Komponenten. Die abschließende Qualifizierung umfasst Messungen der Partikelbelastung, der Luftwechselrate, der Druckverhältnisse und weiterer Parameter, um die Einhaltung der spezifizierten Reinraumklasse nachzuweisen. Durch diesen mehrstufigen Qualitätssicherungsprozess wird gewährleistet, dass die fertige Reinraumanlage alle Anforderungen an Sauberkeit und technische Funktionalität erfüllt und für die vorgesehenen Produktionsprozesse optimal geeignet ist.
Welche technischen Komponenten sind für Reinraumanlagen unverzichtbar?
Für den erfolgreichen Betrieb einer Reinraumanlage sind verschiedene technische Komponenten unverzichtbar, die in ihrer Gesamtheit die geforderte Reinheit und Kontaminationsfreiheit gewährleisten. Das Herzstück jeder Reinraumtechnik bilden die Lüftungs- und Filtersysteme, die für die kontinuierliche Zufuhr gefilterter Luft und die Entfernung von Partikeln sorgen. Die Reinraumdecke mit integrierten HEPA- oder ULPA-Filtern spielt dabei eine zentrale Rolle für die gleichmäßige Luftströmung. Daneben sind Materialien mit geringer Partikelemission und hoher Beständigkeit gegen Reinigungsmittel essentiell für den Bau der Reinraumwände, -böden und -einrichtungen. Überwachungssysteme zur kontinuierlichen Kontrolle der Reinraumbedingungen vervollständigen die technische Ausstattung. Bei der Planung und Ausführung einer neuen Reinraumanlage müssen all diese Komponenten sorgfältig aufeinander abgestimmt werden, um die geforderte Reinraumklasse gemäß ISO 14644-1 zuverlässig einzuhalten.
Wie funktionieren Lüftungs- und Filtersysteme in der Reinraumtechnik?
Lüftungs- und Filtersysteme bilden das technische Herzstück jeder Reinraumanlage. Sie sorgen dafür, dass kontinuierlich gefilterte Luft in den Reinraum eingebracht wird und Partikel zuverlässig abgeführt werden. In der Reinraumtechnik kommen dabei mehrere Filtrationsstufen zum Einsatz. Die Außenluft wird zunächst durch Vorfilter gereinigt, bevor sie durch Feinfilter und schließlich durch HEPA-Filter (High Efficiency Particulate Air) oder bei besonders hohen Anforderungen durch ULPA-Filter (Ultra Low Penetration Air) geleitet wird. Die Norm ISO 14644 definiert die Anforderungen an diese Filtersysteme. Die Lüftungstechnik arbeitet in Reinraumanlagen meist im Umluftbetrieb, wobei ein Teil der Luft ausgetauscht wird, um Frischluft zuzuführen und Schadstoffe abzuführen.
Q: Was sind die grundlegenden Anforderungen beim Bau von Reinräumen?
A: Beim Bau von Reinräumen müssen mehrere kritische Anforderungen erfüllt werden, darunter die Kontrolle von Partikeln, Mikroorganismen, Temperatur, Feuchtigkeit und Druck. Die Konstruktion muss eine minimale Kontamination gewährleisten und den spezifischen Reinheitsklassen (ISO 14644 oder GMP) entsprechen. Materialien müssen partikelarm, leicht zu reinigen und chemikalienbeständig sein. Zudem sollte die Anlage energieeffizient konzipiert werden, um Betriebskosten zu optimieren, besonders wichtig für Pharma- und Halbleiterindustrien.
Q: Wie kann die Energieeffizienz bei der Planung einer Reinraumanlage optimiert werden?
A: Die Energieeffizienz einer Reinraumanlage kann durch mehrere Maßnahmen optimiert werden: Implementierung moderner Lüftungssysteme mit Wärmerückgewinnung, bedarfsgerechte Luftwechselraten, energieeffiziente Beleuchtung, intelligente Gebäudeautomation und Zonierung nach Reinheitsanforderungen. Besonders wichtig ist die Dimensionierung der RLT-Anlagen, da Lüftungssysteme bis zu 70% des Energieverbrauchs eines Reinraums ausmachen können. Eine gute Isolierung und moderne Filtertechnologien tragen ebenfalls zur Senkung des Energieverbrauchs bei, ohne die Reinraumbedingungen zu beeinträchtigen.
Q: Welche besonderen Herausforderungen bestehen beim Engineering von Reinraumbedingungen für die Pharma-Industrie?
A: Das Engineering von Reinraumbedingungen für die Pharma-Industrie stellt besondere Herausforderungen dar: Einhaltung strenger GMP-Richtlinien und regulatorischer Anforderungen (FDA, EMA), Validierung aller kritischen Systeme, Dokumentation gemäß Qualitätsstandards, Implementierung von Reinigungskonzepten und Dekontaminationsprozessen. Die Anlagen müssen zudem für Inspektionen zugänglich sein und ein hohes Maß an Betriebssicherheit gewährleisten. Cross-Kontamination zwischen verschiedenen Produktionsbereichen muss verhindert werden, und die Materialauswahl muss die chemische Beständigkeit gegen Reinigungs- und Desinfektionsmittel berücksichtigen.
Q: Wie werden Reinräume in der Halbleiterfertigung konzipiert?
A: In der Halbleiterfertigung werden Reinräume nach besonders strengen Kriterien konzipiert. Sie erfordern meist Klasse ISO 3-5 (ehemals Klasse 1-100) mit extrem niedriger Partikelbelastung. Typischerweise werden laminare Strömungssysteme mit HEPA/ULPA-Filtration eingesetzt. Die Anlagen verfügen über mehrstufige Filtersysteme, EMV-Schutz und Schwingungsdämpfung. Materialien müssen absolut partikelarm sein und dürfen keine Ausgasungen verursachen. Die gesamte Fertigung wird oft in „Mini-Environments“ oder Hochreinraumzonen organisiert, wobei Automatisierung die menschliche Kontamination minimiert. Besondere Aufmerksamkeit gilt auch der Kontrolle elektrostatischer Entladungen (ESD) und molekularer Kontamination.
Q: Welche Rolle spielt die Effizienz der Luftführung im Reinraum?
A: Die Effizienz der Luftführung ist entscheidend für die Funktionalität eines Reinraums. Eine optimale Luftführung gewährleistet die zuverlässige Entfernung von Partikeln und verhindert Turbulenzen, die Kontaminationen verteilen könnten. Je nach Anforderung werden unterschiedliche Strömungsprinzipien eingesetzt: turbulente Mischströmung für niedrigere Reinheitsklassen oder laminare Verdrängungsströmung für höchste Reinheitsanforderungen. Die richtige Balance zwischen Luftwechselrate und Strömungsgeschwindigkeit beeinflusst direkt die Betriebskosten und Prozesssicherheit. Moderne Simulationsverfahren (CFD) helfen dabei, die Luftführung vor dem Bau zu optimieren und teure Nachbesserungen zu vermeiden.
Q: Welche Materialien eignen sich besonders für den Bau von Reinräumen?
A: Für den Reinraumbau werden speziell geeignete Materialien verwendet, die keine Partikel abgeben und leicht zu reinigen sind. Für Wände und Decken kommen pulverbeschichtete Metallpaneele, GFK-Paneele oder Edelstahlpaneele zum Einsatz. Böden werden oft als fugenlose Epoxid- oder PU-Beschichtungen ausgeführt. Fenster bestehen aus abgedichteten Isolierglas-Elementen, während Türen mit speziellen Dichtungen ausgestattet sind. Wichtig ist, dass alle Materialien chemikalienbeständig sind, um der regelmäßigen Reinigung mit Desinfektionsmitteln standzuhalten. In der Pharma-Industrie müssen die Materialien zusätzlich GMP-konform sein, während in der Mikroelektronik auch die Ausgasung von Molekülen berücksichtigt werden muss.
Q: Was umfasst die Qualifizierung einer neu errichteten Reinraumanlage?
A: Die Qualifizierung einer neuen Reinraumanlage umfasst einen mehrstufigen Prozess: Design Qualification (DQ) prüft, ob das Design den Anforderungen entspricht; Installation Qualification (IQ) bestätigt die korrekte Installation aller Komponenten; Operational Qualification (OQ) überprüft die Funktionalität der Systeme; Performance Qualification (PQ) testet die Leistungsfähigkeit unter realen Bedingungen. Spezifische Tests umfassen Partikelzählung, Differenzdruckmessungen, Luftwechselraten, HEPA-Filter-Integritätstests, Luftströmungsvisualisierung und mikrobiologisches Monitoring. Besonders in regulierten Bereichen wie der Pharma-Fertigung ist eine lückenlose Dokumentation aller Qualifizierungsschritte erforderlich, um den behördlichen Anforderungen zu entsprechen.
Q: Wie werden moderne Reinraumbedingungen überwacht und gesteuert?
A: Moderne Reinraumbedingungen werden durch komplexe Monitoring- und Steuerungssysteme überwacht. Zentrale Gebäudeleitsysteme (BMS) erfassen kontinuierlich Parameter wie Partikelkonzentration, Differenzdruck, Temperatur, Luftfeuchtigkeit und Luftwechselrate. Kritische Grenzwerte werden in Echtzeit überwacht, mit automatischen Alarmen bei Abweichungen. Die Daten werden zur Dokumentation und Trendanalyse gespeichert. Fortschrittliche Systeme nutzen prädiktive Algorithmen zur Früherkennung von Problemen und ermöglichen eine energieeffiziente, bedarfsgerechte Steuerung. Bei GMP-Anwendungen in der Pharma-Industrie müssen die Systeme zusätzlich den Anforderungen an Datenintegrität entsprechen, mit Funktionen wie Audit Trail und elektronischen Signaturen.
Q: Welche Kostenfaktoren müssen beim Bau einer Reinraumanlage berücksichtigt werden?
A: Beim Bau einer Reinraumanlage müssen verschiedene Kostenfaktoren berücksichtigt werden: Investitionskosten für Gebäudehülle, Technik (RLT, Reinmedien, Elektro), Reinraumausbau und Prozessanlagen. Hinzu kommen Engineering-Kosten für Planung, Qualifizierung und Validierung. Die Betriebskosten werden maßgeblich durch Energieverbrauch, Wartung, Verbrauchsmaterialien (Filter, Reinigungsmittel) und Personal bestimmt. Je höher die Reinheitsklasse, desto exponentiell höher die Kosten. Eine ganzheitliche Betrachtung der Lebenszykluskosten ist wichtig für die Wirtschaftlichkeit. Durch intelligente Planung und Fokussierung auf Energieeffizienz können die Betriebskosten erheblich reduziert werden, was besonders bei Anlagen mit langer Lebensdauer die Gesamtkosten optimiert.
In der modernen Industrie ist die Qualität der Druckluft von entscheidender Bedeutung für verschiedene Anwendungen. Um eine optimale Druckluftqualität zu gewährleisten, sind spezielle Messgeräte und eine kontinuierliche Überwachung gemäß den ISO-Standards notwendig. Dieser Artikel beleuchtet umfassend die Messung der Druckluftqualität nach ISO 8573, die relevanten Messgeräte und Überwachungssysteme.
Was bedeutet Druckluftqualität nach ISO 8573-1 und warum ist sie wichtig?
Die Druckluftqualität nach ISO 8573-1 stellt den internationalen Standard für die Bewertung und Klassifizierung von Druckluft dar. Diese Norm definiert verschiedene Druckluftqualitätsklassen, die abhängig von der jeweiligen Anwendung erforderlich sind. Gemäß ISO 8573-1 werden drei Hauptverunreinigungen berücksichtigt: Partikel, Wasser (Feuchtigkeit) und Öl. Jede dieser Verunreinigungen wird in Klassen von 0 bis 9 eingeteilt, wobei Klasse 1 die höchsten Anforderungen an die Reinheit stellt. Diese Klassifizierung ist von grundlegender Bedeutung für Unternehmen, die Druckluftsysteme betreiben, da sie eine standardisierte Methode zur Bewertung der Druckluftqualität bietet und sicherstellt, dass die Druckluft für die vorgesehene Anwendung geeignet ist.
Definition der Druckluftqualitätsklassen nach ISO 8573-1
Die ISO 8573-1 definiert insgesamt neun Druckluftqualitätsklassen, die unterschiedliche Grenzwerte für Partikel, Feuchtigkeit und Öl festlegen. Für Partikel werden Größen und Konzentration gemessen, bei Feuchtigkeit der Drucktaupunkt und bei Öl der gesamte Ölgehalt einschließlich flüssigem, aerosolumartigem und dampfförmigem Öl. Die Überwachung der Druckluftqualitätsklasse 1 erfordert hochpräzise Messgeräte, da hier besonders strenge Grenzwerte gelten. Beispielsweise darf in der Klasse 1 die maximale Partikelanzahl pro Kubikmeter Luft für Partikelgrößen zwischen 0,1 und 0,5 µm nicht mehr als 20.000 betragen. Der Drucktaupunkt muss unter -70°C liegen, und der Gesamtölgehalt darf 0,01 mg/m³ nicht überschreiten. Diese strengen Parameter erfordern spezielle Messtechnik zur kontinuierlichen Überwachung, um die Einhaltung der Norm zu gewährleisten.
Verunreinigungen in der Druckluft und ihre Auswirkungen
Verunreinigungen in der Druckluft können erhebliche negative Auswirkungen auf Produktionsprozesse, Endprodukte und die Lebensdauer von Anlagen haben. Partikel in der Druckluft können Ventile und Düsen verstopfen, zu erhöhtem Verschleiß führen und die Produktqualität beeinträchtigen. Feuchtigkeit kann Korrosion in Rohrleitungen und Anlagen verursachen und bei bestimmten Anwendungen, wie Lackierarbeiten oder elektronischen Bauteilen, zu Qualitätsproblemen führen. Der Ölgehalt in der Druckluft, sei es in flüssiger Form oder als dampfförmigen Restölgehalt in der Druckluft, kann besonders in der Lebensmittel- und Pharmaindustrie problematisch sein. Die Messung dieser Verunreinigungen mit speziellen Messgeräten wie Partikelzählern und Geräten zur Restölmessung ist daher unerlässlich, um die Qualität der Druckluft kontinuierlich zu überwachen. Gase, die durch den Kompressor angesaugt werden, können ebenfalls zu Verunreinigungen führen, weshalb auch diese Parameter regelmäßig überprüft werden sollten.
Bedeutung der Druckluftqualität für verschiedene Anwendungen
Die Anforderungen an die Druckluftqualität variieren stark je nach Anwendungsbereich. In der Lebensmittel- und Pharmaindustrie sind besonders hohe Standards erforderlich, da hier die Druckluft direkt mit Produkten in Kontakt kommen kann. Hier muss die Druckluftqualität messen nach ISO 8573 besonders strenge Grenzwerte für Partikel, Feuchtigkeit und Ölgehalt einhalten. In der Elektronikfertigung kann schon kleinste Feuchtigkeit oder Partikelverunreinigung zu Fehlfunktionen führen. Auch in der Lackierindustrie ist eine hohe Druckluftqualität entscheidend für ein einwandfreies Finish. In weniger kritischen Anwendungen wie pneumatischen Werkzeugen können geringere Qualitätsanforderungen ausreichend sein. Die kontinuierliche Überwachung mit geeigneten Messgeräten und Sensoren stellt sicher, dass die spezifischen Anforderungen jeder Anwendung erfüllt werden. Durch eine präzise Messung der Druckluftqualität können Unternehmen nicht nur die Qualität ihrer Produkte sichern, sondern auch die Effizienz ihrer Druckluftsysteme optimieren und Kosten durch vorzeitigen Verschleiß oder Produktionsausfälle vermeiden.
Welche Messgeräte sind für die Druckluftqualitätsmessung nach ISO verfügbar?
Für die normgerechte Messung der Druckluftqualität nach ISO 8573 steht eine Vielzahl spezialisierter Messgeräte zur Verfügung. Diese Messgeräte sind darauf ausgelegt, die drei Hauptverunreinigungen in Druckluftsystemen zu erfassen: Partikel, Feuchtigkeit und Öl. Je nach Anwendung und den spezifischen Anforderungen können verschiedene Geräte zum Einsatz kommen, die mit unterschiedlicher Genauigkeit und für verschiedene Parameter konzipiert sind. Die Messwerte dieser Geräte dienen als Grundlage für die Beurteilung der Druckluftqualität gemäß ISO 8573-1 und ermöglichen es Unternehmen, ihre Druckluftsysteme entsprechend zu optimieren und die Einhaltung der erforderlichen Qualitätsstandards sicherzustellen.
Partikelzähler PC 400 und ähnliche Messtechnik
Der Partikelzähler PC 400 von CS Instruments gehört zu den führenden Messgeräten für die Überwachung der Partikelbelastung in Druckluftsystemen. Dieses hochpräzise Instrument ermöglicht die kontinuierliche Überwachung der Partikelkonzentrationen in verschiedenen Größenklassen gemäß ISO 8573-1. Der PC 400 kann Partikel mit Größen von 0,1 bis 5,0 µm detektieren und zählen, was ihn besonders für die Überwachung der Druckluftqualitätsklasse 1 geeignet macht. Die Messtechnik basiert auf einem Lasersensor, der passierte Partikel in der Druckluft zählt und kategorisiert. Neben dem PC 400 sind weitere Partikelzähler auf dem Markt verfügbar, die ähnliche Funktionalitäten bieten. Diese Geräte können entweder als eigenständige Messgeräte betrieben oder in umfassendere Überwachungssysteme wie den DS 500 Bildschirmschreiber integriert werden. Die regelmäßige Kalibrierung dieser Partikelzähler ist entscheidend, um die Genauigkeit der Messwerte zu gewährleisten und somit eine zuverlässige Überwachung der Druckluftqualität zu ermöglichen.
Oil Check 500 für die Restölmessung in der Druckluft
Das Oil Check 500 ist ein spezialisiertes Messgerät zur Bestimmung des dampfförmigen Restölgehalts in der Druckluft. Diese moderne Messtechnik nutzt ein photoionisationsbasiertes Verfahren, um selbst kleinste Mengen von Ölgehalt in der Druckluft zu detektieren. Gemäß ISO 8573-1 müssen je nach Qualitätsklasse unterschiedliche Grenzwerte für den Ölgehalt eingehalten werden, die von 0,01 mg/m³ für Klasse 1 bis zu 5 mg/m³ für Klasse 4 reichen. Das Oil Check 500 bietet eine kontinuierliche Überwachung des Restölgehalts und kann Messwerte im Bereich von 0,001 bis 5,000 mg/m³ mit hoher Genauigkeit erfassen. Dies macht es zu einem unverzichtbaren Instrument für Anwendungen, bei denen ein ölfreier Betrieb kritisch ist, wie in der Lebensmittel-, Pharma- oder Elektronikindustrie. Die Restölmessung umfasst sowohl flüssige als auch dampfförmige Ölbestandteile, wobei letztere oft schwieriger zu detektieren sind. Das Oil Check 500 von CS Instruments kann in umfassendere Überwachungssysteme integriert werden und ermöglicht so eine vollständige Kontrolle über alle relevanten Parameter der Druckluftqualität.
Messgeräte zur Bestimmung der Restfeuchte in Druckluftsystemen
Die Messung der Restfeuchte in Druckluftsystemen ist ein kritischer Aspekt der Druckluftqualitätsüberwachung gemäß ISO 8573-1. Der Feuchtigkeitsgehalt wird üblicherweise durch den Drucktaupunkt ausgedrückt, der angibt, bei welcher Temperatur die in der Druckluft enthaltene Feuchtigkeit zu kondensieren beginnt. Für diese Messungen stehen verschiedene Sensoren und Messgeräte zur Verfügung, darunter Taupunktsensoren, die auf kapazitiven oder optischen Messprinzipien basieren. Diese Geräte messen den Taupunkt in °C oder °F und ermöglichen so eine präzise Bestimmung der Feuchtigkeitsklasse nach ISO 8573-1. Ein zu hoher Feuchtigkeitsgehalt kann zu Korrosion, Störungen in pneumatischen Systemen und Qualitätsproblemen bei vielen Anwendungen führen. Moderne Messgeräte für die Taupunktmessung bieten eine hohe Genauigkeit und können in kontinuierliche Überwachungssysteme wie den DS 500 von CS Instruments integriert werden. Diese Integration ermöglicht es, alle relevanten Parameter der Druckluftqualität zentral zu überwachen und bei Abweichungen von den Sollwerten sofort zu reagieren, was besonders in sensiblen Anwendungsbereichen von großer Bedeutung ist.
Wie führt man eine korrekte Messung der Druckluftqualität gemäß ISO 8573 durch?
Die korrekte Messung der Druckluftqualität gemäß ISO 8573 erfordert ein strukturiertes Vorgehen und die Verwendung geeigneter Messgeräte. Um verlässliche Messwerte zu erhalten, müssen spezifische Messverfahren für die unterschiedlichen Verunreinigungsarten angewendet werden. Die ISO 8573 definiert nicht nur die Qualitätsklassen, sondern gibt auch Richtlinien für die Messung vor, die strikt eingehalten werden sollten. Eine standardisierte Messung der Druckluftqualität ermöglicht Vergleichbarkeit und stellt sicher, dass die Druckluft den Anforderungen der jeweiligen Anwendung entspricht.
Messverfahren für Partikel, Restölgehalt und Feuchtigkeit
Die Messverfahren für die drei Hauptverunreinigungen in Druckluftsystemen – Partikel, Restölgehalt und Feuchtigkeit – unterscheiden sich grundlegend voneinander und erfordern spezialisierte Messtechnik. Für die Partikelmessung gemäß ISO 8573 kommen Partikelzähler zum Einsatz, die auf Laser-Streulichtverfahren basieren. Diese Geräte saugen ein definiertes Luftvolumen an und zählen die darin enthaltenen Partikel in verschiedenen Größenklassen. Die Restölmessung erfolgt typischerweise durch Photoionisationsdetektoren, die den dampfförmigen Restölgehalt in der Druckluft messen können, oder durch Adsorptionsverfahren, bei denen Öl aus einem definierten Luftvolumen gefiltert und anschließend quantitativ bestimmt wird. Die Feuchtigkeitsmessung basiert hauptsächlich auf der Taupunktmessung, die mit kapazitiven oder Spiegeltaupunktmessgeräten durchgeführt wird. Bei allen Messverfahren ist die korrekte Probenahme entscheidend, um repräsentative Ergebnisse zu erhalten. Die Messpunkte sollten so gewählt werden, dass sie die tatsächliche Qualität der Druckluft am Verwendungsort widerspiegeln. Kontinuierliche Messungen mit fest installierten Sensoren bieten gegenüber Stichprobenmessungen den Vorteil, dass Schwankungen in der Druckluftqualität erfasst werden können, die bei punktuellen Messungen möglicherweise unentdeckt bleiben.
Kalibration und Wartung von Druckluftqualitätsmessgeräten
Die regelmäßige Kalibration und Wartung von Druckluftqualitätsmessgeräten ist essentiell, um die Genauigkeit der Messwerte und die Zuverlässigkeit der Überwachung sicherzustellen. Gemäß ISO 8573 müssen alle Messgeräte in festgelegten Intervallen kalibriert werden, typischerweise jährlich oder nach den Herstellervorgaben.
Q: Wie kann ich die Druckluftqualität messen nach ISO Standards?
A: Um die Druckluftqualität nach ISO-Normen zu messen, benötigen Sie spezielle Messgeräte, die den Anforderungen der Norm ISO 8573-1 entsprechen. Diese misst Partikel ab einer Größe von 0,1 µm, den Feuchtigkeitsgehalt und den Ölgehalt in der Druckluft. Optische Partikelzähler gemäß ISO 8573-4 sind für die Partikelmessung unerlässlich. Geräte wie der Bildschirmschreiber DS 500 von CS Instruments ermöglichen ein umfassendes Monitoring aller gemessenen Parameter und dokumentieren die Messergebnisse für die Qualitätssicherung im Druckluftsystem.
Q: Warum ist die Sicherstellung der Druckluftqualität besonders in der Lebensmittelindustrie wichtig?
A: In der Lebensmittelindustrie ist die Sicherstellung einer hohen Druckluftqualität entscheidend, da die Druckluft direkt mit Lebensmitteln in Kontakt kommen kann. Verunreinigungen wie Öl, Partikel oder Feuchtigkeit können Produkte kontaminieren und zu gesundheitlichen Risiken führen. Die Einhaltung strenger Grenzwerte gemäß der Norm ISO 8573-1 ist daher verpflichtend. Durch regelmäßiges Messen und Überwachen der Druckluftqualität mit geeigneten Messgeräten wird die Produktsicherheit gewährleistet und die Einhaltung der Hygienevorschriften sichergestellt.
Q: Welche Methoden gibt es, um den dampfförmigen Restölgehalt in Druckluft zu messen?
A: Für die Messung des dampfförmigen Restölgehalts in Druckluftsystemen werden spezielle Ölmonitore eingesetzt, die kontinuierlich den Ölgehalt überwachen können. Diese Geräte arbeiten nach dem Photolumineszenz-Verfahren und können Ölkonzentrationen im ppb-Bereich (parts per billion) erfassen. Produkte von Herstellern wie CS Instruments oder Atlas Copco misst den dampfförmigen Restölgehalt zuverlässig und in Echtzeit. Für eine normgerechte Messung nach ISO 8573-1 ist es wichtig, dass die Messgeräte regelmäßig kalibriert werden und die Probenahme fachgerecht erfolgt.
Q: Welche Rolle spielt das Monitoring bei der Druckluftqualität?
A: Monitoring spielt eine zentrale Rolle bei der Sicherstellung der Druckluftqualität. Durch kontinuierliche Überwachung können Veränderungen in der Luftqualität sofort erkannt werden, bevor sie kritische Grenzwerte überschreiten. Moderne Monitoring-Systeme wie der DS 500 von CS Instruments zeichnen alle relevanten Messdaten auf und alarmieren bei Abweichungen. Dies ermöglicht eine proaktive Wartung der Druckluftanlage und verhindert Produktionsausfälle. Zudem liefert das Monitoring wichtige Daten für die Dokumentation der Druckluftqualität, was besonders in regulierten Branchen wie der Pharma- oder Lebensmittelindustrie von Bedeutung ist.
Q: Welche Grenzwerte müssen bei der Druckluftqualität eingehalten werden?
A: Die Grenzwerte für die Druckluftqualität sind in der Norm ISO 8573-1 definiert und in verschiedene Qualitätsklassen eingeteilt. Für Partikel in Klasse 1 dürfen beispielsweise maximal 20.000 Partikel der Größe 0,1-0,5 µm pro Kubikmeter vorhanden sein. Beim Ölgehalt gilt für Klasse 1 ein Maximalwert von 0,01 mg/m³. Die Feuchtigkeitsgrenzwerte werden über den Drucktaupunkt definiert, der bei Klasse 1 -70°C nicht überschreiten darf. Je nach Anwendungsbereich (Lebensmittelverarbeitung, Elektronikfertigung, allgemeine Drucklufttechnik) können unterschiedliche Klassen erforderlich sein, deren Einhaltung durch entsprechende Messgeräte überprüft werden muss.
Q: Wie kann ich die Druckluftqualität in Bezug auf Feuchtigkeit messen und überwachen?
A: Zur Messung und Überwachung der Feuchtigkeit in Druckluftsystemen werden Taupunktmessgeräte verwendet. Diese erfassen den Drucktaupunkt, der angibt, bei welcher Temperatur Wasserdampf in der Druckluft zu kondensieren beginnt. Moderne Messgeräte wie der DS 500 können den Taupunkt kontinuierlich überwachen und aufzeichnen. Für eine zuverlässige Messung ist die korrekte Installation der Sensoren im Druckluftsystem wichtig. Die Messergebnisse helfen bei der Überprüfung der Effizienz von Trocknern und bei der Sicherstellung, dass die Feuchtigkeit innerhalb der in ISO 8573-1 definierten Grenzen liegt, um Korrosion und Schäden in der Druckluftanlage zu vermeiden.
Q: Welche Vorteile bieten die Messgeräte von CS Instruments für die Druckluftqualität?
A: Die Messgeräte von CS Instruments bieten umfassende Lösungen für die Messung und Überwachung der Druckluftqualität. Der Bildschirmschreiber DS 500 fungiert als zentrale Monitoring-Einheit, die verschiedene Sensoren für Partikel, Öl und Feuchtigkeit integrieren kann. Die Geräte zeichnen sich durch hohe Messgenauigkeit, benutzerfreundliche Bedienung und flexible Einsatzmöglichkeiten aus. Mit integrierten Alarmfunktionen unterstützen sie die Sicherstellung der Druckluftqualität und alarmieren bei Grenzwertüberschreitungen. Die Messdaten können für Dokumentations- und Analysezwecke exportiert werden, was besonders für die Qualitätssicherung und bei Audits wertvoll ist. Zudem bietet CS Instruments regelmäßige Kalibrierservices, um die Genauigkeit der Messgeräte langfristig zu gewährleisten.
Q: Wie kann ich feststellen, ob meine Druckluftanlage ölfreie Druckluft erzeugt?
A: Um festzustellen, ob Ihre Druckluftanlage wirklich ölfreie Druckluft erzeugt, benötigen Sie spezielle Messgeräte, die sowohl flüssiges als auch dampfförmiges Öl erfassen können. Diese Geräte messen den Gesamtölgehalt in der Druckluft und vergleichen ihn mit den Grenzwerten der Norm ISO 8573-1. Selbst bei Verwendung sogenannter „ölfreier Kompressoren“ können Verunreinigungen aus der Ansaugluft in das System gelangen. Daher ist eine regelmäßige Überwachung mit kalibrierten Messgeräten unerlässlich. Für kritische Anwendungen, die absolut ölfreie Druckluft erfordern, empfiehlt sich ein kontinuierliches Monitoring mit Alarmfunktion, um bei Überschreitung der Grenzwerte sofort reagieren zu können.
Q: Wie oft sollte die Druckluftqualität gemessen werden?
A: Die Häufigkeit der Druckluftqualitätsmessungen hängt vom Anwendungsbereich und den damit verbundenen Risiken ab. In kritischen Bereichen wie der Lebensmittelindustrie oder bei medizinischen Anwendungen ist ein kontinuierliches Monitoring mit Geräten wie dem DS 500 empfehlenswert. Für weniger kritische Anwendungen kann eine vierteljährliche oder halbjährliche Überprüfung ausreichend sein. Nach Änderungen an der Druckluftanlage, wie dem Austausch von Filtern oder Trocknern, sollten in jedem Fall zusätzliche Messungen durchgeführt werden. Wichtig ist auch die Messung nach Leckagen-Reparaturen, da diese die Druckluftqualität beeinflussen können. Ein dokumentierter Messplan hilft bei der Sicherstellung einer gleichbleibend hohen Druckluftqualität und erfüllt oft auch die Anforderungen von Qualitätsmanagementsystemen.
Q: Welche Faktoren beeinflussen die Genauigkeit von Druckluftqualitäts-Messgeräten?
A: Die Genauigkeit von Druckluftqualitäts-Messgeräten wird von mehreren Faktoren beeinflusst. Ein entscheidender Faktor ist die regelmäßige Kalibrierung der Geräte, da auch präzise Messgeräte mit der Zeit ihre Genauigkeit verlieren können. Die korrekte Installationsposition im Druckluftsystem ist ebenfalls wichtig, da Turbulenzen oder Druckschwankungen die Messergebnisse verfälschen können. Die Umgebungstemperatur kann besonders bei der Messung des dampfförmigen Ölgehalts und des Taupunkts zu Abweichungen führen. Ebenso spielen der Druck und die Strömungsgeschwindigkeit der Druckluft eine Rolle. Bei optischen Partikelzählern kann eine zu hohe Partikelkonzentration zu Koinzidenzverlusten führen. Daher ist es wichtig, die vom Hersteller empfohlenen Einsatzbedingungen einzuhalten, um zuverlässige Messergebnisse zu erhalten.
Anforderungen an Reinraumkleidung nach ISO-Reinraumklassen: Die GMP-konforme Bekleidung für Reinräume
Die korrekte Reinraumkleidung spielt eine entscheidende Rolle bei der Aufrechterhaltung der strengen Reinheitsstandards in kontrollierten Umgebungen. In Branchen wie der Pharma- und Lebensmittelindustrie sowie der Mikroelektronik sind die Anforderungen an Reinraumbekleidung durch internationale Normen wie die DIN EN ISO 14644 strikt reguliert. Dieser Artikel beleuchtet umfassend, welche spezifischen Anforderungen an Reinraumkleidung in verschiedenen ISO-Klassen gelten und wie diese im Einklang mit Good Manufacturing Practice (GMP) stehen. Von Materialanforderungen über Partikelrückhaltevermögen bis hin zu branchenspezifischen Besonderheiten werden alle relevanten Aspekte der Reinraumtextilien behandelt.
Welche grundlegenden Anforderungen gelten für Reinraumkleidung nach ISO 14644?
Die EN ISO 14644 bildet das Fundament für die Klassifizierung von Reinräumen und definiert indirekt auch die Anforderungen an die darin verwendete Reinraumkleidung. Diese internationale Norm, insbesondere die DIN EN ISO 14644-1, kategorisiert Reinräume in verschiedene ISO-Klassen von ISO 1 (höchste Reinheit) bis ISO 9 (niedrigste Reinheit) basierend auf der zulässigen Partikelkonzentration pro Kubikmeter Luft. Die grundlegenden Anforderungen an Reinraumbekleidung leiten sich direkt von diesen Klassifizierungen ab und müssen sicherstellen, dass das Personal selbst nicht zur Kontaminationsquelle wird. Die Norm schreibt vor, dass Reinraumkleidung so beschaffen sein muss, dass sie Partikel und Fasern, die vom menschlichen Körper freigesetzt werden, effektiv zurückhält und gleichzeitig keine eigenen Verunreinigungen generiert. Dies erfordert spezielle Materialien, Designs und Verarbeitungstechniken, die mit zunehmender Reinheitsklasse immer anspruchsvoller werden. Jede ISO-Klasse stellt spezifische Anforderungen an das Partikelrückhaltevermögen der Bekleidung, wobei in höheren Klassen wie ISO 1 bis ISO 5 deutlich strengere Maßstäbe angelegt werden als in niedrigeren Klassen wie ISO 7 bis ISO 9.
Welche Funktionen erfüllt Reinraumkleidung im Kontext der Kontaminationskontrolle?
Reinraumbekleidung erfüllt mehrere kritische Funktionen im Rahmen der Kontaminationskontrolle in Reinräumen. Primär dient sie als Barriere zwischen dem Menschen – der größten potenziellen Kontaminationsquelle – und der kontrollierten Reinraumumgebung. Der menschliche Körper setzt kontinuierlich Partikel in Form von Hautschuppen, Haaren und Fasern frei, die ohne adäquate Schutzkleidung die Reinheit des Reinraums erheblich beeinträchtigen würden. Eine qualitativ hochwertige Reinraumkleidung fängt diese Partikel effektiv ab und verhindert deren Freisetzung in die Umgebungsluft. Zudem schützt die Bekleidung den Träger vor möglichen schädlichen Substanzen im Reinraum. Besonders in der Pharmaindustrie, wo mit aktiven Wirkstoffen gearbeitet wird, ist dieser bidirektionale Schutzaspekt von großer Bedeutung. Weiterhin fungiert Reinraumbekleidung als visuelle Identifikation der Reinraumklasse – verschiedene Farben oder Designs können unterschiedliche Zugangsbereiche oder Reinheitsgrade signalisieren. In Bereichen, wo elektrostatische Entladungen kritisch sind, bietet antistatische Reinraumkleidung Schutz vor elektrostatischen Aufladungen, die empfindliche elektronische Komponenten beschädigen könnten. Nicht zuletzt dient die standardisierte Bekleidung auch der psychologischen Sensibilisierung des Personals für die besonderen Anforderungen und Verhaltensregeln in Reinraumbereichen.
Wie unterscheiden sich die Materialanforderungen für verschiedene Reinheitsklassen?
Die Materialanforderungen für Reinraumkleidung variieren erheblich je nach ISO-Reinraumklasse. In den höchsten Reinheitsklassen (ISO 1 bis ISO 5) werden vorwiegend synthetische Materialien wie Polyester oder Polyamid verwendet, die nahezu keine Fasern oder Partikel abgeben. Diese Textilien werden speziell für Reinräume entwickelt und weisen eine extrem glatte Oberfläche mit minimaler Partikelfreisetzung auf. Die Gewebe werden oft zusätzlich beschichtet oder imprägniert, um das Partikelrückhaltevermögen zu optimieren. Für ISO-Klasse 5 und strenger sind in der Regel mehrlagige, besonders dicht gewebte Materialien mit Barrierefunktion erforderlich, die steril sein müssen und vollständige Körperbedeckung bieten. In mittleren Reinheitsklassen (ISO 6 bis ISO 7) können leichtere Polyester-Mischgewebe eingesetzt werden, die zwar noch ein gutes Partikelrückhaltevermögen aufweisen, aber mehr Tragekomfort bieten. In niedrigeren Reinraumklassen (ISO 8 bis ISO 9) sind die Materialanforderungen weniger streng, hier können auch Baumwoll-Polyester-Mischgewebe zum Einsatz kommen, sofern sie eine ausreichende Partikelrückhaltung gewährleisten. Unabhängig von der Reinheitsklasse müssen alle Reinraumtextilien spezielle Wasch- und Sterilisationsprozesse überstehen können, ohne ihre schützenden Eigenschaften zu verlieren. In vielen Fällen werden zudem antistatische Eigenschaften gefordert, besonders in der Elektronik- und Halbleiterindustrie, um elektrostatische Aufladungen zu vermeiden, die empfindliche Komponenten beschädigen könnten.
Welche DIN EN ISO-Normen regeln die Spezifikationen für Reinraumbekleidung?
Die Spezifikationen für Reinraumbekleidung werden durch mehrere miteinander verknüpfte DIN EN ISO-Normen geregelt. Die Grundlage bildet die DIN EN ISO 14644-1, die die Klassifizierung der Reinräume definiert und somit indirekt die Anforderungen an die darin verwendete Schutzkleidung bestimmt. Ergänzend dazu liefert die EN ISO 14644-5 spezifische Richtlinien für den Betrieb von Reinräumen, einschließlich Personalausrüstung und Verhaltensweisen. Sie enthält Empfehlungen zur Auswahl, Verwendung und Pflege von Reinraumkleidung. Die DIN EN ISO 14644-14 befasst sich speziell mit der Partikelbewertung von Reinraumkleidung und liefert Testmethoden zur Evaluierung der Partikelfreisetzung von Reinraumtextilien. Für steril verwendete Reinraumkleidung in der Pharmaindustrie sind zusätzlich die GMP-Richtlinien relevant, die in Europa durch den EU-GMP-Leitfaden Annex 1 konkretisiert werden. Dieser legt spezifische Anforderungen an die Sterilität und mikrobiologische Reinheit der Kleidung fest. Darüber hinaus ist die DIN EN ISO 11607 für die Verpackung von Reinraumkleidung, die sterilisiert werden muss, von Bedeutung. Die EN 1149-5 reguliert antistatische Eigenschaften von Schutzkleidung für explosive Atmosphären, was auch für manche Reinraumszenarien relevant sein kann. Auch die EN 13795 für chirurgische Kleidung und Abdecktücher bietet wertvolle Referenzpunkte für Reinraumkleidung in Bereichen mit hohen Sterilität. Diese komplexe Normungslandschaft zeigt, dass die Anforderungen an Reinraumkleidung ein multidimensionales Qualitätssystem darstellen, das kontinuierlich weiterentwickelt wird.
Wie variieren die Reinraumkleidungsanforderungen in verschiedenen Reinraumklassen?
Die Anforderungen an Reinraumkleidung unterscheiden sich signifikant zwischen den verschiedenen ISO-Klassen und spiegeln die steigenden Reinheitsanforderungen wider. Mit jeder höheren ISO-Klasse (niedrigere Zahl) steigen die Anforderungen an das Partikelrückhaltevermögen und die Materialqualität der Reinraumbekleidung deutlich an. In den unteren Reinraumklassen (ISO 7-9) kann teilweise noch reguläre Arbeitskleidung mit minimalen zusätzlichen Schutzmaßnahmen wie Überschuhen und Haarnetzen ausreichend sein. Ab ISO 7 werden jedoch bereits spezielle Reinraumanzüge empfohlen, die bessere Partikelbindungseigenschaften aufweisen. Die mittleren Reinraumklassen (ISO 5-6) erfordern vollständige Reinraumkleidungssysteme mit Overalls, Kopfhauben, Überschuhen und Handschuhen, wobei die Materialien speziell für Reinraumanwendungen optimiert sein müssen. In den höchsten Reinheitsklassen (ISO 1-4), die beispielsweise in der Halbleiterindustrie oder bei sterilen pharmazeutischen Prozessen notwendig sind, werden komplette Ganzkörperanzüge mit integrierten Hauben, Gesichtsmasken, speziellen Handschuhen und Stiefelüberzügen vorgeschrieben. Diese müssen aus hochspezialisierten Materialien bestehen, die praktisch keine Partikel abgeben. Die Bekleidung für diese höchsten Klassen muss zudem häufig steril sein und in speziellen Schleusen unter kontrollierten Bedingungen angezogen werden. Auch der Wechselrhythmus der Reinraumkleidung ist klassenabhängig und reicht von täglichem Wechsel in niedrigeren Klassen bis hin zu mehrmaligem Wechsel pro Schicht in den höchsten Reinheitsklassen.
Welche Bekleidung ist für ISO-Klasse 5 und höhere Reinheitsanforderungen vorgeschrieben?
Für Reinräume der ISO-Klasse 5 und höher (ISO 4, 3, 2, 1) sind die Anforderungen an die Reinraumbekleidung besonders streng und umfassend. In diesen hochreinen Umgebungen ist eine vollständige Ganzkörperbedeckung obligatorisch. Die grundlegende Ausstattung besteht aus einem Reinraumoverall, der aus speziellen synthetischen Materialien wie Polyester mit hohem Partikelrückhaltevermögen gefertigt wird. Diese Overalls müssen absolut fusselfreie Oberflächen besitzen und dürfen selbst unter extremer Beanspruchung keine Fasern oder Partikel freisetzen. Ergänzend zum Overall ist eine vollständig geschlossene Kopfhaube Pflicht, die oft mit einer integrierten Gesichtsmaske oder einem Atemschutz ausgestattet ist. Besonders in der Pharmaindustrie und bei sterilen Prozessen werden sterilisierte Einwegmasken verwendet, um die mikrobielle Kontamination zu minimieren. Hochwertige Reinraumhandschuhe, die häufig aus Nitril oder anderen synthetischen Materialien bestehen, müssen über die Ärmelenden des Overalls gezogen und dort fixiert werden, um eine lückenlose Barriere zu gewährleisten. Spezielle Reinraumstiefel oder Überziehschuhe mit rutschfesten, partikelarmen Sohlen vervollständigen die Ausrüstung. In den höchsten Reinheitsklassen (ISO 3 und besser) können zusätzlich versiegelte Nähte, Doppelhandschuhsysteme und Atemschutzmasken mit HEPA-Filtern erforderlich sein. Alle Kleidungsstücke müssen antistatische Eigenschaften aufweisen, um elektrostatische Aufladungen zu vermeiden. Die gesamte Bekleidung wird in einer definierten Reihenfolge in speziellen Schleusen angelegt, wobei strenge Protokolle eingehalten werden müssen.
Welche minimalen Schutzanforderungen gelten für niedrigere Reinraumklassen (ISO 7-9)?
In den niedrigeren Reinraumklassen ISO 7 bis ISO 9 sind die minimalen Schutzanforderungen an die Reinraumbekleidung deutlich weniger streng als in höheren Klassen, müssen aber dennoch spezifische Kriterien erfüllen. In ISO 9-Reinräumen, die die geringsten Reinheitsanforderungen stellen, kann oft normale Arbeitskleidung ausreichend sein, ergänzt durch Grundelemente wie Haarnetze oder -hauben und gegebenenfalls Überschuhe. Ab ISO 8 werden jedoch bereits spezielle Reinraum-Kittel oder -Mäntel empfohlen, die aus partikelarmen Materialien bestehen und über der normalen Arbeitskleidung getragen werden. Diese sollten aus synthetischen Fasern oder Mischgeweben mit reduzierter Partikelfreisetzung hergestellt sein. In ISO 7-Umgebungen werden die Anforderungen nochmals erhöht: Hier sind meist vollständige Reinraumanzüge oder zumindest langärmelige Kittel mit Bundhosen aus speziellen Reinraumtextilien erforderlich. Ergänzend kommen Hauben, die das Haar vollständig bedecken, sowie dedizierte Reinraumschuhe oder Überschuhe hinzu. Handschuhe sind in ISO 7 häufig obligatorisch, wobei die genauen Anforderungen vom spezifischen Prozess abhängen. Auch in diesen niedrigeren Reinraumklassen müssen die Textilien bestimmte Anforderungen an das Partikelrückhaltevermögen erfüllen und sollten idealerweise antistatische Eigenschaften aufweisen, besonders wenn elektronische Komponenten verarbeitet werden.
Q: Welche grundlegenden Anforderungen gelten für Reinraumkleidung in Reinräumen?
A: Reinraumkleidung muss vor allem partikelarme Eigenschaften aufweisen und selbst möglichst wenige Partikel abgeben. Sie sollte antistatisch sein, um elektrostatische Aufladung zu vermeiden, und je nach Branche auch bestimmte Schutzfunktionen erfüllen. Die Kleidung muss den Normen gemäß DIN EN ISO 14644 oder GMP-Richtlinien entsprechen und sollte bei hohen Anforderungen aus speziellen Materialien bestehen, die keine Fasern abgeben. Zusätzlich ist ein ausreichender Tragekomfort wichtig, damit Mitarbeiter und Besucher die Kleidung über längere Zeiträume tragen können.
Q: Wie unterscheiden sich die Anforderungen an Reinraumkleidung je nach Reinraumklasse?
A: Je nach Reinraumklasse gelten unterschiedliche Anforderungen an die Schutzkleidung. In höheren Klassen wie ISO Klasse 5 oder niedriger ist eine Vollabdeckung erforderlich, inklusive Overall, Kapuze, Maske, Handschuhe und Überziehschuhe. In weniger kritischen Klassen wie ISO 7-8 können vereinfachte Kleidungssysteme ausreichen. Die Partikelkonzentration der jeweiligen Klasse bestimmt dabei die notwendige Filterwirkung der Kleidung. Die Materialauswahl wird auch je nach Branche spezifiziert, wobei in der Halbleiterfertigung oft antistatische Eigenschaften im Vordergrund stehen, während in der Pharmabranche die Dekontamination wichtiger sein kann.
Q: Welche Rolle spielt Reinraumkleidung bei der Vermeidung von Kontaminationsquellen?
A: Reinraumkleidung ist eine der wichtigsten Maßnahmen zur Reduzierung von Kontaminationsquellen, da der Mensch die größte potenzielle Quelle für Verunreinigungen darstellt. Die korrekte Kleidung verhindert, dass Hautpartikel, Haare und andere vom Menschen ausgehende Kontaminationen in den Reinraum eindringen. Sie bildet eine Barriere zwischen dem Träger und dem sensiblen Bereich, indem sie luftgetragene Partikel und Mikroorganismen zurückhält. Durch spezielle Materialien und Verarbeitungstechniken minimiert die Kleidung selbst auch das Risiko, Partikel abzugeben, was besonders wichtig für die Reinheit der Luft ist.
Q: Welche Normen und Standards regeln die Anforderungen an Reinraumkleidung?
A: Die wichtigsten Normen für Reinraumkleidung sind die EN ISO 14644, die die Reinheit der Luft und Klassifizierung von Reinräumen definiert, sowie die GMP-Richtlinien (Good Manufacturing Practice) für die Pharmabranche. Je nach Reinraumklasse müssen unterschiedliche Anforderungen erfüllt werden. Die DIN EN ISO 14644-5 beschäftigt sich speziell mit dem Betrieb von Reinräumen und enthält Vorgaben zur Bekleidung. In bestimmten Branchen gelten zusätzliche Normen, wie in der Halbleiterindustrie, wo auch Anforderungen an die antistatischen Eigenschaften definiert sind. Die Einhaltung dieser Normen ist häufig zertifizierungspflichtig und wird regelmäßig überprüft.
Q: Wie sollte Reinraumkleidung korrekt gelagert und gepflegt werden?
A: Die korrekte Lagerung von Reinraumkleidung ist entscheidend für ihre Wirksamkeit. Sie sollte in speziellen Schränken innerhalb des Reinraums oder in Schleusen aufbewahrt werden, um eine erneute Kontamination zu vermeiden. Bei der Reinigung müssen spezielle Reinraumwaschanlagen verwendet werden, die selbst hohen Hygiene-Standards entsprechen. Nach der Reinigung sollte die Kleidung steril verpackt werden. Die Dekontamination erfolgt je nach Material durch Sterilisation, Gammastrahlung oder spezielle Waschmethoden. Die Haltbarkeit der Reinraumtextilien ist begrenzt; nach einer bestimmten Anzahl von Waschzyklen oder bei sichtbaren Beschädigungen muss die Kleidung ausgetauscht werden.
Q: Welche Materialien werden für Reinraumkleidung verwendet und warum?
A: Für Reinraumkleidung werden spezielle Materialien wie Polyester, Polyamid oder Mischgewebe verwendet, die besonders partikelarm sind. Moderne Reinraumtextilien besitzen oft eine glatte Oberfläche, die das Abgeben von Fasern minimiert. Je nach Branche und Anforderung kommen antistatische Materialien zum Einsatz, um elektrostatische Aufladung zu verhindern, was besonders in der Halbleiterfertigung wichtig ist. Einige Materialien werden auch mit antimikrobiellen Eigenschaften ausgestattet, um Keime zu reduzieren. Die Materialauswahl richtet sich nach den speziellen Anforderungen des Reinraums, wobei ein Ausgleich zwischen Schutzfunktion, Tragekomfort und Partikelabgabe gefunden werden muss.
Q: Wie wichtig ist der Tragekomfort bei Reinraumkleidung trotz hoher technischer Anforderungen?
A: Der Tragekomfort spielt eine entscheidende Rolle, da Mitarbeiter die Kleidung oft über viele Stunden während der Arbeit im Reinraum tragen müssen. Eine unbequeme Kleidung kann zu erhöhter Bewegung führen, was wiederum mehr Partikel freisetzt. Moderne Reinraumkleidung versucht daher, den hohen Anforderungen gerecht zu werden und gleichzeitig atmungsaktiv zu sein. Ergonomische Schnitte, elastische Einsätze und leichte Materialien verbessern den Tragekomfort. Eine gut sitzende Kleidung verhindert auch, dass Mitarbeiter ständig Anpassungen vornehmen müssen, was das Kontaminationsrisiko erhöhen würde. Die Balance zwischen Schutzfunktion und Komfort ist wichtig für die Akzeptanz und korrekte Nutzung der Reinraumbekleidung.
Q: Welche besonderen Anforderungen stellt die Pharmabranche an Reinraumkleidung?
A: In der Pharmabranche gelten besonders strenge Anforderungen an Reinraumkleidung aufgrund der GMP-Richtlinien. Die Kleidung muss nicht nur Partikel zurückhalten, sondern auch frei von Mikroorganismen sein. Sterilisierbarkeit ist ein wichtiges Kriterium, ebenso wie die Beständigkeit gegen Dekontaminationsverfahren. Die Materialien müssen chemikalienresistent sein und dürfen keine Rückstände an pharmazeutische Produkte abgeben. In den sensiblen Bereichen der Arzneimittelherstellung ist oft eine komplette Körperabdeckung erforderlich, einschließlich Gesichtsmasken mit Filtern. Die Dokumentation und Rückverfolgbarkeit der Reinigung und Sterilisation ist zudem ein wichtiger Bestandteil der Qualitätssicherung.
Q: Wie werden die Anforderungen an Reinraumkleidung in der Halbleiterindustrie umgesetzt?
A: In der Halbleiterindustrie steht die Vermeidung von elektrostatischer Aufladung im Vordergrund, da selbst kleinste elektrische Entladungen empfindliche elektronische Komponenten beschädigen können. Die Reinraumkleidung muss daher antistatische Eigenschaften aufweisen, meist durch eingewebte leitfähige Fasern. Die Partikelkonzentration in Reinräumen der Halbleiterfertigung ist extrem niedrig (oft Klasse ISO 5 oder besser), was höchste Anforderungen an die Filterleistung der Kleidung stellt. Zudem müssen die Materialien chemikalienresistent sein, da in der Fertigung aggressive Substanzen zum Einsatz kommen. Die Reinraumtextilien werden regelmäßig auf ihre elektrostatischen Eigenschaften und Partikelabgabe getestet, um den hohen Anforderungen der Branche gerecht zu werden.
Messung des Restölgehalts in der Druckluft nach ISO 8573: Kontinuierliche Überwachung für ölfreie Druckluftqualität
Die kontinuierliche Überwachung des Restölgehalts in der Druckluft ist ein entscheidender Faktor für die Sicherstellung einer hohen Druckluftqualität in industriellen Anwendungen. Gemäß der internationalen Norm ISO 8573 können verschiedene Qualitätsklassen für Druckluft definiert werden, wobei der Restölgehalt einer der kritischsten Parameter ist. Moderne Messsysteme wie der Restöl-Sensor OilCheck ermöglichen eine präzise Restölmessung und tragen zur Gewährleistung ölfreier Druckluftsysteme bei.
Warum ist der Restölgehalt in der Druckluft wichtig und wie wird er gemäß ISO 8573 klassifiziert?
Die Bedeutung von ölfreier Druckluft für verschiedene Anwendungen
Ölfrei erzeugte Druckluft ist in zahlreichen Industriezweigen unerlässlich. Besonders in der Lebensmittel-, Pharma- und Elektronikindustrie kann bereits ein minimaler Ölgehalt in der Druckluft zu erheblichen Qualitätsproblemen und Produktionsausfällen führen. Die Überwachung des Restölgehalts in der Druckluft stellt sicher, dass sensible Produktionsprozesse nicht durch Verunreinigungen beeinträchtigt werden. In medizintechnischen Anwendungen, wo Druckluft direkt mit Patienten in Kontakt kommen kann, ist eine absolut ölfreie Druckluftqualität sogar lebensnotwendig. Der Restölgehalt in Druckluftsystemen kann aus verschiedenen Quellen stammen, hauptsächlich jedoch aus dem Kompressor selbst, wo Schmieröle in den Druckluftstrom gelangen können. Eine kontinuierliche Messung des Restölgehaltes ist daher unverzichtbar, um die geforderten Qualitätsstandards einzuhalten und die Funktionalität der angeschlossenen Systeme zu gewährleisten.
Klassifizierung des Restölgehalts nach ISO 8573-1
Die internationale Norm ISO 8573-1 definiert Qualitätsklassen für Druckluft und legt dabei besonderes Augenmerk auf den Restölgehalt. Diese Norm teilt die Druckluftqualität in verschiedene Klassen ein, wobei Klasse 1 die höchsten Anforderungen stellt. Für den Restölgehalt in der Druckluft gelten folgende Klassifizierungen: Klasse 0 erfordert individuell festgelegte Werte, die unter denen der Klasse 1 liegen. Klasse 1 erlaubt maximal 0,01 mg/m³, Klasse 2 maximal 0,1 mg/m³, Klasse 3 maximal 1 mg/m³ und Klasse 4 maximal 5 mg/m³ Restölgehalt. Die Restölmessung nach ISO 8573 umfasst dabei alle drei Formen von Ölverunreinigungen: flüssiges Öl, Ölaerosole und dampfförmigen Restölgehalt. Besonders der dampfförmige Restölgehalt in der Druckluft ist schwer zu erfassen und erfordert spezielle Messgeräte wie den Restöl-Sensor OilCheck. Um die korrekte Klassifizierung zu gewährleisten, müssen Unternehmen ihre Druckluftsysteme regelmäßig überwachen und dokumentieren. Die Einhaltung dieser ISO-Norm wird zunehmend von Kunden und Zertifizierungsstellen gefordert und stellt einen wichtigen Qualitätsnachweis dar.
Auswirkungen von Öl in Druckluftsystemen auf Produkte und Anlagen
Der Ölgehalt in der Druckluft kann erhebliche negative Auswirkungen auf Produktionsprozesse und Anlagen haben. Wenn der Restölgehalt in Druckluft zu hoch ist, können Produktkontaminationen auftreten, die besonders in sensiblen Branchen wie der Lebensmittel- oder Pharmaindustrie problematisch sind. In Druckluftsystemen kann ein erhöhter Restölgehalt zu Ablagerungen in Rohrleitungen, Ventilen und Endgeräten führen, was deren Lebensdauer verkürzt und die Betriebssicherheit beeinträchtigt. Die Überwachung des Ölgehalts ist daher nicht nur für die Produktqualität, sondern auch für die Anlageneffizienz entscheidend. Durch regelmäßige Restölmessung können potenzielle Probleme frühzeitig erkannt und teure Reparaturen oder Produktionsausfälle vermieden werden. Darüber hinaus kann Öl in Druckluftsystemen katalytisch wirken und chemische Reaktionen mit anderen Stoffen eingehen, was zu zusätzlichen Verunreinigungen führen kann. Bei der Entscheidung für einen ölfreien Kompressor oder konventionelle Systeme mit nachgeschalteter Aufbereitung sollten die spezifischen Anforderungen an die Druckluftqualität und die potenziellen Risiken eines zu hohen Restölgehalts sorgfältig abgewogen werden.
Wie funktioniert die Restölmessung mit dem OilCheck nach ISO 8573?
Messprinzip: Erfassung des dampfförmigen Restölgehaltes
Der Restöl-Sensor OilCheck misst den dampfförmigen Restölgehalt in der Druckluft mittels eines hochpräzisen optischen Verfahrens. Dieses Messprinzip basiert auf der Absorption von UV-Licht durch Kohlenwasserstoffverbindungen, die im Öldampf enthalten sind. Der OilCheck ist speziell für die Anforderungen der ISO 8573 konzipiert und kann selbst geringste Mengen an dampfförmigem Öl nachweisen. Im Gegensatz zu anderen Messverfahren erfasst der Restöl-Sensor kontinuierlich den aktuellen Ölgehalt in der Druckluft, wodurch Schwankungen in Echtzeit erkannt werden können. Das optische Messprinzip bietet den Vorteil, dass keine Verbrauchsmaterialien benötigt werden und eine langfristig stabile Messung gewährleistet ist. Der integrierte Sensor wandelt die gemessene Lichtabsorption in einen entsprechenden Restölgehalt-Wert um, der direkt in mg/m³ angezeigt wird. Dieses Verfahren zur Restölmessung erlaubt eine präzise Überwachung der Druckluftqualität im Bereich zwischen 0,001 und 9,999 mg/m³, was alle relevanten Klassen der ISO 8573 abdeckt. Die kontinuierliche Messung des dampfförmigen Restölgehaltes ermöglicht eine zuverlässige Qualitätskontrolle und rechtzeitige Wartungsmaßnahmen, bevor kritische Grenzwerte überschritten werden.
Probenahme: Wie ein repräsentativer Teilvolumenstrom aus der Druckluft entnommen wird
Für eine zuverlässige Restölmessung ist die korrekte Probenahme entscheidend. Ein repräsentativer Teilvolumenstrom aus der Druckluft wird entnommen und dem OilCheck zugeführt, um genaue Messergebnisse zu erhalten. Diese Probenahme erfolgt über spezielle Anschlüsse im Druckluftsystem, die strategisch an Stellen platziert werden, wo eine repräsentative Messung möglich ist. Der Teilvolumenstrom wird typischerweise mittels eines Druckminderers auf einen für das Messgerät geeigneten Druck reduziert. Wichtig bei der Probenahme ist, dass der entnommene Luftstrom die tatsächlichen Bedingungen im Hauptluftstrom widerspiegelt. CS Instruments bietet dafür speziell entwickelte Probenahmeeinrichtungen an, die eine normgerechte Entnahme gemäß ISO 8573 gewährleisten. Der vom Hauptluftstrom abgezweigte Teilvolumenstrom durchläuft zunächst einen Partikelfilter, um zu verhindern, dass Feststoffpartikel die Messergebnisse verfälschen. Anschließend wird die Druckluft dem OilCheck zugeführt, wo der dampfförmige Restölgehalt gemessen wird. Die Probenahme kann entweder kontinuierlich für eine dauerhafte Überwachung oder punktuell für regelmäßige Kontrollen erfolgen. Der korrekte Aufbau der Probenahmeeinrichtung ist entscheidend für die Genauigkeit der Restölmessung und sollte gemäß den Herstellerangaben und den Anforderungen der ISO 8573 durchgeführt werden.
Messgenauigkeit und Kalibrierung des OilCheck-Systems
Die Messgenauigkeit des OilCheck-Systems ist von entscheidender Bedeutung für die zuverlässige Überwachung des Restölgehalts in Druckluft und Gasen. Um eine präzise Restölmessung zu gewährleisten, verfügt der OilCheck über hochsensible Sensoren, die regelmäßig kalibriert werden müssen. Die Kalibrierung erfolgt gemäß den Vorgaben der ISO 8573 und stellt sicher, dass die Messwerte den tatsächlichen Restölgehalt korrekt wiedergeben. CS Instruments empfiehlt eine jährliche Rekalibrierung des Geräts, um Messabweichungen zu vermeiden und die kontinuierliche Überwachung der Druckluftqualität zu gewährleisten. Bei der Kalibrierung wird das OilCheck-System mit Prüfgasen bekannter Konzentration getestet und gegebenenfalls neu justiert. Die Messgenauigkeit des Systems liegt im Bereich von ±0,003 mg/m³ bei niedrigen Konzentrationen, was besonders für Anwendungen wichtig ist, die ölfreie Druckluft höchster Qualität erfordern. Faktoren, die die Messgenauigkeit beeinflussen können, sind unter anderem Temperatur- und Druckschwankungen sowie Verunreinigungen im Messsystem. Moderne OilCheck-Systeme sind mit integrierten Kompensationsmechanismen ausgestattet, die diese Einflüsse minimieren. Darüber hinaus verfügt das System über Selbstdiagnosefunktionen, die den Bediener auf mögliche Probleme hinweisen. Die regelmäßige Überprüfung und Wartung des OilCheck-Systems gemäß den Herstellervorgaben ist unerlässlich, um eine zuverlässige Restölmessung nach ISO 8573 zu gewährleisten.
Welche Möglichkeiten gibt es für die kontinuierliche Überwachung des Restölgehalts in Druckluft und Gasen?
Stationäre Lösungen zur permanenten Überwachung der Druckluftqualität
Für die permanente Überwachung der Druckluftqualität hinsichtlich des Restölgehalts bieten sich stationäre Lösungen als optimale Wahl an. Diese fest installierten Systeme ermöglichen eine kontinuierliche Restölmessung rund um die Uhr und liefern in Echtzeit Daten zur Druckluftqualität. Eine stationäre Lösung wie der fest integrierte Restöl-Sensor OilCheck wird typischerweise an strategisch wichtigen Punkten im Druckluftnetz installiert, beispielsweise nach dem Kompressor oder vor besonders sensiblen Anwendungen. Diese permanente Überwachung bietet mehrere Vorteile: Trends im Restölgehalt können frühzeitig erkannt werden, bevor kritische Werte erreicht werden. Zudem lässt sich die Wirksamkeit von Filtersystemen kontinuierlich überwachen. Moderne stationäre Systeme von CS Instruments verfügen über integrierte Alarmfunktionen, die bei Überschreitung definierter Grenzwerte automatisch Warnungen auslösen. Die Messdaten können über standardisierte Schnittstellen in übergeordnete Leit- und Überwachungssysteme eingebunden werden, was eine umfassende Dokumentation der Druckluftqualität gemäß ISO 8573 ermöglicht. Für besonders anspruchsvolle Anwendungen lassen sich mehrere Messstellen zu einem Netzwerk verbinden, um ein vollständiges Bild der Druckluftqualität im gesamten System zu erhalten. Die Investition in eine stationäre Lösung zur permanenten Überwachung des Restölgehalts in der Druckluft amortisiert sich in der Regel schnell durch vermiedene Produktionsausfälle und Qualitätsprobleme.
Mobile Messgeräte für flexible Restölgehaltmessungen
Mobile Messgeräte bieten eine flexible Alternative für die Restölmessung in verschiedenen Bereichen eines Druckluftsystems. Diese tragbaren Geräte zur Messung des Restölgehalts in Druckluft sind besonders wertvoll für Servicetechniker und Wartungspersonal, die verschiedene Anlagen überwachen müssen. Im Gegensatz zu stationären Lösungen können mobile Messgeräte an verschiedenen Messpunkten eingesetzt werden, was eine umfassende Analyse des gesamten Druckluftsystems ermöglicht. Die portablen Geräte zur Restölmessung sind in der Regel mit Akkus ausgestattet und können ohne externe Stromversorgung betrieben werden. CS Instruments bietet tragbare Versionen des OilCheck an, die nach dem gleichen Messprinzip wie die stationären Modelle arbeiten und ebenso präzise den dampfförmigen Restölgehalt in der Druckluft messen. Ein weiterer Vorteil mobiler Messgeräte ist die Möglichkeit, Stichproben an verschiedenen Punkten zu nehmen und so Problemzonen im Druckluftnetz zu identifizieren.
Q: Warum ist die Messung des Restölgehalts in Druckluft wichtig?
A: Die Messung des Restölgehalts ist entscheidend für die Qualität der Druckluft. Insbesondere in sensiblen Anwendungsbereichen wie der Lebensmittel- oder Pharmaindustrie kann Öl in der Druckluft zu Produktverunreinigungen führen. Mittels Probenahme wird ein repräsentativer Teilvolumenstrom der Druckluft entnommen und dem Oilcheck zugeführt, wodurch die Reinheit überprüft werden kann. Ölfreie Druckluft ermöglicht sichere Produktionsprozesse und entspricht häufig den Anforderungen gemäß ISO 8573-1 für höchste Druckluftqualitätsklassen.
Q: Wie funktioniert die Restölmessung OilCheck nach ISO 8573?
A: Die Restölmessung OilCheck nach ISO 8573 ist ein standardisiertes Verfahren zur Bestimmung des Ölgehalts in Druckluft. Dabei wird ein Teilvolumenstrom der Druckluft entnommen und dem OilCheck zugeführt. Das Gerät analysiert den Gehalt an Kohlenwasserstoffen, die auf Ölverunreinigungen hinweisen. Durch die kontinuierliche Messung werden Grenzwertüberschreitungen sofort erkannt und Abstellmaßnahmen eingeleitet. Das Verfahren ermöglicht die Klassifizierung der Druckluft gemäß den Reinheitsklassen der ISO 8573-1 und bietet so eine verlässliche Qualitätskontrolle.
Q: Was ist der Partikelzähler PC 400 und wie wird er eingesetzt?
A: Der Partikelzähler PC 400 ist ein präzises Messinstrument zur Erfassung von Partikeln in Druckluft und Gasen. Er kann Partikel ab 0,1 µm für Druckluft und Gase detektieren und zählen. Der PC 400 wird direkt in die Druckluftanlage integriert oder für temporäre Messungen verwendet. Er liefert Echtzeitdaten über die Partikelbelastung, was besonders wichtig ist, um die Druckluftqualitätsklasse gemäß ISO 8573-1 zu überwachen. Durch seinen Einsatz können Anwender sicherstellen, dass ihre Druckluft den erforderlichen Reinheitsstandards entspricht.
Q: Wie wird der Restölgehalt gemessen und welche Methoden gibt es?
A: Der Restölgehalt in Druckluft kann durch verschiedene Methoden gemessen werden. Die gängigsten sind die Flammen-Ionisations-Detektion (FID), die Infrarot-Spektroskopie und die Photometrie. Bei der Restölmessung OilCheck nach ISO 8573 wird meist die FID-Methode eingesetzt, die besonders präzise ist. Darüber hinaus gibt es auch Stichprobenmessungen mittels Adsorptionsröhrchen. Für die Messung des dampfförmigen Ölgehalts sind spezielle Sensoren erforderlich, da dieser nicht durch herkömmliche Filter zurückgehalten wird. Eine kontinuierliche Messung bietet den Vorteil, dass Grenzwertüberschreitungen sofort erkannt werden können.
Q: Welchen Einfluss hat der Kompressor auf den Restölgehalt in der Druckluft?
A: Der Kompressor ist eine der Hauptquellen für Öl in der Druckluftanlage. Besonders ölgeschmierte Kompressoren geben trotz Öldichtungen kleine Mengen an Öl in Form von Aerosolen oder Dämpfen an die Druckluft ab. Die Qualität der Druckluft hängt daher stark vom Kompressortyp und dessen Wartungszustand ab. Ölfreie Kompressoren bieten hier eine Lösung, haben jedoch oft höhere Anschaffungskosten. Auch bei ölfreien Kompressoren sollte regelmäßig der Restölgehalt gemessen werden, da Öl auch durch angesaugte Umgebungsluft in das System gelangen kann.
Q: Wie kann man ölfrei Druckluft erzeugen und welche Rolle spielt dabei die Messung?
A: Ölfreie Druckluft kann durch den Einsatz ölfreier Kompressoren oder durch nachgeschaltete Aufbereitungssysteme wie Aktivkohleadsorber erzeugt werden. Die Messung des Restölgehalts spielt dabei eine entscheidende Rolle zur Qualitätssicherung. Mittels Probenahme wird ein repräsentativer Teilvolumenstrom der Druckluft entnommen und dem OilCheck zugeführt, um den Ölgehalt zu analysieren. Durch kontinuierliche Messung werden Grenzwertüberschreitungen sofort erkannt, sodass rechtzeitig Abstellmaßnahmen eingeleitet werden können. Dies ist besonders wichtig, um die geforderte Druckluftqualitätsklasse gemäß ISO 8573-1 zu gewährleisten.
Q: Welche Grenzwerte für den Restölgehalt in Druckluft gibt es gemäß ISO 8573-1?
A: Die ISO 8573-1 definiert verschiedene Druckluftqualitätsklassen mit spezifischen Grenzwerten für den Restölgehalt. Für Klasse 1 liegt der maximale Gehalt an Öl (flüssig, Aerosol und Dampf) bei 0,01 mg/m³. Klasse 2 erlaubt bis zu 0,1 mg/m³, Klasse 3 bis zu 1 mg/m³, Klasse 4 bis zu 5 mg/m³ und Klasse 5 bis zu 25 mg/m³. Die strengste Klasse 0 erfordert speziell vereinbarte Werte, die typischerweise unter 0,01 mg/m³ liegen. Die Einhaltung dieser Grenzwerte wird durch Restölmessung OilCheck nach ISO 8573 sichergestellt, wobei ein Druckminderer oft Teil der Messanordnung ist, um den Druck für die Analyse zu regulieren.
Q: Wie oft sollte der Restölgehalt in einer Druckluftanlage gemessen werden?
A: Die Frequenz der Restölgehaltsmessung in einer Druckluftanlage hängt von mehreren Faktoren ab, darunter die Anforderungen der Anwendung, gesetzliche Vorschriften und die historische Stabilität der Anlage. In kritischen Anwendungen wie der Pharma- oder Lebensmittelindustrie wird eine kontinuierliche Messung empfohlen, um Grenzwertüberschreitungen sofort zu erkennen. Für weniger kritische Anwendungen kann eine vierteljährliche oder halbjährliche Überprüfung ausreichend sein. Nach Wartungsarbeiten am Kompressor oder nach Änderungen in der Druckluftanlage sollte immer eine Messung durchgeführt werden, um sicherzustellen, dass der Restölgehalt gemessen und kontrolliert wird.
Q: Welche Probleme können durch erhöhte Kohlenwasserstoffe in der Druckluft entstehen?
A: Erhöhte Kohlenwasserstoffe in der Druckluft, oft durch Öl verursacht, können vielfältige Probleme verursachen. Sie können Produkte kontaminieren, was besonders in der Lebensmittel-, Pharma- und Elektronikbranche kritisch ist. Zudem können sie Filter verstopfen, die Lebensdauer von Pneumatikkomponenten verkürzen und zu Korrosion in der Druckluftanlage führen. Bei der Lackierung können sie Oberflächenfehler verursachen. Die Restölmessung OilCheck nach ISO 8573 kann helfen, solche Probleme frühzeitig zu erkennen, da mittels Probenahme ein repräsentativer Teilvolumenstrom entnommen und analysiert wird. Durch kontinuierliche Messung werden Grenzwertüberschreitungen sofort erkannt und notwendige Abstellmaßnahmen eingeleitet.
DIN EN ISO 14644-1: Reinraumklassen und Filterstandards für die Lebensmittelindustrie
Die Reinraumtechnologie nach DIN EN ISO 14644-1 spielt in der modernen Lebensmittelindustrie eine zentrale Rolle bei der Gewährleistung von Produktsicherheit und Qualität. Diese international anerkannte Norm definiert klare Standards für Reinräume und legt fest, wie die Klassifizierung von Reinräumen durchgeführt wird. Die Kontrolle der Partikelkontamination und die Auswahl der richtigen Filterklasse sind entscheidende Faktoren für die Einhaltung der Reinheitsklasse in Lebensmittelproduktionsanlagen. Dieser Artikel bietet einen umfassenden Überblick über die relevanten ISO Reinraumklassen, Filterstandards und Validierungsverfahren speziell für die Lebensmittelindustrie.
Welche ISO Reinraumklassen sind für die Lebensmittelindustrie relevant?
Die DIN EN ISO 14644-1 definiert insgesamt neun Reinraumklassen, von ISO 1 (höchste Reinheit) bis ISO 9 (niedrigste Reinheit). In der Lebensmittelindustrie sind typischerweise die Reinraumklassen ISO 5 bis ISO 8 von besonderer Bedeutung. Die Auswahl der spezifischen Reinraumklasse hängt stark vom hergestellten Produkt und seinen Anforderungen ab. Für besonders empfindliche Lebensmittel oder aseptische Abfüllprozesse werden häufig Reinräume der Klasse ISO 5 verwendet, während für weniger kritische Prozesse Räume der Klasse ISO 8 und höher ausreichend sein können. Die Norm ISO 14644-1 besagt, dass die Reinraumklasse anhand der maximal zulässigen Partikelzahl pro Kubikmeter Luft für verschiedene Partikelgrößen bestimmt wird. Diese präzise Klassifizierung hilft Lebensmittelherstellern, die richtige Umgebung für ihre spezifischen Produktionsprozesse zu schaffen.
Unterschiede zwischen Reinraumklassen nach DIN EN ISO 14644-1
Die Reinraumklassen nach DIN EN ISO 14644-1 unterscheiden sich hauptsächlich in der zulässigen Partikelkonzentration. ISO-Klasse 5, eine der strengeren Klassifizierungen, erlaubt beispielsweise maximal 3.520 Partikel pro Kubikmeter mit einer Größe von ≥0,5 µm, während die ISO-Klasse 8 bis zu 3.520.000 solcher Partikel zulässt. Diese erheblichen Unterschiede spiegeln sich in den notwendigen technischen Maßnahmen wider. Reinräume der Klasse ISO 5 erfordern typischerweise 240 bis 480 Luftwechsel pro Stunde und den Einsatz hochwirksamer Filter der Klasse mindestens H13, während in Reinräumen der ISO-Klasse 8 oft 5 bis 48 Luftwechseln pro Stunde ausreichen können. Die Norm ISO 14644-3 besagt zudem, dass für jede Reinraumklasse spezifische Testverfahren angewendet werden müssen, um die Einhaltung der Standards zu verifizieren. Ein weiterer wichtiger Unterschied liegt in der Gestaltung der Luftströmung: Reinräume der höheren Klassen wie ISO 5 nutzen meist laminare Strömungen, während in Räumen der Klasse ISO 8 und höher turbulente Luftströmungen akzeptabel sind.
Spezifische Anforderungen für Lebensmittelproduktion in Reinräumen
Die Lebensmittelproduktion in Reinräumen unterliegt besonderen Anforderungen, die über die allgemeinen Spezifikationen der DIN EN ISO 14644 hinausgehen. Im Gegensatz zur Pharmaindustrie müssen Lebensmittelreinräume oft höhere Temperaturen und Luftfeuchtigkeiten bewältigen können, was die Filtration und Luftführung beeinflusst. Besonders kritisch ist die Verhinderung mikrobiologischer Kontamination, weshalb in Reinräumen für Lebensmittel häufig zusätzliche Maßnahmen wie UV-Entkeimung oder spezielle Oberflächenbeschichtungen mit antimikrobiellen Eigenschaften zum Einsatz kommen. Die Reinheit muss unter Produktionsbedingungen gewährleistet sein, die oft Dampf, Feuchtigkeit und organische Aerosole beinhalten. Der DIN EN ISO 14644-3 Punkt 6 behandelt spezifisch die Überwachungsmethoden für biocontamination, die in Lebensmittelreinräumen besonders relevant sind. Für Produkte mit hohem Risiko, wie Ready-to-Eat-Lebensmittel, werden häufig Reinräume der ISO-Klasse 7 und ISO 5 für kritische Prozessschritte kombiniert, um eine optimale Balance zwischen Produktsicherheit und Wirtschaftlichkeit zu erreichen.
Vergleich von ISO Reinraumklassen mit GMP-Anforderungen
Die ISO Reinraumklassen und die GMP-Anforderungen (Good Manufacturing Practice) stellen zwei unterschiedliche, aber komplementäre Systeme zur Klassifizierung von Reinräumen dar. Während die ISO-Klassen primär die Partikelkonzentration in der Luft als Maßstab nehmen, berücksichtigt das GMP-System zusätzlich mikrobiologische Kriterien und prozessspezifische Anforderungen. In der Lebensmittelindustrie müssen häufig beide Standards erfüllt werden. Die GMP-Klassen A bis D entsprechen ungefähr den ISO-Klassen 5 bis 8, wobei Klasse A etwa der ISO-Klasse 5 entspricht und die strengsten Anforderungen stellt. Die GMP-Richtlinien legen besonderen Wert auf die Vermeidung mikrobieller Kontamination und definieren zusätzliche Parameter wie die maximale Anzahl von Koloniebildenden Einheiten (KBE) pro Kubikmeter Luft oder pro Oberfläche. Der Annex 1 der EU-GMP-Richtlinien bietet spezifische Leitlinien für die Herstellung steriler Produkte, die auch auf bestimmte Lebensmittelbereiche angewendet werden können. Die Klassifizierung von Reinräumen nach beiden Systemen erfordert ein umfassendes Verständnis der jeweiligen Anforderungen und eine sorgfältige Planung der Validierungsprozesse.
Wie funktionieren Filter in Reinräumen der Lebensmittelindustrie?
Filter stellen das Herzstück jedes Reinraumsystems dar und sind entscheidend für die Aufrechterhaltung der definierten Reinheitsklasse. In der Lebensmittelindustrie kommen mehrstufige Filtersysteme zum Einsatz, die die Außenluft in mehreren Schritten reinigen. Die erste Stufe besteht typischerweise aus Grobfiltern (G4-F7), die größere Partikel abfangen. In der zweiten Stufe kommen Feinfilter (F8-F9) zum Einsatz, während die dritte Stufe aus hochwirksamen Schwebstofffiltern (HEPA) besteht, die in der ISO-Klasse 5 mindestens der Filterklasse H13 entsprechen müssen. Diese Filter können 99,95% aller Partikel mit einer Größe von 0,3 µm oder größer zurückhalten. Für besonders kritische Anwendungen, etwa in Reinräumen der Klasse ISO 1 bis Klasse 2, werden sogar ULPA-Filter (Ultra-Low Penetration Air) eingesetzt. Die DIN EN ISO 14644-3 gibt spezifische Richtlinien für die Testung und Zertifizierung von Filtersystemen vor, während die Norm ISO 14644-1 die erforderliche Filterleistung in Bezug auf die Partikelzahl definiert.
Auswahl der richtigen Filterklasse für Lebensmittelreinräume
Bei der Auswahl der richtigen Filterklasse für Lebensmittelreinräume müssen verschiedene Faktoren berücksichtigt werden. Die angestrebte Reinraumklasse nach DIN EN ISO 14644-1 ist dabei der wichtigste Parameter. Für Reinräume der ISO-Klasse 7 werden typischerweise Filter der Klasse mindestens H13 als Endfilter eingesetzt, während in Reinräumen der ISO-Klasse 8 oft H12-Filter ausreichend sind. Neben der Reinraumklasse spielen auch produktspezifische Anforderungen eine entscheidende Rolle. Milchprodukte oder fermentierte Lebensmittel können beispielsweise besondere Anforderungen an die Filtration von Mikroorganismen stellen. Die Energieeffizienz ist ein weiterer wichtiger Aspekt, da Filter mit höherer Effizienz typischerweise einen höheren Druckverlust verursachen, was zu erhöhtem Energieverbrauch der Lüftungssysteme führt. Moderne Filtersysteme für die Lebensmittelindustrie bieten oft einen Kompromiss zwischen Filterleistung und Energieeffizienz. In Bereichen mit kritischen Prozessen, wie der aseptischen Abfüllung, werden häufig Reinräume der Klasse ISO 5 mit hochwirksamen Filtern der Klasse mindestens H14 eingesetzt, während für Verpackungsbereiche Räume der Klasse ISO 8 und höher mit entsprechend niedrigeren Filteranforderungen ausreichen können.
Endfilter-Systeme und ihre Bedeutung für die Produktreinheit
Endfilter stellen die letzte Barriere gegen Partikelkontamination in Reinräumen dar und sind daher von entscheidender Bedeutung für die Produktreinheit in der Lebensmittelindustrie. Diese Filter werden direkt an den Luftaustrittspunkten im Reinraum installiert und sorgen für eine finale Reinigung der zugeführten Luft. Nach DIN EN ISO 14644-1 müssen Endfilter je nach geforderter Reinraumklasse unterschiedliche Effizienzstandards erfüllen. Für Reinräume der ISO-Klasse 5, die in der Lebensmittelindustrie für hochsensible Prozesse verwendet werden, sind hochwirksame Filter der Klasse mindestens H14 erforderlich. Diese Endfilter können 99,995% aller Partikel mit einer Größe von 0,3 μm oder größer zurückhalten. Die Integrität der Endfilter wird gemäß DIN EN ISO 14644-3 Punkt 7 regelmäßig überprüft, um sicherzustellen, dass keine Leckagen oder Beschädigungen vorliegen. Bei der Installation von Endfiltern in Lebensmittelreinräumen wird besonderer Wert auf eine einfache Zugänglichkeit für Wartungsarbeiten gelegt, ohne dabei die Reinheit des Raumes zu kompromittieren. Die korrekte Dimensionierung der Endfilter-Systeme spielt zudem eine entscheidende Rolle für die gleichmäßige Luftverteilung und die Aufrechterhaltung des erforderlichen Luftwechsels pro Stunde, der je nach Reinraumklasse zwischen 5 und 600 liegen kann.
Wartung und Austausch von Filtern in Lebensmittel-Reinräumen
Die regelmäßige Wartung und der rechtzeitige Austausch von Filtern sind entscheidend für die kontinuierliche Einhaltung der Reinraumklasse nach DIN EN ISO 14644-1. In Lebensmittel-Reinräumen muss besonders darauf geachtet werden, dass Wartungsarbeiten die Produktion nicht kontaminieren. Die Norm ISO 14644-3 bietet detaillierte Verfahren zur Überwachung des Filterzustands, darunter die Messung des Differenzdrucks über den Filter, der mit zunehmender Beladung steigt. In Reinräumen der ISO-Klasse 7 und ISO-Klasse 8, die in der Lebensmittelindustrie häufig verwendet werden, sollten Filter regelmäßig auf Beschädigungen und Leckagen überprüft werden. Der Austausch von Filtern muss unter kontrollierten Bedingungen erfolgen, idealerweise während Produktionspausen, und von geschultem Personal durchgeführt werden. Nach jedem Filterwechsel in Reinräumen der Klasse ISO 5 bis ISO 8 ist eine erneute Qualifizierung des Systems erforderlich, um sicherzustellen, dass die Partikelzahl innerhalb der zulässigen Grenzen bleibt. Die Wartungsintervalle hängen stark von den Umgebungsbedingungen und der Filterbelastung ab – in Räumen mit hoher Staubbelastung oder in Bereichen mit Mehlverarbeitung können häufigere Wechsel notwendig sein als in Reinräumen für die Abfüllung flüssiger Lebensmittel.
Welche Partikelkontamination muss in Reinräumen der Lebensmittelindustrie vermieden werden?
In Reinräumen der Lebensmittelindustrie muss eine Vielzahl von Partikelarten kontrolliert werden, um die Produktqualität und -sicherheit zu gewährleisten. Die DIN EN ISO 14644-1 definiert klare Grenzwerte für die zulässige Partikelzahl in den verschiedenen Reinraumklassen. Besonders kritisch sind Partikel biologischen Ursprungs wie Bakterien, Hefen, Schimmelpilze und deren Sporen, die eine direkte Gesundheitsgefährdung darstellen können. Aber auch nicht-biologische Partikel wie Staub,
Q: Welche Filterklassen werden in Reinräumen für die Lebensmittelindustrie empfohlen?
A: In Reinräumen für die Lebensmittelindustrie werden je nach Anforderung unterschiedliche Filterklassen eingesetzt. Für kritische Bereiche werden häufig Räume der Klasse ISO 5 mit HEPA-Filtern (H13/H14) nach EN 1822-1 verwendet, während für weniger kritische Bereiche wie Verpackungszonen die Klassen ISO 7 und ISO 5 ausreichend sein können. Für Nebenbereiche werden oft Reinräume der ISO-Klasse 6 oder die GMP-Klassen C und D eingesetzt, die weniger strenge Filteranforderungen haben.
Q: Was besagt das Annex 1 bezüglich Reinraumfiltern in der Lebensmittelproduktion?
A: Das Annex 1 der EU-GMP-Richtlinien enthält Vorgaben für Reinräume, die auch für die Lebensmittelindustrie relevant sein können. Es definiert die Anforderungen an die Luftreinheit und Filtration. Obwohl Annex 1 primär für die Pharmabranche gilt, werden die Prinzipien oft auf Lebensmittelbereiche übertragen, insbesondere bei der Festlegung der Filterklassen und Validierungsanforderungen. Die GMP-Richtlinien fordern eine regelmäßige Überprüfung der Filterleistung und dokumentierte Validierungsprozesse.
Q: Wie erfolgt die Validierung von Filtersystemen in Reinräumen der Lebensmittelindustrie?
A: Die Validierung von Filtersystemen in Reinräumen erfolgt gemäß DIN 14644-14 und umfasst mehrere Schritte. Zunächst wird die Integrität zwischen Filterrahmen und dem Filtermaterial überprüft, um mögliche Leckagen am Filter auszuschließen. Der Partikelabscheidegrad wird gemessen, und es werden regelmäßige Differenzdruckmessungen durchgeführt. Ein Leck am Filter muss sofort behoben werden. Die Validierung ist im Rahmen eines GMP-konformen Qualitätsmanagementsystems zu dokumentieren und in festgelegten Intervallen zu wiederholen.
Q: Was sind die Unterschiede zwischen Reinraumklasse D und anderen Klassen in der Lebensmittelindustrie?
A: Die Klasse D stellt die niedrigste Reinraumklasse nach GMP-Standard dar und wird in der Lebensmittelindustrie für Prozesse mit geringeren Reinheitsanforderungen eingesetzt. Im Vergleich zu höheren Klassen wie A, B oder C erlaubt Klasse D mehr Partikel in der Luft. Während in Klasse A (entspricht etwa ISO 5) sehr strenge Filteranforderungen gelten, benötigt Klasse D lediglich F9-Filter nach EN 1822-1. Die Partikelmessung erfolgt weniger häufig, und die Anforderungen an Druckkaskaden und Luftwechselraten sind niedriger als bei reineren Klassen.
Q: Welche Normen sind für die Qualität der Druckluft in Reinräumen der Lebensmittelindustrie relevant?
A: Für die Qualität der Druckluft in Reinräumen der Lebensmittelindustrie ist primär die Norm ISO 8573 relevant. Sie definiert verschiedene Reinheitsklassen für Druckluft hinsichtlich Partikeln, Feuchtigkeit und Ölgehalt. In der Lebensmittelindustrie wird häufig mindestens Klasse 1.4.1 gefordert. Zusätzlich müssen Druckluftfilter die Anforderungen der EN 1751 für Luftdichtheit erfüllen. Die Filterleistung sollte regelmäßig überprüft und im Rahmen der GMP-Validierung dokumentiert werden, um Kontaminationsrisiken zu minimieren.
Q: Wie unterscheiden sich die Anforderungen an Reinräume der ISO-Klasse 6 von anderen Klassen?
A: Reinräume der ISO-Klasse 6 stellen eine mittlere Reinheitsklasse dar, die in der Lebensmittelindustrie häufig für sensible, aber nicht hochkritische Prozesse verwendet wird. Im Vergleich zu ISO 5 erlaubt ISO 6 eine höhere Partikelkonzentration. Für ISO-Klasse 6 werden typischerweise F8-H13 Filter eingesetzt, während für ISO 5 H14-Filter oder besser erforderlich sind. Die Luftwechselrate ist niedriger als bei reineren Klassen, und das Monitoring kann weniger intensiv sein. ISO-Klasse 6 entspricht ungefähr der GMP-Klasse B und erfordert weniger strikte Validierungsmaßnahmen als höhere Reinheitsklassen.
Q: Welche Maßnahmen sind bei der Feststellung von Leckagen an Filtern in Lebensmittel-Reinräumen zu ergreifen?
A: Bei Feststellung von Leckagen am Filter in Lebensmittel-Reinräumen sind sofortige Maßnahmen erforderlich. Zunächst muss der betroffene Bereich isoliert und der Produktionsprozess gestoppt werden. Das Leck am Filter muss durch qualifiziertes Personal mit geeigneten Methoden lokalisiert werden. Die Reparatur oder der Austausch des Filters muss gemäß validierter Verfahren durchgeführt werden. Nach der Behebung ist eine erneute Integritätsprüfung zwischen Filterrahmen und dem Filtermaterial durchzuführen. Der Vorfall und alle ergriffenen Maßnahmen müssen im Rahmen des GMP-Qualitätssystems dokumentiert werden. Eine Risikobewertung bezüglich potenziell betroffener Produkte ist ebenfalls erforderlich.
Q: Welche besonderen Anforderungen gelten für Filter in Räumen der Klasse ISO 5 in der Lebensmittelindustrie?
A: Räume der Klasse ISO 5 erfordern die höchsten Filterstandards in der Lebensmittelindustrie. Hier müssen HEPA-Filter der Klasse H14 oder ULPA-Filter gemäß EN 1822-1 eingesetzt werden. Die Filtereffizienz muss mindestens 99,995% für Partikel der kritischen Größe betragen. Die Installation muss leckfrei erfolgen, was durch spezielle Dichtungssysteme zwischen Filterrahmen und dem Filtermaterial gewährleistet wird. Regelmäßige Integritätstests und Partikelzählungen sind vorgeschrieben. Die Druckdifferenz über dem Filter muss kontinuierlich überwacht werden. Für ISO 5-Bereiche ist außerdem eine umfassende Validierung nach GMP-Richtlinien erforderlich, und die Dokumentation muss lückenlos sein.
Reinraumklassen nach ISO 14644-1: Umfassende Übersicht zur Klassifizierung von Reinräumen
Die Norm DIN EN ISO 14644-1 bildet die internationale Grundlage für die Klassifizierung von Reinräumen und stellt einen einheitlichen Standard für die Reinraumtechnik dar. Diese umfassende Übersicht der Reinraumklassen bietet Orientierung für Anwender in verschiedenen Branchen, insbesondere in der pharmazeutischen Industrie, wo höchste Anforderungen an die Luftreinheit und die Vermeidung von Kontamination gestellt werden. Von ISO 1 bis ISO 9 reichen die definierten Klassen, wobei jede spezifische Grenzwerte für die maximal zulässige Partikelkonzentration pro Kubikmeter vorgibt.
Was sind Reinraumklassen nach DIN EN ISO 14644-1 und wie werden sie definiert?
Grundlagen der Reinraumklassifizierung nach ISO-Norm
Die Norm DIN EN ISO 14644-1 definiert ein internationales Klassifizierungssystem für Reinräume, das weltweit anerkannt ist und als Standard für die Einstufung der Reinheit in Reinräumen gilt. Die ISO-Norm teilt Reinräume in neun Reinraumklassen ein, von ISO 1 bis ISO 9, wobei ISO 1 die höchste Reinheit darstellt und somit die niedrigste Partikelkonzentration aufweist. Die Klassifizierung basiert primär auf der Messung der Partikelkonzentration in der Raumluft. Die Norm definiert für jede ISO-Klasse spezifische Grenzwerte für unterschiedliche Partikelgrößen, typischerweise gemessen in Partikeln pro Kubikmeter (m³). Diese standardisierte Reinraumklassifizierung ist besonders wichtig für Branchen wie die pharmazeutische Industrie, Mikroelektronik und Medizintechnik, wo bereits kleinste Verunreinigungen schwerwiegende Folgen haben können.
Unterschied zwischen alten und neuen Reinheitsklassen
Vor der Einführung der ISO 14644-1 existierten verschiedene nationale Standards zur Klassifizierung von Reinräumen, am bekanntesten der US Federal Standard 209E. Der Übergang von alten zu neuen Reinheitsklassen markierte eine bedeutende Entwicklung in der Reinraumtechnik und führte zur internationalen Harmonisierung der Reinraumstandards. Der wesentliche Unterschied liegt in der Messeinheit: Während der Federal Standard 209E die Partikelkonzentration pro Kubikfuß angab, nutzt die ISO-Norm die Messung pro Kubikmeter (m³). Zudem erweiterte die ISO 14644-1 die Klassifizierung auf neun Stufen, im Vergleich zu den sechs Klassen des 209E-Standards. Die Umrechnung zwischen alten und neuen Klassifizierungssystemen ist daher ein wichtiger Aspekt für Fachleute, die noch mit beiden Standards arbeiten. Die neuen ISO-Klassen bieten eine präzisere und differenziertere Einstufung der Reinheit, was besonders in hochsensiblen Bereichen wie der Arzneimittelherstellung von Vorteil ist.
Parameter und Messverfahren zur Bestimmung der Reinraumklasse
Die Bestimmung der Reinraumklasse nach DIN EN ISO 14644-1 erfolgt mittels spezifischer Parameter und festgelegter Messverfahren. Hauptkriterium ist die Partikelkonzentration pro Kubikmeter Luft für verschiedene Partikelgrößen, typischerweise 0,1 µm bis 5 µm. Das Messverfahren zur Bestimmung der Luftreinheit basiert auf der Verwendung von Partikelzählern, die ein definiertes Luftvolumen ansaugen und die darin enthaltenen Partikel nach Größe klassifizieren. Die Norm schreibt eine Mindestzahl an Messpunkten vor, abhängig von der Raumgröße, um eine repräsentative Stichprobe zu gewährleisten. Für die verschiedenen Reinraumklassen sind unterschiedliche Probenahmeverfahren und -strategien erforderlich. Die Parameter umfassen nicht nur die physikalische Partikelkonzentration, sondern in manchen Anwendungsbereichen auch die mikrobiologische Kontamination, insbesondere wenn die Reinräume für pharmazeutische Zwecke genutzt werden. Die korrekte Anwendung dieser Messverfahren ist entscheidend für die Validierung und Qualifizierung von Reinräumen gemäß den normativen Anforderungen.
Wie unterscheiden sich die Reinraumklassen nach ISO 14644-1 von den GMP-Reinheitsklassen?
Vergleich zwischen ISO 14644-1 und EU-GMP-Leitfaden
Die Unterscheidung zwischen den Reinraumklassen nach ISO 14644-1 und den GMP-Reinheitsklassen (Good Manufacturing Practice) ist für die pharmazeutische Industrie von entscheidender Bedeutung. Während die ISO-Norm einen branchenübergreifenden Standard für die Klassifizierung von Reinräumen darstellt, konzentriert sich der EU-GMP-Leitfaden spezifisch auf die Anforderungen für die Herstellung von Arzneimitteln. Der wesentliche Unterschied liegt in der Betrachtungsweise: Die ISO 14644-1 fokussiert primär auf die Partikelkonzentration in der Raumluft als Hauptkriterium für die Reinheit, während der GMP-Leitfaden zusätzlich mikrobiologische Kontaminationen und Prozessanforderungen berücksichtigt. Die GMP-Klassifizierung verwendet die Buchstaben A bis D anstelle von numerischen Werten wie in der ISO-Norm. Darüber hinaus definiert der EG-GMP-Leitfaden unterschiedliche Anforderungen für Reinräume im Betriebszustand („in operation“) und im Ruhezustand („at rest“), während die ISO 14644-1 primär den Ruhezustand betrachtet. Diese Unterschiede machen es notwendig, dass Hersteller von pharmazeutischen Produkten beide Regelwerke kennen und anwenden, um sowohl die technischen als auch die regulatorischen Anforderungen zu erfüllen.
Übersetzung der GMP-Klassen A-D in ISO-Klassen
Die Übersetzung der GMP-Klassen A-D in die entsprechenden ISO-Klassen ist ein wichtiger Aspekt für pharmazeutische Unternehmen, die sowohl die GMP-Richtlinien als auch die ISO-Standards einhalten müssen. Im Allgemeinen entspricht die GMP-Klasse A etwa der ISO-Klasse 5, die höchste Reinheit für kritische Bereiche wie aseptische Abfüllungen vorschreibt. Die GMP-Klasse B korreliert mit ISO-Klasse 5 im Ruhezustand und ist typischerweise die Umgebung für Klasse-A-Zonen. GMP-Klasse C entspricht ungefähr ISO-Klasse 7, während GMP-Klasse D mit ISO-Klasse 8 vergleichbar ist. Diese Übersetzung ist jedoch nicht immer eindeutig, da die Grenzwerte für die maximal zulässige Partikelkonzentration und die Anforderungen an mikrobiologische Kontamination unterschiedlich definiert sein können. Der EG-GMP-Leitfaden berücksichtigt zudem verschiedene Partikelgrößen und differenziert zwischen Betriebszustand und Ruhezustand, was die direkte Übersetzung erschwert. Für die praktische Umsetzung bedeutet dies, dass Reinräume in der pharmazeutischen Industrie oft sowohl nach ISO 14644-1 als auch nach GMP-Kriterien qualifiziert werden müssen, um alle regulatorischen Anforderungen zu erfüllen.
Besonderheiten des EG-GMP-Leitfadens Annex 1
Der EG-GMP-Leitfaden Annex 1 stellt besondere Anforderungen an Reinräume für die Herstellung steriler Arzneimittel. Dieses Dokument ergänzt die allgemeinen GMP-Richtlinien und definiert spezifische Maßnahmen zur Vermeidung von mikrobiologischer Kontamination. Im Gegensatz zur ISO 14644-1, die primär auf Partikelkonzentration basiert, legt Annex 1 zusätzlich Grenzwerte für die mikrobiologische Belastung fest. Eine weitere Besonderheit ist die Definition von vier Reinraumklassen (A bis D) mit unterschiedlichen Anforderungen für den Betriebszustand und den Ruhezustand. Für die Klasse A, die höchste Reinheitsklasse, gelten beispielsweise strenge Grenzwerte sowohl für die Partikelkonzentration als auch für die mikrobiologische Kontamination, da hier kritische Prozesse wie das Abfüllen von sterilen Arzneimitteln stattfinden. Der Annex 1 definiert zudem spezifische Anforderungen an das Personal, die Reinigungsverfahren und die Überwachungsstrategien. Pharmazeutische Unternehmen müssen daher bei der Planung und dem Betrieb von Reinräumen sowohl die technischen Aspekte der ISO 14644-1 als auch die regulatorischen Vorgaben des Annex 1 berücksichtigen, um die Produktqualität und Patientensicherheit zu gewährleisten.
Welche Grenzwerte für Partikelkonzentration gelten in den verschiedenen Reinraumklassen?
Maximal zulässige Partikelkonzentration pro Kubikmeter
Die DIN EN ISO 14644-1 definiert für jede Reinraumklasse spezifische Grenzwerte für die maximal zulässige Partikelkonzentration pro Kubikmeter. Diese Grenzwerte sind entscheidend für die Klassifizierung und die Überwachung von Reinräumen. Für die ISO-Klasse 1, die höchste Reinheitsklasse, liegt der Grenzwert bei nur 10 Partikeln pro m³ für Partikel ≥0,1 µm. Die Grenzen steigen dann exponentiell an: ISO-Klasse 3 erlaubt 1.000 Partikel pro m³ (≥0,1 µm), während ISO-Klasse 5, die häufig in der pharmazeutischen Produktion verwendet wird, 100.000 Partikel pro m³ (≥0,1 µm) oder 3.520 Partikel pro m³ (≥0,5 µm) zulässt. In der niedrigeren Reinheitsklasse ISO 8 sind bis zu 3.520.000 Partikel pro m³ (≥0,5 µm) zulässig, und in ISO 9 sind es sogar 35.200.000 Partikel pro m³ (≥0,5 µm). Diese Grenzwerte stellen sicher, dass die Luftreinheit den Anforderungen des jeweiligen Prozesses entspricht. Für pharmazeutische Anwendungen, die unter GMP-Richtlinien fallen, können zusätzliche oder strengere Grenzwerte gelten, insbesondere wenn es um die mikrobiologische Kontamination geht. Die Einhaltung dieser maximal zulässigen Konzentrationen muss regelmäßig überprüft und dokumentiert werden.
Unterschiede der Partikelgrößen und deren Bedeutung
Die verschiedenen Partikelgrößen spielen eine entscheidende Rolle bei der Klassifizierung von Reinräumen nach DIN EN ISO 14644-1. Die Norm berücksichtigt Partikel mit Durchmessern von 0,1 µm bis 5 µm, wobei die Grenzwerte für jede Partikelgröße und jede ISO-Klasse unterschiedlich definiert sind. Kleinere Partikel sind dabei von besonderer Bedeutung, da sie leichter in der Luft schweben und schwieriger zu filtern sind. In hochsensiblen Bereichen wie der Halbleiterindustrie können bereits Partikel von 0,1 µm erhebliche Schäden verursachen, während in der pharmazeutischen Industrie oft Partikel ab 0,5 µm als kritisch angesehen werden, da sie potenzielle Träger für mikrobiologische Kontamination sein können. Die Unterscheidung verschiedener Partikelgrößen ermöglicht eine differenzierte Betrachtung der Reinheit und erlaubt eine gezielte Optimierung der Filtrationssysteme. Für die praktische Umsetzung bedeutet dies, dass je nach Anwendungsbereich unterschiedliche Partikelgrößen für die Überwachung relevant sein können. In der pharmazeutischen Industrie, insbesondere unter GMP-Richtlinien, werden häufig die Grenzwerte für Partikel ≥0,5 µm und ≥5 µm herangezogen, während in anderen Branchen wie der Mikroelektronik auch kleinere Partikelgrößen berücksichtigt werden müssen.
Mikrobiologische Kontamination und deren Grenzwerte
Obwohl die ISO 14644-1 primär die Partikelkonzentration in der Luft regelt, spielt die mikrobiologische Kontamination insbesondere in pharmazeutischen Reinräumen eine zentrale Rolle. Hier greifen zusätzlich die Anforderungen des GMP-Leitfadens, speziell Annex 1 für sterile Arzneimittel. Für die GMP-Klassen A bis D werden spezifische Grenzwerte für die mikrobiologische Belastung definiert, die sich auf Luftkeime, Abklatschproben von Oberflächen und Handschuhen sowie Sedimentationsplatten beziehen. In der höchsten Reinheitsklasse A sind beispielsweise weniger als 1 KBE (Koloniebildende Einheit) pro m³ Luft zulässig, während in Klasse D bis zu 200 KBE/m³ akzeptabel sein können.
Q: Was sind Reinräume nach ISO 14644-1 und welche grundlegenden Klassifizierungen gibt es?
A: Reinräume sind speziell kontrollierte Umgebungen, in denen die Konzentration luftgetragener Partikel minimiert wird. Die Norm EN ISO 14644-1 definiert neun Reinraumklassen (ISO 1 bis ISO 9), wobei ISO 1 die höchste Reinheit darstellt. Die Klassifizierung erfolgt anhand der Partikelkonzentration pro m³ Luft. Besonders in der pharmazeutischen Industrie sind die Reinraumklassen ISO 3, ISO 5 und ISO 8 von großer Bedeutung. Die strengen Anforderungen an die Reinheit gewährleisten eine sichere Herstellung steriler Arzneimittel.
Q: Wie unterscheiden sich die Reinraumklassen nach ISO 14644-1 und GMP?
A: Die ISO 14644-1 klassifiziert Reinräume anhand der Partikelkonzentration in 9 Klassen (ISO 1-9), während der EU-GMP-Leitfaden die Klassen A, B, C und D verwendet. Die Klassen entsprechen in etwa: GMP A ≈ ISO 5, GMP B ≈ ISO 5, GMP C ≈ ISO 7 und GMP D ≈ ISO 8. Ein wesentlicher Unterschied besteht darin, dass der GMP-Leitfaden zusätzlich Grenzwerte für die mikrobiologische Kontamination festlegt und Anforderungen an den Betriebszustand und Ruhezustand definiert, was bei der reinen ISO-Klassifizierung nicht der Fall ist.
Q: Was ist der Zusammenhang zwischen der DIN EN ISO 14644 und dem früheren US Federal Standard 209E?
A: Der US Federal Standard 209E war bis 2001 der international genutzte Standard zur Reinraumklassifizierung, bevor er durch die DIN EN ISO 14644 abgelöst wurde. Die Klassifizierungen des US Fed Std 209E basierten auf Partikeln ≥0,5 μm pro Kubikfuß (ft³), während die ISO-Norm Partikelkonzentrationen pro m³ für verschiedene Partikelgrößen misst. So entspricht beispielsweise die frühere Class 100 (209E) ungefähr der heutigen ISO-Klasse 5. Die ISO-Norm bietet eine umfassendere und international einheitliche Klassifizierung der Luftreinheit in Reinräumen.
Q: Welche Bedeutung hat die VDI-Richtlinie 2083 im Zusammenhang mit Reinräumen?
A: Die VDI-Richtlinie 2083 ergänzt die ISO-Norm 14644 und gibt praktische Handlungsempfehlungen für Planung, Bau und Betrieb von Reinräumen. Sie besteht aus mehreren Blättern, die verschiedene Aspekte wie Partikelreinheit, Biocontamination, Personalschleusen und Energie- und Kosteneffizienz behandeln. Die VDI-Richtlinie 2083 dient als wichtiger Leitfaden für die deutsche Industrie und bietet praktische Interpretationen der internationalen Normen. Sie hilft Betreibern von Reinräumen, die strengen Anforderungen der ISO-Norm unter Berücksichtigung wirtschaftlicher Aspekte umzusetzen.
Q: Welche Messgeräte und Verfahren werden zur Überprüfung der Reinraumklassen nach ISO 14644-1 eingesetzt?
A: Zur Überprüfung der Reinraumklassen werden hauptsächlich Partikelzähler eingesetzt, die luftgetragene Partikel verschiedener Größen erfassen. Die ISO 14644-1 legt fest, wie viele Messpunkte je nach Raumgröße notwendig sind und welche minimale Probenahmemenge gilt. Für die Überwachung der mikrobiologischen Kontamination in GMP-Reinräumen werden zusätzlich Sedimentationsplatten, Luftkeimsammler und Kontaktplatten verwendet. Die Messungen müssen in regelmäßigen Abständen durchgeführt werden, um die kontinuierliche Einhaltung der definierten Reinraumklasse nachzuweisen.
Q: Welche speziellen Anforderungen gelten für Reinräume in der pharmazeutischen Industrie?
A: In der pharmazeutischen Industrie gelten besonders strenge Anforderungen an Reinräume gemäß den GMP-Richtlinien. Für die Herstellung steriler Arzneimittel sind die Reinraumklassen A bis D definiert, wobei für jede Klasse spezifische Grenzwerte für die mikrobiologische Kontamination und Partikelbelastung gelten. Die maximal zulässige Partikelkonzentration pro m³ ist für jede Klasse festgelegt, und es wird zwischen Messungen im Betriebszustand und im Ruhezustand unterschieden. Zusätzlich müssen pharmazeutische Reinräume regelmäßig qualifiziert und validiert werden, um die Einhaltung der Anforderungen nachzuweisen.
Q: Wie wirkt sich die Wahl der Reinraumklasse auf Kosten und Energieeffizienz aus?
A: Je höher die Reinraumklasse (z.B. ISO 3 statt ISO 8), desto höher sind die Investitions- und Betriebskosten. Höhere Reinheitsklassen erfordern leistungsfähigere Lüftungssysteme mit mehr Luftwechseln pro Stunde, effizientere HEPA/ULPA-Filter und strengere Kontrollmaßnahmen. Dies führt zu einem deutlich höheren Energieverbrauch. Moderne Reinraumkonzepte berücksichtigen daher verstärkt die Energie- und Kosteneffizienz, indem sie z.B. Bereiche verschiedener Reinheitsklassen kombinieren oder energiesparende Technologien einsetzen. Die VDI-Richtlinie 2083 Blatt 4.2 gibt spezifische Empfehlungen zur Verbesserung der Energieeffizienz in Reinräumen.
Q: Wie unterscheiden sich die Anforderungen für die Reinraumklassen C und D nach GMP?
A: Die GMP-Reinraumklassen C und D entsprechen ungefähr den ISO-Klassen 7 bzw. 8. Für Klasse C gelten im Ruhezustand Grenzwerte von maximal 352.000 Partikeln (≥0,5 μm) und 2.900 Partikeln (≥5,0 μm) pro m³. Bei Klasse D sind es maximal 3.520.000 Partikel (≥0,5 μm) und 29.000 Partikel (≥5,0 μm) pro m³. Hinsichtlich der mikrobiologischen Kontamination dürfen in Klasse C maximal 100 KBE/m³ Luft und 25 KBE/Abklatschplatte nachweisbar sein, während in Klasse D maximal 200 KBE/m³ Luft und 50 KBE/Abklatschplatte zulässig sind. Klasse C wird typischerweise für weniger kritische Schritte bei der Herstellung steriler Arzneimittel verwendet, Klasse D für Vorbereitungsarbeiten.
Q: Welche Bedeutung hat die Reinraumklasse ISO 5 und wofür wird sie eingesetzt?
A: Die Reinraumklasse ISO 5 entspricht der GMP-Klasse A und ist die kritischste Umgebung für die aseptische Herstellung pharmazeutischer Produkte. Sie erlaubt maximal 3.520 Partikel (≥0,5 μm) und 20 Partikel (≥5,0 μm) pro m³ im Ruhezustand. ISO 5-Reinräume werden für hochsensible Prozesse wie das Abfüllen steriler Arzneimittel, offene Ampullen und die Herstellung parenteraler Zubereitungen verwendet. Diese Bereiche werden typischerweise als Laminar-Flow-Einheiten oder Isolatoren realisiert. In der Halbleiterindustrie werden ISO 5-Reinräume für die Waferproduktion eingesetzt, in der Medizintechnik für die Herstellung implantatierbarer Produkte. Die Aufrechterhaltung dieser Reinraumklasse erfordert spezielle Kleidungsvorschriften und strenge Verhaltensregeln für das Personal.
ISO Reinraumklassen: Anforderungen für Reinraum ISO 7 nach ISO 14644-1
Die Anforderungen für Reinraum ISO 7 nach ISO 14644-1 definieren einen wichtigen Standard in der Welt der kontrollierten Umgebungen. Reinräume der ISO-Klasse 7 bieten ein definiertes Maß an Sauberkeit, das für zahlreiche industrielle und wissenschaftliche Anwendungen unverzichtbar ist. In diesem Artikel erläutern wir detailliert die spezifischen Anforderungen, Klassifizierungsmethoden und Einsatzgebiete von ISO 7 Reinräumen gemäß der internationalen Norm DIN EN ISO 14644-1.
Was sind die grundlegenden Reinraum ISO 7 Anforderungen nach ISO 14644-1?
Die grundlegenden Anforderungen für einen Reinraum der ISO-Klasse 7 werden durch den internationalen Standard ISO 14644-1 klar definiert. Diese Norm bildet das Fundament für die Reinraumklassifizierung weltweit und legt die Grenzwerte der Partikelkonzentration für verschiedene Reinraumklassen fest. Die Klassifizierung von Reinräumen erfolgt anhand einer präzisen Messung der Partikelbelastung der Raumluft, wobei die maximal zulässige Partikelzahl pro Kubikmeter für verschiedene Partikelgrößen festgelegt ist. Für Betreiber von Reinräumen ist es essentiell, die spezifischen Anforderungen der ISO 7 Klasse zu verstehen, um eine konforme und effiziente Betriebsführung zu gewährleisten und Verunreinigungen auf dem vorgeschriebenen Niveau zu halten. Die Einhaltung dieser Anforderungen schafft die Basis für saubere Produktions- und Forschungsumgebungen in verschiedensten Branchen, von der Pharmazie bis zur Elektronikfertigung.
Wie definiert die Norm ISO 14644-1 die Reinraumklasse ISO 7?
Die internationale Norm ISO 14644-1 definiert die Reinraumklasse ISO 7 als eine kontrollierte Umgebung mit spezifischen Grenzwerten für Partikelkonzentrationen. Gemäß dieser Norm ist ein Reinraum ISO 7 eine Umgebung, in der die Partikelkonzentration der Raumluft genau kontrolliert wird, um ein bestimmtes Reinheitsniveau zu gewährleisten. Die Klassifizierung basiert auf der maximal zulässigen Anzahl von Partikeln pro Kubikmeter Luft für definierte Partikelgrößen in Mikrometern (µm). Die Norm etabliert einen systematischen Ansatz zur Definition von Reinraumklassen, wobei ISO 7 eine mittlere Position in der Hierarchie der Reinheitsklassen einnimmt – deutlich reiner als normale Raumluft, jedoch weniger streng als hochreine Klassen wie ISO 5 oder ISO 1. Diese standardisierte Definition ermöglicht eine globale Vergleichbarkeit von Reinräumen und schafft eine gemeinsame Sprache für Hersteller, Betreiber und Regulierungsbehörden im Umgang mit kontrollierten Umgebungen. Die ISO 14644-1 bildet somit das Fundament für die Implementierung, Validierung und Überwachung von Reinräumen der Klasse ISO 7 weltweit.
Welche Partikelzahl ist für einen Reinraum ISO 7 maximal zulässig?
Für einen Reinraum der ISO-Klasse 7 ist gemäß der Norm ISO 14644-1 eine klar definierte maximal zulässige Partikelkonzentration festgelegt. Der Grenzwert beträgt 352.000 Partikel pro Kubikmeter für Partikel mit einer Größe von ≥0,5 µm (Mikrometer oder umgangssprachlich auch Mikron genannt). Für größere Partikel gelten entsprechend niedrigere Grenzwerte: Bei Partikeln ≥1,0 µm sind 83.200 pro Kubikmeter zulässig, während bei Partikeln ≥5,0 µm nur noch 2.930 pro Kubikmeter toleriert werden. Diese Schwellenwerte sind entscheidend für die Reinheitsklassifizierung und dürfen im Betriebszustand des Reinraums nicht überschritten werden. Die Einhaltung dieser Partikelzahl-Grenzwerte wird durch regelmäßige Messungen mit kalibrierten Partikelzählern überprüft und dokumentiert. Im Vergleich zur Umgebungsluft, die typischerweise mehrere Millionen Partikel pro Kubikmeter enthält, stellt die ISO 7 Anforderung bereits eine erhebliche Reduktion der Partikelbelastung dar. Dennoch ist sie weniger streng als beispielsweise die Anforderungen für ISO 5 Reinräume, die in bestimmten kritischen Prozessen der Pharmazie oder Halbleiterfertigung zum Einsatz kommen, wo eine noch höhere Priorität auf die Vermeidung von Partikelkontamination gelegt wird.
Wie unterscheidet sich ISO 7 von anderen Reinraumklassen in der Übersicht?
In der Übersicht der Reinraumklassen nimmt ISO 7 eine mittlere Position ein und unterscheidet sich deutlich von anderen ISO-Klassen durch ihre spezifischen Grenzwerte für Partikelkonzentrationen. Betrachtet man die Reinraumklassen Tabelle der ISO 14644-1, wird ersichtlich, dass die Reinheitsanforderungen von ISO 1 (reinste Klasse) bis ISO 9 (am wenigsten rein) abnehmen, wobei jede Klasse eine zehnfach höhere Partikelkonzentration als die vorherige zulässt. ISO 7 erlaubt beispielsweise 352.000 Partikel ≥0,5 µm pro Kubikmeter, während ISO 6 nur 35.200 und ISO 8 hingegen 3.520.000 Partikel derselben Größe toleriert. Im Vergleich zu den strengeren Klassen wie ISO 5, die in der Halbleiterfertigung oder bei aseptischen Abfüllungen in der Pharmazie verwendet werden, ist ISO 7 weniger restriktiv. Andererseits stellt ISO 7 deutlich höhere Anforderungen an die Luftreinheit als ISO 8 oder ISO 9 Reinräume. Diese Abstufung der Reinheitsklassen ermöglicht es, für jeden Prozess die wirtschaftlich und technisch sinnvollste Reinraumklasse zu wählen. In Bezug auf die GMP-Anforderungen (Good Manufacturing Practice) entspricht ISO 7 etwa der GMP-Klasse C, was für viele pharmazeutische Anwendungen relevant ist. Die unterschiedlichen Reinraumklassen sind somit nicht nur durch numerische Grenzwerte differenziert, sondern spiegeln auch unterschiedliche Anwendungsbereiche und Kosten-Nutzen-Verhältnisse wider.
Welche Reinraumkleidung wird für Reinräume der ISO Klasse 7 benötigt?
Die Reinraumkleidung für Umgebungen der ISO-Klasse 7 spielt eine entscheidende Rolle bei der Aufrechterhaltung der definierten Reinheitsstufe. Menschen sind eine der Hauptquellen für Partikelkontamination in Reinräumen, da der menschliche Körper kontinuierlich Hautschuppen, Haare und andere Partikel abgibt. Eine angemessene Reinraumkleidung fungiert als Barriere, die verhindert, dass diese Verunreinigungen in die kontrollierte Umgebung gelangen. Für ISO 7 Reinräume ist ein Kompromiss zwischen ausreichendem Schutz vor Kontamination und praktischer Handhabbarkeit erforderlich. Die Reinraumkleidung muss einerseits die Partikelemission des Personals effektiv reduzieren, andererseits aber auch Komfort und Bewegungsfreiheit für die Mitarbeiter bieten, die oft stundenlang in diesen Umgebungen arbeiten. Die Auswahl der richtigen Schutzkleidung beeinflusst direkt die Fähigkeit, die Anforderungen der ISO 7 Klassifizierung einzuhalten und somit die Produktqualität und -sicherheit zu gewährleisten.
Welche Schutzkleidung ist für ISO 7 Reinräume vorgeschrieben?
Für ISO 7 Reinräume ist eine spezifische Schutzkleidung vorgeschrieben, die den besonderen Anforderungen dieser Reinraumklasse entspricht. Das Standard-Ensemble umfasst typischerweise einen Reinraumoverall oder einen zweiteiligen Anzug (Jacke und Hose), Überziehschuhe oder spezielle Reinraumschuhe, Handschuhe, eine Haube sowie einen Mund- und Nasenschutz (Maske). Diese Kleidungsstücke sind speziell dafür konzipiert, die vom Menschen ausgehende Partikelkontamination zu minimieren und gleichzeitig eine komfortable Arbeitsumgebung zu gewährleisten. Im Gegensatz zu strengeren Reinraumklassen wie ISO 5 oder ISO 6 ist bei ISO 7 nicht immer eine vollständige Kapselung mit Gesichtsmaske oder Visier erforderlich. Die Schutzkleidung für ISO 7 Reinräume muss dennoch aus speziellen, partikelarmen Materialien gefertigt sein, die keine eigenen Fasern abgeben und gleichzeitig die vom Körper freigesetzten Partikel zurückhalten. Die genauen Anforderungen können je nach Branche und spezifischer Anwendung variieren, wobei pharmazeutische Betriebe aufgrund der GMP-Richtlinien oft strengere Vorgaben haben als beispielsweise Elektronikfertiger. Wichtig ist auch, dass das Personal in der korrekten Anlegeprozedur (Ankleideprozess) geschult wird, um die Kontaminationsgefahr beim Anziehen der Reinraumkleidung zu minimieren.
Wie oft muss Reinraumkleidung in ISO 7 Umgebungen gewechselt werden?
Die Häufigkeit des Wechsels von Reinraumkleidung in ISO 7 Umgebungen ist ein kritischer Faktor zur Aufrechterhaltung der definierten Reinraumstandards und variiert je nach spezifischen betrieblichen Anforderungen. In der Regel wird die Reinraumkleidung in ISO 7 Umgebungen mindestens täglich oder bei jedem Verlassen und Wiederbetreten des Reinraums gewechselt. In pharmazeutischen Anwendungen, besonders wenn GMP-Richtlinien befolgt werden müssen, kann ein häufigerer Wechsel erforderlich sein. Die Entscheidung über die Wechselfrequenz basiert auf verschiedenen Faktoren wie der Art der Prozesse im Reinraum, dem Kontaminationsrisiko, der Dauer der Arbeitseinsätze und den regulatorischen Anforderungen. Bei längeren Arbeitseinsätzen oder Tätigkeiten mit erhöhtem Partikelausstoß kann ein zusätzlicher Kleidungswechsel innerhalb einer Schicht notwendig werden. Einige Teile der Schutzausrüstung wie Handschuhe werden in der Regel häufiger gewechselt als der Reinraumoverall. Die Reinraumkleidung durchläuft nach jedem Gebrauch einen speziellen Reinigungsprozess in qualifizierten Wäschereien, die auf Reinraumtextilien spezialisiert sind. Diese verwenden partikelarme Waschmittel und -verfahren, um sicherzustellen, dass die Kleidung keine zusätzliche Kontaminationsquelle darstellt. Ein dokumentiertes System zur Überwachung der Kleidungswechsel ist oft Teil des Qualitätssicherungssystems für ISO 7 Reinräume und kann bei Audits oder Inspektionen überprüft werden.
Welche Materialanforderungen gelten für Reinraumkleidung in ISO 7?
Für Reinraumkleidung in ISO 7 Umgebungen gelten spezifische Materialanforderungen, die darauf ausgerichtet sind, die Partikelemission zu minimieren und gleichzeitig Komfort und Funktionalität zu gewährleisten. Die Materialien müssen besonders partikelarm sein und dürfen selbst keine oder nur minimale Mengen an Fasern, Flusen oder anderen Partikeln abgeben. Typischerweise werden synthetische Stoffe wie Polyester oder Polyamid verwendet, oft in Form von Mikrofilamenten, die besonders dicht gewebt werden. Natürliche Fasern wie Baumwolle sind in der Regel ungeeignet, da sie kontinuierlich Partikel freisetzen. Die Gewebe für ISO 7 Reinraumkleidung müssen einer Behandlung unterzogen werden, die die Partikelfreisetzung minimiert, beispielsweise durch spezielle Veredelungsprozesse oder Beschichtungen. Einige Materialien enthalten auch antistatische Komponenten, um elektrostatische Aufladung zu verhindern, die Partikel anziehen könnte. Kunststoff- und Polymermaterialien kommen häufig bei Überschuhen, Handschuhen oder integrierten Elementen der Reinraumkleidung zum Einsatz. Im Vergleich zu den Materialien für strengere Reinraumklassen wie ISO 5 oder ISO 4 sind die Anforderungen für ISO 7 etwas weniger restriktiv, dennoch müssen sie spezifische Tests bestehen, um ihre Eignung nachzuweisen. Diese Tests umfassen unter anderem die Messung der Partikelabgabe, der elektrostatischen Eigenschaften und der Beständigkeit gegenüber wiederholten Reinigungszyklen. Die Materialauswahl muss auch Aspekte wie Tragekomfort, Atmungsaktivität und Haltbarkeit berücksichtigen, da diese Faktoren die Akzeptanz durch das Personal und damit die korrekte Nutzung der Schutzkleidung beeinflussen.
Q: Was sind die grundlegenden Anforderungen an Reinräumen der ISO-Klasse 7?
A: Reinräume der ISO-Klasse 7 müssen gemäß der DIN EN ISO 14644-1 eine maximale Partikelanzahl von 352.000 Partikeln pro m³ Luft bei einer Partikelgröße von 0,5 μm einhalten. Der Reinheitsgrad der Luft ist dabei streng kontrolliert. Typischerweise sind 60-90 Luftwechsel pro Stunde erforderlich, um diesen Standard zu gewährleisten. Zusätzlich müssen Personen entsprechende Schutzkleidung wie Overall und Mundschutz tragen, um die Reinheit zu wahren.
Q: Wie unterscheidet sich die Klassifizierung nach ISO von der GMP-Klassifizierung in Reinräumen?
A: Die Klassifizierung nach ISO und GMP unterscheidet sich vor allem im Anwendungsbereich. Die ISO-Normen, definiert durch die Internationale Organisation für Normung, konzentrieren sich hauptsächlich auf die Partikelanzahl in der Luft. GMP (Good Manufacturing Practice) hingegen berücksichtigt zusätzlich zu Partikeln auch Mikroorganismen und ist vor allem in der Pharmabranche relevant. Ein Reinraum der ISO-Klasse 7 entspricht ungefähr der GMP-Reinraumklasse C, wobei GMP noch weitere Anforderungen an den Herstellungsprozess stellt, um sterile und hochwertige Produkte zu gewährleisten.
Q: Welche verschiedenen Branchen nutzen Reinräume der ISO-Klasse 7?
A: Reinräume der ISO-Klasse 7 werden in verschiedenen Branchen eingesetzt, die saubere Produktionsumgebungen benötigen. In der Medizintechnik werden sie für die Herstellung von nicht-sterilen Medizinprodukten genutzt. Die Mikroelektronik verwendet solche Cleanrooms für die Fertigung von bestimmten elektronischen Komponenten. Weitere Anwendungsbereiche sind die Automotive-Industrie für sensible Bauteile, die Kunststoffverarbeitung für hochwertige Produkte und teilweise die Lebensmittelproduktion. Jede Branche hat dabei ihre spezifischen Anforderungen, die auf den allgemeinen ISO-Standards aufbauen.
Q: Wie wird die Reinraumklassen Tabelle nach DIN EN ISO 14644-1 strukturiert?
A: Die Reinraumklassen Tabelle nach DIN EN ISO 14644-1 definiert den Reinheitsgrad von ISO-Klasse 1 (höchste Reinheit) bis ISO-Klasse 9. Für jede Klasse wird die maximal zulässige Partikelanzahl pro m³ Luft bei verschiedenen Partikelgrößen (von 0,1 μm bis 5 μm) angegeben. Die ISO-Klasse 7, die in etwa der früheren US-Klasse „10.000“ entspricht, erlaubt beispielsweise 352.000 Partikel bei 0,5 μm und 83.200 Partikel bei 1 μm pro m³ Luft. Diese Tabelle dient als internationale Referenz für die Zertifizierung und den Vergleich von Reinräumen.
Q: Welche Anforderungen an die Luftreinheit müssen in einem Reinraum ISO 7 eingehalten werden?
A: In einem Reinraum der ISO-Klasse 7 darf die Luft maximal 352.000 Partikel von 0,5 μm und 83.200 Partikel von 1 μm pro m³ Luft enthalten. Um diese Werte zu erreichen und zu halten, sind HEPA-Filter (High Efficiency Particulate Air) mindestens der Klasse H13 erforderlich. Die Luftströmung sollte kontrolliert sein, wobei meist eine turbulenzarme Verdrängungsströmung eingesetzt wird. Der Luftwechsel liegt typischerweise bei 60-90 mal pro Stunde. Zudem muss ein Überdruck gegenüber angrenzenden Räumen mit niedrigerer Klassifizierung aufrechterhalten werden, um Kontaminationen zu vermeiden.
Q: Welche Maßnahmen sind für die Aufrechterhaltung eines sauberen ISO 7 Reinraums notwendig?
A: Für einen dauerhaft sauberen ISO 7 Reinraum sind regelmäßige Reinigungsprozeduren mit speziellen, partikelarmen Reinigungsmitteln erforderlich. Die Mitarbeiter müssen entsprechende Reinraumkleidung tragen, die je nach Anforderung Overalls, Handschuhe, Kopfhauben und Mundschutz umfasst. Materialien und Geräte müssen vor dem Einbringen gereinigt und eventuell durch Materialschleusen transportiert werden. Eine kontinuierliche Luftpartikelüberwachung ist notwendig, um die Einhaltung der Grenzwerte zu gewährleisten. Zudem müssen regelmäßige Zertifizierungen nach ISO-Normen durchgeführt werden, um den Reinheitsgrad nachweislich ausweisen zu können.
Q: Wie unterscheiden sich die Anforderungen bei der Inbetriebnahme von den laufenden Anforderungen in ISO 7 Reinräumen?
A: Bei der Inbetriebnahme eines ISO 7 Reinraums gelten strengere Kriterien als im laufenden Betrieb. Während der Qualifizierung muss der Raum im Ruhezustand („at rest“) getestet werden, wobei die maximale Partikelanzahl nachweislich unter den vorgeschriebenen Grenzwerten liegen muss. Im laufenden Betrieb („in operation“) sind leicht höhere Partikelwerte zulässig, da durch Personal und Produktionsprozesse zusätzliche Partikel entstehen können. Die ISO-Norm unterscheidet diese beiden Zustände klar, und Reinraumzertifizierungen müssen beide Bedingungen berücksichtigen, um einen sachgemäßen Betrieb zu gewährleisten.
Q: Welche baulichen Anforderungen gibt es für ISO 7 Reinräume?
A: ISO 7 Reinräume erfordern spezielle bauliche Maßnahmen. Die Wände, Decken und Böden müssen glatt, fugenfrei und abriebfest sein, um Partikelemissionen zu minimieren. Geeignete Materialien sind beispielsweise Edelstahlpaneele, spezielle Reinraum-Wandsysteme oder beschichtete Gipskartonplatten. Der Boden sollte elektrostatisch ableitfähig sein. Alle Durchführungen für Leitungen oder Rohre müssen luftdicht abgeschlossen werden. Die Beleuchtungskörper müssen bündig in die Decke eingelassen sein. Türen sollten als Schleusen mit Verriegelungssystemen ausgeführt werden, um den Reinraumbereich von weniger sauberen Bereichen zu trennen. Diese baulichen Maßnahmen sind entscheidend, um die Reinraumbedingungen aufrechtzuerhalten.
Anforderungen und Klassifizierung von Reinräumen nach ISO 8 gemäß ISO 14644-1
In der Welt der kontrollierten Umgebungen sind Reinräume unverzichtbare Einrichtungen, die ein definiertes Maß an Sauberkeit gewährleisten. Die ISO 8 stellt dabei eine wichtige Reinraumklasse dar, die in zahlreichen Industriezweigen Anwendung findet. Dieser Artikel beleuchtet die spezifischen Anforderungen, Klassifizierungsmethoden und Einsatzbereiche von Reinräumen der ISO-Klasse 8 gemäß der international anerkannten Norm DIN EN ISO 14644-1.
Was bedeutet die Reinraumklasse ISO 8 nach der DIN EN ISO 14644-1?
Definition und Einordnung der ISO-Klasse 8 im Vergleich zu anderen Reinraumklassen
Die Reinraumklasse ISO 8 ist Teil eines umfassenden Klassifizierungssystems, das durch die Norm DIN EN ISO 14644-1 definiert wird. Diese international anerkannte Norm legt die Klassifizierung von Reinräumen und zugehörigen kontrollierten Umgebungen fest. Die ISO 14644-1 definiert insgesamt neun Reinheitsklassen, die von ISO 1 (höchste Reinheit) bis ISO 9 (geringste Reinheit) reichen. Jede dieser Reinraumklassen wird durch die maximal zulässige Partikelkonzentration pro Kubikmeter Raumluft charakterisiert. Die ISO-Klasse 8 befindet sich im weniger strengen Bereich des Spektrums und stellt dennoch eine kontrollierte Umgebung dar, die deutlich sauberer ist als normale Raumluft. Im Vergleich zu den strengen Reinraumklassen wie ISO 3 oder ISO 5, die in der Halbleiterfertigung oder bei sterilen pharmazeutischen Prozessen erforderlich sind, erlaubt die ISO 8 eine höhere Partikelkonzentration. Dies macht sie zu einer wirtschaftlicheren Option für viele Anwendungen, bei denen moderate Sauberkeitsanforderungen ausreichend sind, um Kontaminationen zu vermeiden.
Unterschied zwischen ISO 8 und der früheren US Federal Standard 209E Klasse 100.000
Vor der internationalen Standardisierung durch die ISO 14644-1 war der US Federal Standard 209E weit verbreitet, der Reinräume in Klassen wie Klasse 100, 10.000 oder 100.000 einteilte. Die Klasse 100.000 nach dem Standard 209E entspricht weitgehend der heutigen ISO-Klasse 8. Der wesentliche Unterschied liegt in der Messmethodik und der Bezugsgröße: Während der US-Standard die Partikelanzahl pro Kubikfuß angab, verwendet die ISO-Norm Partikel pro Kubikmeter (m³). Die Umstellung von 209E auf die ISO-Normung führte zu einer internationalen Vereinheitlichung, was die globale Zusammenarbeit in Branchen mit Reinraumanforderungen erheblich vereinfachte. Konkret bedeutet dies, dass ein Reinraum der Klasse 100.000 nach dem alten Standard eine maximale Konzentration von 100.000 Partikeln mit einer Größe von ≥0,5 Mikrometer pro Kubikfuß aufweisen durfte. Im Vergleich dazu erlaubt die ISO 8 eine Konzentration von bis zu 3.520.000 Partikeln ≥0,5 μm pro Kubikmeter, was nach Umrechnung den gleichen Reinheitsgrad darstellt. Diese Umstellung hat zu einer präziseren und international vergleichbaren Methode zur Bewertung der Reinheit in kontrollierten Umgebungen geführt.
Zusammenhang zwischen ISO 8 und GMP Klasse D
Für pharmazeutische Anwendungen ist der Zusammenhang zwischen ISO 8 und der GMP Klasse D besonders relevant. Die GMP-Richtlinien (Good Manufacturing Practice) definieren im Annex 1 des EU-GMP-Leitfadens eigene Reinraumklassen, die speziell auf die Anforderungen der Pharmaindustrie zugeschnitten sind. Die GMP Klasse D entspricht weitgehend der ISO-Klasse 8, wobei GMP zusätzliche Anforderungen an mikrobiologische Reinheit, Prozessführung und Qualitätssicherung stellt. Diese Verbindung zwischen ISO und GMP ist für Unternehmen in der Pharmazie entscheidend, da sie sowohl die allgemeinen technischen Standards der ISO 14644-1 als auch die spezifischen Anforderungen der GMP-Richtlinien erfüllen müssen. Dies betrifft besonders die Dokumentationsanforderungen, die Personalschulung und die kontinuierliche Überwachung der Reinraumumgebung. In der praktischen Anwendung bedeutet dies, dass Reinräume, die für pharmazeutische Prozesse nach GMP Klasse D konzipiert sind, in der Regel auch die Anforderungen der ISO-Klasse 8 erfüllen, aber darüber hinaus weiteren Vorschriften unterliegen, die speziell dem Schutz des Endprodukts und damit letztendlich dem Patienten dienen.
Welche Partikelkonzentration ist für Reinräume der ISO-Klasse 8 maximal zulässig?
Grenzwerte für Partikel verschiedener Größen in der ISO 8 Klassifizierung
Die maximal zulässige Partikelkonzentration in einem Reinraum der ISO-Klasse 8 ist genau in der Norm DIN EN ISO 14644-1 festgelegt. Für diese Reinraumklasse gilt ein Grenzwert von 3.520.000 Partikeln pro Kubikmeter (oder pro m³) für Partikel mit einer Größe von ≥0,5 Mikrometer. Dieser Wert stellt die Obergrenze dar, bei deren Überschreitung ein Reinraum nicht mehr als ISO 8 klassifiziert werden kann. Für größere Partikel gelten entsprechend niedrigere Grenzwerte: Bei Partikeln ≥1,0 μm liegt die maximal zulässige Konzentration bei 832.000 pro Kubikmeter, und für Partikel mit einer Größe von ≥5,0 Mikrometer dürfen nur 29.300 pro Kubikmeter vorhanden sein. Diese abgestuften Grenzwerte reflektieren die Tatsache, dass größere Partikel in vielen Anwendungen ein höheres Risiko für Verunreinigungen darstellen. Die Einhaltung dieser Grenzwerte muss durch regelmäßige Messungen gemäß der in der Norm festgelegten Verfahren nachgewiesen werden. Für pharmazeutische Anwendungen, in denen ISO 8 mit GMP Klasse D korrespondiert, können zusätzliche Anforderungen an mikrobiologische Verunreinigungen hinzukommen, die über die reine Partikelzählung hinausgehen.
Messmethoden zur Überprüfung der Luftqualität in ISO 8 Reinräumen
Die Überprüfung der Luftqualität in ISO 8 Reinräumen erfolgt durch standardisierte Messmethoden, die in der DIN EN ISO 14644-1 detailliert beschrieben sind. Zur Klassifizierung und regelmäßigen Kontrolle werden vorwiegend optische Partikelzähler eingesetzt, die Lichtstreuungsprinzipien nutzen, um Partikel verschiedener Größen in der Raumluft zu erfassen und zu quantifizieren. Die Norm legt fest, dass die Messungen unter definierten Betriebsbedingungen („as built“, „at rest“ oder „in operation“) durchgeführt werden müssen. Für einen Reinraum der ISO-Klasse 8 ist eine ausreichende Anzahl von Messpunkten vorgeschrieben, die sich nach der Quadratwurzel der Raumfläche in Quadratmetern richtet. An jedem Messpunkt wird ein definiertes Luftvolumen analysiert, wobei die Anzahl der Partikel unterschiedlicher Größenfraktionen ermittelt wird. Um die ISO 8 Klassifizierung zu erreichen, darf die durchschnittliche Partikelkonzentration die festgelegten Grenzwerte nicht überschreiten. Zudem schreibt die Norm vor, dass keiner der Einzelmesswerte das 1,1-fache des Grenzwertes überschreiten darf. Die Messergebnisse werden dokumentiert und dienen als Nachweis für die Einhaltung der Reinheitsklasse. Bei pharmazeutischen Anwendungen werden zusätzlich zu diesen physikalischen Messungen auch mikrobiologische Proben genommen, um die biologische Kontamination zu überwachen und sicherzustellen, dass die GMP-Anforderungen erfüllt werden.
Vergleich der Partikelkonzentration mit anderen Reinraumklassen in der Tabelle
Ein Vergleich der Partikelkonzentration verschiedener Reinraumklassen verdeutlicht die Positionierung von ISO 8 im Spektrum der Reinheitsanforderungen. Während in der strengsten Klasse ISO 1 nur 10 Partikel ≥0,1 μm pro Kubikmeter zulässig sind, erlaubt ISO 8 mit 3.520.000 Partikeln ≥0,5 μm pro m³ eine deutlich höhere Verunreinigung. In der Reinraumklassen Tabelle wird sichtbar, dass jede nächsthöhere ISO-Klasse etwa eine Verzehnfachung der zulässigen Partikelkonzentration bedeutet. So liegt der Grenzwert für ISO 7 bei 352.000 Partikeln ≥0,5 μm pro m³, während ISO 9 mit 35.200.000 Partikeln noch weniger streng ist. Diese exponentiellen Unterschiede spiegeln sich auch in den technischen Anforderungen und Kosten wider: Je niedriger die ISO-Klasse, desto aufwendiger sind die erforderlichen Lüftungssysteme und Schleusensysteme. Ein ISO 5 Reinraum, der in der Halbleiterfertigung oder bei aseptischen Prozessen in der Pharmazie eingesetzt wird, erfordert beispielsweise einen viel höheren Luftwechsel pro Stunde als ein ISO 8 Raum. Diese Klassifizierung nach der Norm DIN EN ISO 14644-1 bietet Unternehmen einen klaren Rahmen, um die für ihre spezifischen Produktionsanforderungen geeignete Reinraumklasse auszuwählen und dabei ein optimales Gleichgewicht zwischen Kontaminationskontrolle und Wirtschaftlichkeit zu finden.
In welchen Branchen werden ISO 8 Reinräume standardmäßig eingesetzt?
Anwendungsbereiche in der Pharmazie und Medizintechnik
In der Pharmazie und Medizintechnik finden Reinräume der ISO-Klasse 8 vielfältige Anwendungen. Diese Reinraumklasse entspricht in pharmazeutischen Umgebungen der GMP Klasse D und wird häufig für Prozesse eingesetzt, die keine direkte Produktexposition beinhalten, aber dennoch eine kontrollierte Umgebung erfordern. Typische Anwendungsbereiche umfassen die Verpackung von nicht-sterilen Arzneimitteln, die Herstellung von oralen festen Darreichungsformen wie Tabletten und Kapseln sowie die Produktion von bestimmten medizintechnischen Geräten, die keinen direkten Körperkontakt haben. In der Pharmazie dienen ISO 8 Reinräume oft als Übergangszone zwischen unkontrollierten Bereichen und Reinräumen höherer Klassen, wodurch sie zur Minimierung von Kontaminationsrisiken beitragen. In der Medizintechnik werden ISO 8 Umgebungen für die Assemblierung von komplexen Geräten wie Diagnostikequipment oder Laborgeräten genutzt. Die Anforderungen der ISO 14644-1 in Verbindung mit den GMP-Richtlinien stellen sicher, dass pharmazeutische Produkte und Medizinprodukte unter kontrollierten Bedingungen hergestellt werden, die eine gleichbleibende Qualität und Sicherheit gewährleisten. Die Entscheidung für einen ISO 8 Reinraum basiert dabei auf einer sorgfältigen Risikoanalyse, bei der sowohl die Anfälligkeit des Produkts für Verunreinigungen als auch die potenziellen Auswirkungen einer Kontamination berücksichtigt werden.
Einsatz in der Elektronik und anderen industriellen Umgebungen
In der Elektronikbranche spielen Reinräume der ISO-Klasse 8 eine wichtige Rolle bei der Herstellung von Komponenten, die eine moderate Reinheit erfordern. Während die Halbleiterfertigung typischerweise strengere Reinraumklassen wie ISO 3 oder ISO 5 benötigt, eignet sich ISO 8 für die Produktion von weniger empfindlichen elektronischen Bauteilen, Leiterplatten und Baugruppen. Die kontrollierte Umgebung verhindert, dass Staubpartikel Kurzschlüsse oder andere Defekte verursachen, die die Funktionalität beeinträchtigen könnten. Neben der Elektronik finden ISO 8 Reinräume auch in verschiedenen anderen industriellen Umgebungen Anwendung, wie beispielsweise in der Luft- und Raumfahrttechnik für die Montage von Präzisionskomponenten, in der Optik für die Herstellung von Linsen und optischen Systemen sowie in der Automobilindustrie für spezielle Beschichtungs- und Lackierprozesse. Auch in der Lebensmittelindustrie, wo hygienische Bedingungen erforderlich sind, können ISO 8 Reinräume zum Einsatz kommen.
Q: Was sind die grundlegenden Anforderungen an einen Reinraum der ISO-Klasse 8?
A: Ein Reinraum der ISO-Klasse 8 erlaubt maximal 3.520.000 Partikel mit einer Partikelgröße von ≥0,5 μm pro Kubikmeter Luft und 832.000 Partikel mit ≥1 Mikrometer gemäß ISO 14644-1 und GMP. Diese Reinraumklasse entspricht im pharmazeutischen Bereich etwa der Reinraumklasse D und wird für weniger sensible Bereiche verwendet. Die Einhaltung dieser Grenzwerte muss durch regelmäßige Messungen der Partikelkonzentration pro m³ Luft nachgewiesen werden.
Q: Wie unterscheidet sich die Reinraumklasse ISO 8 von anderen Reinraumklassen in der Reinraumklassen Tabelle?
A: In der Reinraumklassen Tabelle nach ISO 14644-1 ist ISO 8 eine der weniger strengen Klassen. Während ISO-Klasse 5 nur 3.520 Partikel (≥0,5 μm) pro m³ Luft zulässt, erlaubt ISO 8 bis zu 3.520.000 Partikel derselben Größe. Die Internationale Organisation für Normung (ISO) definiert Reinheitsklassen von ISO 1 bis ISO 9, wobei ISO 1 die höchste Reinheit darstellt. Im GMP-Bereich entspricht ISO 8 ungefähr der Reinraumklasse D, während Klasse C etwa ISO 7 und Reinraumklasse A ungefähr ISO 4-5 entspricht.
Q: Welche Maßnahmen sind für die Qualifizierung eines ISO 8 Reinraums erforderlich?
A: Die Qualifizierung eines ISO 8 Reinraums umfasst mehrere Schritte gemäß dem EG-GMP-Leitfaden: Zunächst eine Design-Qualifizierung (DQ), gefolgt von einer Installations-Qualifizierung (IQ), Funktions-Qualifizierung (OQ) und Leistungs-Qualifizierung (PQ). Es müssen regelmäßige Kontrollen der Partikelanzahl, Luftwechselraten, Differenzdrücke, Temperatur und Luftfeuchtigkeit durchgeführt werden. Die Dokumentation aller durchgeführten Reinraumqualifizierungen und Requalifizierungen ist essentiell für den Nachweis der Konformität mit dem Standard für die Sauberkeit.
Q: In welchen Industriezweigen findet ein Reinraum der ISO-Klasse 8 Anwendung?
A: ISO 8 Reinräume finden in verschiedenen Bereichen Anwendung, wo keine extrem hohen Reinheitsanforderungen bestehen: In der Pharmazie gemäß EG-GMP-Leitfaden für weniger kritische Prozesse, in der Mikroelektronik für bestimmte Montageprozesse, in der Medizintechnik bei nicht-sterilen Produktionsprozessen, in der Lebensmittelindustrie für sensible Abfüllprozesse und in der Kosmetikindustrie. Diese Klasse bietet einen guten Kompromiss zwischen Reinheit und Wirtschaftlichkeit und eignet sich für die meisten Anwendungen im ISO-Bereich, wo keine hochsensiblen Produkte hergestellt werden.
Q: Welche Anforderungen stellt das Annex 1 an Reinräume der ISO-Klasse 8?
A: Im Annex 1 des EU-GMP-Leitfadens, der sich auf die Herstellung steriler Arzneimittel bezieht, entspricht die ISO-Klasse 8 etwa der GMP-Klasse D. Für diese Klasse werden im Ruhezustand maximal 3.520.000 Partikel (≥0,5 μm) und 29.000 Partikel (≥5,0 μm) pro m³ Luft erlaubt. Im Betriebszustand gibt es für diese Klasse keine definierte Obergrenze für die Anzahl von Partikeln. Zusätzlich werden Anforderungen an mikrobiologische Kontrollen gestellt, wobei sowohl Luft- als auch Oberflächenproben regelmäßig genommen werden müssen.
Q: Welche technischen Einrichtungen sind für die Einhaltung der Reinheit in einem ISO 8 Reinraum notwendig?
A: Für einen ISO 8 Reinraum sind folgende technische Einrichtungen erforderlich: HEPA-Filterung der zugeführten Luft (mindestens H13-Filter), Lüftungssystem mit definierter Luftwechselrate (typischerweise 10-15 mal pro Stunde), Druckstufenkonzept zur Kontrolle des Luftstroms von reineren zu weniger reinen Bereichen, Schleusen mit geeigneten Zutrittsbeschränkungen, leicht zu reinigende, fugenlose Oberflächen und Materialien, geeignete Temperatur- und Feuchtigkeitsregelung sowie ein kontinuierliches Monitoring-System für die relevanten Parameter zur Einhaltung der strengen Anforderungen an die Reinheit.
Q: Welche spezifischen Unterschiede bestehen im EG-GMP-Leitfaden für ISO 8 Reinräume im Vergleich zur ISO-Normung?
A: Der EG-GMP-Leitfaden verwendet ein anderes Klassifizierungssystem (A-D) als die ISO-Normung (ISO 1-9). Die Reinraumklasse D entspricht etwa ISO 8, unterscheidet sich aber in einigen Punkten: Im GMP-Leitfaden werden neben der Partikelkonzentration auch mikrobiologische Grenzwerte definiert. Bei GMP ist eine Unterscheidung zwischen Ruhe- und Betriebszustand erforderlich, während ISO-Klassen primär für den unbetriebenen Zustand gelten. GMP fokussiert auf pharmazeutische Anwendungen mit zusätzlichen Anforderungen an Prozesssicherheit, Personalhygiene und Dokumentation, während die ISO-Norm branchenübergreifend anwendbar ist.
Q: Wie sieht ein typisches Monitoring-Programm für einen Reinraum der ISO-Klasse 8 aus?
A: Ein typisches Monitoring-Programm für einen ISO 8 Reinraum umfasst: regelmäßige Partikelmessungen (normalerweise vierteljährlich) zur Überprüfung der maximal zulässigen Partikelkonzentration pro m³, Kontrolle der Luftwechselrate und HEPA-Filter-Integrität (jährlich), kontinuierliche Überwachung des Differenzdrucks, regelmäßige Temperatur- und Feuchtigkeitsmessungen, mikrobiologisches Monitoring von Luft und Oberflächen gemäß einem festgelegten Stichprobenplan, jährliche Requalifizierung des Reinraums sowie eine vollständige Dokumentation aller Messergebnisse zur Sicherstellung der Einhaltung der ISO 14644-1 und GMP-Anforderungen.
Q: Welche Reinigungsverfahren sind für einen Reinraum der ISO-Klasse 8 angemessen?
A: Für einen Reinraum der ISO-Klasse 8 sind folgende Reinigungsverfahren angemessen: tägliche Nassreinigung mit speziellen, fusselfreien Reinigungstüchern, Verwendung von validierten Reinigungsmitteln und Desinfektionsmitteln im Rotationsverfahren, um Resistenzbildungen zu vermeiden, dokumentierte Reinigungspläne mit klaren Verantwortlichkeiten, regelmäßige Schulung des Reinigungspersonals, spezielle Reinigungsgeräte, die ausschließlich im Reinraum verwendet werden, und eine durchgehende Dokumentation aller Reinigungsmaßnahmen. Die Reinigungshäufigkeit ist in der Regel geringer als bei höheren ISO-Klassen, muss aber dennoch konsequent eingehalten werden.
Reinraum ISO 5 Anforderungen: Normen und Klassifizierung nach DIN EN ISO 14644-1
Ein Reinraum der ISO-Klasse 5 stellt besonders hohe Anforderungen an die Luftreinheit und die Begrenzung von Partikeln in der Raumluft. Die Norm DIN EN ISO 14644-1 definiert präzise, welche Standards eingehalten werden müssen, um diese Reinraumklasse zu erreichen und zu erhalten. In diesem Artikel werden die grundlegenden Anforderungen, Klassifizierungsverfahren und technischen Spezifikationen für Reinräume der ISO-Klasse 5 detailliert erläutert, sowie der Vergleich zu anderen Reinraumklassen und GMP-Anforderungen gezogen.
Was sind die grundlegenden Anforderungen an einen Reinraum der ISO Klasse 5?
Definition und Bedeutung der Reinraumklasse ISO 5
Die Reinraumklasse ISO 5 ist Teil eines international standardisierten Klassifizierungssystems für Reinräume, das durch die Norm DIN EN ISO 14644-1 festgelegt wird. Diese Norm definiert insgesamt neun Reinraumklassen, von ISO 1 bis ISO 9, wobei ISO 1 die höchste Reinheit darstellt und ISO 9 die niedrigste. Ein Reinraum der ISO-Klasse 5 nimmt dabei eine mittlere bis hohe Position im Reinheitsspektrum ein und wird häufig in sensiblen Produktionsbereichen der Pharma-, Medizintechnik- und Halbleiterindustrie eingesetzt. Die Bedeutung der Reinraumklasse ISO 5 liegt vor allem darin, dass sie eine Balance zwischen extrem hohen Reinheitsanforderungen und wirtschaftlich vertretbarem Aufwand darstellt. In vielen Branchen wird die ISO-Klasse 5 mit der GMP-Klasse A oder B in Verbindung gebracht, was ihre Relevanz für die Good Manufacturing Practice unterstreicht. Die Anforderungen an den Reinraum der ISO-Klasse 5 müssen strikt eingehalten werden, um Kontaminationen zu vermeiden und die Produktqualität zu sichern. Der Reinraum ISO 5 muss dabei verschiedene Normen erfüllen, die in der DIN EN ISO 14644 detailliert beschrieben sind.
Partikelkonzentration und Grenzwerte für ISO 5 Reinräume
Für Reinräume der Klasse ISO 5 sind die maximal zulässigen Partikelkonzentrationen pro Kubikmeter Luft streng definiert. Nach DIN EN ISO 14644-1 dürfen in einem Reinraum ISO 5 nicht mehr als 3.520 Partikel mit einer Größe von ≥0,5 µm pro Kubikmeter Luft vorhanden sein. Für Partikel mit einer Größe von ≥1,0 µm liegt der Grenzwert bei 832 Partikeln pro Kubikmeter. Diese Partikelkonzentration wird im „at-rest“ oder „in-operation“ Zustand gemessen, wobei die Anforderungen im Betriebszustand („in-operation“) naturgemäß schwieriger einzuhalten sind. Die Grenzwerte für die Partikelbelastung müssen kontinuierlich überwacht werden, um Abweichungen frühzeitig zu erkennen. Neben den Partikeln spielen in vielen Anwendungsbereichen auch Mikroorganismen eine entscheidende Rolle, besonders wenn die ISO 5 Reinraumklasse mit GMP-Anforderungen kombiniert wird. Die Verunreinigung durch Mikroorganismen unterliegt in ISO 5 Reinräumen ebenfalls strengen Grenzwerten, die je nach branchenspezifischen Anforderungen variieren können. Die Einhaltung dieser Grenzwerte ist essentiell, um die Kontamination von Produkten zu vermeiden und die hohen Qualitätsstandards zu erfüllen, die in Branchen wie der Pharmazie oder Medizintechnik gefordert werden.
Unterschiede zwischen ISO 5 und anderen Reinraumklassen
Beim Vergleich verschiedener Reinraumklassen nach DIN EN ISO 14644-1 zeigen sich deutliche Unterschiede in den Anforderungen an die Luftreinheit. Während die Reinraumklasse ISO 1 mit maximal 10 Partikeln ≥0,1 µm pro Kubikmeter die höchste Reinheit fordert, erlaubt ISO 9 bis zu 35.200.000 Partikel ≥0,5 µm. Die ISO-Klasse 5 positioniert sich dabei im mittleren bis oberen Bereich des Reinheitsspektrums. Im Vergleich zu ISO 6, die mit bis zu 35.200 Partikeln ≥0,5 µm pro Kubikmeter arbeitet, ist ISO 5 etwa zehnmal strenger. Gegenüber ISO 7 und ISO 8, die oft in weniger kritischen Bereichen eingesetzt werden, sind die Anforderungen sogar um ein Vielfaches höher. Die Unterschiede zwischen den ISO-Klassen spiegeln sich auch in den technischen Anforderungen und Kosten wider: Je niedriger die ISO-Klasse, desto aufwendiger und kostenintensiver ist die Realisierung und der Betrieb des Reinraums. Für bestimmte Anwendungen in der Pharma- und Biotechnologiebranche ist mindestens ein Reinraum der ISO-Klasse 5 erforderlich, während für elektronische Komponenten oft ISO 6 oder ISO 7 ausreicht. Bei der Umstellung von älteren Klassifizierungssystemen auf die ISO-Klassen ist zu beachten, dass beispielsweise die frühere US Federal Standard 209E Klasse 100 etwa der heutigen ISO 5 entspricht. Die Wahl der richtigen Reinraumklasse hängt letztlich von den spezifischen Anforderungen des Produktionsprozesses und den regulatorischen Vorgaben der jeweiligen Branche ab.
Wie erfolgt die Klassifizierung von Reinräumen nach DIN EN ISO 14644-1?
Messverfahren zur Bestimmung der Reinraumklasse
Die Klassifizierung von Reinräumen nach DIN EN ISO 14644-1 erfolgt durch präzise Messverfahren, die genau definiert sind. Zur Bestimmung der Reinraumklasse ISO 5 und anderer ISO-Klassen werden standardisierte Messgeräte eingesetzt, die die Partikelkonzentration in der Raumluft ermitteln. Hierbei kommen überwiegend optische Partikelzähler zum Einsatz, die Luftproben analysieren und die Anzahl der Partikel verschiedener Größenklassen pro Kubikmeter Luft bestimmen. Der Messvorgang selbst ist in der Norm detailliert beschrieben: Die Probenahme muss an festgelegten Messpunkten erfolgen, deren Anzahl sich nach der Raumgröße richtet. Für einen Reinraum der ISO-Klasse 5 ist eine ausreichende Anzahl an Messpunkten besonders wichtig, um repräsentative Ergebnisse zu erhalten. Die Norm schreibt vor, dass das Messvolumen pro Messpunkt ausreichend groß sein muss, um eine statistische Signifikanz zu gewährleisten. Bei der Messung wird zwischen dem Ruhezustand („at rest“) und dem Betriebszustand („in operation“) unterschieden, wobei in beiden Fällen die festgelegten Grenzwerte eingehalten werden müssen. Die Messung der Partikelkonzentration muss unter kontrollierten Bedingungen erfolgen, um Verfälschungen durch externe Einflüsse zu vermeiden. Die Ergebnisse der Messungen werden dokumentiert und mit den in DIN EN ISO 14644-1 festgelegten Grenzwerten verglichen, um die Einhaltung der Anforderungen an die Reinraumklasse ISO 5 zu verifizieren.
Prüfintervalle und Dokumentation gemäß DIN EN ISO 14644
Die regelmäßige Überprüfung und Dokumentation der Reinraumparameter ist ein zentraler Bestandteil der Norm DIN EN ISO 14644. Für Reinräume der ISO-Klasse 5 sind die Prüfintervalle besonders eng gefasst, um eine kontinuierliche Einhaltung der hohen Reinheitsanforderungen zu gewährleisten. Nach der Norm muss die Reklassifizierung eines Reinraums der ISO-Klasse 5 mindestens alle sechs Monate erfolgen, während bei weniger kritischen Reinraumklassen wie ISO 7 oder ISO 8 längere Intervalle zulässig sein können. Die Dokumentation dieser Prüfungen muss lückenlos erfolgen und umfasst neben den Messergebnissen auch Angaben zu Messbedingungen, verwendeten Geräten und durchführendem Personal. Ein wesentlicher Aspekt der Dokumentation ist die Erstellung von Prüfprotokollen, die alle relevanten Daten zur Partikelkonzentration, Luftwechselrate, Druckverhältnissen und weiteren Parametern enthalten. Diese Protokolle dienen nicht nur dem Nachweis der Normkonformität, sondern auch als Basis für Trend-Analysen, die frühzeitig auf Veränderungen im Reinraum hinweisen können. Bei Abweichungen von den Grenzwerten müssen gemäß DIN EN ISO 14644 Korrekturmaßnahmen eingeleitet und dokumentiert werden. Die Dokumentation muss über den gesamten Lebenszyklus des Reinraums aufbewahrt werden und bei Bedarf den Aufsichtsbehörden vorgelegt werden können. Besonders in regulierten Branchen wie der Pharmaindustrie, wo ISO 5 Reinräume mit GMP-Anforderungen kombiniert werden, sind die Dokumentationsanforderungen besonders streng und werden regelmäßig durch Audits überprüft.
Übergang von alten Reinraumklassen zur ISO-Klassifizierung
Der Übergang von älteren Klassifizierungssystemen zur international standardisierten ISO-Klassifizierung nach DIN EN ISO 14644-1 hat in vielen Branchen zu einer Harmonisierung der Reinraumstandards geführt. Vor der Einführung der ISO-Norm wurden in verschiedenen Ländern unterschiedliche Systeme verwendet, wie beispielsweise der US Federal Standard 209E mit Klassen wie „Class 100“ oder „Class 10.000“ oder die britische BS 5295. Die Umstellung auf die ISO-Klassen von ISO 1 bis ISO 9 bedeutete für viele Betreiber eine Neuorientierung und oft auch technische Anpassungen ihrer Reinräume. Bei der Konvertierung der alten Klassen in die ISO-Klassifizierung entspricht beispielsweise die frühere Class 100 etwa der heutigen ISO 5, während Class 10.000 ungefähr mit ISO 7 vergleichbar ist. Allerdings ist diese Umrechnung nicht immer exakt, da die Messmethoden und Partikelgrößen in den verschiedenen Systemen unterschiedlich definiert waren. Für Unternehmen, die den Übergang von alten Reinraumklassen zur ISO-Klassifizierung vollziehen, ist es wichtig, eine vollständige Neubewertung ihrer Reinräume nach DIN EN ISO 14644-1 durchzuführen, um die Einhaltung der aktuellen Normen sicherzustellen. Bei dieser Umstellung müssen oft auch die Dokumentationssysteme angepasst werden, um den neuen Anforderungen zu entsprechen. Besonders komplex wird der Übergang, wenn gleichzeitig auch GMP-Anforderungen erfüllt werden müssen, da hier zusätzliche Faktoren wie die Kontrolle von Mikroorganismen eine Rolle spielen. Die Integration von ISO-Klassen und GMP-Klassifizierungen wie Klasse A bis D erfordert ein tiefes Verständnis beider Regelwerke.
Welche technischen Anforderungen gelten für die Ausstattung von ISO 5 Reinräumen?
Luftfiltersysteme und Luftwechselraten in Reinräumen der ISO Klasse 5
Luftfiltersysteme und optimierte Luftwechselraten sind entscheidende Faktoren für die Einhaltung der ISO 5 Anforderungen in Reinräumen. In Reinräumen der ISO-Klasse 5 werden typischerweise HEPA-Filter (High Efficiency Particulate Air) der Klasse H14 oder ULPA-Filter (Ultra Low Penetration Air) eingesetzt, die mindestens 99,995% aller Partikel mit einer Größe von 0,3 µm oder größer zurückhalten. Die Anordnung dieser Filtersysteme erfolgt meist in Form einer flächendeckenden Filterdecke, die eine laminare Strömung (auch als unidirektionale Strömung bezeichnet) erzeugt. Diese Strömungsform ist charakteristisch für Reinräume der ISO-Klasse 5, da sie Partikel effektiv aus dem kritischen Bereich abtransportiert und Verwirbelungen minimiert. Die Luftwechselrate in einem Reinraum ISO 5 ist deutlich höher als bei Reinräumen niedrigerer Reinheitsklassen wie ISO 7 oder ISO 8. Typischerweise liegt sie bei 60 bis 100 Luftwechseln pro Stunde, was bedeutet, dass die gesamte Luft im Raum alle 36 bis 60 Sekunden vollständig erneuert wird. Diese hohe Wechselrate ist notwendig, um die maximal zulässige Partikelkonzentration pro Kubikmeter zu unterschreiten und die strengen Anforderungen der Norm DIN EN ISO 14644-1 zu erfüllen. Die Luftführung muss so gestaltet sein, dass eine Kontamination des Produkts oder des Prozesses durch Luftverunreinigungen ausgeschlossen ist. Zusätzlich müssen Druckkaskaden eingerichtet werden, die sicherstellen, dass die Luftströmung immer vom reineren zum weniger reinen Bereich verläuft. Die technische Auslegung dieser Systeme muss regelmäßig validiert werden, um zu gewährleisten, dass die Anforderungen an die Reinraumklasse ISO 5 dauerhaft erfüllt werden.
Q: Welche Anforderungen enthält die Norm ISO 14644-1 für einen Reinraum der Klasse ISO 5?
A: Die Norm ISO 14644-1 definiert für einen Reinraum der Klasse ISO 5 eine maximale Partikelkonzentration von 3.520 Partikeln ≥ 0,5 µm und 832 Partikeln ≥ 1 µm pro Kubikmeter Luft. Dies entspricht einem hohen Reinheitsgrad, der besonders in der Pharma-, Medizintechnik- und Halbleiterindustrie relevant ist. Die Norm legt zudem Testverfahren, Überwachungsmethoden und Dokumentationsanforderungen fest, um diese Reinheit nachzuweisen und zu erhalten.
Q: Wie unterscheiden sich Reinraumklassen nach DIN EN ISO von den GMP-Klassen im Reinraum?
A: Die Reinraumklassen nach DIN EN ISO (ISO 1-9) und die GMP-Klassen (A-D) unterscheiden sich in ihren Bewertungskriterien und Anwendungsbereichen. Während die ISO-Norm die Partikelkonzentration in der Luft misst, berücksichtigt GMP zusätzlich mikrobiologische Anforderungen. Ein Reinraum der Klasse ISO 5 entspricht etwa der GMP-Klasse A im Ruhezustand. Die EU GMP Annex 1 gibt spezifische Richtlinien für die pharmazeutische Industrie, während die ISO-Norm branchenübergreifend angewendet wird. Für regulierte Industrien müssen oft beide Anforderungen erfüllt werden.
Q: Welche Branche benötigt hauptsächlich Reinräume der Klasse ISO 5?
A: Reinräume der Klasse ISO 5 sind besonders in der pharmazeutischen Industrie, Biotechnologie, Medizintechnik, Mikroelektronik und Halbleiterindustrie unverzichtbar. In der Pharmabranche werden sie gemäß den Anforderungen der Good Manufacturing Practice (GMP) für die aseptische Herstellung von Arzneimitteln genutzt. In der Elektronikbranche sind sie für die Produktion von hochempfindlichen Halbleitern und Mikrochips notwendig. Forschungslabore und die Raumfahrtindustrie benötigen ebenfalls häufig diese Reinraumklasse, um spezielle Anforderungen an die Reinheit für ihre Prozesse zu erfüllen.
Q: Welche Anforderungen an die Hygiene gelten bei der Arbeit im Reinraum der Klasse ISO 5?
A: Bei der Arbeit im Reinraum der Klasse ISO 5 gelten strenge Hygieneanforderungen. Personal muss spezielle Reinraumkleidung tragen, die keine Partikel abgibt, einschließlich Overall, Haube, Maske, Handschuhe und Überschuhe. Vor Betreten sind gründliche Hygienemaßnahmen notwendig, wie Händedesinfektion und korrektes Ankleiden in Schleusen. Bewegungen sollten langsam und kontrolliert sein, um Partikelverwirbelungen zu minimieren. Kosmetika, Schmuck und persönliche Gegenstände sind verboten. Schulungen zu Reinraumverhalten und regelmäßige Hygieneschulung sind Pflicht, und es gelten strikte Dokumentationsvorschriften für alle Tätigkeiten zur Kontaminationsprävention.
Q: Was fordert das EU GMP Annex 1 speziell für Reinräume und zugehörige Reinraumbereiche der Klasse ISO 5?
A: Das EU GMP Annex 1 stellt für Reinräume der Klasse ISO 5 (entspricht GMP-Klasse A) besonders hohe Anforderungen: Die maximale Partikelzahl im Betrieb darf 3.520 Partikel ≥ 0,5 µm pro m³ nicht überschreiten. Zusätzlich gelten strenge mikrobiologische Grenzwerte mit 0 KBE für aktive Luftkeimsammlung und Abklatschplatten. Die Luftströmung muss laminar mit einer Geschwindigkeit von 0,36-0,54 m/s sein. Für aseptische Prozesse wird kontinuierliches Monitoring gefordert, und das Personal benötigt spezielle Schulungen und Qualifikationen. Das Annex 1 verlangt auch regelmäßige Requalifizierungen und ein umfassendes Kontaminationskontrollsystem für alle zugehörigen Reinraumbereiche.
Q: Wie viele unterschiedliche Reinraumklassen gibt es nach ISO-Standard und wie wird ISO 5 eingeordnet?
A: Nach dem ISO-Standard 14644-1 gibt es insgesamt neun unterschiedliche Reinraumklassen, die von ISO 1 (höchste Reinheit) bis ISO 9 (niedrigste Reinheit) reichen. Die Reinraumklassen ISO 1 bis ISO 9 werden anhand der maximal zulässigen Partikelkonzentration in der Luft definiert. ISO 5 wird dabei im mittleren Bereich der Skala eingeordnet und stellt bereits sehr hohe Anforderungen an die Reinheit dar. Es ist die Mindestklasse für viele kritische Prozesse in der Pharmaproduktion und entspricht im Ruhezustand etwa der GMP-Klasse A. Im Vergleich zu ISO 3, das deutlich strengere Grenzwerte hat, oder ISO 8, das weniger strenge Anforderungen stellt, bietet ISO 5 einen guten Kompromiss zwischen hoher Reinheit und wirtschaftlicher Machbarkeit.
Q: Welche Maßnahmen zur Kontaminationskontrolle müssen in einem Reinraum der Klasse ISO 5 implementiert werden?
A: In einem Reinraum der Klasse ISO 5 sind umfassende Maßnahmen zur Kontaminationskontrolle erforderlich: Es muss ein HEPA- oder ULPA-Filtersystem installiert sein, das mindestens 99,97% aller Partikel ≥ 0,3 µm zurückhält. Die Luftwechselrate sollte typischerweise bei 60-100 Wechseln pro Stunde liegen mit laminarer Strömung. Überdruck gegenüber angrenzenden Bereichen von 10-15 Pascal ist einzuhalten. Regelmäßige Partikelzählungen und mikrobiologisches Monitoring sind durchzuführen, zusammen mit strengen Reinigungsprotokollen mit validierten Verfahren. Material- und Personalschleusen müssen vorhanden sein, und alle Materialien müssen dekontaminiert werden. Die Raumparameter wie Temperatur (20-22°C), Luftfeuchtigkeit (30-50%) und Druck sind kontinuierlich zu überwachen.
Q: Welche Unterschiede bestehen zwischen den Anforderungen an Reinräume der Klasse ISO 5 im Vergleich zu Klasse D nach GMP?
A: Zwischen einem Reinraum der Klasse ISO 5 und der GMP-Klasse D bestehen erhebliche Unterschiede: ISO 5 erlaubt maximal 3.520 Partikel ≥ 0,5 µm pro m³, während Klasse D bis zu 3.520.000 Partikel zulässt – ein Unterschied von drei Größenordnungen. Bei ISO 5 ist eine laminare Luftströmung mit 60-100 Luftwechseln pro Stunde erforderlich, bei Klasse D genügt turbulente Strömung mit 10-20 Wechseln. Die mikrobiologischen Anforderungen sind bei ISO 5 deutlich strenger (fast steril), während Klasse D höhere mikrobielle Belastungen toleriert. Die Anforderungen an Personal und Schutzkleidung sind bei ISO 5 hochkomplex mit Vollschutz, bei Klasse D genügen einfachere Maßnahmen. Auch die Kosten für Errichtung und Betrieb unterscheiden sich erheblich, da ISO 5 wesentlich aufwendigere technische Systeme benötigt.
Q: Wie kann man sicherstellen, dass ein Reinraum die Anforderungen entsprechend der Klasse ISO 5 erfüllt?
A: Um sicherzustellen, dass ein Reinraum die Anforderungen der Klasse ISO 5 erfüllt, ist ein umfassendes Qualifizierungs- und Monitoringprogramm notwendig. Zunächst muss eine formale Design-Qualifizierung (DQ) durchgeführt werden, gefolgt von Installations- (IQ), Funktions- (OQ) und Leistungsqualifizierung (PQ). Regelmäßige Partikelzählungen gemäß der Norm ISO 14644-1 sind durchzuführen, einschließlich Messungen im Ruhezustand und im Betrieb. Ein kontinuierliches Monitoring der kritischen Parameter wie Partikelzahl, Luftwechselrate, Druckdifferenzen, Temperatur und Luftfeuchtigkeit ist zu implementieren. Die Luftströmungsmuster müssen durch Visualisierungstests (Smoke Tests) überprüft werden, und alle Reinigungsverfahren benötigen Validierung. Ein dokumentiertes Schulungsprogramm für alle Mitarbeiter sowie regelmäßige Audits und Requalifizierungen in festgelegten Intervallen sind unerlässlich, um langfristig die speziellen Anforderungen erfüllen zu können.
Kontinuierliche Überwachung von Reinraumbedingungen gemäß ISO und GMP-Anforderungen
Die kontinuierliche Überwachung von Reinraumbedingungen ist ein unverzichtbarer Bestandteil in regulierten Branchen wie der pharmazeutischen Industrie und Biotechnologie. Um die Einhaltung strenger Qualitätsstandards und die Vermeidung von Kontaminationen zu gewährleisten, müssen Reinräume nach internationalen Standards wie ISO 14644 und den Good Manufacturing Practice (GMP) Richtlinien überwacht werden. Diese Überwachung umfasst verschiedene Parameter wie Partikelkonzentration, Luftdruck, Temperatur und Feuchtigkeit, die kontinuierlich gemessen und dokumentiert werden müssen, um die Produktqualität und die Sicherheit von sterilen Produkten zu garantieren.
Welche Parameter müssen bei der Reinraumüberwachung gemäß ISO 14644 kontrolliert werden?
Die ISO 14644 definiert strenge Anforderungen an die Reinraumüberwachung und legt fest, welche Parameter überwacht werden müssen, um die entsprechenden Reinraumklassen einzuhalten. Der wichtigste Parameter ist die Partikelkonzentration in der Luft, die je nach Reinraumklasse unterschiedliche Grenzwerte nicht überschreiten darf. Die Norm ISO 14644-1 kategorisiert Reinräume in verschiedene Klassen von ISO 1 (höchste Reinheit) bis ISO 9 (niedrigste Reinheit). Für pharmazeutische Anwendungen sind besonders die Klassen ISO 5 bis ISO 8 relevant, die mit den GMP-Klassen A bis D korrespondieren. Neben der Partikelkonzentration müssen weitere Parameter wie Luftwechselrate, Raumtemperatur, Luftfeuchtigkeit und mikrobiologische Belastung regelmäßig kontrolliert werden, um optimale Umgebungsbedingungen zu gewährleisten.
Wie wird die Partikelkonzentration in Reinräumen korrekt gemessen?
Die korrekte Messung der Partikelkonzentration in Reinräumen erfolgt mittels spezieller Partikelzähler, die den Anforderungen der DIN EN ISO Standards entsprechen müssen. Diese Geräte saugen ein definiertes Luftvolumen an und zählen die darin enthaltenen Particles nach Größenklassen. Gemäß ISO 14644 werden Partikel mit Größen von 0,1 µm bis 5,0 µm berücksichtigt, wobei für pharmazeutische Reinräume besonders die Größen 0,5 µm und 5,0 µm relevant sind. Für ein repräsentatives Ergebnis muss die Probenahme an kritischen Punkten im Reinraum erfolgen, insbesondere in Bereichen, wo aseptische Vorgänge stattfinden oder sterile Produkte hergestellt werden. Die Messungen müssen unter definierten Betriebsbedingungen durchgeführt werden – sowohl im Ruhezustand als auch während des normalen Betriebs, um die tatsächliche Belastung während der Produktion zu erfassen. Eine kontinuierliche Überwachung mittels fest installierter Partikelzähler bietet dabei den Vorteil, dass Trends und plötzliche Änderungen sofort erkannt werden können, was besonders in kritischen Bereichen der Arzneimittelherstellung von großer Bedeutung ist.
Welche Rolle spielen Differenzdruck-Messungen in der Reinraumüberwachung?
Differenzdruck-Messungen gehören zu den kritischsten Parametern bei der Reinraumüberwachung, da sie sicherstellen, dass der Luftstrom stets von Bereichen höherer Reinheit zu Bereichen niedrigerer Reinheit fließt. Diese Druckkaskade verhindert, dass Kontaminationen in kritische Bereiche eindringen können. Gemäß den GMP-Anforderungen und speziell dem EU GMP Annex 1 müssen zwischen angrenzenden Reinraumklassen Druckdifferenzen von mindestens 10-15 Pascal aufrechterhalten werden. Die kontinuierliche Überwachung dieser Differenzdrücke erfolgt mittels hochpräziser Sensoren, die an ein zentrales Monitoring-System angeschlossen sind. Dieses System sollte mit Alarmfunktionen ausgestattet sein, die bei Unterschreitung der festgelegten Grenzwerte sofort warnen. In pharmazeutischen Reinräumen, insbesondere in Bereichen der aseptischen Fertigung, ist die lückenlose Dokumentation der Differenzdruckwerte eine regulatorische Anforderung, die von Behörden wie der FDA im Rahmen von Inspektionen überprüft wird. Die kontinuierliche Aufzeichnung dieser Werte ermöglicht zudem die retrospektive Analyse von Prozessschwankungen und hilft bei der Gewährleistung gleichbleibender Produktionsbedingungen.
Wie oft müssen Reinraumparameter gemäß ISO-Standards überprüft werden?
Die Häufigkeit, mit der Reinraumparameter gemäß ISO 14644 überprüft werden müssen, hängt von der Klassifizierung des Reinraums und seiner Nutzung ab. Die ISO-Norm schreibt vor, dass eine formelle Reklassifizierung für Reinräume der Klassen ISO 5 bis ISO 8 mindestens alle 6 bis 12 Monate erfolgen muss. Für kritische Parameter wie die Partikelkonzentration in hochreinen Bereichen ist jedoch eine kontinuierliche Überwachung erforderlich, besonders in pharmazeutischen Reinräumen. Bei aseptischen Prozessen, die unter EU GMP Annex 1 reguliert sind, muss eine kontinuierliche Überwachung der Partikelkonzentration während des gesamten kritischen Prozesses erfolgen. Die tägliche Überprüfung der Funktionstüchtigkeit des Reinraum-Monitoring-Systems gehört zu den Good Manufacturing Practice Anforderungen. Andere Parameter wie Temperatur, Luftfeuchtigkeit und Differenzdruck werden in der Regel kontinuierlich gemessen, während mikrobiologische Untersuchungen nach einem festgelegten Probenahmeplans durchgeführt werden müssen. Die Wartung und Kalibrierung aller Sensoren und Messgeräte muss gemäß den Herstellervorgaben und den regulatorischen Anforderungen in regelmäßigen Intervallen erfolgen, um die Zuverlässigkeit der erhobenen Daten zu gewährleisten.
Wie funktioniert ein effektives Reinraum-Monitoring-System in GMP-Umgebungen?
Ein effektives Reinraum-Monitoring-System in GMP-regulierten Umgebungen besteht aus einer Kombination von Sensoren, Datenerfassungssystemen und Analysesoftware, die zusammen eine lückenlose Überwachung aller kritischen Reinraumparameter ermöglichen. Diese Systeme müssen den strengen Anforderungen der FDA 21 CFR Part 11 zur elektronischen Datenaufzeichnung und -signatur entsprechen. Die Architektur eines modernen Monitoring-Systems umfasst üblicherweise vernetzte Sensoren, die ihre Daten an zentrale Datenlogger oder direkt an ein SCADA-System (Supervisory Control and Data Acquisition) übermitteln. Die erhobenen Daten werden in Echtzeit ausgewertet und mit den definierten Grenzwerten verglichen. Bei Abweichungen werden automatisch Alarme ausgelöst, die je nach Schwere der Abweichung verschiedene Eskalationsstufen durchlaufen können. Ein GMP-konformes System muss zudem eine fälschungssichere Datenaufzeichnung gewährleisten und eine lückenlose Audit-Trail-Funktionalität bieten, um alle Änderungen am System nachvollziehbar zu dokumentieren. Die Integration des Monitoring-Systems in das übergeordnete Qualitätssicherungssystem des Unternehmens ist entscheidend für die kontinuierliche Verbesserung der Reinraumprozesse und die Einhaltung der Reinraumklassen.
Welche Sensoren werden für die kontinuierliche Überwachung von Reinräumen eingesetzt?
Für die kontinuierliche Überwachung von Reinräumen werden verschiedene Arten von Sensoren eingesetzt, die jeweils spezifische Parameter erfassen. Die wichtigsten Sensoren in der Reinraumüberwachung umfassen Partikelzähler zur kontinuierlichen Messung der Partikelkonzentration in der Luft, wobei optische Partikelzähler für Reinräume nach ISO 14644 eingesetzt werden. Differenzdrucksensoren überwachen den Druckunterschied zwischen angrenzenden Reinraumbereichen und sind essenziell für die Aufrechterhaltung der Druckkaskade. Temperatur- und Feuchtigkeitssensoren kontrollieren die klimatischen Umgebungsbedingungen, die sowohl für die Produktqualität als auch für die Funktion der Reinraumtechnik entscheidend sind. Für die Überwachung der Luftströmung werden Anemometer eingesetzt, die die Geschwindigkeit und Gleichmäßigkeit des Luftstroms messen, besonders wichtig in Bereichen mit laminarer Strömung. In aseptischen Bereichen werden zusätzlich Sensoren zur Erfassung mikrobiologischer Kontaminationen eingesetzt, wie aktive Luftkeimsammler oder Sedimentationsplatten. Moderne Sensorsysteme für die pharmazeutische Industrie verfügen über digitale Schnittstellen, die eine direkte Integration in das Monitoring-System ermöglichen und eine kontinuierliche Datenerfassung ohne manuelle Eingriffe gewährleisten.
Wie integriert man Echtzeit-Monitoring in bestehende Reinraum-Qualifizierungsprozesse?
Die Integration von Echtzeit-Monitoring in bestehende Reinraum-Qualifizierungsprozesse erfordert einen systematischen Ansatz, der die regulatorischen Anforderungen und die betrieblichen Abläufe berücksichtigt. Der erste Schritt besteht in einer gründlichen Risikoanalyse, um die kritischen Kontrollpunkte und Parameter zu identifizieren, die kontinuierlich überwacht werden müssen. Anschließend erfolgt die Erstellung eines detaillierten Qualifizierungsplans, der die Design Qualification (DQ), Installation Qualification (IQ), Operational Qualification (OQ) und Performance Qualification (PQ) des Monitoring-Systems umfasst. Bei der Integration in bestehende Qualifizierungsprozesse müssen die Schnittstellen zu anderen Systemen wie dem HVAC-System (Heating, Ventilation, Air Conditioning) oder dem Gebäudeleitsystem definiert werden. Die Validierung des Gesamtsystems nach GAMP-Richtlinien (Good Automated Manufacturing Practice) ist ein entscheidender Schritt, um die GMP-Konformität sicherzustellen. Besonders wichtig ist die Validierung der Datenintegrität gemäß FDA 21 CFR Part 11, wobei nachgewiesen werden muss, dass alle Daten sicher, vollständig und unverändert gespeichert werden. Die Durchführung von Challenge-Tests, bei denen bewusst Abweichungen erzeugt werden, hilft dabei, die Zuverlässigkeit der Alarmfunktionen zu verifizieren. Nach erfolgreicher Implementierung muss das Monitoring-System in die periodischen Requalifizierungsprozesse des Reinraums einbezogen werden, um die kontinuierliche Einhaltung der ISO 14644 und GMP-Anforderungen zu gewährleisten.
Welche Vorteile bietet ein automatisiertes Monitoring-System gegenüber manuellen Kontrollen?
Ein automatisiertes Monitoring-System für Reinräume bietet gegenüber manuellen Kontrollen zahlreiche Vorteile, die sowohl die Compliance als auch die Effizienz verbessern. Der offensichtlichste Vorteil ist die kontinuierliche Überwachung von Reinraumbedingungen rund um die Uhr, ohne Unterbrechungen oder menschliche Fehlerquellen. Dies ermöglicht die lückenlose Erfassung aller Parameterschwankungen und damit eine bessere Gewährleistung der Produktqualität. Durch Echtzeit-Datenerfassung können kritische Abweichungen sofort erkannt und entsprechende Maßnahmen eingeleitet werden, bevor es zu einer Beeinträchtigung der Produktqualität kommt. Ein automatisiertes System reduziert den Personalaufwand erheblich, da keine regelmäßigen manuellen Ablesungen mehr erforderlich sind. Dies minimiert auch das Kontaminationsrisiko durch Personalbewegungen im Reinraum. Die elektronische Datenerfassung gemäß FDA 21 CFR Part 11 gewährleistet eine manipulationssichere Dokumentation, die bei Audits und Inspektionen leicht nachvollziehbar ist. Moderne Monitoring-Systeme bieten zudem erweiterte Analysemöglichkeiten, wie Trendanalysen und statistische Auswertungen, die bei der vorbeugenden Wartung und kontinuierlichen Verbesserung der Reinraumprozesse helfen. Die Integration mit anderen Systemen wie LIMS (Laboratory Information Management System) oder ERP (Enterprise Resource Planning) ermöglicht eine ganzheitliche Betrachtung der Produktionsprozesse und Qualitätssicherung, was besonders in der pharmazeutischen Produktion und Biotechnologie von Vorteil ist.
Welche Anforderungen stellt EU GMP Annex 1 an die Überwachung von Reinraumbedingungen?
Der EU GMP Annex 1, der sich speziell mit der Herstellung steriler Arzneimittel befasst, stellt besonders hohe Anforderungen an die Überwachung von Reinraumbedingungen. Die überarbeitete Version dieses Leitfadens betont die Bedeutung einer umfassenden Kontaminationskontrollstrategie, wobei die kontinuierliche Überwachung aller kritischen Parameter ein zentraler Bestandteil ist. Annex 1 fordert explizit, dass in Reinräumen der Klasse A (entspricht ISO 5) eine kontinuierliche Partikelüberwachung während des gesamten kritischen Prozesses erfolgen muss, einschließlich der Anlagenaufbauphase.
Q: Was versteht man unter Reinraum-Monitoring und warum ist es wichtig?
A: Unter Reinraum-Monitoring versteht man die kontinuierliche oder regelmäßige Überwachung der Umgebungsbedingungen in Reinräumen. Es ist entscheidend für die Qualität und Sicherheit von Produkten, da es die Kontrolle der Anzahl und Größe von Partikeln in der Luft, Mikroorganismen, Temperatur, Luftfeuchtigkeit und Differenzdruck ermöglicht. Ein effektives Monitoringsystem stellt sicher, dass die Reinraumbedingungen den spezifischen Anforderungen entsprechen und Abweichungen frühzeitig erkannt werden können.
Q: Welche Parameter werden bei der Überwachung der Reinraumbedingungen kontrolliert?
A: Bei der Überwachung von Reinräumen werden verschiedene Parameter kontrolliert: Partikelbelastung (mittels Partikelmessung durch Partikelzähler), mikrobiologische Kontamination (durch Probenahme von Mikroorganismen), Differenzdruck zwischen Räumen, Luftströmung, Temperatur, relative Luftfeuchtigkeit, Leckagen an HEPA-Filtern, sowie in bestimmten Fällen auch Licht, Lärm und Vibration. Die genauen Überwachungsparameter richten sich nach den spezifischen Anforderungen des jeweiligen Prozesses und den geltenden Normen wie DIN EN ISO 14644.
Q: Wie erfolgt die Qualifizierung eines Reinraums nach DIN EN ISO 14644?
A: Die Qualifizierung eines Reinraums nach DIN EN ISO 14644 umfasst mehrere Phasen: Zunächst erfolgt die Designqualifizierung (DQ), bei der die Anforderungen definiert werden. Danach folgt die Installationsqualifizierung (IQ), bei der die korrekte Installation aller Komponenten überprüft wird. In der Betriebsqualifizierung (OQ) wird die Funktionalität des Reinraums unter verschiedenen Bedingungen getestet. Schließlich wird in der Leistungsqualifizierung (PQ) der Reinraum unter realen Bedingungen geprüft. Die ISO 14644-2 definiert zudem, wie die fortlaufende Überwachung gemäß den festgelegten Spezifikationen erfolgen muss.
Q: Welche Rolle spielen Partikelzähler bei der Reinraumüberwachung?
A: Partikelzähler sind essentielle Instrumente beim Reinraum-Monitoring. Sie ermöglichen die präzise Messung von luftgetragenen Partikeln verschiedener Größenklassen. Diese Geräte saugen ein definiertes Luftvolumen an und analysieren die darin enthaltenen Partikel nach Anzahl und Größe. Die Messergebnisse liefern wichtige Daten zur Einhaltung der festgelegten Reinheitsklassen gemäß DIN EN ISO 14644 oder GMP-Richtlinien. Partikelzähler müssen regelmäßig kalibriert werden, um verlässliche Messergebnisse zu garantieren und sind ein zentraler Bestandteil jedes Monitoringsystems in Reinräumen.
Q: Wie unterscheidet sich die Überwachung in aseptischen Reinräumen von anderen Reinraumumgebungen?
A: Die Überwachung in aseptischen Reinräumen ist besonders streng, da hier mit sterilen Produkten gearbeitet wird. Im Vergleich zu anderen Reinräumen liegt der Fokus verstärkt auf der mikrobiologischen Überwachung, einschließlich der Kontrolle von Mikroorganismen in Luft, auf Oberflächen und an Personal. Es gelten höhere Anforderungen an die Partikelmessung und Differenzdruckkontrolle. Zudem wird in aseptischen Bereichen häufig ein kontinuierliches Monitoring anstelle punktueller Messungen durchgeführt. Die Einhaltung der GMP-Anforderungen (Gute Herstellungspraxis) ist besonders kritisch, und die Dokumentation muss lückenlos erfolgen, um die Produktsicherheit zu gewährleisten.
Q: Welche regulatorischen Anforderungen müssen bei der Überwachung von Reinräumen im GMP-Umfeld beachtet werden?
A: Im GMP-Umfeld (Gute Herstellungspraxis) müssen bei der Überwachung von Reinräumen verschiedene regulatorische Anforderungen beachtet werden. Hierzu zählen die EU-GMP-Leitfäden (besonders Anhang 1 für sterile Produkte), die FDA-Anforderungen in den USA, sowie internationale Normen wie DIN EN ISO 14644. Diese Regularien definieren die Grenzwerte für Partikel und Mikroorganismen, legen Überwachungsfrequenzen fest und bestimmen, welche Dokumentation erforderlich ist. Ein wesentlicher Aspekt ist auch die Validierung der Monitoringsysteme sowie die Schulung des Personals, um die Einhaltung der vorgeschriebenen Verfahren zu gewährleisten.
Q: Wie oft sollten Reinräume überwacht werden und welche Faktoren beeinflussen die Überwachungsfrequenz?
A: Die Überwachungsfrequenz von Reinräumen wird durch mehrere Faktoren bestimmt. Nach ISO 14644-2 hängt sie primär von der Reinraumklasse ab: Je kritischer die Klasse, desto häufiger sind Kontrollen nötig. In hochkritischen Bereichen (z.B. Klasse A/B oder ISO 5 und besser) erfolgt oft ein kontinuierliches Monitoring, während in weniger kritischen Bereichen (ISO 7-8) monatliche oder vierteljährliche Kontrollen ausreichen können. Weitere Einflussfaktoren sind Produktrisiko, regulatorische Anforderungen, Produktionsprozesse, historische Daten und signifikante Änderungen an Anlagen oder Prozessen. Im GMP-Umfeld sind die Überwachungsintervalle strenger definiert und müssen strikt eingehalten werden.
Q: Welche modernen Technologien werden für das Reinraum-Monitoring eingesetzt?
A: Moderne Reinraum-Monitoringsysteme nutzen zunehmend digitale und automatisierte Technologien. Dazu gehören drahtlose Sensornetzwerke für Echtzeit-Überwachung von Partikeln, Differenzdruck und Umgebungsparametern. Cloudbasierte Monitoringsysteme ermöglichen den Fernzugriff auf Daten und automatische Alarmierung bei Grenzwertüberschreitungen. Künstliche Intelligenz und Machine Learning helfen, Trends zu erkennen und vorbeugende Maßnahmen zu treffen. Rapid-Mikrobiologie-Methoden verkürzen die Nachweiszeit von Mikroorganismen erheblich. Zudem werden RFID-Technologien zur Personenverfolgung und -kontrolle sowie digitale Zwillinge zur Simulation und Optimierung von Luftströmungen eingesetzt. All diese Technologien verbessern die Effizienz des Monitorings bei gleichzeitiger Reduzierung menschlicher Fehler.
Q: Wie sollte auf Abweichungen bei der Überwachung der Reinraumbedingungen reagiert werden?
A: Bei Abweichungen der Reinraumbedingungen ist ein strukturiertes Vorgehen erforderlich. Zunächst sollte die Abweichung dokumentiert und klassifiziert werden. Kritische Abweichungen erfordern sofortige Maßnahmen wie Produktionsstopp oder Quarantäne betroffener Produkte. Es folgt eine gründliche Ursachenanalyse (Root Cause Analysis), bei der alle möglichen Faktoren wie technische Defekte, Prozessprobleme oder menschliches Versagen untersucht werden. Basierend auf dieser Analyse werden Korrektur- und Präventivmaßnahmen (CAPA) definiert und umgesetzt. Die Wirksamkeit dieser Maßnahmen muss anschließend verifiziert werden. Besonders im GMP-Umfeld ist eine vollständige Dokumentation des gesamten Abweichungsmanagements unerlässlich, einschließlich einer Bewertung der Auswirkungen auf die Produktqualität.
Vollständige Qualifizierung und Validierung von Autoklaven: Prozesse für sichere Dampfsterilisation
Die Qualifizierung und Validierung von Autoklaven ist ein fundamentaler Prozess, der die Sicherheit und Wirksamkeit von Sterilisationsverfahren in verschiedenen Branchen gewährleistet. In medizinischen Einrichtungen, Laboren und der pharmazeutischen Industrie spielt die korrekte Durchführung der Dampfsterilisation eine entscheidende Rolle bei der Infektionsprävention. Dieser Artikel bietet einen umfassenden Überblick über die notwendigen Schritte zur Qualifizierung eines Autoklavs und die Validierung des Sterilisationsprozesses gemäß aktueller Normen und Richtlinien.
Was bedeutet Qualifizierung und Validierung von Autoklaven?
Die Qualifizierung und Validierung von Autoklaven beschreibt einen systematischen Prozess, der sicherstellt, dass ein Sterilisator seinen vorgesehenen Zweck zuverlässig erfüllt und konsistent sterile Produkte liefert. Während die Qualifizierung eines Autoklavs sich auf die Überprüfung der Geräteeigenschaften bezieht, konzentriert sich die Validierung auf den gesamten Sterilisationsprozess unter realen Bedingungen. Dieser umfassende Ansatz stellt sicher, dass der Autoklav nicht nur technisch einwandfrei funktioniert, sondern auch in der täglichen Anwendung zuverlässig sterile Ergebnisse liefert. Die Qualifizierung eines Autoklavs umfasst typischerweise vier Hauptphasen: die Design-Qualifizierung (DQ), Installationsqualifizierung (IQ), Funktionsqualifizierung (OQ) und Leistungsqualifizierung (PQ). Jede dieser Phasen erfüllt spezifische Anforderungen und trägt zur Gesamtsicherheit des Sterilisationsprozesses bei.
Unterschied zwischen Qualifizierung und Validierung im Kontext der Sterilisation
Obwohl die Begriffe Qualifizierung und Validierung oft synonym verwendet werden, bestehen wichtige Unterschiede in ihrer Anwendung bei Autoklaven. Die Qualifizierung bezieht sich primär auf die Prüfung und Dokumentation der Eignung des Sterilisators selbst – also des Autoklavs als Gerät. Sie umfasst eine Reihe von Tests, die bestätigen, dass der Autoklav gemäß den Spezifikationen konstruiert, installiert und betrieben wird. Die Validierung hingegen betrachtet den gesamten Sterilisationsprozess, einschließlich aller Variablen wie Beladungsmuster, Verpackungsmaterialien und Zyklusparameter. Bei der Validierung von Autoklaven wird nachgewiesen, dass der Prozess wiederholt und zuverlässig sterile Produkte liefert. Diese Unterscheidung ist wichtig, da ein qualifizierter Autoklav nicht automatisch einen validierten Sterilisationsprozess garantiert. Die Validierung berücksichtigt die spezifischen Anwendungsbedingungen und stellt sicher, dass der Sterilisationsprozess konsistente Ergebnisse liefert, unabhängig von normalen Schwankungen in der täglichen Praxis.
Warum ist die Validierung von Autoklaven gesetzlich vorgeschrieben?
Die Validierung von Autoklaven ist in vielen Ländern gesetzlich vorgeschrieben, um die öffentliche Gesundheit zu schützen und eine hohe Qualität in der medizinischen Versorgung sicherzustellen. In medizinischen Einrichtungen, pharmazeutischen Betrieben und Laboren muss die Dampfsterilisation zuverlässig durchgeführt werden, um das Risiko von Infektionen zu minimieren. Die gesetzlichen Anforderungen zur Validierung und Qualifizierung von Autoklaven basieren auf der Erkenntnis, dass unzureichend sterilisierte Instrumente oder Produkte schwerwiegende Folgen haben können. Regulatorische Behörden verlangen daher eine dokumentierte Qualifizierung des Autoklavs sowie eine regelmäßige Überprüfung des Sterilisationsprozesses. Diese Vorschriften dienen nicht nur dem Schutz der Patienten, sondern bieten auch den Betreibern Rechtssicherheit. Die Einhaltung dieser Anforderungen ist besonders wichtig in Bereichen, wo sterile Bedingungen kritisch sind, wie bei chirurgischen Eingriffen, in der Herstellung pharmazeutischer Produkte oder bei Laborarbeiten mit potenziell pathogenen Organismen. Die sorgfältige Dokumentation der Qualifizierung und Validierung dient dabei als Nachweis, dass alle notwendigen Maßnahmen zur Gewährleistung der Sterilität ergriffen wurden.
Welche Normen und Richtlinien regeln die Qualifizierung von Autoklaven?
Die Qualifizierung von Autoklaven wird durch verschiedene internationale Normen und Richtlinien geregelt, die detaillierte Anforderungen für den Validierungsprozess festlegen. Zu den wichtigsten zählt die ISO 17665, die spezifische Vorgaben für die Entwicklung, Validierung und Routinekontrolle von Dampfsterilisationsprozessen enthält. Diese internationale Norm bildet die Grundlage für die Validierung von Autoklaven in vielen Ländern. Ergänzend dazu definiert die EN 285 detaillierte Anforderungen für Großsterilisatoren in medizinischen Einrichtungen. Diese europäische Norm spezifiziert die technischen und funktionalen Eigenschaften, die ein Autoklav erfüllen muss, sowie die Prüfmethoden zur Verifizierung dieser Eigenschaften. Für kleinere Dampfsterilisatoren, wie Autoklaven der Klasse B, gelten zusätzlich die Anforderungen der EN 13060. Diese Normen und Richtlinien werden regelmäßig aktualisiert, um den neuesten wissenschaftlichen Erkenntnissen und technologischen Entwicklungen Rechnung zu tragen. Betreiber von Autoklaven müssen daher sicherstellen, dass ihre Qualifizierungs- und Validierungsprozesse stets den aktuellen Versionen dieser Normen entsprechen. Die konsequente Anwendung dieser Normen sichert nicht nur die Konformität mit gesetzlichen Anforderungen, sondern auch die Zuverlässigkeit und Sicherheit des Sterilisationsprozesses.
Wie läuft der vollständige Qualifizierungsprozess eines Autoklaven ab?
Der vollständige Qualifizierungsprozess eines Autoklaven folgt einem strukturierten Ansatz, der aus mehreren aufeinander aufbauenden Phasen besteht. Diese systematische Vorgehensweise gewährleistet, dass alle Aspekte des Sterilisators und des Sterilisationsprozesses gründlich geprüft werden. Der Prozess beginnt mit der Design-Qualifizierung (DQ), bei der die Anforderungen an den Autoklav definiert und dokumentiert werden. Dies bildet die Grundlage für die Auswahl eines geeigneten Sterilisators. Nach der Lieferung und Installation des Autoklavs folgt die Installationsqualifizierung (IQ), die sicherstellt, dass das Gerät korrekt installiert wurde und alle notwendigen Versorgungsanschlüsse den Spezifikationen entsprechen. Die nachfolgende Funktionsqualifizierung (OQ) überprüft die Funktionalität des Autoklaven unter verschiedenen Betriebsbedingungen und stellt sicher, dass alle Parameter innerhalb der festgelegten Grenzen liegen. Den Abschluss bildet die Leistungsqualifizierung (PQ), bei der der Sterilisationsprozess mit realen oder simulierten Produktbeladungen validiert wird. Diese umfassende Qualifizierung ist ein kontinuierlicher Prozess, der nicht mit der erstmaligen Validierung endet, sondern regelmäßige Überprüfungen und gegebenenfalls Revalidierungen erfordert, um die dauerhafte Einhaltung der Sterilisationsparameter zu gewährleisten.
Was umfasst die Design-Qualifizierung (DQ) bei Autoklaven?
Die Design-Qualifizierung (DQ) ist der erste Schritt im Qualifizierungsprozess eines Autoklaven und legt den Grundstein für alle weiteren Qualifizierungsphasen. In dieser Phase werden die Anforderungen an den Autoklav definiert und dokumentiert, typischerweise in Form einer User Requirement Specification (URS). Diese Spezifikation umfasst detaillierte Angaben zu den benötigten Funktionen, der gewünschten Leistung, den Sicherheitsmerkmalen und anderen kritischen Parametern des Sterilisators. Bei der Design-Qualifizierung wird überprüft, ob das ausgewählte Modell des Autoklavs diesen Anforderungen entspricht und ob der Hersteller die notwendigen Qualitätsstandards erfüllt. Während dieser Phase werden auch regulatorische Anforderungen berücksichtigt, um sicherzustellen, dass der Autoklav den geltenden Normen und Richtlinien entspricht. Die DQ umfasst zudem eine Bewertung der Steuerung des Autoklavs, die eine präzise Kontrolle und Dokumentation des Sterilisationsprozesses ermöglichen muss. Eine gründliche Design-Qualifizierung hilft, potenzielle Probleme frühzeitig zu identifizieren und minimiert das Risiko kostspieliger Anpassungen in späteren Phasen der Qualifizierung. Die in der DQ erstellte Dokumentation dient als Referenz für die nachfolgenden Qualifizierungsschritte und ist ein wichtiger Bestandteil des gesamten Qualifizierungsdossiers.
Welche Schritte gehören zur Installationsqualifizierung (IQ)?
Die Installationsqualifizierung (IQ) bildet den zweiten Schritt im Qualifizierungsprozess eines Autoklavs und wird durchgeführt, nachdem der Sterilisator geliefert und installiert wurde. Diese Phase umfasst eine gründliche Überprüfung und Dokumentation aller Aspekte der physischen Installation des Autoklaven. Zunächst wird verifiziert, ob der gelieferte Autoklav den in der Design-Qualifizierung festgelegten Spezifikationen entspricht und ob alle bestellten Komponenten und Zubehörteile vollständig und unbeschädigt sind. Ein wesentlicher Teil der IQ ist die Prüfung der Versorgungsanschlüsse wie Strom, Wasser und Dampf, um sicherzustellen, dass diese den vom Hersteller vorgegebenen Spezifikationen entsprechen. Auch die Überprüfung der Raumparameter, in dem der Autoklav installiert wird, gehört zur IQ. Dazu zählen Faktoren wie Temperatur, Luftfeuchtigkeit, Belüftung und verfügbarer Platz für Wartungsarbeiten. Die IQ umfasst außerdem die Verifikation, dass alle Sensoren des Autoklavs korrekt installiert sind und eine initiale Kalibrierungsüberprüfung dieser Messgeräte. Die Dokumentation der IQ beinhaltet detaillierte Checklisten, Fotos der Installation, Kopien der Herstellerzertifikate und Nachweise über die Qualifikation des Installationspersonals. Eine sorgfältig durchgeführte Installationsqualifizierung bildet die Basis für die nachfolgenden OQ- und PQ-Phasen und trägt wesentlich zur Zuverlässigkeit des Sterilisationsprozesses bei.
Wie wird die Funktionsqualifizierung (OQ) durchgeführt?
Die Funktionsqualifizierung (OQ) ist die dritte Phase im Qualifizierungsprozess eines Autoklaven und folgt auf die erfolgreich abgeschlossene Installationsqualifizierung. In dieser entscheidenden Phase wird überprüft, ob der Autoklav unter verschiedenen Betriebsbedingungen wie vorgesehen funktioniert und ob alle Steuerungssysteme und Alarmfunktionen korrekt arbeiten. Die OQ umfasst eine Reihe von Testläufen mit leerer Kammer, bei denen verschiedene Sterilisationsprogramme und -parameter systematisch getestet werden. Dabei werden Faktoren wie Temperatur, Druck, Zeit und Dampfqualität im gesamten Sterilisationsraum gemessen und dokumentiert. Ein wichtiger Aspekt der Funktionsqualifizierung ist die Prüfung der Steuerung des Autoklavs. Hierbei wird verifiziert, dass die Steuerungssoftware korrekt arbeitet, alle Anzeigen richtig funktionieren und die programmierten Zyklen präzise ausgeführt werden. Die OQ beinhaltet auch Worst-Case-Tests, bei denen der Autoklav unter extremen, aber noch zulässigen Bedingungen betrieben wird, um die Robustheit des Systems zu bestätigen. Zudem werden Sicherheitsfunktionen wie Überdruckventile, Türverriegelungen und Notabschaltungen getestet, um sicherzustellen, dass der Autoklav bei Störungen sicher reagiert. Die in der OQ erhobenen Daten werden sorgfältig dokumentiert und mit den in der Design-Qualifizierung festgelegten Spezifikationen verglichen. Abweichungen werden analysiert und, falls erforderlich, Korrekturmaßnahmen eingeleitet. Eine erfolgreich durchgeführte Funktionsqualifizierung bestätigt, dass der Autoklav technisch einwandfrei funktioniert und bereit für die abschließende Leistungsqualifizierung ist.
Was sind die wichtigsten Aspekte der Leistungsqualifizierung (PQ) bei Autoklaven?
Die Leistungsqualifizierung (PQ), auch als Performance Qualifizierung bezeichnet, ist die vierte und entscheidende Phase im Qualifizierungsprozess eines Autoklaven. Anders als die vorherigen Phasen konzentriert sich die PQ darauf, die tatsächliche Leistung des Sterilisationsprozesses unter realen Betriebsbedingungen zu verifizieren.
Q: Was ist Dampfsterilisation und wie funktioniert ein Autoklav?
A: Die Dampfsterilisation ist ein thermisches Verfahren zur Abtötung von Mikroorganismen durch gesättigten Wasserdampf unter Druck. Ein Autoklav ist ein Sterilisator, der diesen Prozess durchführt, indem er Druck und Temperatur (typischerweise 121°C bei 2 bar oder 134°C bei 3 bar) kontrolliert, um einen definierten Sterility Assurance Level (SAL) zu erreichen. Die Wirksamkeit basiert auf der Kombination von Hitze, Feuchtigkeit und Druck, die Proteine denaturieren und Zellstrukturen von Mikroorganismen zerstören. Gemäß DIN EN 285 müssen Autoklaven für Medizinprodukte bestimmte Geräteanforderungen erfüllen.
Q: Warum ist die Validierung und Qualifizierung von Autoklaven notwendig?
A: Die Validierung und Qualifizierung von Autoklaven ist essenziell, um sicherzustellen, dass der Sterilisationsprozess zuverlässig und reproduzierbar durchgeführt wird. Sie gewährleistet, dass der Autoklav korrekt funktioniert und die Sterilisationsparameter (Druck und Temperatur) in allen Bereichen der Kammer und bei allen Beladungsmustern konsistent erreicht werden. Dies ist besonders wichtig für Medizinprodukte, wo die Patientensicherheit von sterilen Instrumenten abhängt. Die Validierung des gesamten Sterilisationsprozesses erfolgt nach internationalen Standards wie DIN EN ISO 17665 und umfasst verschiedene Qualifizierungsphasen (IQ, OQ und PQ).
Q: Wie läuft die Qualifizierung eines Autoklavs ab?
A: Die Qualifizierung eines Autoklavs erfolgt in mehreren Phasen: Zunächst wird die Installationsqualifizierung (IQ) durchgeführt, bei der die korrekte Installation und Dokumentation überprüft wird. Danach folgt die Betriebsqualifizierung (OQ), die sicherstellt, dass das Gerät innerhalb der spezifizierten Parameter arbeitet, einschließlich Kalibrierung von Sensoren. Die Performance Qualifizierung (PQ) testet die Leistung unter realen Bedingungen mit typischen Beladungsmustern. Nach den Erstvalidierungen sind periodische Qualifizierung und Validierung in festgelegten Intervallen notwendig, um die kontinuierliche Leistungsfähigkeit zu gewährleisten. Der gesamte Prozess muss gemäß Richtlinien und Normen wie EN 285 und ISO 17665 dokumentiert werden.
Q: Welche Rolle spielen Bioindikatoren bei der Prozessvalidierung?
A: Bioindikatoren sind ein wesentlicher Bestandteil der Prozessvalidierung von Autoklaven. Sie enthalten speziell resistente Mikroorganismen, typischerweise Bacillus stearothermophilus, die als biologische Herausforderung für den Sterilisationsprozess dienen. Wenn diese schwer zu tötenden Organismen eliminiert werden, kann davon ausgegangen werden, dass auch andere Mikroorganismen abgetötet wurden. Bioindikatoren werden an kritischen, schwer zugänglichen Stellen innerhalb der Beladung platziert, um zu verifizieren, dass der Sterilisationsprozess an allen Stellen wirksam ist. Sie ergänzen die physikalischen Messungen von Druck und Temperatur und sind ein zentraler Bestandteil der Validierung der Dampfsterilisation gemäß internationalen Standards.
Q: Welche Standards und Normen gelten für die Validierung von Autoklaven?
A: Für die Validierung von Autoklaven gelten mehrere internationale Standards und Normen. Zu den wichtigsten zählen die DIN EN 285, die spezifische Anforderungen an Groß-Dampfsterilisatoren definiert, und die DIN EN ISO 17665, die Anforderungen an die Dampfsterilisation und deren Validierung festlegt. Weitere relevante Normen sind ISO 11134 für die Sterilisation von Gesundheitsprodukten und ISO 14937 für allgemeine Anforderungen an die Sterilisation. Diese Standards definieren die Anforderungen an die Dampfsterilisation, die Validierungsmethodik, Akzeptanzkriterien und die notwendige Dokumentation. Sie legen auch fest, wie die Validierung und Routineüberwachung zu erfolgen hat, um die Sterilisationssicherheit zu gewährleisten.
Q: Wie oft sollte die Validierung und Qualifizierung von Autoklaven durchgeführt werden?
A: Die Validierung von thermischen Sterilisationsprozessen sollte nach einem festgelegten Zeitplan erfolgen. Nach der Erstvalidierung wird empfohlen, eine Revalidierung jährlich durchzuführen oder wenn signifikante Änderungen am Autoklaven oder Prozess vorgenommen wurden. Zu diesen Änderungen gehören Reparaturen, Umzüge, Modifikationen an der Beladungskonfiguration oder Änderungen der Sterilisationsparameter. Zusätzlich sollten regelmäßige Routineprüfungen gemäß den Herstellervorgaben und Normen erfolgen, sowie eine regelmäßige Kalibrierung der Messgeräte für Druck und Temperatur. Die genauen Intervalle können je nach regulatorischen Anforderungen, Anwendungsbereich und Risikobewertung variieren.
Q: Welche Dokumentation ist bei der Qualifizierung von Autoklaven erforderlich?
A: Die Dokumentation ist ein kritischer Aspekt der Qualifizierung eines Autoklavs. Sie umfasst einen Validierungsplan, Validierungsprotokolle für IQ, OQ und PQ, Kalibrierungszertifikate für Messgeräte, Testergebnisse einschließlich physikalischer Parameter und Bioindikatortests, Beladungsmuster-Dokumentation, Analysen von Abweichungen und Korrekturmaßnahmen sowie einen abschließenden Validierungsbericht. Alle Dokumente müssen datiert, überprüft und von autorisierten Personen genehmigt sein. Die Dokumentation dient als Nachweis, dass der Autoklav validiert wurde und den Anforderungen entspricht, und ist bei Audits oder behördlichen Inspektionen vorzulegen. Eine lückenlose Dokumentation ist gemäß Richtlinien und Normen für die Validierung und Qualifizierung von Autoklaven unerlässlich.
Q: Wo kann man Hilfe bei der Qualifizierung und Validierung von Autoklaven bekommen?
A: Hilfe bei der Qualifizierung Ihres Autoklaven können Sie von verschiedenen Quellen erhalten. Spezialisierte Validierungsdienstleister bieten komplette Servicepakete für die Qualifizierung Ihrer Anlagen an. Die Hersteller von Autoklaven stellen häufig eigene Validierungsdienste oder technischen Support zur Verfügung. Beratungsunternehmen mit Expertise im Bereich der Sterilisation können bei der Entwicklung von Validierungsplänen und -protokollen helfen. Auch Schulungen und Workshops zum Thema Validierung werden von verschiedenen Anbietern durchgeführt. Für die Prüfung oder Validierung von Autoklaven sollten Sie sicherstellen, dass die beauftragten Dienstleister über nachweisbare Erfahrung und Qualifikation verfügen und mit den aktuellen Standards vertraut sind.
Q: Welche typischen Probleme können bei der Validierung von Autoklaven auftreten?
A: Bei der Validierung von Autoklaven können verschiedene Probleme auftreten: Ungleichmäßige Dampfverteilung in der Kammer, besonders bei komplexen Beladungsmustern, kann zu „kalten Stellen“ führen. Lufteinschlüsse in der Beladung können die Dampfpenetration behindern. Unzureichende Entlüftung vor der Sterilisationsphase kann die Effektivität verringern. Probleme mit der Kalibrierung von Temperatur- und Drucksensoren führen zu falschen Messwerten. Fehlerhafte Dichtungen oder Ventile können zu Druckverlusten führen. Kondensatbildung während des Prozesses kann die Trocknung der Produkte beeinträchtigen. Die meisten dieser Probleme können durch sorgfältige Planung der Beladung, regelmäßige Wartung, Kalibrierung und Anwendung standardisierter Validierungsmethoden verhindert werden.
Q: Was ist der Unterschied zwischen Validierung und Routineüberwachung von Sterilisationsprozessen?
A: Die Validierung und Routineüberwachung von Sterilisationsprozessen unterscheiden sich grundlegend: Die Validierung ist ein umfassender, dokumentierter Nachweis, dass der Autoklav und der Prozess konsistent die festgelegten Anforderungen erfüllen können. Sie wird einmalig bei Installation und nach signifikanten Änderungen durchgeführt und umfasst IQ, OQ und PQ. Die Routineüberwachung hingegen ist ein kontinuierlicher Prozess zur Überprüfung, dass der validierte Zustand im täglichen Betrieb aufrechterhalten wird. Sie beinhaltet regelmäßige Kontrollen wie Bowie-Dick-Tests, Prozessindikatoren, periodische Tests mit Bioindikatoren und die Überprüfung von Prozessparametern. Beide Elemente sind notwendig, um sicherzustellen, dass der Sterility Assurance Level kontinuierlich erreicht wird und die Anforderungen an die Dampfsterilisation erfüllt werden.
Vorfilter in der Lebensmittelindustrie: Effiziente Filtration für hochwertige Lebensmittelverarbeitung
In der modernen Lebensmittel- und Getränkeindustrie spielen Vorfilter eine entscheidende Rolle für die Gewährleistung von Produktqualität und Prozesssicherheit. Als erste Verteidigungslinie gegen Verunreinigungen bilden sie das Fundament effizienter Filtrationssysteme. Die Vorfiltration entfernt größere Partikel, schützt nachgeschaltete Anlagen und optimiert die gesamte Produktion. Dieser Artikel beleuchtet die vielfältigen Aspekte von Vorfiltern in der Lebensmittelverarbeitung und zeigt, warum sie für industrielle Anwendungen unverzichtbar sind.
Welche Bedeutung haben Vorfilter für die Lebensmittelindustrie?
Vorfilter nehmen in der Lebensmittelindustrie eine zentrale Position ein, da sie die Basis für hygienische und effiziente Produktionsprozesse bilden. In der Verarbeitung von Lebensmitteln müssen strenge Hygieneanforderungen eingehalten werden, um die Sicherheit und Qualität der Endprodukte zu gewährleisten. Vorfilter fungieren dabei als erste Barriere gegen unerwünschte Verunreinigungen und reduzieren die Belastung nachgeschalteter Filtrationsstufen erheblich. Die industrielle Lebensmittelproduktion ist auf zuverlässige Filtrationssysteme angewiesen, um eine gleichbleibend hohe Produktqualität zu sichern. Besonders in flüssigkeitsbasierten Prozessen, wie sie in der Getränkeindustrie üblich sind, spielen robuste Vorfilter eine unersetzliche Rolle bei der Entfernung von größeren Partikeln, die später Probleme verursachen könnten.
Wie schützen Vorfilter nachfolgende Filtrationssysteme?
Vorfilter erfüllen eine wesentliche Schutzfunktion für die nachgeschalteten, oft kostspieligeren Filtrationssysteme. Die primäre Aufgabe der Vorfiltration besteht darin, gröbere Partikel abzufangen, bevor sie feinere Filter erreichen können. Dieser Schutz ist besonders wichtig für spezialisierte Filterelemente wie Membranfilter, die auf die Entfernung sehr kleiner Partikel (oft im Bereich von wenigen µm) ausgelegt sind. Ohne adäquate Vorfiltration würden diese hochwertigen Filterkomponenten schnell verstopfen und müssten häufiger gewechselt werden, was zu erhöhten Betriebskosten und Produktionsunterbrechungen führen würde. In der Lebensmittel- und Getränkeindustrie, wo kontinuierliche Prozesse die Norm sind, bedeutet jede Unterbrechung finanzielle Einbußen. Daher ist die korrekte Auslegung von Vorfiltern mit optimaler Porengröße und Filterfläche entscheidend, um eine effiziente und wirtschaftliche Filtrationskette zu gewährleisten.
Welche Vorteile bietet eine mehrstufige Filtration in der Lebensmittelverarbeitung?
Eine mehrstufige Filtration, bei der Vorfilter als erste Stufe fungieren, bietet zahlreiche Vorteile für die Lebensmittelverarbeitung. Diese kaskadenartige Anordnung verschiedener Filtersysteme ermöglicht eine schrittweise Reduzierung der Partikelgröße, was zu einem deutlich effizienteren Gesamtprozess führt. Bei einer gut konzipierten mehrstufigen Filtration werden zunächst robuste Vorfilter mit größeren Porengrößen eingesetzt, um gröbere Verunreinigungen zu entfernen. Diese schützen nachfolgende Filterstufen mit feineren Porenstrukturen, die auf spezifischere Anforderungen ausgerichtet sind. Hersteller von Lebensmitteln profitieren von einer verlängerten Standzeit der einzelnen Filterelemente, was die Wartungskosten erheblich senkt. Zudem verbessert die mehrstufige Filtration die Produktkonsistenz, da Verunreinigungen systematisch aus dem Prozess entfernt werden. Besonders in der industriellen Produktion von Getränken oder flüssigen Lebensmitteln, wo höchste Reinheitsgrade gefordert sind, hat sich die mehrstufige Filtration mit leistungsfähigen Vorfiltersystemen als Standard etabliert.
Warum ist die Vorfiltration ein kritischer Prozessschritt?
Die Vorfiltration stellt einen kritischen Prozessschritt dar, weil sie maßgeblich über Effizienz und Wirtschaftlichkeit der gesamten Produktionslinie entscheidet. In der Lebensmittelindustrie, wo sowohl strenge Hygienevorschriften als auch ökonomische Zwänge herrschen, bildet die Vorfiltration das Fundament für eine optimale Prozessgestaltung. Ohne zuverlässige Vorfilter würden nachfolgende Filtrationsstufen übermäßig belastet, was zu häufigeren Filterreinigungen oder -wechseln führt und die Produktionseffizienz mindert. Besonders sensible Verarbeitungsprozesse, die eine Sterilisierung erfordern, sind auf eine effektive Vorfiltration angewiesen, um Kontaminationsrisiken zu minimieren. Die sorgfältige Auslegung der Vorfiltration unter Berücksichtigung produktspezifischer Anforderungen ist daher unerlässlich. Moderne Filter für die Lebensmittelindustrie werden speziell konstruiert, um sowohl hohe Durchflussraten als auch zuverlässige Partikelabscheidung zu gewährleisten. Die richtige Kombination aus Filtermedium, Porengröße und Filterfläche in der Vorfiltration kann den Unterschied zwischen einem profitablen und einem problembehafteten Produktionsprozess ausmachen.
Welche Arten von Vorfiltern werden in der Lebensmittelverarbeitung eingesetzt?
In der Lebensmittelverarbeitung kommen verschiedene Arten von Vorfiltern zum Einsatz, die je nach Anwendung und spezifischen Anforderungen ausgewählt werden. Die Industrie nutzt eine breite Palette von Filtersystemen, die sich in Konstruktion, Materialien und Filterleistung unterscheiden. Besonders verbreitet sind Beutelfilter, Kerzenfilter und Scheibenfilter, die in unterschiedlichen Produktionsprozessen ihre Stärken ausspielen. Die Auswahl des optimalen Vorfilters hängt stark von der Art der zu verarbeitenden Lebensmittel, den zu entfernenden Verunreinigungen und den prozessspezifischen Parametern ab. Moderne Vorfiltersysteme für die Lebensmittelindustrie sind zunehmend auf hohe Effizienz, einfache Reinigung und robuste Konstruktion ausgelegt. Besonders Filtermedien aus lebensmittelechten Materialien wie speziellen Kunststoffen oder Edelstahl haben sich durchgesetzt, da sie sowohl die strengen Hygieneanforderungen erfüllen als auch eine zuverlässige Filtration gewährleisten.
Was sind die Unterschiede zwischen Beutel-, Kerzen- und Scheibenfiltern?
Die in der Lebensmittelindustrie eingesetzten Vorfilter unterscheiden sich grundlegend in ihrer Konstruktion und Funktionsweise. Beutelfilter bestehen aus textilen Filterbeuteln, die in einem stabilen Gehäuse installiert werden und sich durch ihre einfache Handhabung und kostengünstige Ersatzelemente auszeichnen. Sie sind ideal für Anwendungen mit hohem Schmutzaufkommen, da sie große Mengen an Partikeln aufnehmen können. Kerzenfilter hingegen verwenden zylindrische Filterpatronen, die typischerweise aus Polypropylen, Aktivkohle oder Edelstahlgewebe hergestellt werden. Diese robust konstruierten Filter bieten eine größere Filterfläche bei kompakteren Abmessungen und eignen sich besonders für Anwendungen, bei denen eine feinere Filtration erforderlich ist. Scheibenfilter wiederum bestehen aus gestapelten Filterscheiben, die eine sehr präzise Filtration ermöglichen und sich durch ihre gute Reinigungsfähigkeit auszeichnen. Diese sind in der Verarbeitung von Lebensmitteln dort im Einsatz, wo häufige Produktwechsel stattfinden und eine effiziente Reinigung zwischen den Produktionsläufen notwendig ist. Die Wahl zwischen diesen Filtertypen hängt stark von den spezifischen Anforderungen des Produktionsprozesses ab, wobei Faktoren wie Durchflussrate, Partikelgröße und Reinigungshäufigkeit eine entscheidende Rolle spielen.
Welche Filtermedien eignen sich für verschiedene Lebensmittelanwendungen?
Die Auswahl geeigneter Filtermedien ist entscheidend für effiziente Filtrationsprozesse in der Lebensmittelverarbeitung. Für Anwendungen mit hohen Hygieneanforderungen haben sich Edelstahlfilter etabliert, die durch ihre robuste Konstruktion, einfache Reinigung und Sterilisierbarkeit überzeugen. Diese Filtermedien kommen besonders bei der Verarbeitung von säurehaltigen Lebensmitteln oder bei Hochtemperaturprozessen zum Einsatz. Für weniger anspruchsvolle Anwendungen bieten Kunststofffiltermedien aus Polypropylen oder Polyethylen eine kostengünstige Alternative. Diese synthetischen Materialien sind in verschiedenen µm-Werten erhältlich und ermöglichen eine präzise Anpassung an produktspezifische Anforderungen. In der Getränkeindustrie, insbesondere bei der Filtration von Fruchtsäften oder Bier, kommen häufig spezielle Filtermedien aus Zellulose oder Diatomeenerde zum Einsatz, die neben Partikeln auch Mikroorganismen zurückhalten können. Für hochreine Anwendungen, wie sie beispielsweise in der Produktion von Babynahrung gefordert werden, sind Membranfilter als Feinfilter nach entsprechender Vorfiltration unerlässlich. Jedes Filtermedium muss dabei die strengen Normen der Lebensmittelindustrie erfüllen und sollte idealerweise für den direkten Lebensmittelkontakt zertifiziert sein.
Wie werden Compact-Filter in der Getränkeindustrie eingesetzt?
Compact-Filter haben sich in der Getränkeindustrie als besonders platzsparende und effiziente Lösung für die Vorfiltration etabliert. Diese speziell konstruierten Filtersysteme zeichnen sich durch ihre kompakte Bauweise bei gleichzeitig großer Filterfläche aus, was sie ideal für beengte Produktionsumgebungen macht. In der Getränkeindustrie werden Compact-Filter häufig zur Vorfiltration von Wasser, Sirupen und Grundstoffen eingesetzt, bevor diese in den eigentlichen Produktionsprozess gelangen. Die robuste Konstruktion dieser Filter, oft aus Edelstahl oder hochwertigen Kunststoffen, erfüllt die strengen Hygieneanforderungen der Branche und ermöglicht einfache Reinigungsverfahren. Ein wesentlicher Vorteil von Compact-Filtern liegt in ihrer Modularität – sie können je nach Durchflussanforderungen leicht erweitert oder angepasst werden. Viele Hersteller bieten zudem spezielle Compact-Filter mit unterschiedlichen Filtermedien an, die auf die spezifischen Anforderungen verschiedener Getränkearten abgestimmt sind. So werden beispielsweise für kohlensäurehaltige Getränke Filtermedien verwendet, die besonders beständig gegen den Kohlensäuredruck sind, während für Fruchtsäfte Filter mit höherer Schmutzaufnahmekapazität zum Einsatz kommen. Die einfache Handhabung und der geringe Wartungsaufwand machen Compact-Filter zu einer wirtschaftlichen Lösung für die Vorfiltration in der Getränkeindustrie.
Wie wählt man den richtigen Vorfilter für spezifische Lebensmittelanwendungen aus?
Die Auswahl des richtigen Vorfilters für spezifische Lebensmittelanwendungen erfordert eine sorgfältige Analyse der Prozessbedingungen und Produktanforderungen. In der Lebensmittelindustrie müssen Filter nicht nur effizient arbeiten, sondern auch die strengen Hygieneanforderungen erfüllen. Der ideale Vorfilter wird durch mehrere Faktoren bestimmt: die Art und Konzentration der zu entfernenden Verunreinigungen, die Viskosität des Produkts, die Durchflussrate, die Betriebstemperatur und -druck sowie die Kompatibilität mit Reinigungsverfahren. Hersteller von Filtrationssystemen bieten speziell für die Lebensmittelverarbeitung optimierte Lösungen an, die auf die besonderen Herausforderungen dieser Industrie zugeschnitten sind. Bei der Auswahl sollten Lebensmittelproduzenten eng mit Filterexperten zusammenarbeiten, um eine maßgeschneiderte Lösung zu entwickeln, die sowohl technisch als auch wirtschaftlich optimal ist.
Welche µm-Werte sind für verschiedene Lebensmittelprodukte erforderlich?
Die Wahl der richtigen µm-Werte (Porengrößen) für Vorfilter ist entscheidend für die Qualität und Sicherheit von Lebensmittelprodukten. In der Lebensmittelindustrie variieren die erforderlichen Filtrationsgrade erheblich je nach Produkt und Verarbeitungsziel. Für Fruchtsäfte beispielsweise beginnt die Vorfiltration typischerweise mit 50-100 µm, um grobe Partikel zu entfernen, gefolgt von feineren Filtern mit 10-20 µm zur Entfernung kleinerer Feststoffe.
Q: Welche Arten von Vorfiltern werden in der Lebensmittelindustrie eingesetzt?
A: In der Lebensmittelindustrie werden verschiedene Vorfilter eingesetzt, darunter Beutelfilter, Kerzenfilter, Plattenfilter und Membranfilter. Diese Filter unterscheiden sich in ihrer Konstruktion, Filterfläche und Anwendung. Sie werden je nach Prozessanforderungen und zu filtrierender Flüssigkeit ausgewählt. Besonders in critical Bereichen der Lebensmittelverarbeitung müssen die Filter höchste Hygienestandards erfüllen und effizient unerwünschte Partikel abscheiden können.
Q: Welche Vorteile bieten compact Vorfilter für die Lebensmittelindustrie?
A: Compact Vorfilter bieten zahlreiche Vorteile für die Lebensmittelindustrie: Sie benötigen weniger Platz in Produktionsanlagen, sind leichter zu handhaben und zu warten. Durch ihr optimiertes Design können sie trotz kompakter Größe eine große Filterfläche bieten. Dies führt zu einer höheren Efficiency bei gleichzeitig geringerem Platzbedarf. Zudem sind sie oft Teil von automatisierten Systemen und können bei Bedarf einfach ausgetauscht werden, was Produktionsunterbrechungen minimiert.
Q: Wie tragen Vorfilter zur Erhaltung der Lebensmittelsicherheit und Hygiene bei?
A: Vorfilter spielen eine entscheidende Rolle bei der Gewährleistung sauberer Produktionsprozesse. Sie entfernen Verunreinigungen wie Bakterien, Schwebstoffe und andere Partikel aus Flüssigkeiten und Betriebsmitteln, die im Lebensmittelverarbeitungsprozess verwendet werden. Durch die Aufrechterhaltung eines hohen Reinheitsgrads verhindern sie Kontaminationen in empfindlichen Nahrungsmittelprodukten. Modern entwickelte Filterelemente bieten zudem spezielle antimikrobielle Eigenschaften, die das Bakterienwachstum hemmen und somit die Lebensmittelsicherheit erhöhen.
Q: Welche Normen und Standards müssen Vorfilter für die Lebensmittelindustrie erfüllen?
A: Vorfilter für die Lebensmittelindustrie müssen strenge internationale Standards erfüllen, darunter ISO 22000 für Lebensmittelsicherheit, FDA-Zulassungen in den USA und die europäische Verordnung (EG) Nr. 1935/2004 für Materialien, die mit Lebensmitteln in Berührung kommen. Zudem gibt es branchenspezifische Normen wie die 3-A Sanitary Standards in der Milchindustrie. Diese Standards garantieren, dass die Filtermaterialien keine schädlichen Substanzen an die Lebensmittel abgeben und den pharmazeutischen und hygienischen Anforderungen der Nahrungsmittelindustrie entsprechen.
Q: Wie oft sollten Filterelemente in der Lebensmittelverarbeitung gewechselt werden?
A: Die Wechselhäufigkeit von Filterelementen hängt von mehreren Faktoren ab: der Art der verarbeiteten Lebensmittel, dem Verschmutzungsgrad der zu filtrierenden Flüssigkeit, dem Durchsatzvolumen und der Spezifikation des Filters. Generell sollten Vorfilter gewechselt werden, wenn der Differenzdruck über dem Filter einen bestimmten Wert überschreitet, was auf eine Verstopfung hinweist. In hochsensiblen Bereichen erfolgt der Wechsel nach festen Zeitplänen, während in anderen Anwendungen die Lebensdauer durch kontinuierliches Monitoring optimiert wird. Eine regelmäßige Überprüfung der Filterleistung ist entscheidend für die Prozesssicherheit.
Q: Welche Reinigungsmethoden werden für Vorfilter in der Lebensmittelverarbeitung empfohlen?
A: Für Vorfilter in der Lebensmittelverarbeitung werden verschiedene Reinigungsmethoden angewendet, abhängig vom Filtertyp und Material. CIP (Cleaning-in-Place) Systeme sind besonders verbreitet und erlauben eine Reinigung ohne Ausbau der Filter. Dabei werden spezielle Reinigungslösungen durch das System gepumpt. Für wiederverwendbare Filter sind Ultraschallreinigung oder kontrollierte Rückspülung effektive Methoden. Einweg-Filterelemente werden hingegen nach Gebrauch ersetzt. Alle Reinigungsprozesse müssen validiert sein und den Hygienevorschriften entsprechen, um die Sauberkeit der Filter und die Sicherheit der verarbeiteten Lebensmittel zu gewährleisten.
Q: Welche speziellen Anwendungen von Vorfiltern gibt es in verschiedenen Bereichen der Lebensmittelverarbeitung?
A: Vorfilter haben vielfältige Anwendungen in der Lebensmittelverarbeitung: In der Getränkeindustrie werden sie zur Filtration von Wasser, Säften und alkoholischen Getränken eingesetzt. Bei der Milchverarbeitung filtern sie Rohmilch und Milchprodukte. In der Ölverarbeitung helfen sie bei der Raffination und Reinigung von Speiseölen und entfernen unerwünschte Partikel. Bei der Herstellung von Emulsionen sorgen sie für gleichmäßige Konsistenz. Auch bei der Filtrierung von Prozesswasser und Dampf, die mit Lebensmitteln in Kontakt kommen, spielen sie eine wichtige Rolle. In allen Anwendungen ist die Abscheidung von Verunreinigungen bei gleichzeitiger Schonung der wertvollen Inhaltsstoffe entscheidend.
Q: Worauf sollte man bei der Auswahl eines Herstellers für Lebensmittelfilter achten?
A: Bei der Auswahl eines Herstellers für Lebensmittelfilter sollten mehrere Faktoren berücksichtigt werden: Erfahrung und Spezialisierung im Bereich Lebensmittelindustrie, Zertifizierungen nach relevanten Standards (ISO, FDA), Qualität des Engineering und der verwendeten Materialien, sowie ein umfassendes Serviceangebot. Der Hersteller sollte detaillierte Spezifikationen seiner Produkte bereitstellen und bei der Auswahl der optimalen Filterlösung beraten können. Wichtig sind auch Aspekte wie Langlebigkeit der Produkte, Lieferzeiten für Ersatzteile und die Möglichkeit, maßgeschneiderte Lösungen für spezifische Anforderungen zu entwickeln. Referenzen anderer Kunden aus der Nahrungsmittelindustrie geben zusätzliche Sicherheit bei der Entscheidung.
Q: Wie wirkt sich die Filterfläche auf die Leistung von Vorfiltern in der Lebensmittelverarbeitung aus?
A: Die Filterfläche ist ein entscheidender Faktor für die Leistungsfähigkeit von Vorfiltern. Eine größere Filterfläche ermöglicht höhere Durchflussraten bei gleichem Differenzdruck und verlängert die Standzeit des Filters, da sich Verunreinigungen auf einer größeren Fläche verteilen können. Dies ist besonders wichtig bei der Verarbeitung von Flüssigkeiten mit hohem Feststoffanteil. Moderne Filter nutzen gefaltete oder plissierte Medien, um die Filterfläche zu maximieren, ohne den Platzbedarf zu erhöhen. Bei der Auswahl eines Filters sollte die Filterfläche immer in Relation zum erwarteten Durchsatz und zur Partikelbelastung der zu filtrierenden Flüssigkeit betrachtet werden, um eine optimale Efficiency und Lebensdauer zu gewährleisten.
Leitfaden zur Optimierung von Druckluftanlagen: Effizient Kosten senken
In der industriellen Fertigung und Produktion sind Druckluftanlagen unverzichtbare Energielieferanten. Jedoch verbrauchen diese Systeme oft unnötig viel Energie und verursachen hohe Betriebskosten. Eine gezielte Optimierung von Druckluftanlagen kann erhebliche Einsparungen erzielen und gleichzeitig die Effizienz steigern. Dieser Leitfaden zeigt Ihnen verschiedene Möglichkeiten zur Optimierung Ihres Druckluftsystems auf und hilft Ihnen dabei, langfristig Kosten zu senken.
Welche Möglichkeiten zur Optimierung des Druckluftsystems gibt es?
Die Optimierung eines Druckluftsystems beginnt mit einer gründlichen Analyse der bestehenden Anlage. Dabei gibt es zahlreiche Ansatzpunkte, um die Effizienz einer Druckluftanlage zu verbessern. Von der Reduzierung des Energieverbrauchs bis hin zur Optimierung des Betriebsdrucks – die Möglichkeiten zur Optimierung Ihres Druckluftsystems sind vielfältig. Eine effiziente Druckluftanlage spart Kosten in erheblichem Maße und trägt gleichzeitig zum Umweltschutz bei. Insbesondere in industriellen Anwendungen, wo Druckluft in großen Mengen benötigt wird, können selbst kleine Verbesserungen zu bedeutenden Kosteneinsparungen führen. Die systematische Herangehensweise bei der Optimierung von Druckluftsystemen beginnt meist mit der Identifikation der größten Energieverbraucher und Schwachstellen im System.
Wie kann der Energieverbrauch reduziert werden?
Der Energieverbrauch von Druckluftanlagen macht in vielen Unternehmen einen beträchtlichen Teil der Gesamtenergiekosten aus. Um die Effizienz Ihrer Druckluftanlage zu steigern und den Energieverbrauch zu reduzieren, sollten Sie mehrere Ansätze in Betracht ziehen. Die Anschaffung moderner Druckluft-Kompressoren mit VSD-Technologie (Variable Speed Drive) ist eine effektive Maßnahme, da diese ihre Leistung dem tatsächlichen Bedarf anpassen können. Diese Technologie ermöglicht es, die Drehzahl des Kompressors entsprechend dem Druckluftbedarf zu regulieren, was besonders bei schwankenden Anforderungen Energie spart. Zudem kann die Wärmerückgewinnung beim Verdichten der Luft genutzt werden, um beispielsweise Räume zu heizen oder Warmwasser zu erzeugen. Etwa 80-90% der für die Drucklufterzeugung aufgewendeten Energie wird in Wärme umgewandelt – diese nutzbar zu machen, spart zusätzliche Heizkosten. Ein weiterer wichtiger Aspekt zur Reduzierung des Energieverbrauchs ist die Überwachung und Optimierung der Druckluftqualität, da verschmutzte Filter und Leitungen zu erhöhtem Energieaufwand beim Verdichten führen können.
Welche Rolle spielen Leckagen bei der Effizienz?
Leckagen sind einer der größten Energiefresser in Druckluftsystemen und können in einigen Anlagen für bis zu 30% des gesamten Druckluftverbrauchs verantwortlich sein. Diese undichten Stellen führen zu einem permanenten Energieverlust, da der Kompressor ständig nacharbeiten muss, um den verloren gegangenen Druck auszugleichen. Die regelmäßige Überprüfung und Beseitigung von Leckagen ist daher ein zentraler Bestandteil bei der Optimierung von Druckluftanlagen. Moderne Ultraschalldetektoren können dabei helfen, auch kleinste Leckagen zu identifizieren, die mit bloßem Ohr nicht wahrnehmbar sind. Besonders anfällig für Undichtigkeiten sind Verbindungsstellen wie Verschraubungen, Ventile, Schläuche und Kupplungen. Eine systematische Dokumentation gefundener Leckagen und deren umgehende Reparatur kann die Effizienz eines Druckluftsystems erheblich steigern. In vielen Betrieben hat sich gezeigt, dass allein durch die konsequente Beseitigung von Leckagen Einsparungen von 5-10% der Energiekosten für die Drucklufterzeugung möglich sind. Zusätzlich sollten Mitarbeiter für das Thema sensibilisiert werden, um neue Leckagen frühzeitig zu melden und so zur kontinuierlichen Optimierung beizutragen.
Wie kann der Betriebsdruck optimiert werden?
Der Betriebsdruck ist ein entscheidender Faktor für die Effizienz einer Druckluftanlage. Viele Betriebe arbeiten mit einem höheren Druck als eigentlich für ihre Anwendungen notwendig wäre. Eine Reduzierung des Betriebsdrucks um nur 1 bar kann bereits zu Energieeinsparungen von etwa 6-10% führen. Bei der Optimierung des Betriebsdrucks sollte zunächst analysiert werden, welcher Mindestdruck für die verschiedenen Anwendungen tatsächlich benötigt wird. Anschließend kann der Druck des gesamten Systems entsprechend angepasst werden oder – bei unterschiedlichen Druckanforderungen – eine Aufteilung in mehrere Druckbereiche erfolgen. Hierbei können Druckregler an den einzelnen Verbrauchern oder separate Druckluft-Behälter für verschiedene Druckniveaus installiert werden. Die Reduzierung des Betriebsdrucks entlastet nicht nur den Kompressor, sondern verringert auch den Druckabfall in den Leitungen und minimiert Leckagen, da bei niedrigerem Druck weniger Luft entweicht. Moderne Steuerungssysteme ermöglichen zudem eine dynamische Anpassung des Betriebsdrucks an den aktuellen Bedarf, was die Effizienz weiter steigert und gleichzeitig die Lebensdauer der Komponenten verlängert, da diese geringeren Belastungen ausgesetzt sind.
Wie können Druckluftanlagen effizient betrieben werden?
Der effiziente Betrieb von Druckluftanlagen erfordert ein Zusammenspiel verschiedener Faktoren. Entscheidend ist nicht nur die richtige Auswahl des Kompressors, sondern auch die optimale Dimensionierung der Druckluftleitungen und ein intelligentes Steuerungssystem. Effizient betriebene Druckluftanlagen zeichnen sich durch einen geringen Energieverbrauch bei gleichzeitig hoher Verfügbarkeit der erzeugten Druckluft aus. Die Planung oder Überarbeitung einer Druckluftanlage sollte stets den gesamten Lebenszyklus der Anlage berücksichtigen, denn die Anschaffungskosten machen oft nur etwa 10-15% der Gesamtkosten aus, während die Energiekosten über die Lebensdauer mit 70-80% den Löwenanteil darstellen. Moderne Druckluftanlagen bieten zahlreiche Möglichkeiten, den Betrieb zu überwachen und zu optimieren, was langfristig zu erheblichen Kosteneinsparungen führt.
Welche Kompressortechnologien sind besonders energieeffizient?
Bei der Auswahl des richtigen Kompressors für eine energieeffiziente Druckluftanlage stehen verschiedene Technologien zur Verfügung. Schraubenkompressoren gelten allgemein als energieeffiziente Lösung für mittelgroße bis große industrielle Anwendungen mit kontinuierlichem Druckluftbedarf. Sie zeichnen sich durch eine hohe Laufruhe und geringe Wartungskosten aus. Besonders energieeffizient arbeiten öleingespritzte Schraubenkompressoren mit Drehzahlregelung (VSD-Technologie), die ihre Leistung dem tatsächlichen Bedarf anpassen können. Für kleinere Anwendungen oder bei intermittierendem Betrieb können auch moderne Kolbenkompressoren eine wirtschaftliche Alternative darstellen. Diese erzielen zwar einen höheren Wirkungsgrad bei Volllast, eignen sich jedoch weniger für den Dauerbetrieb. In Bereichen mit sehr hohen Reinheitsanforderungen kommen häufig ölfreie Kompressoren zum Einsatz, die zwar in der Anschaffung und im Betrieb teurer sind, jedoch Folgekosten für die Druckluftaufbereitung reduzieren. Eine weitere innovative Technologie sind Scrollkompressoren, die durch ihre kompakte Bauweise und geringe Vibration punkten. Bei der Optimierung von Druckluftanlagen spielt auch die richtige Dimensionierung eine wichtige Rolle: Ein überdimensionierter Kompressor arbeitet im Teillastbereich ineffizient, während ein unterdimensionierter Kompressor den Anforderungen nicht gerecht wird und schneller verschleißt.
Wie lässt sich der Druckabfall in Druckluftleitungen minimieren?
Der Druckabfall in Druckluftleitungen stellt einen erheblichen Energieverlust dar und sollte bei der Optimierung von Druckluftanlagen besonders beachtet werden. Um den Druckabfall zu minimieren, müssen die Druckluftleitungen ausreichend dimensioniert sein. Unterdimensionierte Leitungen führen zu erhöhten Strömungsgeschwindigkeiten und damit zu höheren Druckverlusten. Als Faustregel gilt, dass die Strömungsgeschwindigkeit in Hauptleitungen 6 m/s nicht überschreiten sollte. Die Verwendung von Ringleitungen anstelle von einfachen Stichleistungen kann ebenfalls zur Reduzierung des Druckabfalls beitragen, da die Druckluft von mehreren Seiten zu den Verbrauchern gelangen kann. Weiterhin sollten bei der Planung möglichst wenige Richtungsänderungen vorgesehen werden, da jeder Bogen und jede Abzweigung zusätzliche Widerstände darstellt. Auch die regelmäßige Reinigung und Wartung der Druckluftleitungen spielt eine wichtige Rolle, da Ablagerungen und Korrosion den Querschnitt verengen und die Oberflächenrauigkeit erhöhen können. Die Installation von zusätzlichen Druckluft-Behältern in der Nähe von Verbrauchern mit hohem oder stark schwankendem Bedarf kann Druckspitzen abfangen und so den Druckabfall im Gesamtsystem reduzieren. Ein weiterer wichtiger Aspekt ist die regelmäßige Überprüfung und der Austausch von Filtern und Trocknern, da verstopfte Filter den Druckabfall erheblich erhöhen können und somit die Effizienz der gesamten Druckluftanlage beeinträchtigen.
Welche Steuerungssysteme eignen sich für optimierte Druckluftsysteme?
Moderne Steuerungssysteme spielen eine zentrale Rolle bei der Optimierung von Druckluftsystemen und können die Effizienz erheblich steigern. Für Anlagen mit mehreren Kompressoren empfiehlt sich eine übergeordnete Verbundsteuerung, die den Betrieb der einzelnen Maschinen koordiniert und so für eine optimale Auslastung sorgt. Diese intelligenten Systeme entscheiden basierend auf dem aktuellen Druckluftbedarf, welche Kompressoren in welcher Reihenfolge zugeschaltet werden müssen, und minimieren dabei Leerlaufzeiten sowie häufige Ein- und Ausschaltvorgänge. Besonders effizient sind Steuerungssysteme, die mit selbstlernenden Algorithmen arbeiten und Verbrauchsmuster erkennen können, um den Betrieb vorausschauend zu optimieren. Für einzelne Kompressoren bieten Frequenzumrichter (VSD-Technologie) die Möglichkeit, die Drehzahl und damit die Luftliefermenge bedarfsgerecht zu regulieren, was besonders bei schwankendem Druckluftbedarf Energie spart. Moderne Steuerungen ermöglichen zudem eine detaillierte Überwachung und Dokumentation wichtiger Betriebsparameter wie Druck, Durchfluss, Temperatur und Energieverbrauch. Diese Daten können für die kontinuierliche Optimierung des Systems genutzt werden. Webbasierte Steuerungssysteme erlauben darüber hinaus eine Fernüberwachung und -steuerung der Druckluftanlage, was die Reaktionszeiten bei Störungen verkürzt und Serviceeinsätze effizienter gestaltet. Durch die Integration der Druckluftsteuerung in übergeordnete Energiemanagementsysteme lassen sich weitere Synergieeffekte erzielen und die Gesamtenergieeffizienz des Unternehmens steigern.
Warum ist die Wartung für die Optimierung von Druckluftanlagen wichtig?
Die regelmäßige Wartung ist ein entscheidender Faktor für die langfristige Effizienz und Zuverlässigkeit von Druckluftanlagen. Viele Betriebe unterschätzen die Bedeutung der Instandhaltung und konzentrieren sich hauptsächlich auf die Anschaffung neuer, energieeffizienter Komponenten. Dabei kann eine vernachlässigte Wartung selbst bei modernsten Anlagen zu einem erheblichen Effizienzverlust führen. Eine gut gewartete Druckluftanlage arbeitet nicht nur zuverlässiger, sondern auch wirtschaftlicher, da sie weniger Energie verbraucht und eine längere Lebensdauer aufweist. Durch regelmäßige Inspektionen können zudem Probleme frühzeitig erkannt und behoben werden, bevor sie zu kostspieligen Ausfällen oder Schäden führen.
Q: Wie kann ich meine Druckluftanlage optimieren, um Energieeffizienz zu steigern?
A: Um die Energieeffizienz Ihrer Druckluftanlage zu optimieren, sollten Sie zunächst Leckagen identifizieren und beseitigen, da diese bis zu 30% des Energieverbrauchs verursachen können. Installieren Sie eine automatisierte Steuerung, die den Betriebsdruck an den tatsächlichen Bedarf anpasst. Verwenden Sie hochwertige Rohrleitungen aus Aluminium und Edelstahl, um Druckverluste zu minimieren. Regelmäßige Wartung der Kompressoren und gezielte Maßnahmen zur Verbesserung der Gesamtanlage können die Betriebskosten senken und die Lebensdauer der Komponenten verlängern.
Q: Welcher Druckluft-Kompressor eignet sich am besten für meine Anwendung?
A: Die Wahl des richtigen Druckluft-Kompressors hängt von Ihrer spezifischen Anwendung ab. Schraubenkompressoren eignen sich für kontinuierlichen Betrieb und mittlere bis große Luftmengen. Kolbenkompressoren sind ideal für intermittierende Anwendungen mit geringerem Luftbedarf. Für Anwendungen, die ölfrei verdichtende Kompressoren benötigen, wie in der Lebensmittel- oder Pharmaindustrie, sind spezielle ölfreie Modelle verfügbar. Analysieren Sie Ihren Luftstrom-Bedarf und die Leistungsdaten verschiedener Modelle, um die wirtschaftlichste Lösung für verschiedene industrielle Anwendungen zu finden.
Q: Wie wichtig ist die Druckluftqualität für mein Druckluftsystem?
A: Die Druckluftqualität ist entscheidend für die Effizienz Ihres Druckluftsystems und die Lebensdauer der angeschlossenen Geräte. Verunreinigte Druckluft führt zu erhöhtem Verschleiß, Produktionsausfällen und höheren Wartungskosten. Je nach Anwendung sind unterschiedliche Reinheitsklassen erforderlich. Investieren Sie in geeignete Aufbereitungskomponenten wie Filter, Kältetrockner oder Adsorptionstrockner, um die für Ihre Anwendung nötige Luftqualität sicherzustellen. Besonders in sensiblen Bereichen, die absolut ölfrei verdichtete Luft benötigen, ist die Luftqualität der Schlüssel zu einer effizienten und zuverlässigen Produktion.
Q: Welche Möglichkeiten zur Optimierung Ihres Druckluftsystems gibt es bezüglich der Druckluft-Trockner?
A: Bei der Optimierung mit Druckluft-Trocknern haben Sie hauptsächlich die Wahl zwischen Kältetrocknern und Adsorptionstrocknern. Kältetrockner sind energieeffizienter und eignen sich für Anwendungen mit Drucktaupunkten bis +3°C. Adsorptionstrockner erreichen Taupunkte bis -70°C, verbrauchen jedoch mehr Energie. Wählen Sie den Trockner entsprechend Ihrer tatsächlichen Anforderungen und nicht überdimensioniert. Moderne Systeme mit Taupunktsteuerung passen ihren Energieverbrauch automatisch an, was zu erheblichen Einsparungen führt. Die richtige Dimensionierung und Wartung der Trockner ist entscheidend für optimierte Druckluftanlagen.
Q: Wie kann ich Druckverluste in meiner Druckluftanlage reduzieren?
A: Um Druckverluste zu reduzieren, sollten Sie Ihr Rohrleitungssystem optimieren. Verwenden Sie ausreichend dimensionierte Rohre und vermeiden Sie unnötige Bögen, Verzweigungen und Verengungen. Installieren Sie Ringverteilungssysteme statt sternförmiger Leitungsführung. Regelmäßige Überwachung des Betriebsdrucks und die Identifizierung von Druckabfällen helfen, Problembereiche zu erkennen. Moderne Rohrleitungssysteme aus Aluminium und Edelstahl bieten geringeren Strömungswiderstand als traditionelle Stahlrohre. Achten Sie auch auf korrekt dimensionierte und regelmäßig gewartete Filter, da verstopfte Filter erhebliche Druckverluste verursachen können.
Q: Wie kann ich mit einem Leitfaden zur Druckluftanlage Optimierung Energie sparen?
A: Ein systematischer Leitfaden zur Optimierung Ihrer Druckluftanlage sollte folgende Schritte umfassen: Beginnen Sie mit einer Bestandsaufnahme und Analyse des aktuellen Systems. Dokumentieren Sie alle Komponenten, Drucklufterzeugung, -verteilung und -verbrauch. Messen Sie den Energieverbrauch und identifizieren Sie Bereiche, die Druckluft benötigen. Ermitteln Sie Leckagen (oft 20-30% der erzeugten Druckluft) und beseitigen Sie diese. Überprüfen Sie die Dimensionierung von Kompressoren und Behältern und passen Sie diese an den tatsächlichen Bedarf an. Implementieren Sie eine intelligente Steuerung und kontinuierliche Überwachung. Dieser systematische Ansatz kann 20-50% Energie einsparen und die Wirtschaftlichkeit Ihrer Anlage deutlich verbessern.
Q: Wie unterscheiden sich Schraubenkompressoren und Kolbenkompressoren in der Anwendung?
A: Schraubenkompressoren und Kolbenkompressoren haben unterschiedliche Einsatzgebiete. Schraubenkompressoren eignen sich ideal für den Dauerbetrieb und liefern gleichmäßige, pulsationsfreie Druckluft. Sie sind leiser, wartungsärmer und haben einen geringeren Verschleiß bei kontinuierlichem Betrieb. Kolbenkompressoren hingegen sind besser für intermittierende Anwendungen mit niedrigerem Luftbedarf geeignet. Sie können höhere Drücke erzeugen und sind bei kleineren Luftmengen oft wirtschaftlicher. Kolbenkompressoren haben einen geringeren Anschaffungspreis, jedoch höheren Wartungsaufwand. Die Wahl hängt von der spezifischen Anwendung, der benötigten Luftmenge und -qualität sowie dem Betriebsprofil ab.
Q: Welche Rolle spielen Behälter bei der Optimierung von Druckluftsystemen?
A: Druckluftbehälter spielen eine entscheidende Rolle bei der Optimierung von Druckluftsystemen. Sie dienen als Puffer zwischen Erzeugung und Verbrauch, reduzieren Lastspitzen und verringern die Schalthäufigkeit der Kompressoren, was Energie spart und den Verschleiß minimiert. Richtig dimensionierte Behälter stabilisieren den Netzwerkdruck und kompensieren kurzfristige Verbrauchsspitzen, wodurch der Betriebsdruck gesenkt werden kann. Außerdem helfen sie bei der Kondensatabscheidung und verbessern so die Druckluftqualität. Strategisch platzierte Behälter nahe an Verbrauchern mit stark schwankendem Luftbedarf können zusätzlich die Effizienz Ihres Druckluftsystems steigern und Druckschwankungen in der Druckluftversorgung ausgleichen.
Q: Wie wirkt sich die Wartung auf die Leistung meiner Druckluftanlage aus?
A: Regelmäßige Wartung ist entscheidend für die Leistung und Wirtschaftlichkeit Ihrer Druckluftanlage. Vernachlässigte Wartung führt zu erhöhtem Energieverbrauch (bis zu 10% mehr), verringerter Druckluftqualität und vorzeitigem Verschleiß der Komponenten. Ein strukturierter Wartungsplan sollte regelmäßige Filterwechsel, Leckageprüfungen, Kontrolle der Kühlsysteme und Überprüfung der elektrischen Komponenten umfassen. Besonders wichtig ist die Wartung von Adsorptionstrocknern und anderen Aufbereitungskomponenten. Präventive Wartung verlängert die Lebensdauer der Anlagenteile erheblich und verhindert kostspielige Produktionsausfälle. Moderne, automatisierte Überwachungssysteme können zudem Wartungsintervalle optimieren und frühzeitig auf Probleme hinweisen.
Ölfreie Druckluft: Komplettlösung für saubere Drucklufterzeugung mit ölfreien Kompressoren
In der modernen Industrie spielt die Erzeugung ölfreier Druckluft eine entscheidende Rolle für zahlreiche Anwendungen, die höchste Reinheitsstandards erfordern. Ölfreie Kompressoren stellen sicher, dass die erzeugte Druckluft frei von Verunreinigungen bleibt und damit den strengsten Anforderungen verschiedener Branchen gerecht wird. Diese Komplettlösung für saubere Drucklufterzeugung bietet nicht nur zuverlässige Leistung, sondern auch langfristige Vorteile in Bezug auf Effizienz, Wartungsaufwand und Umweltfreundlichkeit.
Was ist ölfreie Druckluft und wie unterscheidet sie sich von ölgeschmierter Druckluft?
Definition und Technologie ölfreier Kompressoren
Ölfreie Druckluft bezeichnet eine Druckluftqualität, bei der keinerlei Ölpartikel in der komprimierten Luft vorhanden sind. Die Erzeugung ölfreier Druckluft erfolgt durch spezielle ölfrei verdichtende Kompressoren, die ohne Schmiermittel im Verdichtungsraum arbeiten. Bei diesen Systemen wird die Verdichtung ohne Öl durchgeführt, indem spezielle Materialien und Technologien zum Einsatz kommen, die den Betrieb ohne Schmierung ermöglichen. Ölfrei verdichtende Kompressoren nutzen häufig selbstschmierende Komponenten aus hochwertigen Materialien wie PTFE-beschichtete Kolben oder spezielle Lagerungen. Der entscheidende Vorteil liegt darin, dass bei der Verdichtung keine Ölmoleküle in die Druckluft gelangen können, wodurch eine absolut ölfreie Druckluft gewährleistet wird. Diese Technologie ist besonders wichtig für Anwendungen, bei denen selbst kleinste Verunreinigungen durch Öl problematisch sein können. Hersteller wie Atlas Copco haben sich auf die Entwicklung zuverlässiger ölfreier Kompressoren spezialisiert, die auch bei Betriebsdrücken von 8 bar bis 10 bar effizient arbeiten und dabei einen stabilen Volumenstrom gewährleisten.
Ölgeschmierter Kompressor vs. ölfreier Kompressor im Vergleich
Der Unterschied zwischen ölgeschmierten Kompressoren und ölfreien Kompressoren liegt primär in der Verdichtungstechnologie. Ölgeschmierte Kompressoren nutzen Öl zur Schmierung, Kühlung und Abdichtung im Verdichtungsprozess. Diese Technologie ist weit verbreitet und kosteneffizient, birgt jedoch das Risiko, dass Ölrückstände in die erzeugte Druckluft gelangen können. Selbst mit nachgeschalteten Filtersystemen kann nie eine 100-prozentige Ölfreiheit garantiert werden. Im Gegensatz dazu arbeitet ein ölfreier Kompressor ohne jegliches Öl im Verdichtungsraum, wodurch das Risiko einer Verunreinigung der Druckluft von vornherein ausgeschlossen wird. Obwohl die Anschaffungskosten für einen ölfreien Kompressor in der Regel höher sind, können die langfristigen Betriebskosten durch geringere Wartungskosten und den Wegfall aufwendiger Filterkomponenten ausgeglichen werden. Die Energieeffizienz moderner ölfreier Kompressoren wurde in den letzten Jahren deutlich verbessert, sodass der frühere Nachteil eines höheren Energieverbrauchs zunehmend an Bedeutung verliert. Ein weiterer wichtiger Unterschied liegt in der Lebensdauer und dem Wartungsaufwand: Während ölgeschmierte Systeme regelmäßige Ölwechsel erfordern, konzentriert sich die Wartung bei ölfreien Kompressoren auf andere Komponenten, was zu einer veränderten Wartungsstruktur, aber oft zu einem insgesamt geringeren Wartungsaufwand führt.
Luftreinheit nach ISO 8573-1 und Klasse 0 Klassifizierung
Die internationale Norm ISO 8573-1 definiert die Qualitätsklassen für Druckluft hinsichtlich verschiedener Verunreinigungen wie Partikel, Wasser und Öl. Besonders relevant für ölfreie Druckluft ist die Klassifizierung bezüglich des Ölgehalts, wobei Klasse 0 den höchsten Standard darstellt. Ein Kompressor mit Klasse 0 Zertifizierung garantiert, dass die erzeugte Druckluft keine nachweisbaren Ölverunreinigungen enthält und somit für kritische Anwendungen geeignet ist. Diese Zertifizierung wird durch unabhängige Prüfinstitute nach strengen Kriterien vergeben und stellt sicher, dass die Druckluft den höchsten Reinheitsanforderungen entspricht. Die Norm unterscheidet zwischen verschiedenen Verunreinigungsarten und legt für jede spezifische Grenzwerte fest. Für ölfreie Anwendungen in sensiblen Bereichen wie der Pharma- oder Lebensmittelindustrie ist die Einhaltung der Klasse 0 nach ISO 8573-1 oft verpflichtend. Moderne ölfreie Kompressoren von namhaften Herstellern erfüllen diese Standards in der Regel ohne zusätzliche Aufbereitungstechnik, was ein entscheidender Vorteil gegenüber ölgeschmierten Systemen ist, die selbst mit aufwendiger Filterung selten die absolut ölfreie Qualität erreichen können. Die Zertifizierung nach ISO 8573-1 bietet Anwendern die Sicherheit, dass ihre Druckluftsysteme den erforderlichen Qualitätsstandards entsprechen und somit für die jeweilige Anwendung geeignet sind.
Welche Arten von ölfreien Kompressoren gibt es auf dem Markt?
Ölfreie Kolbenkompressoren: Funktionsweise und Einsatzgebiete
Ölfreie Kolbenkompressoren zählen zu den ältesten Varianten der ölfrei verdichtenden Technologie und arbeiten nach dem Verdrängungsprinzip. Der Kolben bewegt sich in einem Zylinder und verdichtet die angesaugte Luft ohne den Einsatz von Schmiermitteln. Um dennoch eine ausreichende Schmierung zu gewährleisten, kommen selbstschmierende Materialpaarungen, wie beispielsweise graphitbeschichtete Kolbenringe, zum Einsatz. Diese Kompressoren erreichen Drücke von bis zu 10 bar und eignen sich besonders für Anwendungen, bei denen ein geringer bis mittlerer Volumenstrom benötigt wird. Ölfreie Kolbenkompressoren finden häufig Einsatz in kleineren Laboren, zahnmedizinischen Praxen oder in der Lebensmittelverarbeitung. Sie zeichnen sich durch ihre robuste Bauweise und relativ geringen Anschaffungskosten aus, haben jedoch im Vergleich zu anderen ölfreien Technologien einen höheren Geräuschpegel und mehr Verschleißteile. Für Anwendungen mit unterbrochenem Betrieb oder als Backup-System sind ölfreie Kolbenkompressoren aufgrund ihrer Zuverlässigkeit und des problemlosen Kaltstarts besonders geeignet. Die Wartung dieser Kompressoren umfasst hauptsächlich den regelmäßigen Austausch von Ventilen, Kolbenringen und Dichtungen, wobei die Wartungsintervalle je nach Betriebsbedingungen und Auslastung variieren können. Moderne ölfreie Kolbenkompressoren verfügen zunehmend über verbesserte Energieeffizienz und intelligente Steuerungssysteme, die den Betrieb optimieren und den Energieverbrauch senken.
Ölfreie Schraubenkompressoren für kontinuierliche Anwendungen
Ölfreie Schraubenkompressoren stellen die fortschrittlichste und am weitesten verbreitete Technologie für die industrielle Erzeugung ölfreier Druckluft dar. Diese Kompressoren arbeiten mit zwei ineinandergreifenden Rotoren, die die Luft verdichten, ohne dass Öl in den Verdichtungsraum gelangt. Moderne ölfreie Schraubenkompressoren können kontinuierlich über lange Zeiträume betrieben werden und eignen sich daher ideal für Anwendungen mit konstant hohem Druckluftbedarf. Sie liefern einen gleichmäßigen Volumenstrom bei Drücken von typischerweise 8 bar bis 10 bar und zeichnen sich durch eine hohe Energieeffizienz aus. Führende Hersteller wie Atlas Copco haben die Technologie der ölfreien Schraubenkompressoren stetig weiterentwickelt, um die Betriebskosten zu senken und die Zuverlässigkeit zu erhöhen. Die Lebensdauer dieser Kompressoren ist beeindruckend und kann bei ordnungsgemäßer Wartung mehrere Zehntausend Betriebsstunden betragen. Ölfreie Schraubenkompressoren werden bevorzugt in der Pharma-, Lebensmittel- und Getränkeindustrie eingesetzt, wo eine kontinuierliche Versorgung mit hochwertig sauberer Druckluft essentiell ist. Ein weiterer Vorteil ist der vergleichsweise niedrige Geräuschpegel, der einen Einsatz auch in lärmempfindlichen Umgebungen ermöglicht. Die Investitionskosten für ölfreie Schraubenkompressoren liegen zwar höher als bei anderen Technologien, doch die geringeren Wartungskosten und der niedrigere Energieverbrauch führen langfristig zu einer positiven Gesamtkostenbilanz. Dank innovativer Entwicklungen in der Materialforschung konnte die Effizienz und Lebensdauer ölfreier Schraubenkompressoren in den letzten Jahren deutlich gesteigert werden.
Scrollkompressoren als kompakte Lösung für hochwertige Druckluft
Scrollkompressoren gehören zu den neueren Entwicklungen im Bereich der ölfreien Drucklufttechnik und bieten eine kompakte Lösung für die Erzeugung ölfreier Druckluft in kleineren bis mittleren Anwendungen. Diese Kompressoren arbeiten mit zwei spiralförmigen Elementen, von denen eines fest fixiert ist, während das andere eine exzentrische Bewegung ausführt. Durch diese Bewegung werden im Inneren der Spiralen Luftkammern gebildet, die sich kontinuierlich verkleinern und so die Luft verdichten. Scrollkompressoren zeichnen sich durch ihre besonders ruhige Laufweise, geringe Vibrationen und niedrigen Geräuschpegel aus. Sie bieten eine hervorragende Qualität der Druckluft und erreichen dabei Drücke von bis zu 8 bar bei einem moderaten Volumenstrom. Besonders in Laboratorien, medizinischen Einrichtungen oder kleineren Produktionsbetrieben der Pharma- und Lebensmittelbranche haben sich Scrollkompressoren als zuverlässige Quelle für hochwertige ölfreie Druckluft etabliert. Ein weiterer Vorteil dieser Technologie ist der geringe Wartungsaufwand, da weniger bewegliche Teile vorhanden sind als bei anderen Kompressortypen. Die Energieeffizienz von Scrollkompressoren ist bei Teillast besonders gut, was sie für Anwendungen mit schwankendem Druckluftbedarf interessant macht. Moderne Scrollkompressoren verfügen oft über mehrere Verdichtungsstufen, die parallel arbeiten und sich je nach Bedarf zuschalten lassen, wodurch eine optimale Anpassung an den aktuellen Druckluftbedarf möglich ist. Diese Flexibilität in Kombination mit der kompakten Bauweise macht Scrollkompressoren zu einer attraktiven Option für Anwender, die auf begrenztem Raum zuverlässig ölfreie Druckluft erzeugen müssen.
In welchen Branchen und Anwendungen ist ölfreie Druckluft besonders wichtig?
Lebensmittel- und Getränkeindustrie: Anforderungen an Druckluftqualität
In der Lebensmittel- und Getränkeindustrie spielt die Qualität der verwendeten Druckluft eine entscheidende Rolle für die Produktsicherheit und die Einhaltung strenger Hygienevorschriften. Ölfreie Druckluft ist in dieser Branche unverzichtbar, da selbst kleinste Ölrückstände in der Druckluft zu Kontaminationen führen können, die die Qualität und Haltbarkeit der Produkte beeinträchtigen oder gar gesundheitliche Risiken darstellen. Typische Anwendungen in der Lebensmittel- und Getränkeindustrie umfassen die Verpackung und Abfüllung, Sprühtrocknung, Belüftung von Fermentationsprozessen, pneumatische Förderung von Zutaten und die Steuerung von Produktionsanlagen. Besonders beim direkten Kontakt der Druckluft mit dem Produkt, wie beispielsweise bei der Belüftung von Getränken oder dem Ausblasen von Behältern vor der Abfüllung, ist eine absolute Ölfreiheit gemäß Klasse 0 nach ISO 8573-1 unerlässlich. Die strengen Anforderungen der Lebensmittelbranche haben dazu geführt, dass speziell für diese Anwendungen optimierte ölfreie Kompressoren entwickelt wurden, die nicht nur ölfreie Druckluft liefern, sondern auch weitere Anforderungen wie leichte Reinigungsmöglichkeiten und korrosionsbeständige Materialien erfüllen. Die Zuverlässigkeit der Druckluftversorgung ist in der Lebensmittel- und Getränkeindustrie von besonderer Bedeutung, da Produktionsunterbrechungen hohe Kosten verursachen können.
Q: Was sind die Vorteile eines ölfreien Kompressors gegenüber einem ölgeschmierten Kompressor?
A: Ölfreie Kompressoren bieten mehrere entscheidende Vorteile: Sie liefern reine Druckluft ohne Kontaminationsrisiko, was besonders für die Lebensmittelindustrie und Pharmaindustrie wichtig ist. Sie erzeugen Druckluft der Klasse 0 nach ISO 8573-1, haben oft niedrigere Wartungskosten, da keine regelmäßigen Ölwechsel notwendig sind, und sind umweltfreundlicher, da keine Ölentsorgung erforderlich ist. Für Anwendungen, die qualitativ hochwertige Druckluft benötigen, ist ein ölfreier Kompressor die zuverlässigere Wahl.
Q: Wie funktioniert ein ölfreier Schraubenkompressor und welche Lebensdauer hat er?
A: Ein ölfreier Schraubenkompressor arbeitet mit speziell beschichteten Rotoren, die ohne Ölschmierung auskommen. Sie verwenden fortschrittliche Materialien wie keramikbeschichtete oder teflonbeschichtete Komponenten, die einen direkten Metallkontakt verhindern. Die Lebensdauer eines hochwertigen ölfreien Schraubenkompressors beträgt bei regelmäßiger Wartung etwa 40.000 bis 80.000 Betriebsstunden. Obwohl die Anschaffungskosten höher sind als bei ölgeschmierten Modellen, überzeugen ölfrei verdichtende Kompressoren durch ihre lange Lebensdauer und die konstante Reinheit der Druckluft.
Q: Für welche Branchen ist ölfreie Luft besonders wichtig?
A: Ölfreie Luft ist besonders kritisch in Branchen, wo die Reinheit der Druckluft direkt die Produktqualität beeinflusst. In der Lebensmittelindustrie verhindert reine und saubere Druckluft Kontaminationen der Produkte. In der Pharmaindustrie ist sie essentiell für Herstellungsprozesse, die den strengen Regularien entsprechen müssen. Weitere Branchen sind die Elektronikfertigung, wo selbst kleinste Ölpartikel Bauteile beschädigen können, die Lackierindustrie für makellose Oberflächen, und Krankenhäuser, besonders in Bereichen mit medizinischer Druckluftversorgung für Patienten.
Q: Wie hoch sind die Wartungskosten für einen ölfreien Kompressor im Vergleich zu ölgeschmierten Modellen?
A: Die Wartungskosten für ölfreie Kompressoren gestalten sich langfristig oft günstiger als bei ölgeschmierten Modellen. Obwohl die Initialkosten für die Wartung höher sein können, entfallen regelmäßige Ölwechsel und Filtertausch. Während ölgeschmierte Kompressoren typischerweise alle 2.000-4.000 Betriebsstunden Ölwechsel benötigen, konzentriert sich die Wartung bei ölfreien Systemen auf den Austausch von Luftfiltern und die Überprüfung der Dichtungen. Bei hochwertigen Modellen wie zertifizierten Kompressoren von Atlas und anderen führenden Herstellern können die Wartungsintervalle deutlich länger sein, was die Gesamtbetriebskosten senkt.
Q: Wie kann man eine zuverlässige Druckluftversorgung mit ölfreien Kompressoren sicherstellen?
A: Eine zuverlässige Druckluftversorgung mit ölfreien Kompressoren erfordert strategische Planung. Empfehlenswert ist die Installation redundanter Systeme, bei denen mehrere Kompressoren die benötigte Druckluft liefern können, falls einer ausfällt. Regelmäßige vorbeugende Wartung nach Herstellervorgaben ist unverzichtbar. Moderne Überwachungssysteme ermöglichen eine kontinuierliche Kontrolle der Luftqualität und frühzeitige Erkennung potentieller Probleme. Die Kombination aus hochwertigen ölfrei verdichtenden Kolbenkompressoren, professioneller Installation, regelmäßiger Wartung und einem durchdachten Energiemanagement gewährleistet eine langfristig zuverlässige Versorgung mit sauberer Luft.
Q: Welche ISO-Klassen gibt es für ölfreie Druckluft und was bedeutet Klasse 0?
A: Die Norm ISO 8573-1 definiert verschiedene Qualitätsklassen für Druckluft, wobei die Klassen von 0 bis 9 reichen, mit niedrigeren Zahlen für höhere Reinheit. Druckluft der Klasse 0 ist die höchste Qualitätsstufe und bedeutet, dass die verdichtete Druckluft keinerlei Ölkontamination enthält (weniger als 0,01 mg/m³). Dies ist strenger als Klasse 1, die bis zu 0,01 mg/m³ Öl erlaubt. Nur speziell zertifizierte Kompressoren können diese absolute Reinheit garantieren. Für viele kritische Anwendungen in der Pharma- und Lebensmittelindustrie ist Druckluft der Klasse 0 unerlässlich, um jegliches Kontaminationsrisiko auszuschließen.
Q: Wie wirken sich ölfreie Kompressoren auf die Energiekosten aus?
A: Ölfreie Kompressoren haben traditionell einen etwas höheren Energieverbrauch als vergleichbare ölgeschmierte Modelle, da die fehlende Ölschmierung mehr Energie für den Verdichtungsprozess erfordert. Moderne ölfrei verdichtende Kolbenkompressoren und Schraubenkompressoren sind jedoch deutlich effizienter geworden. Die Energiekosten können durch Frequenzumrichter optimiert werden, die die Drehzahl an den tatsächlichen Druckluftbedarf anpassen. Zudem entfallen bei ölfreien Systemen die energieintensiven Aufbereitungskomponenten, die bei ölgeschmierten Systemen notwendig sind, um Öl aus der Druckluft zu filtern. Bei einem ganzheitlichen Blick auf die Betriebskosten, besonders wenn hochreine Druckluft benötigt wird, können ölfreie Systeme durchaus wirtschaftlicher sein.
Q: Welche Alternativen gibt es zu ölfreien Kompressoren, wenn man reine Druckluft benötigt?
A: Wenn qualitativ hochwertige Druckluft benötigt wird, aber ein ölfreier Kompressor nicht in Frage kommt, gibt es einige Alternativen. Ölgeschmierte Kompressoren können mit mehrstufigen Filtersystemen ausgestattet werden, die Ölpartikel entfernen. Diese umfassen Koaleszenzfilter, Aktivkohlefilter und Mikrofilter, die die Druckluft reinigen. Allerdings erreicht diese aufbereitete Luft nicht die garantierte Reinheit eines echten ölfreien Systems nach ISO 8573-1 Klasse 0. Eine weitere Option sind Membran- oder Adsorptionstrockner, die zusätzlich Feuchtigkeit entfernen. Für weniger kritische Anwendungen kann dies ausreichen, aber wenn Druckluft in Kontakt mit Produkten kommt, besonders in der Lebensmittel- oder Pharmaindustrie, sind zertifizierte ölfreie Kompressoren die sicherste Wahl.
Hochwertige Filtrationslösungen für die Lebensmittel- und Getränkeindustrie: Gewährleistung der Lebensmittelsicherheit
In der modernen Lebensmittel- und Getränkeindustrie sind hochwertige Filtrationslösungen von entscheidender Bedeutung für die Gewährleistung der Lebensmittelsicherheit. Effiziente Filtersysteme spielen eine zentrale Rolle bei der Vermeidung von Verunreinigungen und der Sicherstellung einer optimalen Produktqualität. Die richtige Anwendung von Filtern in der Lebensmittelproduktion hilft nicht nur dabei, Kontaminationen durch Mikroorganismen und Partikel zu verhindern, sondern verbessert auch die Luftqualität in Produktionsstätten. Dieser Artikel beleuchtet die verschiedenen Aspekte der Filtration in der Nahrungsmittel- und Getränkeindustrie und zeigt auf, wie moderne Filtrationslösungen zur Erhöhung der Hygiene und Sicherheit beitragen.
Welche Filtertypen werden in der Lebensmittelindustrie am häufigsten eingesetzt?
Die Lebensmittelindustrie verwendet eine Vielzahl von spezialisierten Filtertypen, die jeweils für bestimmte Anwendungen optimiert sind. Zu den am häufigsten eingesetzten Filtern gehören Edelstahlfilter, HEPA-Filter und spezielle Filtermedien für flüssige Lebensmittel. Die Auswahl des richtigen Filters hängt von verschiedenen Faktoren ab, darunter die Art des Lebensmittels oder Getränks, die spezifischen Hygieneanforderungen und die jeweilige Phase des Produktionsprozesses. Filter für die Lebensmittelindustrie müssen besonders hohen Anforderungen gerecht werden, da sie direkten Kontakt mit Lebensmitteln haben können und somit strengen Regularien unterliegen. Besonders wichtig ist die Vermeidung jeglicher Verunreinigung durch das Filtermaterial selbst, weshalb in der Lebensmittel- und Getränkeindustrie häufig lebensmittelechte Materialien zum Einsatz kommen, die keine Substanzen an das Produkt abgeben und leicht zu reinigen sind.
Wie funktionieren Edelstahlfilter in der Lebensmittelproduktion?
Edelstahlfilter sind in der Lebensmittelindustrie weit verbreitet und zeichnen sich durch ihre Robustheit und Langlebigkeit aus. Diese hochwertigen Filterelemente bestehen aus korrosionsbeständigem Edelstahl, der den strengen Hygieneanforderungen der Lebensmittelproduktion gerecht wird. Der Hauptvorteil von Edelstahlfiltern liegt in ihrer Beständigkeit gegenüber aggressiven Reinigungsmitteln und hohen Temperaturen, was besonders wichtig für die regelmäßige Reinigung und Sterilisation ist. In der Lebensmittel- und Getränkeindustrie werden Edelstahlfilter häufig als Siebfilter eingesetzt, die grobe Partikel aus Flüssigkeiten oder feinen Pulvern entfernen. Sie funktionieren nach dem Prinzip der mechanischen Filtration, bei dem Partikel, die größer als die definierten Poren sind, zurückgehalten werden. Edelstahlfilter kommen vor allem bei der Verarbeitung von Milchprodukten, Fruchtsäften und anderen flüssigen Lebensmitteln zum Einsatz, wo sie Verunreinigungen wie Fruchtfleisch, Schalen oder andere unerwünschte Feststoffe zurückhalten. Durch ihre glatte Oberfläche bieten sie Mikroorganismen kaum Anhaftungsmöglichkeiten, was die Gefahr einer mikrobiellen Kontamination reduziert und somit direkt zur Lebensmittelsicherheit beiträgt.
Wann sollten HEPA-Filter in der Lebensmittelindustrie verwendet werden?
HEPA-Filter (High-Efficiency Particulate Air) sind unverzichtbare Komponenten in der Luftfiltration der Lebensmittel- und Getränkeindustrie. Diese hochwertigen Filterelemente kommen immer dann zum Einsatz, wenn eine besonders hohe Luftqualität erforderlich ist und selbst kleinste Partikel aus der Luft entfernt werden müssen. In der Lebensmittelproduktion werden HEPA-Filter vor allem in sensiblen Bereichen wie Abfüllanlagen, Verpackungslinien oder in Reinräumen eingesetzt, wo Produkte besonders anfällig für Kontaminationen sind. Sie können bis zu 99,97% aller Partikel mit einer Größe von 0,3 Mikrometern oder größer aus der Luft filtern und bieten somit einen hervorragenden Schutz vor luftgetragenen Mikroorganismen, Sporen und anderen Verunreinigungen. Die Verwendung von HEPA-Filtern ist besonders wichtig bei der Herstellung von steril abgefüllten Getränken, Milchprodukten mit verlängerter Haltbarkeit oder anderen sensiblen Lebensmitteln. Sie tragen wesentlich zur Verbesserung der Hygiene bei, indem sie die Konzentration von Schwebeteilchen in der Luft drastisch reduzieren. In Produktionsbereichen, wo offene Lebensmittel verarbeitet werden, bilden diese effizienten Filtersysteme eine wichtige Barriere gegen Kontaminationen und unterstützen damit direkt die Einhaltung strenger Lebensmittelsicherheitsstandards.
Welche Vorteile bieten spezielle Filtermedien für flüssige Lebensmittel?
Spezielle Filtermedien für flüssige Lebensmittel bieten zahlreiche Vorteile, die direkt zur Produktqualität und Lebensmittelsicherheit beitragen. Diese hochwertigen Filtrationslösungen sind speziell für den Kontakt mit Lebensmitteln entwickelt und erfüllen die strengen regulatorischen Anforderungen der Lebensmittel- und Getränkeindustrie. Ein wesentlicher Vorteil dieser Filtermedien ist ihre Fähigkeit, unerwünschte Partikel, Mikroorganismen und andere Verunreinigungen effizient zu entfernen, ohne dabei die sensorischen Eigenschaften der Flüssigkeit zu beeinträchtigen. In der Getränkeindustrie kommen häufig Membranfilter zum Einsatz, die eine präzise Porengröße aufweisen und somit eine selektive Filtration ermöglichen. Diese können beispielsweise Hefen und Bakterien zurückhalten, während wertvolle Inhaltsstoffe die Membran passieren können. Moderne Filtermedien für die Lebensmittelindustrie zeichnen sich zudem durch eine hohe Durchflussrate aus, was zu einer effizienten Produktion beiträgt. Sie sind oft so konzipiert, dass sie eine minimale Produktmenge zurückhalten, wodurch Produktverluste reduziert werden. Ein weiterer wichtiger Vorteil ist die Möglichkeit, viele dieser Filterelemente durch Rückspülung oder chemische Reinigung zu regenerieren, was die Betriebskosten senkt und die Umweltbelastung verringert. Durch den Einsatz dieser speziellen Filtermedien können Hersteller in der Lebensmittelproduktion eine gleichbleibend hohe Qualität ihrer flüssigen Produkte gewährleisten und gleichzeitig die Haltbarkeit verlängern.
Wie verbessert eine effektive Luftfiltration die Qualität in der Lebensmittel- und Getränkeindustrie?
Eine effektive Luftfiltration spielt eine entscheidende Rolle für die Qualitätssicherung in der Lebensmittel- und Getränkeindustrie. Hochwertige Luftfilter sorgen für saubere Luft in Produktionsstätten und minimieren das Risiko luftgetragener Kontaminationen. Die Implementierung fortschrittlicher Filtersysteme für die Luftfiltration trägt wesentlich zur Verbesserung der Hygienebedingungen bei und unterstützt die Einhaltung strenger Lebensmittelsicherheitsstandards. In der modernen Lebensmittelproduktion wird die Luftqualität kontinuierlich überwacht, um potenzielle Verunreinigungen frühzeitig zu erkennen und entsprechende Maßnahmen einzuleiten. Eine effiziente Luftfiltration entfernt nicht nur Partikel und Mikroorganismen aus der Umgebungsluft, sondern reduziert auch Gerüche und flüchtige organische Verbindungen, die die sensorischen Eigenschaften der Lebensmittel beeinträchtigen könnten. Durch den Einsatz mehrstufiger Filtersysteme, die verschiedene Filterelemente kombinieren, können unterschiedliche Kontaminanten gezielt aus der Luft entfernt werden. Dies führt zu einer deutlichen Verbesserung der Produktqualität und verlängert die Haltbarkeit von Lebensmitteln, was wiederum zu einer höheren Kundenzufriedenheit und einem besseren Marktruf führt.
Welche Rolle spielt saubere Luft bei der Vermeidung von Kontamination?
Saubere Luft ist ein fundamentaler Faktor bei der Vermeidung von Kontaminationen in der Lebensmittel- und Getränkeindustrie. Die Luft in Produktionsstätten kann eine Vielzahl von potenziell schädlichen Substanzen enthalten, darunter Staub, Pollen, Mikroorganismen und andere Partikel, die ohne effiziente Luftfiltration die Produktqualität beeinträchtigen können. Besonders in Bereichen, wo Lebensmittel offen gehandhabt werden, ist die Luftqualität von entscheidender Bedeutung für die Lebensmittelsicherheit. Luftgetragene Mikroorganismen wie Bakterien, Hefen und Schimmelpilzsporen können sich auf Produkten absetzen und zu Verunreinigungen führen, die nicht nur die Haltbarkeit reduzieren, sondern auch gesundheitliche Risiken darstellen können. Hochwertige Luftfiltersysteme spielen daher eine zentrale Rolle im HACCP-Konzept (Hazard Analysis and Critical Control Points) vieler Betriebe der Lebensmittelindustrie. Diese Filtrationslösungen helfen dabei, kritische Kontrollpunkte zu überwachen und das Risiko einer mikrobiellen Kontamination zu minimieren. In modernen Produktionsanlagen werden oft mehrstufige Luftfiltrationen eingesetzt, bei denen Vorfilter gröbere Partikel zurückhalten, während nachgeschaltete Feinfilter oder HEPA-Filter die Luft von kleinsten Verunreinigungen befreien. Durch kontinuierliche Überwachung der Luftqualität und regelmäßige Wartung der Filterelemente kann die Lebensmittelindustrie eine konsistente Produktqualität gewährleisten und das Vertrauen der Verbraucher in die Sicherheit ihrer Produkte stärken.
Wie beeinflussen Luftfilter die Haltbarkeit von Lebensmittelprodukten?
Luftfilter haben einen erheblichen Einfluss auf die Haltbarkeit von Lebensmittelprodukten, indem sie die Umgebungsluft während der Produktion, Verarbeitung und Verpackung von Verunreinigungen befreien. In der Lebensmittel- und Getränkeindustrie ist die Verlängerung der Haltbarkeit ein wesentlicher wirtschaftlicher Faktor, der direkt von der Effizienz der eingesetzten Luftfiltrationssysteme abhängt. Hochwertige Luftfilter entfernen luftgetragene Mikroorganismen wie Bakterien, Hefen und Schimmelpilzsporen, die andernfalls zu einer beschleunigten Verderbnis führen könnten. Besonders bei empfindlichen Lebensmitteln mit hohem Wassergehalt oder bei Produkten, die ohne konservierende Zusätze hergestellt werden, spielt die Qualität der umgebenden Luft eine entscheidende Rolle für die Produktstabilität. Effiziente Filtersysteme in der Lebensmittelproduktion reduzieren die mikrobielle Belastung der Umgebungsluft, was direkt zu einer Verringerung der Initialkeimzahl auf dem Endprodukt führt. Dies verzögert den Beginn mikrobieller Abbauprozesse und verlängert somit die Haltbarkeit. In Bereichen, wo Produkte abgekühlt werden, verhindern leistungsstarke Filterelemente zudem die Bildung von Kondenswasser, das einen idealen Nährboden für Mikroorganismen darstellen würde. Darüber hinaus schützen moderne Luftfiltrationslösungen vor chemischen Kontaminanten und Gerüchen, die die sensorischen Eigenschaften von Lebensmitteln beeinträchtigen könnten. Durch den Einsatz angepasster Luftfilter in verschiedenen Produktionsbereichen kann die Lebensmittelindustrie nicht nur die Haltbarkeit ihrer Produkte optimieren, sondern auch den Einsatz von Konservierungsstoffen reduzieren, was dem wachsenden Verbraucherwunsch nach natürlicheren Produkten entgegenkommt.
Welche Luftqualitätsstandards gelten speziell für die Getränkeindustrie?
Die Getränkeindustrie unterliegt besonders strengen Luftqualitätsstandards, die auf die spezifischen Anforderungen dieser Branche zugeschnitten sind. Im Gegensatz zu vielen anderen Bereichen der Lebensmittelindustrie arbeitet die Getränkeindustrie häufig mit Flüssigkeiten, die besonders anfällig für mikrobiologische Verunreinigungen sein können. Die Luftqualität in Abfüllanlagen muss daher besonders hohen Standards entsprechen, um die Lebensmittelsicherheit zu gewährleisten. Für sensible Bereiche der Getränkeproduktion wie die aseptische Abfüllung gelten oft ISO-Klassifizierungen für Reinräume, die eine maximale Anzahl von Partikeln pro Kubikmeter Luft festlegen. Diese Standards erfordern den Einsatz hochwertiger HEPA- oder ULPA-Filter (Ultra-Low Particulate Air), die eine effiziente Filtration kleinster Partikel gewährleisten.
Q: Warum ist die Filtration in der Lebensmittelindustrie so wichtig?
A: Die Filtration spielt eine entscheidende Rolle in der Lebensmittelindustrie, da sie die Produktqualität sicherstellt und Verunreinigungen entfernt. Durch hochwertige Filtrationsprozesse werden Fremdkörper, Mikroorganismen und andere unerwünschte Substanzen aus Lebensmitteln und Getränken entfernt, was die Lebensmittelsicherheit erhöht und die Haltbarkeit verlängert. Zudem erfüllen Unternehmen durch effektive Filtrationslösungen die strengen regulatorischen Anforderungen der Branche.
Q: Welche Arten von Filterelementen werden in der Lebensmittelindustrie eingesetzt?
A: In der Lebensmittelindustrie kommen verschiedene hochwertige Filterelemente zum Einsatz, darunter Membranfilter, Tiefenfilter, Aktivkohlefilter und Edelstahlfilter. Jedes Filterelement hat spezifische Anwendungsbereiche: Membranfilter für die Feinfiltration von Flüssigkeiten, Tiefenfilter für die Entfernung größerer Partikel, Aktivkohlefilter für die Geruchs- und Geschmacksneutralisierung und Edelstahlfilter für Hochtemperaturanwendungen. Die Wahl des richtigen Filterelements hängt vom jeweiligen Prozess und den Qualitätsanforderungen ab.
Q: Wie tragen Filter für die Lebensmittelindustrie zur Produktqualität bei?
A: Filter für die Lebensmittelindustrie verbessern die Produktqualität auf mehreren Ebenen. Sie entfernen sichtbare Verunreinigungen und mikroskopische Partikel, die den Geschmack oder die Textur beeinträchtigen könnten. Durch spezielle Filtrationslösungen werden auch Bakterien, Hefen und Schimmelpilze reduziert, was die Haltbarkeit verlängert. Bei Getränken wie Wein, Bier oder Fruchtsäften sorgen Filter für Klarheit und konsistente Qualität. Letztendlich führt eine optimierte Filtration zu premium Lebensmitteln und Getränken mit besseren sensorischen Eigenschaften.
Q: Welche Anwendungen haben Filtersysteme in der Lebensmittelverarbeitung?
A: Filtersysteme finden in der Lebensmittelindustrie vielfältige Anwendungen: Sie werden bei der Reinigung von Rohstoffen, der Klärung von Flüssigkeiten wie Ölen, Säften und Milchprodukten sowie bei der Wasseraufbereitung eingesetzt. Weitere Anwendungen umfassen die Filtration von Produktionsluft zur Verhinderung von Kontaminationen, die Rückgewinnung wertvoller Inhaltsstoffe und die Abwasserbehandlung. Besonders in kritischen Prozessen wie der Sterilisation oder Abfüllung sind hochwertige Filtersysteme unverzichtbar, um die Produktintegrität zu gewährleisten.
Q: Wie können Verunreinigungen durch effektive Filtration verhindert werden?
A: Effektive Filtration verhindert Verunreinigungen durch mehrere Schutzbarrieren. Zunächst werden grobe Partikel durch Vorfilter abgefangen, anschließend entfernen Feinfilter kleinere Teilchen. Für besonders sensible Lebensmittel kommen Sterilfilter zum Einsatz, die selbst Mikroorganismen zurückhalten. Ein ganzheitliches Filtrationskonzept umfasst auch die Luftfiltration in Produktionsräumen und die regelmäßige Kontrolle der Wasserqualität. Die Kombination aus hochwertigen Filterelementen, richtig dimensionierten Systemen und regelmäßiger Wartung minimiert das Risiko von Produktverunreinigungen nachhaltig.
Q: Warum ist die Luftqualität in der Lebensmittelproduktion wichtig und wie wird sie durch Filtration verbessert?
A: Die Luftqualität ist ein kritischer Faktor in der Lebensmittelproduktion, da Luftpartikel, Mikroorganismen und Aerosole offene Produkte kontaminieren können. Durch mehrstufige Filtrationslösungen wird die Luftqualität in Produktionsräumen kontrolliert. HEPA-Filter entfernen 99,97% aller Partikel ab 0,3 Mikrometer, während spezielle Aktivkohlefilter Gerüche und flüchtige organische Verbindungen beseitigen. Besonders in Reinräumen, Abfüllanlagen und bei der Herstellung empfindlicher Lebensmittel sorgt die Luftfiltration für hygienische Bedingungen und trägt erheblich zur Lebensmittelsicherheit bei.
Q: Welche Vorteile bieten Filtersysteme aus Edelstahl in der Lebensmittelindustrie?
A: Edelstahl-Filtersysteme bieten zahlreiche Vorteile für die Lebensmittelindustrie: Sie sind äußerst robust, korrosionsbeständig und langlebig, was die Betriebskosten senkt. Ihre glatte Oberfläche verhindert Produktanhaftungen und reduziert das Risiko mikrobieller Kontaminationen. Edelstahlfilter halten hohen Temperaturen und aggressiven Reinigungsmitteln stand, was eine effektive Reinigung und Sterilisation ermöglicht. Sie sind ideal für CIP-Prozesse (Cleaning-in-Place) und erfüllen die strengen Hygienestandards der Lebensmittelindustrie. Zudem sind viele Edelstahlfilter wiederverwendbar, was sie zu einer nachhaltigen und wirtschaftlichen Lösung macht.
Q: Wie wirkt sich regelmäßige Wartung auf die Effizienz von Filtrationslösungen aus?
A: Regelmäßige Wartung ist entscheidend für die optimale Funktion von Filtrationslösungen in der Lebensmittelindustrie. Sie verhindert Druckverluste, die zu erhöhtem Energieverbrauch führen können, und sichert die gleichbleibende Filtrationsleistung. Durch planmäßigen Austausch von Filterelementen werden Durchbrüche vermieden, die zu Produktkontaminationen führen könnten. Die Wartung umfasst auch die Überprüfung auf Beschädigungen und die Reinigung wiederverwendbarer Filter. Ein dokumentiertes Wartungsprogramm ist zudem oft Teil des HACCP-Konzepts und trägt zur Erfüllung der Lebensmittelsicherheitsstandards bei.
Q: Wie tragen moderne Filtrationslösungen zur Lebensmittelsicherheit bei?
A: Moderne Filtrationslösungen sind ein Grundpfeiler der Lebensmittelsicherheit. Sie entfernen physikalische, chemische und biologische Gefahren aus Rohstoffen und Endprodukten. Heutige Filter können gezielt Allergene, Pestizide und andere schädliche Stoffe reduzieren. Validierbare Sterilfilter bieten dokumentierte Sicherheit gegen mikrobiologische Kontaminationen. Digitale Überwachungssysteme ermöglichen die Echtzeit-Kontrolle der Filterintegrität und -leistung. Durch die Integration von Filtrationslösungen in HACCP-Konzepte werden kritische Kontrollpunkte effektiv überwacht. Dies minimiert Rückrufrisiken und sichert das Vertrauen der Verbraucher in die Qualität von Lebensmitteln und Getränken.
Umfassender Leitfaden zur Wartung von Reinraumanlagen: GMP-konforme Instandhaltung für saubere Reinraumtechnik
Die Wartung von Reinraumanlagen stellt einen entscheidenden Faktor für den zuverlässigen Betrieb und die Qualitätssicherung in verschiedenen Branchen dar. Von der Pharmaindustrie über die Medizintechnik bis hin zur Halbleiterindustrie – überall dort, wo höchste Sauberkeit gewährleistet werden muss, ist eine umfassende und regelmäßige Instandhaltung unerlässlich. Dieser Leitfaden bietet einen tiefgehenden Einblick in die komplexen Anforderungen der Wartung reinraumtechnischer Anlagen unter Berücksichtigung relevanter Normen wie DIN EN ISO 14644 und EU GMP-Richtlinien.
Warum ist die regelmäßige Wartung von Reinraumanlagen so wichtig für die Reinheit?
Die regelmäßige Wartung von Reinraumanlagen ist der Schlüssel zur Aufrechterhaltung kontrollierter Reinraumbedingungen. Durch umfassende und systematische Wartungen wird sichergestellt, dass Reinräume die strengen Anforderungen der DIN EN ISO 14644 sowie branchenspezifischer Richtlinien erfüllen. In Reinräumen muss die Partikelmenge streng kontrolliert werden, und nur durch eine verlässliche Instandhaltung kann gewährleistet werden, dass die Reinraumtechnik optimal funktioniert. Die regelmäßige Überprüfung und Wartung aller Komponenten, insbesondere der Filtersysteme, der Lüftungsanlagen und der Druckkaskaden, ist unerlässlich, um die Reinraumumgebung auf dem erforderlichen Niveau zu halten. Dies betrifft nicht nur die physische Sauberkeit, sondern auch die mikrobiologische Kontrolle, die besonders in der Pharma- und Medizintechnikbranche von höchster Bedeutung ist.
Welche Auswirkungen hat mangelnde Wartung auf die Reinraumumgebung?
Mangelnde Wartung von Reinraumanlagen führt zu gravierenden Folgen für die gesamte Reinraumumgebung. Wenn die Instandhaltung vernachlässigt wird, kann die Effizienz der Filtersysteme drastisch abnehmen, was zu einer erhöhten Partikelbelastung führt. Diese Kontamination kompromittiert die strengen Reinheitsklassen nach ISO 14644 und kann besonders in sensiblen Produktionsprozessen katastrophale Auswirkungen haben. Ohne regelmäßige Wartungsarbeiten können sich Mikroorganismen in den Anlagen ansiedeln und vermehren, was die mikrobiologische Sauberkeit beeinträchtigt. In pharmazeutischen Reinräumen kann dies direkt die Produktqualität gefährden und zu Nichteinhaltung der GMP-Richtlinien führen. Zudem führt eine unzureichend gewartete Reinraumtechnik häufig zu Energieverlusten, da die Systeme nicht mit optimaler Energieeffizienz arbeiten. Die Dokumentation solcher Abweichungen ist essentiell, um Problembereiche zu identifizieren und zukünftige Wartungsstrategien anzupassen. Besonders in reinraumtechnischen Anlagen der Halbleiterindustrie können selbst minimale Verunreinigungen durch mangelnde Wartung zu hohen Ausschussraten und damit zu erheblichen wirtschaftlichen Verlusten führen.
Wie beeinflusst die Wartungsqualität die Einhaltung von GMP-Richtlinien?
Die Qualität der Wartung von Reinraumanlagen hat direkten Einfluss auf die Konformität mit GMP-Richtlinien. Eine hochwertige Instandhaltung gewährleistet, dass alle Parameter der Reinraumumgebung kontinuierlich den spezifischen Anforderungen entsprechen. Die EU GMP-Richtlinien sowie die DIN EN ISO 14644 definieren klare Standards, die nur durch erfahrene Fachkräfte und umfassende Wartungskonzepte eingehalten werden können. Die lückenlose Dokumentation aller Wartungsarbeiten ist ein zentraler Bestandteil der GMP-Konformität, da bei Audits nachgewiesen werden muss, dass alle Instandhaltungsmaßnahmen planmäßig durchgeführt wurden. Besonders die Qualifizierung der Reinräume nach Wartungsarbeiten spielt eine entscheidende Rolle, um die Einhaltung der definierten Parameter zu bestätigen. Die VDI-Richtlinien bieten hier zusätzliche Orientierung für branchenspezifische Anforderungen. Eine suboptimale Wartungsqualität kann direkt zu Abweichungen führen, die bei Inspektionen beanstandet werden und im schlimmsten Fall Produktionsunterbrechungen nach sich ziehen können. Daher ist ein strukturierter Wartungsplan, der alle GMP-relevanten Aspekte berücksichtigt, für den verlässlichen Betrieb von Reinraumanlagen unerlässlich.
Welche Risiken entstehen bei vernachlässigter Instandhaltung von Reinraumanlagen?
Bei vernachlässigter Instandhaltung von Reinraumanlagen entstehen vielfältige Risiken, die weit über die unmittelbare Beeinträchtigung der Sauberkeit hinausgehen. Ein grundlegendes Risiko ist die erhöhte Kontamination durch Partikel und Mikroorganismen, die bei unzureichend gewarteten Filtersystemen nicht mehr effektiv zurückgehalten werden. Dies kann in der Pharmabranche oder Medizintechnik zu gefährlichen Verunreinigungen der Produkte führen. Darüber hinaus besteht das Risiko von unvorhergesehenen Anlagenausfällen, die Produktionsprozesse unterbrechen und erhebliche wirtschaftliche Verluste verursachen können. In Reinräumen der Halbleiterindustrie können selbst minimale Partikelkontaminationen durch mangelhafte Wartung zu signifikanten Ausschussraten führen. Langfristig führt eine vernachlässigte Instandhaltung zu einer verkürzten Lebensdauer der reinraumtechnischen Anlagen und damit zu höheren Gesamtbetriebskosten. Auch die Energieeffizienz leidet unter mangelhafter Wartung, was zu unnötig hohen Betriebskosten führt. In GMP-regulierten Umgebungen besteht zudem das Risiko von Compliance-Verstößen, die rechtliche Konsequenzen nach sich ziehen können. Eine umfassende Dokumentation und regelmäßige Qualifizierung der Anlagen sind daher unerlässlich, um diese Risiken zu minimieren und einen sicheren, effizienten Betrieb zu gewährleisten.
Wie oft sollten Filterwechsel in Reinraumanlagen durchgeführt werden?
Die Häufigkeit von Filterwechseln in Reinraumanlagen ist ein entscheidender Faktor für die Aufrechterhaltung der geforderten Reinheitsklassen nach DIN EN ISO 14644. Es gibt keine universelle Regel für die Intervalle, da diese von zahlreichen spezifischen Anforderungen und Betriebsbedingungen abhängen. In hochsensiblen Bereichen der Pharmabranche oder Medizintechnik können häufigere Wechsel erforderlich sein als beispielsweise in weniger kritischen Anwendungen. Generell sollten HEPA- und ULPA-Filter, die in reinraumtechnischen Anlagen eingesetzt werden, regelmäßig auf ihre Effizienz überprüft und bei Bedarf ausgetauscht werden. Die Dokumentation des Differenzdrucks über die Filter hinweg ist ein wichtiger Indikator für den Zustand der Filter und kann zur Bestimmung des optimalen Wechselzeitpunkts herangezogen werden. In GMP-konformen Reinräumen müssen alle Filterwechsel umfassend dokumentiert werden, um die Rückverfolgbarkeit zu gewährleisten und bei Audits nachweisen zu können, dass die Reinraumumgebung stets den Anforderungen entspricht.
Welche Faktoren beeinflussen die Häufigkeit von Filterwechseln in der Reinraumtechnik?
Die Häufigkeit von Filterwechseln in der Reinraumtechnik wird durch eine Vielzahl von Faktoren beeinflusst, die sorgfältig analysiert werden müssen, um einen optimalen Wartungsplan zu erstellen. Die Reinheitsklasse gemäß DIN EN ISO 14644 ist hierbei ein entscheidender Faktor – je höher die Anforderungen an die Reinheit, desto häufiger können Filterwechsel notwendig sein. Die Partikelbelastung der Umgebungsluft spielt ebenfalls eine wesentliche Rolle, da stark belastete Außenluft zu einer schnelleren Sättigung der Vorfilter führt. In Produktionsbereichen mit hoher Staubentwicklung oder anderen Kontaminationsquellen können Filter schneller ihre Kapazitätsgrenze erreichen. Die Betriebsdauer der Reinraumanlagen beeinflusst direkt die Filterlebensdauer, wobei Anlagen im Dauerbetrieb häufigere Wechsel erfordern als solche mit intermittierendem Betrieb. Spezifische Anforderungen der jeweiligen Branche, insbesondere in der Pharmazie oder Halbleiterindustrie, können zusätzliche Kriterien definieren. Die mikrobiologische Belastung ist besonders in Reinräumen der Lebensmittel- und Pharmaindustrie ein kritischer Faktor, da hier nicht nur Partikel, sondern auch Mikroorganismen zurückgehalten werden müssen. Auch Energieeffizienzaspekte sollten berücksichtigt werden, da verschmutzte Filter den Stromverbrauch der Lüftungsanlagen erhöhen. Eine fundierte Dokumentation aller relevanten Parameter ermöglicht es, die Wechselintervalle kontinuierlich zu optimieren und an die spezifischen Bedingungen der jeweiligen Reinraumumgebung anzupassen.
Wie erkennt man, dass ein Filter in Reinraumanlagen ausgetauscht werden muss?
Die Erkennung des richtigen Zeitpunkts für einen Filterwechsel in Reinraumanlagen basiert auf mehreren zuverlässigen Indikatoren, die im Rahmen einer umfassenden Wartungsstrategie regelmäßig überwacht werden sollten. Der Differenzdruck über den Filter hinweg ist einer der wichtigsten Parameter – ein signifikanter Anstieg deutet auf eine zunehmende Verstopfung hin, die die Effizienz der Reinraumtechnik beeinträchtigt. Moderne Reinraumanlagen verfügen über kontinuierliche Überwachungssysteme, die diesen Druckanstieg automatisch dokumentieren und Alarme auslösen können, wenn vordefinierte Grenzwerte überschritten werden. Regelmäßige Partikelmessungen gemäß ISO 14644 geben ebenfalls Aufschluss über die Filterleistung – steigt die Partikelkonzentration trotz konstanter Betriebsbedingungen an, kann dies auf nachlassende Filtereffizienz hindeuten. In GMP-regulierten Umgebungen sind zudem mikrobiologische Kontrollen essentiell, da ein Anstieg der mikrobiellen Belastung auf Filterdurchbrüche hinweisen kann. Die Sichtprüfung der Filter kann bei Vorfiltern Aufschluss über den Verschmutzungsgrad geben, während bei HEPA-Filtern Integritätstests mit geeigneten Prüfaerosolen durchgeführt werden sollten. Eine sorgfältige Dokumentation dieser Parameter im Zeitverlauf ermöglicht es, Trends zu erkennen und präventive Filterwechsel zu planen, bevor es zu Problemen in der Reinraumumgebung kommt. Die Anwendung von VDI-Richtlinien und branchenspezifischen Standards unterstützt dabei, die richtigen Entscheidungen zu treffen, um die Sauberkeit und Hygiene in den Reinräumen verlässlich zu gewährleisten.
Welche Dokumentation ist bei Filterwechseln in GMP-konformen Reinräumen erforderlich?
In GMP-konformen Reinräumen unterliegt die Dokumentation von Filterwechseln strengen Anforderungen, um die Nachvollziehbarkeit und Konformität mit regulatorischen Vorgaben zu gewährleisten. Ein umfassendes Dokumentationssystem ist essenziell und muss mehrere Aspekte abdecken. Zunächst müssen die Spezifikationen der ausgetauschten und neu eingesetzten Filter detailliert festgehalten werden, einschließlich Filterklasse, Hersteller, Chargennummer und Herstellungsdatum. Der Zustand des entfernten Filters sollte dokumentiert werden, um Rückschlüsse auf mögliche Probleme im Reinraumbetrieb ziehen zu können. Alle während des Filterwechsels durchgeführten Schritte müssen genau protokolliert werden, einschließlich der angewandten Verfahren zur Minimierung von Kontaminationsrisiken während des Wechsels. Nach dem Filterwechsel sind Integritätsprüfungen der neu installierten Filter gemäß DIN EN ISO 14644 durchzuführen und zu dokumentieren. Die Qualifizierung der Reinraumumgebung nach dem Filterwechsel ist ein kritischer Schritt, bei dem nachgewiesen wird, dass die Reinraumbedingungen weiterhin den spezifischen Anforderungen entsprechen. Alle beteiligten Personen müssen mit Nachweis ihrer Qualifikation in der Dokumentation aufgeführt werden. Die EU GMP-Richtlinien verlangen zudem eine Genehmigung durch befugte Personen vor Wiederaufnahme der Produktion. Diese umfangreiche Dokumentation dient nicht nur der Erfüllung regulatorischer Anforderungen, sondern bildet auch die Grundlage für kontinuierliche Verbesserungen der Wartungsprozesse, indem sie wertvolle Daten für die Optimierung der Wartungsintervalle und -methoden liefert.
Q: Wie beeinflussen regelmäßige Produktionsprozesse die Wartung von Reinraumanlagen?
A: Regelmäßige Produktionsprozesse im Reinraum erfordern ein sorgfältig geplantes Wartungskonzept. Betrieb und Wartung müssen so koordiniert werden, dass der Produktionsablauf nicht beeinträchtigt wird. Gleichzeitig müssen die hohen Anforderungen an die Reinraumqualität gemäß Normen und Richtlinien wie EU GMP oder VDI eingehalten werden. Eine vorbeugend ausgelegte Wartungsstrategie verhindert ungeplante Ausfälle und verlängert die Nutzungsdauer der Anlagen, was wiederum die Wirtschaftlichkeit des Reinraums verbessert.
Q: Welche Qualifikationen sollte das Personal für die Wartung von Reinraumanlagen mitbringen?
A: Für die Wartung von Reinraumanlagen wird qualifiziertes Personal benötigt, das spezielle Schulungen absolviert hat. Diese Fachkräfte müssen nicht nur mit den technischen Aspekten der Anlagen vertraut sein, sondern auch mit den strengen GMP-Anforderungen und Sicherheitsstandards. Sie sollten über Kenntnisse in der Beseitigung von Partikeln oder Mikroorganismen verfügen und wissen, wie man Reinraumkomponenten korrekt reinigt, ohne die Funktionalität zu beeinträchtigen. Langjährige Erfahrung im Umgang mit klassischen Reinraumanlagen ist besonders wertvoll.
Q: Welche Produktionsprozesse stellen besondere Anforderungen an die Reinraumwartung?
A: Besonders anspruchsvolle Produktionsprozesse finden in der Elektronik, Biotechnologie und Pharmazie statt. Diese Bereiche erfordern höchste Präzision bei der Wartung, da schon kleinste Abweichungen im Reinraum die Produktqualität beeinträchtigen können. Fertigungsprozesse in diesen Branchen unterliegen strengen regulatorischen Vorgaben wie EU GMP, die eine lückenlose Dokumentation aller Wartungsarbeiten verlangen. Die Wartungskonzepte müssen daher maßgeschneidert sein und genügend Flexibilität bieten, um auf spezifische Produktionsanforderungen reagieren zu können.
Q: Wie unterscheidet sich die Wartung zwischen klassischen Reinraumanlagen und Sauberräumen?
A: Die Wartung klassischer Reinraumanlagen folgt deutlich strengeren Protokollen als bei Sauberräumen. Während Reinraumanlagen nach GMP-Standards gewartet werden müssen und eine strenge Kontrolle von Partikeln oder Mikroorganismen erfordern, sind die Anforderungen bei Sauberräumen meist weniger restriktiv. Die Wartungsintervalle bei Reinraumanlagen sind in der Regel kürzer und die Prüfungen umfassender. Zudem müssen bei der Wartung von Reinräumen spezielle Reinigungsmittel und -verfahren eingesetzt werden, um die Produktionsumgebung nicht zu kontaminieren.
Q: Welche Normen und Richtlinien sind bei der Wartung von Reinraumanlagen zu beachten?
A: Bei der Wartung von Reinraumanlagen müssen verschiedene Normen und Richtlinien beachtet werden, darunter insbesondere die EU GMP-Richtlinien, VDI-Richtlinien (wie VDI 2083) sowie ISO-Normen (wie ISO 14644). Diese Vorgaben definieren nicht nur die Reinheitsklassen, sondern auch die Wartungsanforderungen, Testprozeduren und Dokumentationspflichten. Je nach Branche können zusätzliche spezifische Regularien gelten, beispielsweise für die Pharmazie oder Biotechnologie. Die Einhaltung dieser Standards ist entscheidend für die Validierung des Reinraums und die Qualitätssicherung der darin hergestellten Produkte.
Q: Wie kann die Wirtschaftlichkeit bei der Wartung von Reinraumanlagen optimiert werden?
A: Die Wirtschaftlichkeit bei der Wartung von Reinraumanlagen lässt sich durch eine Kombination aus vorbeugender Instandhaltung und effizienter Planung optimieren. Ein maßgeschneidertes Wartungskonzept, das genau auf die spezifischen Anforderungen des Reinraums abgestimmt ist, vermeidet unnötige Servicearbeiten. Gleichzeitig erhöht die regelmäßige Wartung die Nutzungsdauer der Anlagen und verhindert kostspielige Ausfälle im Produktionsablauf. Die Zusammenarbeit mit einem spezialisierten Dienstleister mit langjähriger Erfahrung kann ebenfalls zur Kostenoptimierung beitragen, da dieser effiziente Wartungsmethoden kennt und anwenden kann.
Q: Welche Rolle spielt die Schulung des Bedienpersonals für den erfolgreichen Betrieb und die Wartung von Reinraumanlagen?
A: Die Schulung des Bedienpersonals ist entscheidend für den erfolgreichen Betrieb und die Wartung von Reinraumanlagen. Nur gut ausgebildete und qualifizierte Mitarbeiter können die hohen Anforderungen an die Reinraumtechnik erfüllen und potenzielle Probleme frühzeitig erkennen. Schulungen sollten sowohl theoretisches Wissen über Normen und Richtlinien wie EU GMP vermitteln als auch praktische Fähigkeiten zur Beseitigung von Partikeln oder Mikroorganismen. Regelmäßige Weiterbildungen stellen sicher, dass das Personal stets über aktuelle Entwicklungen informiert ist und die Funktionalität der Anlagen optimal gewährleisten kann.
Q: Wie oft sollten Reinraumanlagen gewartet werden, um optimale Produktionsprozesse zu gewährleisten?
A: Die Wartungsintervalle für Reinraumanlagen hängen von verschiedenen Faktoren ab, darunter die Reinraumklasse, die Art der Fertigungsprozesse und die regulatorischen Anforderungen. Als Faustregel gilt: Je höher die Reinheitsklasse, desto häufiger sind Wartungen notwendig. Typischerweise werden monatliche, vierteljährliche und jährliche Wartungsroutinen kombiniert. Kritische Komponenten wie HEPA-Filter benötigen häufigere Überprüfungen. Für pharmazeutische Reinräume nach EU GMP sind die Wartungsintervalle oft strenger definiert als in anderen Branchen. Ein vorbeugendes Wartungskonzept sollte individuell für jede Anlage entwickelt werden, um optimale Bedingungen für die Produktionsprozesse zu schaffen.
Restölgehalt in Druckluft messen gemäß ISO 8573 – Druckluftqualität und Überwachung
Die korrekte Messung des Restölgehalts in Druckluft ist ein entscheidender Faktor für die Sicherstellung einer optimalen Druckluftqualität in industriellen Anwendungen. Die internationale Norm ISO 8573, insbesondere Teil ISO 8573-1, definiert präzise Anforderungen hinsichtlich der Reinheit der Druckluft und gibt Standards für die Messung von Verunreinigungen vor. Diese umfassende Anleitung erklärt, wie der Ölgehalt in der Druckluft gemäß ISO gemessen wird, welche Grenzwerte gelten und welche Überwachungssysteme zur Verfügung stehen, um eine kontinuierliche Kontrolle zu gewährleisten.
Wie wird der Ölgehalt in der Druckluft gemäß ISO 8573-1 korrekt gemessen?
Die korrekte Messung des Ölgehalts in der Druckluft gemäß ISO 8573-1 erfordert präzise Vorgehensweisen und geeignete Messgeräte. Die Norm definiert spezifische Methoden, um den Restölgehalt in Druckluft zuverlässig zu bestimmen. Die Messung des Ölgehalts ist essenziell, da Verunreinigungen in der Druckluft schwerwiegende Auswirkungen auf Produktionsprozesse haben können. Die ISO 8573 gibt klare Richtlinien vor, wie diese Messungen durchzuführen sind, um vergleichbare und standardisierte Ergebnisse zu erzielen. Insbesondere in sensiblen Bereichen wie der Lebensmittel- oder Pharmaindustrie ist die Überwachung des Restölgehalts von höchster Bedeutung, um die Reinheit der Druckluft sicherzustellen und Kontaminationen zu vermeiden.
Welche Messmethoden sind nach ISO 8573 für die Restölmessung zulässig?
Die ISO 8573 legt verschiedene zulässige Methoden für die Restölmessung in Druckluft fest. Die primären Messverfahren umfassen die Gaschromatographie, die Infrarotspektroskopie und photoionisationsbasierte Detektoren. Diese Methoden ermöglichen eine präzise Quantifizierung von Kohlenwasserstoffen und anderen öligen Substanzen in der Druckluft. Die Gaschromatographie wird besonders für die Analyse von Öl in gasförmiger Form verwendet, während die Infrarotspektroskopie effektiv ist, um Öl in flüssiger Form und Aerosole zu detektieren. Die Norm unterscheidet zwischen Messungen des Gesamtölgehalts (inklusive Aerosole, Dampf und flüssiges Öl) und der Messung spezifischer Ölfraktionen. Je nach Anwendungsbereich und den Anforderungen der ISO 8573-1 muss die passende Methode gewählt werden. Moderne Instrumente wie die von CS Instruments angebotenen Lösungen kombinieren oft mehrere Messmethoden, um eine umfassende Analyse der Druckluftqualität zu ermöglichen.
Wie funktioniert die Probenahme zur Messung des Restölgehalts?
Die Probenahme ist ein kritischer Schritt bei der Messung des Restölgehalts in Druckluft gemäß ISO 8573. Die Norm gibt vor, dass die Probenahme unter realen Betriebsbedingungen erfolgen muss, um repräsentative Ergebnisse zu erhalten. Für die korrekte Probenahme werden spezielle Entnahmepunkte an der Druckluftleitung installiert, die es ermöglichen, Proben ohne Verfälschung durch externe Verunreinigungen zu entnehmen. Die ISO 8573-1 empfiehlt isokinetische Probenahmeverfahren, bei denen die Strömungsgeschwindigkeit in der Probenahmevorrichtung der im Hauptstrom entspricht. Dies verhindert eine Verfälschung der Messergebnisse durch Sedimentationseffekte oder selektive Anreicherung von Verunreinigungen. Bei der Entnahme müssen zudem Materialien verwendet werden, die keine Kohlenwasserstoffe abgeben oder adsorbieren können. Die Probenahmevorrichtungen sollten vor der Messung gründlich gereinigt werden, um Rückstände zu beseitigen, die die Messung des Restölgehalts in der Druckluft beeinflussen könnten.
Welche Messgeräte eignen sich für die ISO-konforme Ölgehaltsmessung?
Für die ISO-konforme Ölgehaltsmessung in Druckluft stehen verschiedene spezialisierte Messgeräte zur Verfügung. Photometrische Öldetektoren sind weit verbreitet und ermöglichen eine präzise Bestimmung des Restölgehalts durch Analyse der Lichtabsorption. Photoionisationsdetektoren (PID) sind besonders empfindlich für flüchtige organische Verbindungen und eignen sich hervorragend zur Detektion von Kohlenwasserstoffen in niedrigen Konzentrationen. Für höchste Präzision werden häufig Gaschromatographen mit Flammenionisationsdetektoren (GC-FID) eingesetzt, die eine detaillierte Analyse verschiedener Ölkomponenten ermöglichen. Die Wahl des richtigen Messgeräts hängt von der erforderlichen Reinheitsklasse der Druckluft gemäß ISO 8573-1 ab. Für die kontinuierliche Überwachung des Ölgehalts in der Druckluft bieten Hersteller wie CS Instruments stationäre Lösungen an, die eine permanente Kontrolle der Druckluftqualität gewährleisten. Moderne Messgeräte verfügen über Kalibrierungsfunktionen und können in bestehende Überwachungssysteme integriert werden, um eine umfassende Kontrolle der Druckluftreinheit zu ermöglichen.
Welche Restölgehalt-Grenzwerte definiert die ISO 8573-1 für Druckluftqualität?
Die ISO 8573-1 definiert präzise Grenzwerte für den Restölgehalt in Druckluft, die in verschiedenen Reinheitsklassen kategorisiert sind. Diese internationale Norm ist der maßgebliche Standard für die Beurteilung der Druckluftqualität und legt fest, welche Konzentrationen an Verunreinigungen in Form von Öl für verschiedene Anwendungsbereiche akzeptabel sind. Die Klassifizierung nach ISO 8573-1 berücksichtigt sowohl Öl in flüssiger Form, Aerosole als auch Öldämpfe, wobei der Gesamtölgehalt in Milligramm pro Kubikmeter (mg/m³) angegeben wird. Die Anforderungen der ISO 8573-1 sind dabei streng und erfordern präzise Messungen, um die Einhaltung der entsprechenden Reinheitsklasse nachzuweisen. Die Grenzwerte sind entscheidend für die Sicherstellung einer hohen Qualität der Druckluft und müssen bei der Aufbereitung der Druckluft stets eingehalten werden.
Was bedeuten die verschiedenen Reinheitsklassen für den Ölgehalt?
Die ISO 8573-1 definiert insgesamt 5 Reinheitsklassen für den Ölgehalt in Druckluft, wobei Klasse 1 die strengsten Anforderungen stellt und Klasse 5 die niedrigsten. Die Reinheitsklasse 1 erlaubt einen maximalen Restölgehalt von 0,01 mg/m³, was für hochsensible Anwendungen wie in der Pharma- oder Lebensmittelindustrie erforderlich ist. Klasse 2 begrenzt den Ölgehalt auf 0,1 mg/m³, während Klasse 3 einen Grenzwert von 1 mg/m³ festlegt, der für viele industrielle Standardanwendungen ausreichend ist. Klasse 4 lässt einen Ölgehalt von bis zu 5 mg/m³ zu, und Klasse 5 erlaubt bis zu 25 mg/m³. Jede Reinheitsklasse der Druckluft ist mit spezifischen Anforderungen an die Messung und Überwachung des Restölgehalts verbunden. Die Wahl der richtigen Reinheitsklasse hängt vom Anwendungsbereich und den spezifischen Qualitätsanforderungen ab. Die korrekte Bestimmung des Ölgehalts in der Druckluft gemäß ISO 8573 ist entscheidend, um die Einhaltung der gewählten Reinheitsklasse zu verifizieren und die Prozesssicherheit zu gewährleisten.
Welcher maximale Restölgehalt ist für ölfreie Druckluft zulässig?
Für Druckluft, die als „ölfrei“ bezeichnet wird, definiert die ISO 8573-1 strenge Grenzwerte. Gemäß ISO 8573-1 entspricht technisch ölfreie Druckluft der Klasse 1 oder besser und darf einen maximalen Restölgehalt von 0,01 mg/m³ nicht überschreiten. In besonders sensiblen Anwendungsbereichen wird oft sogar Klasse 0 gefordert, bei der der zulässige Restölgehalt individuell zwischen Hersteller und Anwender vereinbart wird und typischerweise unter 0,003 mg/m³ liegt. Die Messung solch niedriger Konzentrationen erfordert hochsensitive Messgeräte und präzise Messmethoden. Ölfreie Kompressoren werden eingesetzt, um diese strengen Anforderungen zu erfüllen, obwohl selbst diese nicht garantieren können, dass die Druckluft vollständig frei von Kohlenwasserstoffen ist, da Verunreinigungen auch aus der Umgebungsluft stammen können. Daher ist eine kontinuierliche Überwachung des Restölgehalts in Druckluft unerlässlich, um sicherzustellen, dass die Anforderungen an ölfreie Druckluft durchgängig erfüllt werden.
Wie unterscheiden sich die zulässigen Restölgehalte in Druckluft nach Anwendungsbereich?
Die zulässigen Restölgehalte in Druckluft variieren erheblich je nach Anwendungsbereich und den spezifischen Anforderungen der verschiedenen Industrien. In der Lebensmittel- und Getränkeindustrie sowie in der Pharmazie sind die strengsten Vorgaben zu beachten, wobei oft Druckluft der Klasse 1 oder besser gemäß ISO 8573-1 mit einem maximalen Restölgehalt von 0,01 mg/m³ erforderlich ist. In der Elektronikindustrie, wo selbst kleinste Verunreinigungen Bauteile beschädigen können, werden ähnlich strenge Standards angewendet. Die Automobilindustrie und allgemeine Fertigungsprozesse können oft mit Druckluft der Klassen 2 oder 3 auskommen, die Restölgehalte von 0,1 bzw. 1 mg/m³ zulassen. Für weniger kritische Anwendungen in der allgemeinen Industrieproduktion sind die Klassen 4 (5 mg/m³) oder 5 (25 mg/m³) ausreichend. Die Festlegung der erforderlichen Druckluftqualität und damit der zulässigen Restölgehalte sollte stets nach einer sorgfältigen Analyse der Prozessanforderungen erfolgen. Eine regelmäßige Überprüfung der Druckluftqualität durch Messung des Restölgehalts gemäß ISO 8573 ist in allen Anwendungsbereichen empfehlenswert, um Prozessstörungen zu vermeiden.
Kontinuierliche Überwachung des Restölgehalts in Druckluft – Systeme und Vorteile
Die kontinuierliche Überwachung des Restölgehalts in Druckluft hat sich in modernen industriellen Anwendungen als unverzichtbar erwiesen. Im Gegensatz zu sporadischen Messungen ermöglicht eine permanente Kontrolle die sofortige Erkennung von Veränderungen in der Druckluftqualität. Systeme zur kontinuierlichen Überwachung des Ölgehalts arbeiten gemäß ISO 8573 und liefern in Echtzeit präzise Daten über die Reinheit der Druckluft. Diese Systeme sind besonders wichtig für Anwendungen, bei denen eine konstante hohe Qualität der Druckluft erforderlich ist und auch geringfügige Verunreinigungen zu erheblichen Problemen führen können. Die Integration solcher Überwachungssysteme in die Druckluftaufbereitung ermöglicht eine proaktive Wartung und verhindert kostspielige Produktionsausfälle durch kontaminierte Druckluft.
Welche Überwachungssysteme für Druckluft gibt es zur Restölgehaltsmessung?
Für die kontinuierliche Überwachung des Restölgehalts in Druckluft stehen verschiedene Systeme zur Verfügung, die je nach Anwendung und erforderlicher Genauigkeit ausgewählt werden können. PID-basierte Überwachungssysteme (Photoionisationsdetektoren) eignen sich besonders für die Echtzeitüberwachung von Kohlenwasserstoffen und können sehr niedrige Konzentrationen ab 0,003 mg/m³ detektieren. Infrarotbasierte Systeme bieten eine zuverlässige Messung des Gesamtölgehalts und können zwischen verschiedenen Ölkomponenten unterscheiden. Einige Hersteller wie Instruments bieten umfassende Lösungen an, die neben dem Restölgehalt auch weitere Parameter wie Partikel und Drucktaupunkt gemäß ISO 8573 überwachen.
Q: Wie kann man den Restölgehalt in der Druckluft messen?
A: Den Restölgehalt in der Druckluft misst man typischerweise mittels spezieller Messgeräte, die Ölaerosole, Öldampf und gasförmige Kohlenwasserstoffe erfassen können. Dafür werden entweder tragbare Messgeräte für Stichproben oder stationäre Lösungen für kontinuierliche Überwachung eingesetzt. Die Messung erfolgt gemäß ISO 8573-2 und wird üblicherweise in mg pro 1 m³ Druckluft angegeben. Mit diesen Messungen kann man sicherstellen, dass die Druckluft sauber ist und den Anforderungen an die Druckluftqualität entspricht.
Q: Welche Bedeutung hat die Klassifizierung nach ISO 8573.1 für den Ölgehalt?
A: Die ISO 8573.1 ist die internationale Norm zur Klassifizierung der Reinheit und Qualität der Druckluft. In Bezug auf den Ölgehalt definiert sie verschiedene Klassen von 0 bis 5, wobei Klasse 0 die höchsten Anforderungen stellt (unter der Nachweisgrenze) und Klasse 5 bis zu 25 mg/m³ erlaubt. Diese Klassifizierung hilft Unternehmen, die passende Druckluftqualität für ihre Anwendungen zu spezifizieren und sicherzustellen, dass die Druckluft die erforderlichen Reinheitsstandards erfüllt. Die Norm berücksichtigt neben Öl auch Partikel und Feuchtigkeit als Verunreinigungen.
Q: Wie funktioniert ein Kompressor und wie beeinflusst er den Ölgehalt in der Druckluft?
A: Ein Kompressor verdichtet Luft, um Druckluft zu erzeugen. Dabei können ölgeschmierte Kompressoren Ölpartikel in die Druckluft abgeben. Auch bei ölfrei verdichtendem Kompressor kann Umgebungsluft Kohlenwasserstoffe enthalten, die in die Druckluft gelangen. Das Öl kann in dreierlei Form vorkommen: als Ölaerosol, Öldampf oder in flüssiger Form. Um den Ölgehalt in der Druckluft zu reduzieren, werden Filtersysteme eingesetzt, die je nach Anwendung unterschiedliche Reinheitsgrade erzielen können. Die regelmäßige Wartung dieser Systeme ist entscheidend, um Verunreinigungen aus der Druckluft zuverlässig zu entfernen.
Q: Welche Methoden gibt es, um Partikel in der Druckluft zu messen?
A: Zur Messung von Partikeln in der Druckluft werden hauptsächlich optische Partikelzähler verwendet, die Partikel ab einer Größe von 0,1 µm für Druckluft und Gase detektieren können. Diese Geräte klassifizieren die Partikel nach Größe und Anzahl gemäß ISO 8573.1. Alternativ kann man auch Gravimetrie-Methoden einsetzen, bei denen Partikel auf speziellen Filtern gesammelt und gewogen werden. Moderne Überwachungssysteme für Druckluft kombinieren verschiedene Messverfahren und ermöglichen eine kontinuierliche Kontrolle der Partikelbelastung, was besonders in sensiblen Produktionsbereichen wie der Lebensmittel- oder Pharmaindustrie wichtig ist.
Q: Was ist der Drucktaupunkt und warum ist seine Messung wichtig?
A: Der Drucktaupunkt ist die Temperatur, bei der Wasserdampf in der Druckluft zu kondensieren beginnt. Die Messung des Taupunkts in der Druckluft ist entscheidend, um Feuchtigkeit zu kontrollieren, die zu Korrosion, Frostschäden oder Störungen in Produktionsprozessen führen kann. Mit einem Taupunktmessgerät für Druckluft überwacht man kontinuierlich die Trockenheit des Mediums. Gemäß ISO 8573.1 wird der Drucktaupunkt in verschiedene Klassen eingeteilt. Je niedriger der Taupunkt, desto trockener und hochwertiger ist die Druckluft. In kritischen Anwendungen kann ein zu hoher Feuchtigkeitsgehalt nicht nur die Prozessqualität beeinträchtigen, sondern auch teure Ausfallzeiten verursachen.
Q: Wie kann man feststellen, ob die Druckluft ölfrei ist?
A: Um festzustellen, ob Druckluft tatsächlich ölfrei ist, reicht es nicht, nur einen ölfrei verdichtenden Kompressor einzusetzen. Man muss den Restölgehalt direkt messen. Dies geschieht mit speziellen Ölmonitoren, die kontinuierlich oder bei Stichproben den Gehalt an Ölaerosolen und Öldämpfen erfassen. Als ölfrei gilt Druckluft gemäß ISO 8573-1, wenn sie maximal 0,01 mg/m³ Öl enthält (Klasse 1) oder unter der Nachweisgrenze liegt (Klasse 0). Selbst mit bester Filtertechnik können Umgebungseinflüsse wie ölhaltige Ansaugluft zu Kontaminationen führen, weshalb regelmäßige Messungen notwendig sind, um zu garantieren, dass die Druckluft sauber bleibt.
Q: Welche Gase können die Druckluftqualität beeinträchtigen?
A: Neben Öl und Partikeln können verschiedene Gase die Druckluftqualität beeinträchtigen. Dazu gehören Kohlenwasserstoffe aus der Umgebungsluft, CO und CO₂, NOx-Verbindungen sowie Schwefelverbindungen. Diese können von außen angesaugt werden oder im Kompressor selbst entstehen. Bei manchen Produktionsprozessen ist es wichtig, auch den Gehalt dieser Gase in der Druckluft zu messen, besonders wenn reine Druckluft erforderlich ist. Moderne Analysegeräte von Herstellern wie Instruments können neben dem Ölgehalt auch diese Gaskonzentrationen überwachen. Die ISO 8573.1 berücksichtigt zwar primär Partikel, Wasser und Öl, aber je nach Anwendung können weitere Gasanalysen notwendig sein.
Q: Welche Vorteile bietet ein stationäres Überwachungssystem für die Druckluftqualität?
A: Eine stationäre Lösung für die Druckluftüberwachung bietet den Vorteil einer kontinuierlichen Messung aller relevanten Parameter wie Restölgehalt, Partikel, Feuchte und manchmal auch spezifische Gase. Diese Systeme können Alarme auslösen, wenn Grenzwerte überschritten werden, und ermöglichen so eine präventive Wartung. Die gesammelten Daten lassen sich dokumentieren, was besonders für Audits und Qualitätsnachweise wichtig ist. Im Vergleich zu punktuellen Messungen erfassen sie auch kurzzeitige Schwankungen und Trends in der Druckluftqualität. Moderne Überwachungssysteme können in bestehende Netzwerke integriert werden und bieten Fernzugriff auf die Messdaten, wodurch die Qualität der Druckluft zu jeder Zeit gewährleistet werden kann.
Q: Welche Messverfahren eignen sich, um den Ölgehalt hinter Aktivkohlefiltern zu messen?
A: Zur Messung des Ölgehalts hinter Aktivkohlefiltern eignen sich besonders hochempfindliche PID-Sensoren (Photoionisationsdetektoren) oder FID-Analysatoren (Flammenionisationsdetektoren), da Aktivkohlefilter vor allem Öldämpfe und gasförmige Kohlenwasserstoffe zurückhalten sollen. Diese Messgeräte können auch kleinste Konzentrationen von Kohlenwasserstoffen detektieren, was wichtig ist, um die Effizienz der Filter zu überprüfen. Die ISO 8573-2 definiert die Standardmethoden für diese Messungen. Bei der Wahl des Messverfahrens sollte beachtet werden, dass es für die Bewertung der Filterleistung und zum Erkennen des Sättigungszustands des Aktivkohlefilters geeignet sein muss, um Durchbrüche des Öls rechtzeitig zu erkennen und Verunreinigungen in der Druckluft zu vermeiden.
ISO 8573-1: Der Leitfaden für Druckluftklassen und Richtige Druckluftqualität in der Pneumatik
Die Qualität der Druckluft ist für industrielle Anwendungen von entscheidender Bedeutung. Die internationale Norm ISO 8573-1 stellt den weltweiten Standard für die Klassifizierung von Druckluftqualität dar und definiert verschiedene Druckluftklassen. Dieser Leitfaden erklärt die Grundlagen der Druckluftklassifizierung, die Anforderungen für verschiedene Anwendungen und wie die richtige Druckluftqualität gemäß ISO 8573-1 erreicht und aufrechterhalten werden kann.
Was sind Druckluftklassen nach ISO 8573-1 und wie werden sie definiert?
Grundlagen der Klassifizierung in der ISO-Norm
Die ISO 8573-1 ist eine international anerkannte Norm, die ein umfassendes System zur Klassifizierung der Druckluftqualität bereitstellt. Diese Norm definiert Druckluftklassen basierend auf drei Hauptkategorien von Verunreinigungen: Feststoffpartikel, Wasser und Öl. Jede dieser Kategorien wird mit einer Zahl von 0 bis 9 bewertet, wobei niedrigere Zahlen eine höhere Reinheit bedeuten. Die Druckluftqualitätsklasse wird dann als dreiteilige Ziffernfolge dargestellt, beispielsweise „1.2.1“, wobei die erste Ziffer die Partikelreinheit, die zweite den Drucktaupunkt (Feuchtigkeitsgehalt) und die dritte den Ölgehalt angibt. Diese Klassifizierung ermöglicht es Anwendern, die genauen Anforderungen an die Druckluftqualität für ihre spezifischen Anwendungen zu spezifizieren und zu verstehen, welche Aufbereitung der Druckluft notwendig ist, um diese Standards zu erfüllen.
Die wichtigsten Verunreinigungen und ihre Messgrößen
In der Pneumatik können verschiedene Arten von Verunreinigungen die Druckluftqualität beeinträchtigen und Probleme verursachen. Die ISO 8573-1 konzentriert sich auf drei Hauptkategorien: Feststoffpartikel werden nach ihrer Größe (gemessen in μm) und Konzentration (Anzahl pro m³ Luft) klassifiziert. Die Partikelgröße ist entscheidend, da selbst mikroskopisch kleine Partikel empfindliche Pneumatikkomponenten beschädigen können. Die zweite Kategorie betrifft den Wassergehalt, der durch den Drucktaupunkt gemessen wird – eine kritische Größe, die angibt, bei welcher Temperatur die Feuchtigkeit in der Druckluft kondensiert. Ein niedriger Drucktaupunkt bedeutet weniger Feuchtigkeit und somit höhere Reinheit. Die dritte Hauptverunreinigung ist Öl, sowohl in Aerosol- als auch in Dampfform, gemessen in mg pro Kubikmeter (mg/m³). Der Restölgehalt kann die Produktqualität und die Lebensdauer von Pneumatikkomponenten erheblich beeinflussen. Für jede dieser Verunreinigungsarten legt die ISO 8573 spezifische Messmethoden und Grenzwerte fest, die zur Einstufung in die verschiedenen Qualitätsklassen führen.
Übersicht der Reinheitsklassen von 0 bis 9
Die ISO 8573-1 definiert ein detailliertes Spektrum an Reinheitsklassen, das von 0 bis 9 reicht, wobei Klasse 0 die höchsten und Klasse 9 die niedrigsten Anforderungen stellt. Klasse 1 für Partikel bedeutet beispielsweise, dass pro Kubikmeter Druckluft maximal 20.000 Partikel mit einer Größe von 0,1-0,5 μm, 400 Partikel von 0,5-1 μm und 10 Partikel von 1-5 μm enthalten sein dürfen. Im Vergleich dazu erlaubt Klasse 2 bereits eine größere Anzahl an Partikeln. Beim Drucktaupunkt reicht die Spanne von -70°C bei Klasse 1 bis zu +10°C bei Klasse 6, während Klasse 7 bis 9 noch höhere Taupunkte zulassen. Für den Ölgehalt gilt: Klasse 1 erlaubt maximal 0,01 mg/m³, während bei Klasse 4 bereits 5 mg/m³ zulässig sind. Die Klasse X stellt einen Sonderfall dar, bei dem die Reinheitsklasse über den in der Norm definierten Bereich hinausgeht oder spezifische Anwendungsanforderungen erfüllt werden müssen. Die Klasse 0 wiederum bezeichnet eine Reinheit, die strenger als die in der Norm definierten Spezifikationen ist und zwischen Anbieter und Anwender individuell vereinbart wird – ein Standard, der besonders in kritischen Anwendungsbereichen wie der Lebensmittel- und Pharmaindustrie relevant ist.
nheitsklasse
Partikelgröße (μm) und max. Anzahl pro m³
Drucktaupunkt (°C)
Ölgehalt (mg/m³)
Besonderheiten
0
Strenger als ISO 8573-1 definiert, individuell vereinbart
–
–
Individuelle Anforderungen (z. B. Lebensmittel, Pharma)
1
0,1–0,5: 20.000 / 0,5–1: 400 / 1–5: 10
-70
≤ 0,01
Sehr hohe Reinheit, sensible Anwendungen
2
0,1–0,5: 400.000 / 0,5–1: 6.000 / 1–5: 100
-40
≤ 0,1
Hohe Reinheit, anspruchsvolle Prozesse
3
–
-20
≤ 1
Allgemeine Industrieanwendungen
4
–
+3
≤ 5
Standard für Werkstätten und weniger kritische Prozesse
5
–
+7
≤ 25
Robuste Anwendungen, geringe Anforderungen
6
–
+10
–
Höchste zulässige Feuchte, meist unkritisch
7–9
–
> +10
–
Sehr hohe Feuchte, oft keine besonderen Anforderungen
X
Außerhalb der definierten Normbereiche
–
–
Spezielle Vereinbarungen außerhalb ISO 8573-1
Welche Anforderungen an die Druckluftqualität gelten für verschiedene Anwendungen?
Industriespezifische Druckluftqualitätsklassen
Die Anforderungen an die Druckluftqualität variieren erheblich je nach Branche und spezifischer Anwendung. In der Lebensmittel- und Getränkeindustrie ist die Reinheit der Druckluft von höchster Bedeutung, da Verunreinigungen direkt die Produktqualität und -sicherheit beeinträchtigen können. Hier werden oft Druckluftqualitätsklassen wie 1.2.1 oder sogar Klasse 0 gefordert, insbesondere wenn die Druckluft direkt mit Lebensmitteln in Kontakt kommt. Die Pharmaindustrie stellt ähnlich hohe Ansprüche und folgt oft strengen Good Manufacturing Practice (GMP) Richtlinien, die eine Druckluftqualität gemäß ISO 8573-1 mit minimalen Partikel-, Feuchtigkeits- und Ölgehalten vorschreiben. Im Gegensatz dazu können in der Schwerindustrie oder bei allgemeinen Werkstattanwendungen niedrigere Reinheitsklassen wie 3.4.3 oder 4.4.4 ausreichend sein. Die Automobilindustrie benötigt für Lackieranwendungen ölfreie Druckluft (mindestens Klasse 1 für Öl), während für allgemeine Pneumatik-Werkzeuge Klasse 3 oder 4 genügen kann. Die Elektronikfertigung wiederum erfordert sehr niedrige Partikelwerte, um empfindliche Komponenten zu schützen, während der Feuchtigkeitsgehalt streng kontrolliert werden muss, um statische Entladungen zu vermeiden. Jede Industrie hat somit ihre eigenen spezifischen Anforderungen, die durch die entsprechenden ISO 8573-1 Druckluftklassen definiert werden.
Branche
Typische ISO-Klasse
Besondere Anforderungen
Beispielhafte Anwendungen
Lebensmittel- & Getränkeindustrie
1.2.1 oder 0
Direkter Kontakt mit Lebensmitteln, keine Rückstände
Abfüllung, Verpackungslinien
Pharmaindustrie
1.1.1 oder 0
GMP-gerecht, sterile Bedingungen, minimale Partikel- und Ölbelastung
Arzneimittelherstellung, Reinräume
Schwerindustrie
3.4.3 oder 4.4.4
Robuste Anwendungen, weniger empfindliche Prozesse
Stahlverarbeitung, Gießereien
Automobilindustrie
1.x.1 für Lackierung, 3–4 für Werkzeuge
Ölfreie Druckluft für Lackierung, robustere Luft für Werkzeuge
Lackieranlagen, Fertigungsstraßen
Elektronikfertigung
1.x.x
Sehr niedrige Partikelwerte, strenge Kontrolle der Feuchtigkeit
Halbleiterproduktion, Leiterplattenfertigung
Kritische Anwendungen und ihre Reinheitsanforderungen
Besonders kritische Anwendungen stellen außergewöhnlich hohe Anforderungen an die Druckluftqualität gemäß ISO 8573-1. In der Medizintechnik, wo Druckluft für Beatmungsgeräte, chirurgische Instrumente oder zur Herstellung von Medikamenten eingesetzt wird, ist eine Klasse 1.1.1 oder sogar Klasse 0 unerlässlich. Der Einsatz von Druckluft in Reinräumen der Halbleiterindustrie erfordert eine praktisch partikelfreie Luft mit minimaler Feuchtigkeit, da selbst mikroskopisch kleine Verunreinigungen die Herstellungsprozesse empfindlich stören können. Auch bei Beschichtungsprozessen in der Oberflächentechnik kann bereits ein minimaler Ölgehalt oder Feuchtigkeitsanteil in der Druckluft die Haftung und Qualität der Beschichtung beeinträchtigen. Im Bereich der Analysetechnik und Labortechnik werden ebenfalls höchste Reinheitsklassen gefordert, da Verunreinigungen Messergebnisse verfälschen können. Messtechnische Anwendungen und Kalibrierungen verlangen nach einer definierten, konstanten Druckluftqualität mit minimalem Restölgehalt und Partikelanteil. Für alle diese kritischen Anwendungen ist nicht nur die Einhaltung der geforderten Qualitätsklasse entscheidend, sondern auch die regelmäßige Überwachung und Dokumentation der Druckluftqualität, um konsistente Prozesse und Ergebnisse zu gewährleisten.
Kritische Anwendung
Typische ISO-Klasse
Besondere Anforderungen
Beispiele / Branchen
Medizintechnik
1.1.1 oder 0
Höchste Reinheit, sterile Bedingungen, keine Kontamination
Beatmungsgeräte, chirurgische Werkzeuge
Halbleiterindustrie / Reinräume
1.1.1 oder 0
Partikelfreie Luft, sehr niedrige Feuchtigkeit, extrem geringe Ölbelastung
Wafer-Herstellung, Chip-Produktion
Oberflächentechnik / Beschichtung
1.x.1
Minimaler Ölgehalt, keine Feuchtigkeitseinflüsse, gute Haftung
Lackier- und Beschichtungsprozesse
Analysetechnik / Labortechnik
1.x.1 oder 1.1.1
Keine Verunreinigungen, präzise Messergebnisse, stabile Druckluftqualität
Messgeräte, Kalibrierungslabore
Wirtschaftliche Aspekte bei der Wahl der richtigen Druckluftklasse
Die Wahl der richtigen Druckluftklasse hat erhebliche wirtschaftliche Implikationen. Während eine zu niedrige Qualitätsklasse zu Produktionsausfällen, Qualitätsproblemen und erhöhtem Verschleiß an Pneumatikkomponenten führen kann, verursacht eine unnötig hohe Reinheitsklasse überproportionale Kosten. Die Aufbereitung der Druckluft zur Erreichung höherer Reinheitsklassen erfordert umfangreichere Filtersysteme, spezielle Kompressoren und aufwendigere Trocknungsverfahren. Ein System für Klasse 1.1.1 kann beispielsweise in der Anschaffung bis zu 50% teurer sein als eine Anlage für Klasse 3.4.3. Hinzu kommen höhere Energiekosten durch zusätzlichen Druckverlust in Filtern sowie häufigere Filterwechsel und intensivere Wartung. Atlas Copco Deutschland und andere führende Hersteller empfehlen daher eine sorgfältige Bedarfsanalyse für jede Anwendung. Eine wirtschaftlich optimale Lösung kann auch in der Zonierung des Druckluftsystems liegen: Während das Basis-Netzwerk eine moderate Qualität (etwa Klasse 4) bietet, werden nur für spezifische kritische Anwendungen lokale Nachreinigungssysteme installiert, um dort höhere Reinheitsklassen zu erreichen. Diese differenzierte Betrachtung kann die Gesamtbetriebskosten erheblich reduzieren. Zudem sollten Unternehmen auch den Lebenszyklus der Anlage berücksichtigen, da hochwertige, energieeffiziente Systeme trotz höherer Anfangsinvestitionen langfristig wirtschaftlicher sein können. Eine regelmäßige Überprüfung der tatsächlichen Druckluftqualität hilft zudem, unnötige Aufbereitungsmaßnahmen zu vermeiden.
Reinheitsklasse
Investitionskosten (relativ)
Betriebskosten (relativ)
Typischer Einsatzbereich
Optimierungsmöglichkeiten
1.1.1
Sehr hoch
Hoch
Pharma, Medizintechnik, Reinräume
Einsatz lokaler Nachreinigungssysteme
3.4.3
Mittel
Mittel
Maschinenbau, allgemeine Industrie
Bedarfsgerechte Auslegung des Gesamtsystems
4.4.4
Niedrig
Gering
Werkstätten, weniger kritische Anwendungen
Nutzung einfacher Filter- und Trocknungstechnik
Zonierte Systeme
Unterschiedlich je Zone
Unterschiedlich je Zone
Kombination von Basis- und Spezialnetzwerken
Effizienzsteigerung durch gezielte Reinigung
Wie erfolgt die Aufbereitung der Druckluft zur Erreichung bestimmter Qualitätsklassen?
Filtrationsstufen für unterschiedliche Partikelgrößen
Die mehrstufige Filtration ist entscheidend für die Erreichung spezifischer Druckluftklassen nach ISO 8573-1. Der Prozess beginnt typischerweise mit einem Grobfilter, der Partikel größer als 5 μm entfernt und damit eine Basis für nachfolgende Filterstufen schafft. Für Klasse 4 ist dies oft bereits ausreichend. Um Klasse 3 zu erreichen, kommen Feinfilter zum Einsatz, die Partikel bis zu 1 μm abscheiden können. Der Sprung zu Klasse 2 erfordert hocheffiziente Submikrofilter, die Partikel bis 0,1 μm zurückhalten. Für die anspruchsvolle Klasse 1 sind spezielle Sterilfilter oder absolute Mikrofilter notwendig, die selbst kleinste Partikel im Bereich von 0,01 μm filtern können. Die Filterelemente bestehen typischerweise aus mehrlagigen Materialien mit genau definierter Porenstruktur, wobei modernste Technologien wie elektrostatische Abscheidung oder Tiefenfiltration zum Einsatz kommen. Wichtig ist die korrekte Dimensionierung der Filter: Bei Überlastung können sie Partikel durchlassen, während überdimensionierte Filter unnötigen Druckverlust verursachen. Die richtige Anordnung der Filtrationsstufen spielt ebenfalls eine wichtige Rolle – sie sollte dem Prinzip „von grob zu fein“ folgen, wobei zwischen den Filterstufen oft Kondensatabscheider oder Trockner platziert werden. Für höchste Reinheitsanforderungen werden die Filter häufig redundant ausgelegt, um auch bei Störungen oder während Wartungsarbeiten die geforderte Partikelreinheit sicherzustellen.
Extrem hohe Reinheit, oft für kritische Anwendungen
Zusätzliche Elemente
–
Alle Klassen
Kondensatabscheider, Trockner
Vermeidung von Wasser- und Öleintrag
Drucktaupunkt-Management und Trocknungsmethoden
Die Kontrolle des Drucktaupunkts ist ein zentraler Aspekt bei der Aufbereitung der Druckluft gemäß ISO 8573-1. Der Drucktaupunkt gibt an, bei welcher Temperatur Wasserdampf in der komprimierten Luft kondensiert – ein niedriger Wert bedeutet trockene Luft und verhindert Korrosion, Eisbildung und andere feuchtigkeitsbedingte Probleme in Pneumatiksystemen. Für verschiedene Druckluftklassen werden unterschiedliche Trocknungsmethoden eingesetzt: Kältetrockner können Drucktaupunkte bis etwa +3°C erreichen, was für Klasse 4 ausreichend ist. Für Klasse 3 mit einem Drucktaupunkt von -20°C werden bereits hochwertigere Kältetrockner oder einfache Adsorptionstrockner benötigt. Die anspruchsvollen Klassen 2 und 1 mit Drucktaupunkten von -40°C bzw. -70°C erfordern leistungsfähige Adsorptionstrockner mit optimierter Regeneration. Diese Systeme nutzen Materialien wie Aktivkohle oder Molekularsiebe, um Feuchtigkeit zu binden.
Reinheitsklassen von Druckluft nach ISO 8573-1: Einflussfaktoren auf Partikel, Wasser und Öl
Die Reinheitsklasse von Druckluft gemäß ISO 8573-1 ist entscheidend für die Effizienz und Zuverlässigkeit vieler industrieller Prozesse. Dabei spielen verschiedene Einflussfaktoren eine wesentliche Rolle.
Die Wassermenge in der Druckluft ist in erster Linie von der Umgebungstemperatur und -feuchtigkeit, der Verdichtungstemperatur sowie der Art und Effizienz der Trocknungsaggregate abhängig. Bei hohen Umgebungstemperaturen steigt die Feuchtebelastung der Druckluft. Eine unzureichende Trocknung oder ein veralteter Trockner können ebenfalls zu erhöhtem Wassergehalt führen.
Der Ölgehalt wird wesentlich durch die Bauart des Verdichters, die Art und Qualität des verwendeten Schmiermittels sowie den Zustand der Ölabscheider und Ölabscheiderfilter bestimmt. Öleinspritzende Kompressoren führen in der Regel zu einem höheren Ölgehalt, der durch effektive Ölabscheidesysteme und regelmäßige Wartung minimiert werden muss.
Zusätzlich spielen die Druckstufenim gesamten System eine Rolle: Je höher der Druck, desto eher können sich Partikel und Wassertröpfchen in der Druckluft ablagern oder wieder ausfällen. Daher müssen Druckluftsysteme anwendungs- und umgebungsabhängig konzipiert werden, um die geforderte Reinheitsklasse sicherzustellen.
Zusammenfassend ist die Einhaltung der ISO 8573-1 Reinheitsklassen ein Zusammenspiel verschiedener Faktoren – von der Umgebungsluft bis zur Wahl und Wartung der technischen Komponenten. Nur wenn alle diese Faktoren berücksichtigt werden, kann eine dauerhaft hohe Qualität der Druckluft erreicht werden.
Einflussfaktoren auf die Messgenauigkeit von Partikel-, Wasser- und Ölgehalt in Druckluft
Die Messgenauigkeit von Partikeln, Wasser und Öl in Druckluftsystemen ist von großer Bedeutung für die Einhaltung von Normen und die Sicherstellung einer hohen Luftqualität. Es gibt zahlreiche Faktoren, die die Genauigkeit dieser Messungen beeinflussen. Zunächst ist die Temperaturder Druckluft ein entscheidender Faktor. Hohe oder schwankende Temperaturen können die Sensorik und die Kalibrierung der Messgeräte beeinträchtigen. Ebenso wichtig ist der Druck, unter dem die Druckluft gemessen wird – Abweichungen vom vorgesehenen Betriebsdruck führen oft zu ungenauen Ergebnissen. Ein weiterer Einflussfaktor ist die Feuchtigkeitder Umgebung, da sie direkt die Messung des Wassergehalts verfälschen kann. Auch die Verschmutzung der Messeinrichtung spielt eine zentrale Rolle: Ablagerungen oder Partikelreste in den Sensoren können die Messwerte erheblich verzerren. Zusätzlich ist die Strömungsgeschwindigkeit der Luft relevant – Turbulenzen oder schwankende Durchflussraten können zu unpräzisen Partikelmessungen führen.
Die Wartung und Kalibrierung der Messgeräte darf ebenfalls nicht vernachlässigt werden: Regelmäßige Inspektionen und Justierungen sichern gleichbleibend präzise Ergebnisse. Bei der Messung des Wasser- oder Ölgehalts ist zudem die Kondensatabscheidung von Bedeutung – unzureichende Abscheidung führt zu überhöhten Messwerten. Auch die Probenahmestellehat einen großen Einfluss: Abweichungen bei der Positionierung der Probenahme können unterschiedliche Ergebnisse liefern, da sich die Zusammensetzung der Druckluft je nach Leitungslänge oder Verzweigung ändert. Schließlich darf man die Reaktionszeit der Sensoren nicht außer Acht lassen – langsame oder verzögerte Sensoren liefern keine Echtzeitdaten und verfälschen die tatsächlichen Messwerte. Alle diese Einflussfaktoren müssen berücksichtigt werden, um verlässliche Daten zu erhalten und damit die Qualität der Druckluft optimal zu überwachen.
Tabelle 3: Einfluss der Druckluftqualität auf Anlagenkosten
Reinheitsklasse
Investitionskosten (relativ)
Betriebskosten (relativ)
Typischer Einsatzbereich
1.1.1
Sehr hoch
Hoch
Pharma, Medizintechnik
3.4.3
Mittel
Mittel
Metallverarbeitung, Maschinenbau
4.4.4
Niedrig
Gering
Werkstatt, allgemeine Pneumatik
Tabelle 4: Trocknungsverfahren und ihre Eignung
Verfahren
Geeignet für Klasse
Vorteile
Nachteile
Kältetrockner
bis 4
Günstig, einfacher Aufbau
Höherer Taupunkt
Adsorptionstrockner
bis 1
Sehr trockene Luft, flexibel einsetzbar
Hohe Betriebskosten
Membrantrockner
bis 2
Kompakt, wartungsarm
Geringerer Durchsatz
Q: Welche Druckluftqualitätsklassen gibt es nach internationalen Standards?
A: Nach der ISO 8573-1 Norm werden Druckluftqualitätsklassen von 0 bis 9 definiert, wobei Klasse 0 die höchste Reinheit darstellt. Jede Klasse legt einen bestimmten maximalgehalt an schmutzstoffen fest, wie Partikel, Wasser und Öl. Die Klassifizierung von Druckluft erfolgt anhand dieser drei Hauptverunreinigungen und ermöglicht eine standardisierte Bewertung der Druckluftqualität.
Q: Welche Rolle spielen Filter bei der Einhaltung von Druckluftklassen?
A: Filter sind ein zentraler Bestandteil der Druckluftaufbereitung und entscheidend für die Einhaltung der gewünschten Druckluftklasse. Sie entfernen Feststoffpartikeln, Öl und andere Verunreinigungen aus der Druckluft. Je nach Druckluftklasse werden unterschiedliche Filtrationsgrade benötigt, von Standard-Filtern für niedrigere Klassen bis hin zu Sterilfiltern für hochreine Druckluft der Klasse 1 oder 0. Die richtige Filterkombination stellt saubere Druckluft für verschiedene Anwendungen sicher.
Q: Wie werden Partikel in den verschiedenen Druckluftklassen kontrolliert?
A: Die Kontrolle von Partikeln erfolgt durch ihre Größe und Massenkonzentration. In den höheren Qualitätsklassen 1 und 2 dürfen Partikel maximal 0,1-0,5 μm groß sein, während in niedrigeren Klassen größere Partikel toleriert werden. Zur Einhaltung dieser Grenzwerte werden spezielle Partikelfilter eingesetzt. Die Anforderung an die Reinheit bezüglich Partikeln ist besonders in sensiblen Anwendungen wie der Lebensmittel- oder Pharmaindustrie hoch, wo bereits kleinste Feststoffpartikeln Probleme verursachen können.
Q: Welche Bedeutung hat die Klasse 0 bei Druckluftklassen?
A: Klasse 0 stellt die höchste Reinheitsstufe dar und bedeutet, dass die Druckluft strengere Anforderungen erfüllt als die in der ISO 8573-1 definierten Standards für Klasse 1. Die genauen Parameter werden individuell zwischen Hersteller und Anwender vereinbart. Diese ultrareinen Druckluftbedingungen werden vor allem in hochsensiblen Bereichen wie der Halbleiterfertigung, Pharmaproduktion oder medizinischen Anwendungen benötigt. Der Aufwand bei der Aufbereitung für Klasse 0 ist erheblich und erfordert spezielle Komponenten zur Druckluftaufbereitung.
Q: Wie beeinflusst der Kompressor die erreichbare Luftqualität?
A: Der Kompressor ist die Quelle der Druckluft und bestimmt maßgeblich die Grundqualität. Ölgeschmierte Kompressoren erfordern eine aufwendigere Nachbehandlung, um höhere Luftqualitätsklassen zu erreichen, während ölfreie Kompressoren bereits eine bessere Ausgangsqualität liefern. Die Ansaugluft und die Umgebungsbedingungen des Kompressors beeinflussen ebenfalls, welche Druckluftqualität umgesetzt werden kann. Wartung und Reinigung des Kompressors sind entscheidend, um konstant reine Druckluft zu produzieren und die gewünschte Druckluftklasse langfristig zu halten.
Q: Welche Reinheitsanforderungen gelten für verschiedene Maschinen und Anlagen?
A: Die Reinheitsanforderungen variieren stark je nach Anwendungsbereich. Während einfache Werkzeuge mit niedrigeren Qualitätsklassen (5-7) auskommen, benötigen Lackieranlagen, Lebensmittelverarbeitung und pharmazeutische Prozesse oft Qualitätsklasse 1 oder 2. In der Elektronikfertigung wird häufig Klasse 0 oder 1 gefordert. Die richtige Festlegung eines bestimmten Maximalgehalts an Schmutzstoffen muss anwendungsspezifisch erfolgen, um sowohl die Produktqualität als auch die Lebensdauer der Maschinen zu gewährleisten.
Q: Wie werden unterschiedliche Druckluftqualitätsklassen in der Praxis erreicht?
A: Je nach Druckluftklasse kommen verschiedene Aufbereitungskomponenten zum Einsatz. Für niedrigere Klassen genügen oft Zyklonabscheider und einfache Filter. Mittlere Klassen erfordern zusätzlich Kältetrocknern und feinere Filter. Für höchste Reinheit wie bei Qualitätsklasse 1 werden Adsorptionstrocknern, Aktivkohlefilter und Sterilfilter benötigt. Die Druckluftaufbereitung muss als Gesamtsystem konzipiert werden, wobei jede Komponente auf die angestrebte Luftqualität abgestimmt sein muss. Regelmäßige Wartung und Austausch von Filterelementen sind unerlässlich, um die gewünschte Klassifizierung von Luft dauerhaft zu gewährleisten.
Q: Welche wirtschaftlichen Aspekte sollten bei der Wahl der Druckluftklasse berücksichtigt werden?
A: Die Kosten steigen mit höheren Anforderungen an die Reinheit exponentiell an. Der Aufwand bei der Aufbereitung für Klasse 1 oder 0 ist deutlich höher als für niedrigere Klassen. Es ist daher wirtschaftlich sinnvoll, für jeden Anwendungsbereich die wirklich benötigte Druckluftklasse zu bestimmen, statt pauschal die höchste Qualität anzustreben. Zu beachten sind neben den Investitionskosten auch die laufenden Kosten für Wartung, Energieverbrauch und Filterwechsel. Eine überdimensionierte Druckluftaufbereitung verursacht unnötige Kosten, während eine zu niedrige Qualität zu Produktionsproblemen und Maschinenschäden führen kann.